DVS 1623-2008 轨道车辆焊接 “DIN 6700标准向DIN EN 15085 标准过渡转化的说明及建议”
DIN 6700-1-2001铁道车辆及部件的焊接—第1部分:基本概念、基本规定

德国标准2001年3月所协会(DIN)的同意。
该标准由柏林Beuth出版社公司独家出售。
DIN 6700-1:2001-051 应用范围该标准适用于铁道车辆和车辆部件生产和维护时金属材料的焊接。
它就焊接工作的一般概念和基本原则做了规定。
该标准不适用于以下的铁道车辆组件或部件:-压力罐。
这里适用的规定有:压力罐条例(DruckbehV)、压力罐技术规定(TRB)以及DIN EN 286标准系列。
-运输危险品用的容器。
这里适用的规定有:含国际铁路危险货物运输规程的规定(RID)在内的铁路危险货物条例(GGVE)和罐车技术规定(TRT)。
-非危险货物的装卸采用压力方式,运输这种非危险物品所使用的装载容器。
这里适用的规定有:压力罐条例(DruckbehV)、压力罐技术规定(TRB)以及AD标准。
-蒸汽锅炉。
这里适用的规定有:蒸汽锅炉条例(DampfkV)、压力罐技术规定(TRB)以及AD 标准。
2 标准的引用该标准包括其它指明日期或不指明日期的出版物的规定。
正文中凡是引用了参见标准的地方都列出了相关的出版物。
指明了日期时,则该出版物在此之后的种种修改或者修正只有通过修订或者修正补充之后方才成为该标准的组成部分。
未指明日期则是指相关出版物的最新版本。
DIN 6700-2,铁道车辆和车辆部件的焊接-第2部分:部件类型、焊接企业的资格、一致性评定。
DIN 6700-3,铁道车辆和车辆部件的焊接-第3部分:设计规定(值)。
DIN 6700-4,铁道车辆和车辆部件的焊接-第4部分:操作规范。
DIN 6700-5,铁道车辆和车辆部件的焊接-第5部分:质量保证。
DIN 6700-6,铁道车辆和车辆部件的焊接-第6部分:材料、焊接添加剂、焊接方法和焊接技术设计资料。
DIN 8528-1,可焊接性、金属材料、概念。
DIN 25003,铁道车辆系统技术;概述、命名、定义。
DIN EN 287-1,焊工试验、熔焊-第1部分:钢。
DIN 6700-5-2002 中文版 铁路车辆及车辆部件的焊接.第5部分质量要求

2002 年 5
月
铁道机车车辆及其零部件的焊接 第 5 部分 质量要求
DIN 6700-5
om 前言 本标准是由铁道机车车辆标准化委员会 FSF 的 AA3.4 焊接和胶粘技术 组制订的 c 焊接是铁道机车及其零部件制造的一个重要工序 本标准所指的铁道机车车辆是按 DIN 25003 定义的
10042 1992 德文版 EN 30042 1994
z DIN 50124
金属材料的试验 电阻点焊 电阻凸焊和熔化点焊连接的剪拉试验
b DIN EN ISO 6520-1 材料几何不均匀性划分 熔焊
DIN EN ISO 13919-1 焊接
.第1部分 钢
电子射线焊连接和激光焊接连接
不均匀性计值分类导则
. 在 DIN 6700 系列标准中叙述了 焊接 这一特殊工序所需的规定 这些规定的基础是焊接技
术专业标准 并考虑了铁道机车车辆制造的特殊要求
w 第 1 部分 基本概念和基本规则
第 2 部分 焊接工作资质鉴定的要求
x 第 3 部分 结构设计说明
第 4 部分 实施规则
f 第 5 部分 焊接连接的质量要求
DIN ISO 10447 焊接 电阻射线点焊 凸焊和滚焊连接的滚切试验和錾削试验 与 ISO
w10447 相同
ISO DIS 13919-2
焊接 电子射线焊接和激光焊接连接 不均匀性计值分类导则
w第2部分 铝 w DVS 2923
铁道机车车辆制造中钢和铝材料的电阻点焊
DVS 1616
铁道机车车辆制造中焊接技术应用材料的选择
金属材料的电弧螺柱焊接
DIN EN 24063
金属焊接 钎焊 软钎焊和铜焊
x 1990 德文版 EN 24063 1992
DIN 6700-6-2002 中文版 铁路车辆及车辆部件的焊接.第6部分外轮廓材料、填充金属和焊接工艺

2002 年 8 月
铁道机车车辆及其零部件的焊接
第 6 部分 材料 焊接添加料 焊接方 法
m 焊接技术设计资料
DIN 6700-6
co 前言
内
容
1
. 1 适用范围
2
2 引用标准
2
w 3 概念
4
x 4 材料
4
5 焊接添加料
5
f 6 焊接方法
5
7 图纸和焊接技术设计资料
6
z 附录 A 一致性证书 表格 焊接添加料标记 焊接添加料与焊接方法的配合
w钢 选择标准 w DIN 5512-3 铁道机车车辆用的材料 钢 第 3 部分 不锈钢扁钢制品 选择标准
DIN 5513 铁道机车车辆用的材料 铝和铝合金 DIN 6500-1 铁道机车车辆及其零部件的焊接 第 1 部分 基本概念 基本规则
2
DIN 6700-2 铁道机车车辆及其零部件的焊接 第 2 部分 焊接工场技能鉴定的要求
DIN 6700-3 铁道机车车辆及其零部件的焊接 第 3 部分 结构设计规定
DIN 6700-5 铁道机车车辆及其零部件的焊接 第 5 部分 质量要求
DIN 17175 耐热钢制的无缝钢管 供货技术条件
DIN 17182 改善了焊接特性的铸钢品种和一般用途的韧性
m DIN 17445 不锈铸钢 供货技术条件
E DIN EN 1654 铜和铜合金
w DIN EN ISO 13920 焊接 焊接结构设计的一般位置公差 长度和角度尺寸 形状和位
f DIN EN 1562 铸造 可锻铸铁 德文版 EN 1562 1997
DIN EN 1563 铸造 球墨铸铁 德文版 EN 1563 1997
DVS 1623-2008 轨道车辆焊接 “DIN 6700标准向DIN EN 15085 标准过渡转化的说明及建议”
DIN EN
12062 EG-准则
焊接接头的无损探伤— 金属材料通则 欧共体内部的铁路安全性
EBA — 管 理准则 对EBA权限内运营并监督的轨道车辆的
接合技术及材料技术的管理准则
3 DIN6700标准体系与DIN EN 15085标准体系之间的 术语比较
在 下 列 段 落 中 , 针 对 6700 标 准 体 系 中 的 主 要 术 语 和 DIN EN 15085标准体系中的规则进行了比较。
CP 代表“Class of weld Performance”(焊缝质量 等级)
C 代 表 根 据 国 际 标 准 (DIN EN ISO 5817, DIN EN
ISO 10042, DIN EN ISO 13919-1,DIN EN ISO 13919-2)缺陷的评定等级。 1 表示不同的检测范围 (仅在 CP C情况下).
CP C2
CT 3 b)
100% VT 和 10% ZfP d)
CP C3
3
100% SP
CP D
a) 通过工艺文件和无损检测人员进行的检测 (详见 3.10)
CT 4 c)
100% SP
b) 不需证明材料,由制造商具有资格的检测人员进行的检测 (目测).
c) 不需证明材料 ,由制造商具有资格的焊工进行的检测 (自检). d) 如果不能进行内部检测,针对“中”等安全要求的CP B焊缝质量等级和CP C1焊缝质量等级必须将表面检测提高 到100%。如果前五个试件中没有发现异常,那么检测范围可以缩小至25%。每一名焊工或者操作工,必须在进行 加工前,按照DIN EN 15085-4提供一个AP工作试样。工作试样有效期为六个月,如果焊工或操作工仍然在职从事这 项工作,那么可以通过vSAP延长有效期。
【通用文档】din6700标准.doc

代替DIN6700-1:1997年6月版目录前言1.适用范围2.标准的引述3.概念4.基本规则,措施前言这份标准是由铁路车辆标准委员会(FSF)的“焊接和粘接技术”工作委员会AA3.4制订的。
焊接是制造铁路车辆及其部件的主要方法。
按照这份标准规定的铁路车辆已经在DIN25003中作了定义。
在DIN 6700系列的标准中将对“焊接”这一特殊的工艺过程作出必要的规定。
在考虑到对铁路车辆制造的特殊要求情况下,这些规定的基础是焊接技术上的基本专业标准。
“铁路车辆及其部件的焊接”标准DIN6700由下列部分组成:- 第1部分:基本概念,基本规则- 第2部分:焊接企业的资质,质量保证- 第3部分:结构规定值(目前尚为标准草案)- 第4部分:实施细则(目前尚为标准草案)- 第5部分:质量要求(目前尚为标准草案)- 第6部分:材料、焊接添加料、焊接技术计划资料修改与DIN 6700-1:1997年6月版相比作了如下修改:a)注明参阅有关的标准。
b)已经相应地使“公认的部位”和“议定的部位”这两个概念与有效的右侧位置相适应。
以前的版本DIN 6700-1:1997年6月版1.适用范围在制造和修理铁路车辆及其部件情况下,这份标准适用于金属材料的焊接。
它对焊接工作的一般概念和基本规则作了规定。
这份标准不适用于铁路车辆的下列构件或者部件:- 压力容器。
这可以以压力容器条例(Druckbeh V)、压力容器技术规程(TRB)以及DIN EN 286标准系列为准。
- 运输时有危险的材料的装料容器。
这儿可以以含有国际铁路运输危险物料(RID)规则中规定的铁路运输危险物料条例(GGVE)和压力容器技术规程(TRT)为准。
- 供运输经加压和/或减压的非危险物料用的装料容器。
在这一点上,应该以压力容器条例(Druckbeh V)。
压力容器技术规程(TRB)以及德国压力容器协会(AD)规范为准。
- 蒸汽锅炉。
对于这一点可以以蒸汽锅炉条例(Dampfk V),压力容器技术规程(TRB)以及德国压力容器协会规范为准。
DIN 6700-3-2003 中文版 铁路车辆及车辆部件的焊接.第3部分设计规则

焊接的通用允许误差 长度单位和标准角规 DIN (德国工业标准)EN 13920 焊接 形式和位置(国际标准化组织 ISO 13920 1996) 德语文本 EN ISO 13920:1996.
2
co
储压罐除 基本概念和基 结构等级 焊 实施规则 品质 生产原料 焊 第 1 部分 电弧焊接一
m
DIN6700-3: 2003-02
说明书 DVS 1608 和说明书 DVS 1612 就是有
应力 a 应用性
a
bz
高 高 中 低
(+)
表1
ww
w.
b c d
取决于安全要求和应力应用性能的焊缝质量等级 安全要求 高 中 少 b c 1 2.1 2.2 c d 2.3 2.1 2.2 c d 2.3 3 2.2 d 3 3 2.3
近似值 (+) 高 高静态和高动态应力 并且达到允许的压力(• = • 允许). 高 在防止失效具有足够安全性时的高静态应力和超过屈服极限的危险(• > •po.2)或者在应 • 允许) 用最高达 100%的允许压力时具有高动态部分的应力(• 中 在应用大约到 90%允许压力时的动态和静态应力 • 0.9 ו 允许)或者达 100%的纯静态 应力 • • 允许) 低 在应用最大到 75%的允许压力时的应力 • 0.75 × • 允许) 有特殊要求的焊缝(表面要进行处理的特殊材料)仅仅在特殊情况下使用 在生产加工比较难接近的情况下 在生产材料的焊接适应性有限的情况下或者在内应力比较高 时 焊缝质量等级 SGK2.1 是有效的 在生产加工比较难接近的情况下 在生产材料的焊接适应性有限的情况下或者在内应力比较高 时 焊缝质量等级 SGK2.2 是有效的
DIN (德国工业标准) 6700-6 铁道机车和机车部件的焊接 接添加料 焊接方法和焊接技术计划资料
(冶金行业)DVS(中)为取得焊接轨道车辆及其零件(按DIN)

(冶金行业)DVS(中)为取得焊接轨道车辆及其零件(按DIN)目录:1 概述2 参考标准规则、规定及准则参考3 证书等级分类4 要求标准4.1 质量要求标准4.2 人员要求标准4.2.1 焊接监督人员4.2.2 焊工/操作员4.2.3 检测人员4.3 内部设施4.4 焊接工艺规程程序规定5 认证程序次序及监控次序5.1 认证机构5.2 申请书归档5.3 车间考核5.3.1 车间检查5.3.2 专家和焊接监督员的专业谈话共同探讨5.4 文件5.5 最终探讨5.6 发布证书5.7 有效期5.8 监控5.9 证书范围扩展5.10 证书修正5.11 证书撤销5.12 证书有效性5.13 例外规定1概述该准则由“轨道车辆”协调委员会和DVS工作组A7“轨道车辆制造建设中的焊接”联合制作。
详尽阐释,“轨道车辆制造建设中的焊接”是由“轨道车辆”协调委员会和DVS工作组A7共同完成的。
它描述了为取得焊接轨道车辆及其零件(按DIN6700-2)证书所需要的程序,“轨道车辆及其零件焊接-第2条:部件等级及焊接车间认证;壹致性合格评定”,(这里称为“证书”)且规定了关于次序的统壹程序。
认证机构及生产商必须遵守该规定及其关于标准的补充解释。
联邦铁路局(EBA)为负责联邦铁路领域的监督当局。
它发布了名为“EBA责任范围内轨道车辆及其零件焊接的前提”的行政规定,且包含于该准则内。
按照这些行政规定的第10章,协调委员会负责统壹认证机构的工作方法。
联邦权威机构负责和非联邦铁路相关的领域。
技术认证准则是取得证书的基础。
轨道车辆及其零件焊接的技术准则为:DIN6700-1至DIN6700-6系列标准本文由经验丰富的专家合作荣誉起草且且建议把它作为壹个重要的知识来源给予足够的重视。
使用者要经常检查本文内容可在多大程度上适用他/她的特殊情况且且是否他/她持有的版本是否仍有效。
任何DVS 方面及参和解释人员的责任均被排除。
DVS、技术委员会、工作组:“轨道车辆建设中的焊接”参考:仅供焊接及相关程序DVS出版社有限X公司出版,40010杜塞尔多夫,101965邮箱,电话:(0211)1591-0,传真(0211)1591-150DVS1619第2页-同样适用的标准想要进行新轨道车辆及其零件的焊接工作,包括制造焊接或维修的焊接车间必须按照DIN6700-2提供证明他们适合的证明。
DIN6700-5

裂纹 洼坑裂纹 气泡 气孔 气孔率 气孔组织 表面气孔 气孔穴 气道 条虫状气孔
3 4 5
不允许 B 不允许
B C h<=0.3 a确切0.3 s l<=a确切 0.3s B B(l<=a ,s) B B B 实际焊透必须保证达到
C D 短不规则性允许 h<=0.4a 确切0.4s C C C C C
B (最大3mm)
D (在t<=3mm,不 规则性允许) D (在t<=3mm短 不规则性允许)
取消
Lfd号
按DIN EN ISO 6520-1的 序号 5213 504 5041 507 509/511 512 515 5013 506 2025 517 601 602 -
按DIN EN 25817的号 15 16 17 18 19 20 21 21 22 无 23 24 25 26
好
好至足够
很好
好至足够
必需有
仅在高动载荷及高安全要求时必要。
在可能的零件限制情况下必 要。
至T〈=8mm,基板允许,当T〉8mm,和焊缝前处理相一致是必要的。 熔池保护 封底焊ª 基板允许,附件(剩余熔池保护)不允许 必要 b 当在图纸中给出的,是必要的。b 在封底焊前,打底焊道要尽心修复。C,d,f 标记 检测范围和文件汇编 在预先设计的位置打上标记是允许的。 100%(抽样检测+ZfP)e;两者汇编成文件 100%抽样检测和 至10%ZfPe用文件 必要的 当附件是按图纸预先规定的,它是允许的。 允许 无
取消
B C (仅研磨柔和的过渡部分) B B 取消 不允许 C C C 仅短不规则性允许 h<=0.1,l<=0.5mm
D D D C
EN15085(DIN6700)标准介绍
EN15085(DIN6700)标准介绍前言:EN15085标准是欧洲轨道车辆及其部件焊接的系列标准,由五个标准组成:EN15085-1总则EN15085-2焊接企业的质量要求和资格认证EN15085-3设计要求EN15085-4生产要求EN15085-5检验试验与文件一、EN15085-1总则1、本标准适用于轨道车辆及其部件的制造和维修过程中金属材料的焊接。
2、术语及定义:2.1企业认证机构:经国家安全监督机构在认可并授权机构。
2.2认证级别:CL1~CL42.3焊缝质量等级:CPA~CPD2.4焊缝检验等级:CT二、EN15085-2焊接企业的质量要求和资格认证:1、人员要求:1.1焊工和操作工焊接企业应具有EN287-1、EN9606-2资质证书的焊工和操作工。
资格范围应该覆盖产品的焊接工艺、材料组别、接头类型和焊接位置。
1.2焊接责任人员A级:具有全面技术知识的焊接责任人员,国际焊接工程师、国际焊接技术员B级:具有专门技术知识的焊接责任人员,国际焊接技术员国际焊接技师C级:具有基础技术知识的焊接责任人员,国际焊接技师国际焊接技士焊接责任人员必须具有相应的权利,能够保证出现技术问题时不受来自生产压力的影响。
1.3检验人员:PT、MT、UT、RT的检验人员必须具有至少1级与工艺相关的资质,对检验进行评估应由2级EN473人员进行。
2、技术要求:2.1设备:-----焊接电源及其它设备-----坡口加工及切割设备-----预热及焊后热处理设备-----夹具及固定机具-----用于焊接生产的起重及装夹设备-----用于焊接材料处理的烘干炉、保温桶-----表面清理设施-----破坏性试验及无损检测设备-----有屋顶、干燥、通风和明亮的车间和工位-----用于存放焊接材料和焊接辅助材料的干燥的库房-----对于不同组别材料的加工(铝、不锈钢)必须针对每种材料组别使用单独的工具、加工设备及装备、或在加工前对其进行清洁-----工作平台-----旋转装置-----焊接夹具-----调修设备-----对铝或不锈钢进行焊接进行防护。
DIN_6700-2-2001德国焊接标准
DIN_6700-2-2001德国焊接标准2001年5月一致性评定DIN 6700-2铁道车辆和车辆部件的焊接第2部分部件等级焊接企业的认证ICS 25.160.01; 45.060.01 取代*****-2:1997-06仅供参考铁道车辆和车辆部件的焊接第2部分焊接的铁道车辆材料厂家的资质质量保证内容页码前言.............................................................. . (1)1 应用范围.............................................................. .. (2)2 标准的引用.............................................................. . (2)3 概念.............................................................. . (4)4 部件等级.............................................................. .. (4)5 对焊接企业的要求.............................................................. ...........66 焊接企业的认证...........................................................................117 焊接的零部件的一致性评估 (12)附录A标准对焊接企业的要求 (15)附录B标准焊接企业说明印刷表格DIN 6700-2中的焊接企业说明 (16)附录C标准DIN 6700-2中的证书印刷表格 (21)附录D标准焊接范围..............................................................22附录E标准试焊接的检验范围 (24)附录F标准对试件的要求 (25)附录G供参考引用文献...........................................................27前言该标准由铁道车辆标准委员会FSF的AA3.4焊接和接合技术制定焊接是铁道车辆及其部件生产中的一个基本过程DIN 6700系列标准对焊接这一特殊过程做了必要的规定这些规定在考虑了铁道车辆制造的特殊要求的条件下以焊接技术专业基本标准为基础DIN 6700铁道车辆和车辆部件的焊接由以下几个部分组成第1部分基本概念基本规定第2部分焊接企业的认证质量保证第3部分设计规定目前的草案第4部分操作规范目前的草案第5部分质量等级要求目前的草案DIN德国标准化研究所协会拥有版权任何形式的复印必须征得柏林的德国标准化研究所协会DIN的同意该标准由柏林Beuth出版社公司独家出售DIN 6700-2:2001-05所做的修订较之DIN 6700-2:1997-06做了如下修订a) 部件的等级划分取决于部件的安全重要性b) 在一个表格中对焊接企业的要求进行汇总列出应用范围和部件原来的版本DIN 6700-2: 1997-061 应用范围该标准适用于铁道车辆和车辆部件的生产和维护时金属材料的焊接它适用于部件等级的划分对焊接企业的要求进行了定义规定了焊接企业的认证方法规定了一致性评定方法2 标准的引用该标准包括其它指明日期或者不指明日期的出版物的规定正文中凡是引用出标准的地方都列出了相关的出版物当引用的标准指明了日期时在该日期之后所做的修改或者再修改只有当它经修订增加到该标准中方才成为该标准的一部分当引用的标准未指明日期时则为相关出版物的最新版本包括各种修改DIN 1910-2焊接第2部分金属的焊接方法DIN 1910-5焊接第5部分金属的焊接电阻焊方法DIN 5512-3铁道车辆材料钢第3部分不锈钢扁钢产品DIN 5513铁道车辆材料铝和铝合金DIN 6700-1铁道车辆和车辆部件的焊接第1部分基本概念基本规定DIN 6700-3铁道车辆和车辆部件的焊接第3部分设计规定DIN 6700-4铁道车辆和车辆部件的焊接第4部分生产规定DIN 6700-5铁道车辆和车辆部件的焊接第5部分质量等级要求DIN 6700-6铁道车辆和车辆部件的焊接第6部分材料焊接添加剂焊接方法焊接技术设计资料E DIN *****-1电阻焊接合试验第1部分试样和对点焊滚焊和有压印凸起的凸焊进行机械化的剥壳试验DIN *****-2电阻焊接合试验第2部分电阻焊连接处的扭曲试验DIN *****非铁金属的试验焊接连接处和熔焊的对接焊缝处的拉力试验DIN *****金属材料试验电阻点焊连接处电阻凸焊连接处和熔化点焊连接处的翦拉试验DIN *****金属材料试验拉力试验DIN *****-2非破坏性试验X射线照片的图象质量第2部分确定图象质量数和图象质量等级的指南DIN EN 287-1焊工的审查熔焊第1部分钢DIN EN 287-2焊工的审查熔焊第2部分铝和铝合金DIN EN 288-2金属材料的焊接方法的要求和认可第2部分电弧焊焊接规程DIN 6700-*****-05DIN EN 288-3金属材料焊接方法的要求和认可第3部分钢材电弧焊的焊接法试验DIN EN 288-4金属材料焊接方法的要求和认可第4部分铝和铝合金电弧焊的焊接方法试验DIN EN 288-6金属材料焊接方法的要求和认可第6部分认可采用现有的经验DIN EN 288-8金属材料焊接方法的要求和认可第8部分在生产之前通过焊接样品进行认可EIN EN 473非破坏试验的人员的资格和认证一般基础DIN EN 719焊接监督任务和责任DIN EN 729-2焊接技术的质量要求金属材料的熔焊第2部分所有的质量要求DIN EN 729-3焊接技术的质量要求金属材料的熔焊第3部分标准的质量要求DIN EN 729-4焊接技术的质量要求金属材料的熔焊第4部分基本的质量要求DIN EN 875金属材料焊接接合的破坏性试验缺口冲击韧性试验试验位置缺口方向和评价DIN EN 895金属材料焊接接合的破坏性试验横向拉断试验DIN EN 910金属材料焊接接合的破坏性试验弯曲试验DIN EN 970焊缝的非破坏性检测目检DIN EN 1043-1金属材料的非破坏性检验硬度检验第1部分用于电弧焊接接合的硬度检验DIN EN 1043-2金属材料的非破坏性检验硬度检验第2部分焊接接合处的微型硬度检验DIN EN 1418焊接人员金属材料全机械化和自动焊接的操作人员的审核DIN EN *****非合金结构钢的热轧产品技术供货条件DIN EN *****-2具有焊接适应性的细粒度结构钢的热轧产品第2部分正火/标准的轧制钢的供货条件DIN EN *****-2在时效处理或者时效硬化状态提高了屈服点质地为结构钢的带钢和宽扁钢第2部分经时效处理的钢的供货条件DIN EN *****焊接接合的非破坏性试验一般规定DIN EN *****经营实验室的一般规定DIN EN *****资格认证机构的一般规定DIN EN ISO 4063焊接和关系密切的过程过程列表和顺序编号ISO 40631999德文版EN ISO***-*****DN EN ISO 6507-1金属材料硬化检验的维氏试验第1部分试验方法DIN EN ISO 9001质量保证体系用来说明设计开发生产安装和用户服务中保证质量的模式DIN EN ISO 9002质量保证体系用来说明产品和安装中的质量保证的模式DIN EN ISO 9606-3焊工的审核熔焊第3部分铜和铜合金ISO 9606-*****德文版EN ISO 9606-3:1999DIN ISO *****焊接电阻点焊电阻凸焊电阻滚焊的试车试验和刀具试验等同于ISO ***-*****1EN EN ISO *****金属材料的电弧螺柱焊ISO *****: 1998德文版EN ISO。
在生产实践中理解德国DIN6700标准的内涵
中 图分 类 号 : 2 0 3 U 7 .2
文 献 标 识 码 : B
1 德 国 DI 6 0 N 7 0标 准概 述
DN 7 0标 准 是 德 国 在 轨 道 车 辆 焊 接 方 面 的 重 I60 要 标 准 之 一 , 是 欧 洲 和 世 界 广 泛 认 可 的 轨 道 车 辆 也
一
边 没有 开坡 口, 果 首 检 时整 个 框 架没 有 通 过 检 结
验 . 因 是 标 准 中规 定 边 缘 距 离 应 是 e 小 于 2a .原 不 ,
德 国 图纸 中 , 一般 在 总 图技 术 要求 中首 先 提 到
的是 产 品认 可 的焊 接 监督 人员 , 以后 生产 中 的各 在
收 稿 日期 :0 8一O 2 20 2— 5
作 者 简 介 : 建 军 ( 9 7一) 男 , 刘 16 , 高级 【 师 , 科 。 : 程 本
1 6
图 1 焊接 不 例
2 边 缘 嵋】 距
2 3 DI 6 0 . N 7 0标 准对 焊缝质 量等 级 的要求
D N 7 0— I 6 0 5标 准质 量 要求 中 , 对焊缝 质 量 等级
( 车 戚 墅 堰 机 车 车 辆 工 艺研 究 所 有 限 公 司 , 苏 常 州 2 3 1 ) 南 江 】0 1
摘 要 : 内某公 司通 过 了德 国标 准 D N 7 0— 国 I 6 0 2铁 道 车 辆 及 其 零 部 件 的 焊 接 质 量 体 系认 证 , 德 为 国 某公 司 焊接 制 作 了大量 的地 铁 框 架 , 焊接 生 产 中也 逐 步 理 解 了 D N 7 0标 准 的 内涵 在 I 60
DVS1617为取得焊接轨道车辆及其部件(按DIN6700-2)证书所需要的工艺流程

• 一. DVS 1619---为取得焊接轨道车辆及其部件
(按 DIN 6700-2)证书所需要的工艺流程
• 1 概述 该规程描述了:
-- 为取得焊接轨道车辆及其部件(按 DIN 6700-2)证书所需要的流程。
-- 认证机构及生产商必须遵守该规程及其关于标准的补充解释。
-- 该 规 程 是 取 得 DIN 6700 证 书 的 基 础 。 轨 道 车 辆 及 其 部 件 焊 接 的 技 术 标 准 为 : DIN 6700-1 至 DIN 6700-6 系列标准
资质要求 DIN EN 729-3 或
的证书;满足的证书;满足
⇒ 底盘下不可自行装载的仪表箱(没有支架) ⇒ 变速箱及手动制动控制台
2
3
⇒ 踏板,扶手(包括上车处的扶手)和车外的栏杆 C3 级的轨道车辆部件的修理
C4
安全性要求低的轨道 轨道车辆的简单部件的生产,例如:
车辆部件
⇒ 用于各种操作的曲柄和手柄
⇒ 挡板
⇒ 仪表箱和开关柜(包括手动刹车仪表箱和控制
台,无支架)
注:联邦铁路局(EBA)为负责联邦铁路领域的监督当局。它发布了名为“EBA 责任范围轨 道车辆及其部件焊接的前提”的行政规定,此规程被包含与此。协调委员会负责统一管理认 证机构,并规范认证流程。
-- 进行轨道车辆及其部件的焊接工作,包括制造或维修的焊接企业必须按照 DIN 6700-2 提供证明适合的证明文件。
部 件 级 说明
部件类型
别
C3
安全性要求中等的轨 不承压无特殊检测的压力容器的生产,例如:
道车辆部件
⇒ 非危险品容器
⇒ 其它运输容器
轨道车辆部件的生产,例如:
⇒ 客车的内部结构件(包厢构件,内壁,门,内衬) ⇒ 内部设施的支架(电器,空调,空气压缩机) ⇒ 驾驶室设施 ⇒ WC 构件和水箱及附件 ⇒ 车辆内部拉门,包括其轨道 ⇒ 制动器管路支架
从DIN6700向EN15085标准的转换说明
从DIN6700向EN15085标准的转换说明1、 参考标准:DIN6700 轨道车辆及其零部件的焊接EN15085 轨道车辆及其零部件的焊接DVS1623 标准过度转化的说明及建议2、 DVS1623中标准转换说明:“本文件由经验丰富的专家共同编制,可作为重要的参考信息。
使用者必须检查:是否本文件可用于自身企业、是否其使用的版本仍然有效。
DVS及参与编制工作的专家组,不承担任何责任。
”下文中:(重要)的含义是在标准转化中必须知道的;(参考)是对标准转化相关内容的展开,供深入了解标准使用。
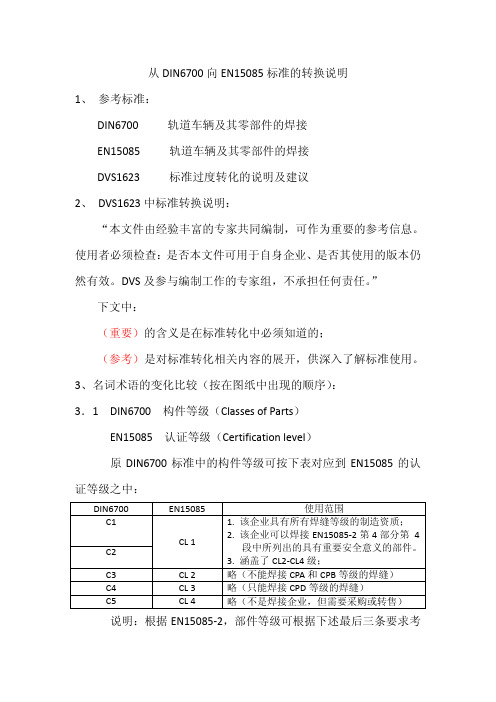
3、名词术语的变化比较(按在图纸中出现的顺序):3.1 DIN6700 构件等级(Classes of Parts)EN15085 认证等级(Certification level)原DIN6700标准中的构件等级可按下表对应到EN15085的认证等级之中:DIN6700 EN15085 使用范围C1CL 1 1. 该企业具有所有焊缝等级的制造资质;2. 该企业可以焊接EN15085‐2第4部分第 4 段中所列出的具有重要安全意义的部件。
3. 涵盖了CL2‐CL4级;C2C3 CL 2 略(不能焊接CPA和CPB等级的焊缝)C4 CL 3 略(只能焊接CPD等级的焊缝)C5 CL 4 略(不是焊接企业,但需要采购或转售) 说明:根据EN15085‐2,部件等级可根据下述最后三条要求考虑分类到新标准中的CL1‐CL3级中。
· (重要)参考上表的对应关系进行转换,转向架厂的企业认证等级为CL1级;· (参考)构件中存在的最高焊缝质量等级;· (参考)EN15085标准中第4部分第4段中所提出的具有重要安全意 义的部件;· (参考)参考EN15085‐2附表A中的内容。
3.2 DIN 6700 焊缝质量等级(weld seam quality classes)EN15085 焊缝质量等级(Class of weld Performance)原DIN6700标准中的焊缝质量等级可按下表对应到EN15085的焊缝质量等级之中:安全要求高 中 低/较低 DIN6700 EN15085DIN6700 EN15085DIN6700 EN15085应力 等级 高(+) SGK1 SGK2.1 SGK2.2 高 SGK2.1 CP A SGK2.2 CP B SGK2.3 CP C2 中 SGK2.2 CP B SGK2.3 CP C2 SGK 3 CP C3 低 SGK2.3 CP C1 SGK 3 CP C3 SGK 3 CP D说明:焊缝质量等级在两个标准中是根据承载状况和安全要求来定义的,EN15085‐3的表2中说明了新的焊缝质量等级的划分原则,对于从DIN6700到EN15085标准的转换过程中,焊缝质量等级的变化可参照上表完成,但应说明以下几点:· (重要)在上表中SGK2.3对应了CP C1和CP C2两个等级,这两个等级对应的探伤要求是不一样的,CP C1要求10% 的内部探伤+100%外观检查,而CP C2只要求100%外观检查,这就要求,在焊缝质量等级转换时,对安全要求较高的原SGK2.3级,需要在图纸中给出说明或作出标记;· (重要)由于在EN15085标准中加强了安全性的定义和说明(详见DIN15085‐3中4.5部分和附录G中的内容),所以DVS1623中规定“依据DIN6700编制的图纸,需要依据EN15085的安全要求重新审核”;· (重要)在DVS1623第4部分4.1中说明:“在设计规则中新标准与DIN6700相比大部分相同,仅增加了:设计人员必须明确焊缝质量等级为CPA到CP C1的焊缝在其加工和维护过程中需要能够进行检测,如不能实现,则可能要更改承载状况和改进设计。
德国DIN6700焊接标准评审过程和要求

德国DIN6700焊接标准评审过程和要求材料:满足EN10204要求.焊工:EN287-1(钢)/EN287-2(铝)焊接工艺评定(WPS):满足EN288-3/ISO15614-1无损探伤人员:EN473DIN6700的标准焊接质量要求金属材料的熔焊的全面质量要求DIN EN 729-2 英文版本标准与1994年11月版的DIN EN729-3和DIN EN 729-4取代1978年10月版的DIN8563-2。
描述词:焊接,熔焊,质量保证,要求欧洲标准EN729-2:1994年为DIN标准前言本标准由CEN/TC 121准备。
负责准备本标准的机构是德国焊接标准委员会。
本标准的和第一部分为基本资料,提供焊接工艺的质量保证要求选择和应用的一般原则。
随后的三个部分进一步补充和说明不同目的的质量要求。
本标准与ISO3834-2一致。
在本校准第2-4部分中规定的质量要求水平考虑到了焊接结构的广泛应用并提供了关于该结构所暴露和所含隐患的应力的评估方法。
本标准的其它部分包括:选择和使用的一般准则(第一部分)标准质量要求(第三部分)初级质量要求(第四部分)在本标准的中第2条款中所指的对应于国际标准的DIN标准如下:prEN1258 DIN32524prEN1418 DIN8560-100EN29001 DIN EN ISO 9001EN29002 DIN EN ISO 9002修改与1978年10月版的DIN 8563 第二部分相比,作了以下修改。
a) 焊接工艺的质量要求与DIN EN 9000标准规定的关于质量保证的部要求一致。
b) 有关焊接监控的要求包括在DINEN719中。
c) 制造商的责任延伸至负责焊接新产品的质量控制。
以前的版本DIN8563-2:1964-06。
1978-10所指的标准(未包括在标准参考中)DIN 8560-100 焊接人员:机械和自动焊接工艺的金属焊工的考试DIN 32524 焊接过程中预加热温度,层间温度和保持温度的测量DIN EN 719 焊接协调:任务和责任DIN EN ISO 9001 质量体系:在设计/开发,生产,安装和服务中的质量保证模式DIN EN ISO 9002 质量体系:在生产和安装中的质量保证模式ISO/DIS 3834-2 焊接的质量要求:金属材料的熔焊:合同的质量要求。
DVS1621德语译文
该说明书的目的在于计划和实施在新生产和维修时要求的工作检验, 统一调整并保证其在生产中的实施。
该说明的使用可以在负责监督焊接的人员(vSAP)的联合下在委托人和承办人之间协议进行。
目录:1. 目的2. 适用范围3. 对标准, 控制器和资料的说明4. 概述5. 工作试件的使用范围5.1 确保结构的工作试件5.2 确保焊接工艺的工作试件5.3 考核焊接人员的工作试件5.4 证明焊缝质量的工作试件5.5 确定工作试件的图解6. 工作试件的文档工作7. 工作试件在熔焊连接的测试范围8. 熔焊连接工作检验的示例9. 电阻焊的工作试件9.1闪光对焊的工作试件,24 (RA)9.2电阻点焊, 21(RP), 滚焊, 22(RP)和凸焊, 23 (RB)的工作试件9.3 螺柱焊的工作试件3 对标准, 控制器和材料的说明1. 目的该说明书的目的在于统一确定工作试件计划和实施的流程。
该说明包含了对DIN6700的说明, 其中要求在不同范围内使用工作试件。
该说明书描述了实施标准里要求的可能性并为每种使用分别举例。
影响因素, 工作试件的范围, 取决于于使用条件的测试方式, 以及存档和有效性都会被描述。
2. 适用范围该说明书适用于DIN23003里描述的铁路机车。
它适用于DIN6700里描述的焊接工艺和材料, 也可就其含义转用到其它地方。
4. 概述工作试件给焊接企业描述了一个简单的, 快捷以及节省成本的途径来检查焊接结构, 焊接工艺流程, 焊接人员的手艺以及焊缝质量。
焊接企业可以以最小的消耗呈献给客户和监控机构一个有效的结果。
工作试件的焊接根据德国工业标准DIN 欧洲标准EN 国际标准ISO15613 (旧:DIN EN288-8)来实施的。
DIN.EN 288-8只适用于金属材料的熔焊。
DIN EN ISO15613适用于电阻焊接。
方式和范围和标准列DIN6700(参见DVS 1622)一致并通过执行企业的vSAP来确定, 在其监督下焊接和评定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁路应用— 轨道车辆及其部件的焊接 — 第1部分:通则 铁路应用 — 轨道车辆及其部件的焊接 — 第2部分:质量要求及焊接企业的资 质认证
DIN EN 15085-3 DIN EN 15085-4
铁路应用— 轨道车辆及其部件的焊接 — 第3部分:设计要求 铁路应用— 轨道车辆及其部件的焊接 — 第4部分:制造要求
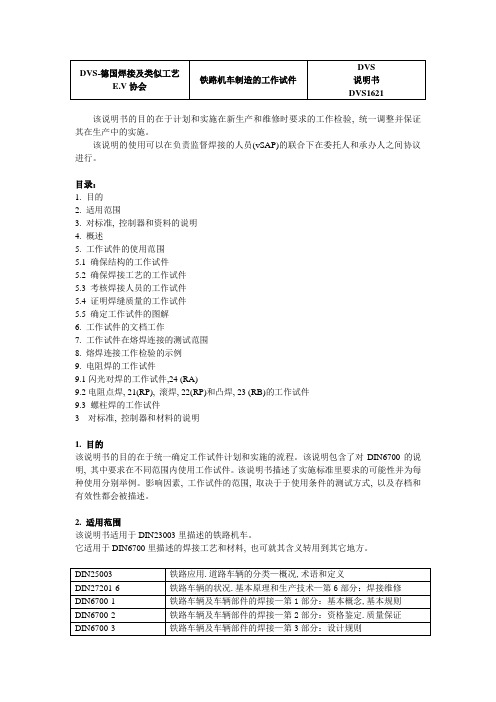
注解: CP A中的“A” 表示在DIN EN 15085-3 中定义了特殊 等级。 DIN EN 15085-3表格4反映了承载状态、安全要求、焊缝 质量等级、缺陷评定等级、焊缝检测等级以及检测范围之 间的关系。必须指出:这里缺少在DIN EN15084的其它部 分中规定的细节。例如:DIN EN 15085-5中表1的脚注。 下面的表1显示了如何将DIN 6700中的焊接质量等级 按照DIN EN15085的新焊缝质量等级分类对应。这种 表 格 及 其 脚 注 适 用 于 将 按 照 DIN6700 制 定 的 文 件 向 DIN EN15085转化。
金 DIN EN 金属制品— 检验证明种类
DIN EN
12062 EG-准则
焊接接头的无损探伤— 金属材料通则 欧共体内部的铁路安全性
EBA — 管 理准则 对EBA权限内运营并监督的轨道车辆的
接合技术及材料技术的管理准则
3 DIN6700标准体系与DIN EN 15085标准体系之间的 术语比较
在 下 列 段 落 中 , 针 对 6700 标 准 体 系 中 的 主 要 术 语 和 DIN EN 15085标准体系中的规则进行了比较。
内容:
1 目的
2 引用标准及准则
3 DIN 6700标准体系与DIN EN 15085标准体系之间的术语比较
DIN 6700中的术语
DIN EN 15085中的术语
3.1 焊缝质量等级
焊缝质量等级
3.2 检测范围
焊缝检测范围
3.3 安全意义
—
3.4 安全要求
安全要求
3.5 应力
承载状况/应力
3.6 构件等级
注。(如在焊缝处设立标示或者在图纸上注明)
**)DIN6700中的SGK3安全要求较低和承载较小的焊缝,在按照DIN EN15085使用时,认证等级较低,必须附加进
行标注。(图纸上证书等级说明中)
***)根据DIN EN 15085:承载状况(详见DIN EN 15085-3, 表格 1).
表格 2. 焊缝检测等级及检测范围对照表
认证等级
3.7 缺陷评定
缺陷评定
3.8 -
分包
3.9 焊接监督资质
焊接监督
3.10 检测人员
检测人员
3.11 焊接工艺规程
焊接工艺规程
3.12 AP试件
AP试件
3.13 焊接企业
制造商/焊接企业
3.14 DIN 6700认证证书
DIN EN 15085认证证明
3.15 监督机构
国家安全部门
3.16 授权机构
表格1.由DIN EN15085-3德文版前言附件信息,总结出的DIN6700到DIN EN15085焊缝质量等级转化表格
安全要求
高
中
较低/低
DIN 6700 DIN EN 15085 DIN 6700 DIN EN 15085 DIN 6700 DIN EN 15085
高 (+) SGK 1
无
SGK 2.1
DIN 6700-5 铁道车辆及其的焊接 — 第5部分:质量 要求
DIN 6700-6 铁道车辆及其部件的焊接 — 第6部分: 材料,焊接填料,焊接方法,焊接技术
设计文件
DIN EN 473 无损探伤-无损探伤人员的资质及鉴定通用要求;德文版 EN 473:2000 +
Al :2005
DIN EN 15085-1 DIN EN 15085-2
的作用不容忽视。
焊缝检测等级使用CT1至CT4标示。缩写CT代表英文
Classof Testing(检测等级)。
与DIN 6700相比,DIN EN 15085的检测范围对焊缝质 量等级的分类会在表2中另述。
DIN EN 15085-3中段落4.6规定在焊缝的设计阶段就要 求考虑到焊缝检测工作。
3.3 DIN 6700中的术语 DIN EN 15085中的术语
检测范围
焊缝检测等级
与DIN 6700不同,DIN EN 15085也定义了焊缝检测
等级。
焊缝质量等级主要对检测范围进行了规定。焊缝检测
等级的引入实现了检测范围在不改变焊缝质量等级
前提下的调整,例如在自动化焊接工艺中,在特种加
工中,在维护和修复方面。DIN EN 15085-5中的表1
及脚注为检测范围规定了个别焊缝检测等级。其脚注
无
SGK 2.2
无
高 SGK 2.1 CP A
SGK 2.2
CP B
SGK 2.3
CP C2
承载状况***)
中 SGK 2.2*) CP B
SGK 2.3 CP C 2
50K 3
CP C3
低 SGK 2.3*) CP C1
SGK 3
CP C 3 SGK 3**) CP D
*)DIN6700中的SGK2.2和2.3带有较高安全要求的焊缝,在按照DIN EN15085使用时,检测要求较高,必需附加进行标
安全意义
—
在DIN EN15085中,并没有对安全意义这个术语进行
定义。此类定义在DIN EN 15085虽然未被引用,可是
在DIN EN 15085-2段落4和信息类附件A中却可以找
到相关轨道车辆部件的安全意义。
3.4 DIN 6700中的术语 DIN EN 15085中的术语
安全要求
安全要求
在DIN EN 15085中安全要求的定义、概念及等级划分(如 “高”,“中”,“低”)与DIN 6700中相符。只是在 DIN 6700中最低的安全要求等级是“较低”,而在DIN EN 15085中则用“低”来表示。 当然,在DIN EN 15085中也有规定,定义和等级划 分允许存在一定偏差,可通过合同形式在符合国家安 全部门要求下双方协商规定。
DVS 1622 校正DIN 6700的印刷错误,通过调整使 其符合新标准
DVS 1622, 调整DIN 6700以符合新标准-焊接填料
附页1
的要求与选择;材料等级的匹配
DVS 1622, 调整DIN 6700以符合新标准-铝及其合
附页2
金的熔焊焊接接头
DIN EN ISO焊接-钢,镍,钛及其合金的熔焊焊接接
CP C2
CT 3 b)
100% VT 和 10% ZfP d)
CP C3
3
100% SP
CP D
a) 通过工艺文件和无损检测人员进行的检测 (详见 3.10)
CT 4 c)
100% SP
b) 不需证明材料,由制造商具有资格的检测人员进行的检测 (目测).
c) 不需证明材料 ,由制造商具有资格的焊工进行的检测 (自检). d) 如果不能进行内部检测,针对“中”等安全要求的CP B焊缝质量等级和CP C1焊缝质量等级必须将表面检测提高 到100%。如果前五个试件中没有发现异常,那么检测范围可以缩小至25%。每一名焊工或者操作工,必须在进行 加工前,按照DIN EN 15085-4提供一个AP工作试样。工作试样有效期为六个月,如果焊工或操作工仍然在职从事这 项工作,那么可以通过vSAP延长有效期。
DIN 6700-5
DIN EN 15085-5
SGK
检测范围
CP
CT
检测范围
1
100% SP 和 100% ZfP
2.1
100% SP 和 100% ZfP
无 CPA
CT 1 a)
100% VT 和 100% ZfP
2.2
100% SP 和 10% ZIP
CP B
CT 2 a)
CP 01
2.3
100% SP
制造商-认证机构
4 对进一步调整的建议
4.1 设计规则
4.2 焊接技术设计文件
4.3 材料,检验证明和可追溯性
4.4 焊接填料的相符性
4.5 图纸和明细
4.6 电阻点焊
4.7 焊接修复
5 过渡性规定
6 附件文件
附件 A DIN6700和DIN EN 15085标准体系之间焊缝质量等
级对照表,并列出了相应的检测范围,构件等级以及认证等级。
3.1 DIN 6700中的术语 焊缝质量等级
DIN EN 15085中的术语 焊缝质量等级
DIN EN15085和DIN6700中,焊缝质量等级是根据承载 状况和安全要求来定义的。DIN EN15085-3中的表格2 体现了新焊缝质量等级如何划分,并反映了新焊缝质量
等级之间的关系。
我们以“CP C1”为例,对DIN EN15085中的焊缝质量 等级缩写进行说明:
5817
头(光束焊除外)-缺陷评定等级
DIN EN ISO焊 接 — 铝 及 其 合 金 的 弧 光 焊 焊 接 接
10042
头 —缺陷评定等级
DIN EN ISO焊接—电子束及激光束焊接接头;缺陷 13919-1 评定等级说明—第1部分:钢
Seite 2 zu DVS 1623
DIN EN ISO焊接—电子束及激光束焊接;缺陷评定等 13919-2 级准则—第2部分:铝及其适合焊接的合
DIN 6700-1 铁道车辆及其部件的焊接 — 第1部分:
基本术语及基本规则
DIN 5700-2 铁道车辆及其部件的焊接 — 第2部分: 构件等级,焊接企业认证;相符性评定
DIN 6700-3 铁道车辆及其部件的焊接 — 第3部分: 设计要求