钢丝拉索制品工艺路线
斜拉桥平行钢丝斜拉索安装施工工艺
斜拉桥平行钢丝斜拉索安装施工工艺10.1.1 工艺概述一、适用范围本工艺适用于采用平行钢丝索的铁路预应力混凝土斜拉桥拉索安装的情况,对其它形式桥梁(如采用斜拉索加劲的连续钢桁梁、钢箱结合梁)的斜拉索安装施工可供参考。
二、工艺特点本工艺着重介绍安装平行钢丝斜拉索所采用的分步牵引法,即根据全桥斜拉索在安装过程中由短到长、索力递增的特点,不同阶段分别选择不同的工具---先用大吨位的卷扬机将索的一端拉出锚固面固定,然后用穿心式张拉千斤顶将索另一端先软牵引再硬牵引至张拉锚固面锚固。
该法在大多数斜拉桥中采用,方便可靠。
10.1.2 作业内容平行钢丝斜拉索安装作业内容包括:准备工作、成品索验收、索盘吊装上桥、放索、缆索挂设、缆索张拉、索力调整、索头保护及减震装置安装等。
10.1.3 质量标准及检验方法《铁路钢桥制造规范》(TB10212-2009)《铁路钢桥保护涂装及涂料供货技术条件》( TB/T 1527-2011)《铁路桥涵工程施工质量验收标准》( TB10415-2003)《高速铁路桥涵工程施工质量验收标准》( TB10752-2010)10.5.4 工艺流程图 (图10.5.4-1 )施工准备索盘吊装上桥索头牵引和张拉设备缆索锚固端索头牵引到位,锚固起吊缆索张拉端索头, 牵引到位并戴帽缆索张拉索力控制与调整主跨合拢钢梁索头保护及减震装置安装检查验收图10.5.4-110.5.5 工艺步骤及质量控制一、施工准备平行钢丝斜拉索由有资质的专业生产厂家制作为成品索,经卷盘后运至施工现场。
1. 验收依据成品索应组织验收,验收依据设计图纸及相应规范进行。
2. 验收项目⑴技术资料每根斜拉索的质量保证书,以及各项例行检查结果。
例行检查内容包括:①钢丝的质量保证单或合格证及索厂的抽检结果。
②聚乙烯护套料的质保单或合格证。
③冷铸锚的检验报告或合格证(包括零部件探伤报告)。
④每根索冷铸填料试件在常温下的抗压强度合格。
⑤斜拉索在设计温度,零应力下的直线长度,其误差在规范允许值范围内。
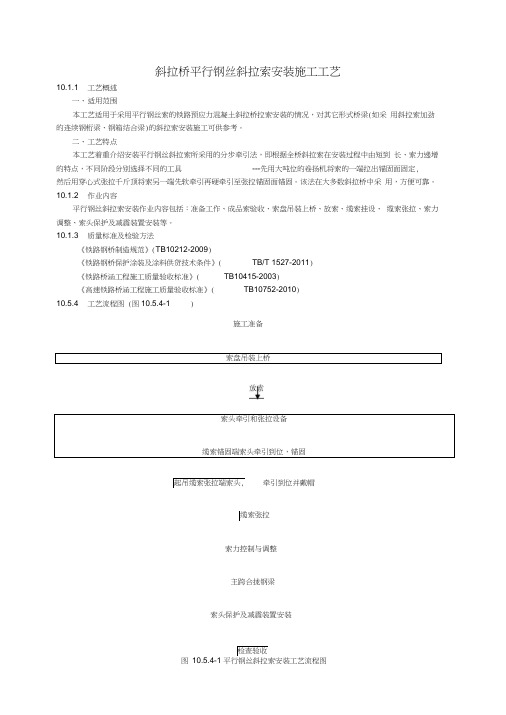
拉索施工方案
1筒体施工至顶层才可开始安装拉索。采用塔吊把拉索吊装至二楼楼面,分开铺放;
2在二楼楼面搭设一个3×20m的部分可滑动脚手架(底部加斜撑),上部根据拉索角度铺设半圆形(直径700~800mm)滑道,滑道采用4mm钢板分段制作,每段长约4m,采用升降撑杆调节角度;安装时应在滑道底部加强支撑。滑道制作大样图如下;
张拉拉索结构整体状态图
四、拉索主要施工程序
根据以上设计总体施工顺序,初步制定如下拉索施工顺序:
五、安装前准备
4)平面堆放
根据现场平面布置安排,我们主要需要一片临近结构、尺寸约为15×35的地方用于拉索到场的临时堆放和预绷紧场地。如下图1示。另在砼体周边、地下室顶板布置卷扬机,布置大致位置见下图。
总平面布置图
8)检查、调试张拉设备的完好状态,如电源的安装、油表的校验、千斤顶的标定和检验等;
9)张拉计算资料的准备,如张拉次数,每次张拉的力值,换算的油表读书,拉索的理论延伸量等
2.张拉程序
拉索的张拉程序如下:张拉前准备安装千斤顶拉杆连接头拧入冷铸锚杯张拉杆拧入接头调节各部位的相应位置施加预紧力(约5%张拉力)检查并调整安装位置;记录初始值分级张拉与张拉同步拧紧锚具螺母并测量应力、应变值检验,与设计索力及结构变形值校核外观检查检验合格,拆除千斤顶、张拉杆,进入下一根拉索的张拉周期。
19本工程部分拉索锚固在混凝土墙内,为了安装拉索并保证安装的准确性,设计要求拉索锚固端后的混凝土墙必须预留一定的施工操作空间,等拉索安装完毕后再封闭,等后封混凝土达到强度后方可张拉拉索。根据拉索安装要求,混凝土墙预留2×2m后浇区,并将该区部分普通钢筋切除,保证锚固区域有1.5×1.5m的净安装操作空间;另在混凝土墙上预埋3根型钢筋,如下图示。
拉索技术交底

4、张拉锁定
拉索的张拉锁定应在冠梁砼达到设计强度后进行。
4.1、锚具安装
①、对张拉设备进行校验和标定,换算各级拉力在液压表上的读数。
②、安装锚垫板,锚具,夹片。锚垫板尺寸200*200,锚具分5孔锚具和10孔锚具。
2、开挖沟槽
2.1、放出对拉桩桩位,确定对拉桩中心线。
2.2、沿对拉桩中心线向两边开挖凹槽,槽宽50cm,拉索两侧预埋管PVC管连线向下50cm为槽底标高。
3、拉索制作和下放
3.1、每根拉索由5束15.2钢绞线组成,下料长度为设计长度和孔外预留长度(3米)之和,以保证其张拉锁定时的要求。
3.缓慢均匀推进,直到从10cm预埋PVC管穿出。
工程名称
交底部位
拉索
工程编号
日期
交底内容:
拉索施工工艺流程如下:
拉索施工应与冠梁施工同时进行。具体施工工序为:冠梁钢筋绑扎—预埋PVC管—冠梁浇筑-开挖拉索沟槽-制作、下放拉索—张拉索定
1、预埋PVC管
1.1、预埋管采用10cm、15cmPVC管,PVC管两端冒出冠梁端面不得小于30cm。单根拉索一侧预埋10cmPVC管,拉索汇聚一侧,预埋15cmPVC管。
③拉索的张拉顺序应考虑邻近拉索的相互影响;大千斤顶进行整排拉索的正式张拉时宜采用跳拉法或往复式拉法,以保证钢绞线与冠梁受力均匀。
④拉索张拉锁定力300KN。
交底人:接底人:
③、将拉索穿过锚垫板,使锚垫板与冠梁边缘均匀接触,然后安装锚具,每根锚索从锚具的孔中穿过,使锚垫板与锚具尽可能同轴。最后用谐星夹片卡紧锚具与钢绞线。
4.2、拉索张拉锁定应符合下列规定:
拉索施工

三、拉索施工(一)拉索的构造拉索按材料和制作方式的不同可分为以下几种形式:1.平行钢筋索;2.平行(半平行)钢丝索;3.平行(半平行)钢绞线索;4.单股钢绞缆;5.封闭式钢缆。
(二)索体制作、防护与安装1.斜拉索制作为保证质量,拉索不宜在现场施工制作,要求工厂化或半工厂化施工,其制作工艺流程为:钢丝经放线托盘放出粗下料(设计索长十施工工作长度)一编束一钢束扭绞成型一下料齐头一分段抽检(成型后的直径误差及扭绞角)一焊接牵引钩一绕缠包带一热挤PE护套一水槽冷却一测量护套厚度及偏差一精下料(计算长度十镦头长度)一端部人锚部分去除PE套一锚板穿丝一分丝镦头一装冷铸锚一锚头养护固化一出厂检验(预张拉等)一打盘包装待运。
2.斜拉索防护斜拉索是斜拉桥的主要受力构件,它的防护质量决定整个桥梁的安全和使用寿命。
由于斜拉桥的拉索全部布置在梁体外部,且处于高应力状态,对锈蚀比较敏感,而锈蚀是斜拉桥劣化的起因。
因此,拉索防护对斜拉桥有着十分重要的意义。
斜拉索防护可分为临时防护和永久防护两种,防护类型主耍有以下几种:(l)封闭索防护;(2)平行索用塑料罩套保护;(3)套管压浆法;(4)预应力混凝土索套防护;(5)直接挤压护套法。
3.斜拉索的安装(1)放索及索的移动将斜拉索运输到施工现场,通常采用类似电缆盘的钢结构盘,对于短索,也可采取自身成盘,捆扎后运输,放索方法主要有立式转盘和水平转盘放索。
在放索和安索过程中,需要将斜拉索拖移,由于索自身弯曲或者与桥面直接接触,在移动中可能损坏拉索的防护层或损伤索股,因此,施工过程中必须采取措施予以保护,主要方法有滚筒法、移动平车法、导索法和垫层法等。
(2)斜拉索的安装一般根据拉索张拉端的位置确定安装顺序,如果拉索张拉端设于塔部,则先安装梁部,反之则先于塔部安装,塔部安装锚固端的安装方法主要有吊点法、吊机安装法、脚手架法、钢管法,塔部安装张拉端的安装方法有分步牵引法和桁架床法,对于两端均为张拉端的斜拉索,可选用其中适宜的方法。
桥梁缆索用钢丝生产工艺流程
桥梁缆索用钢丝生产工艺流程桥梁缆索用钢丝生产工艺流程作为大型基础设施建设中不可或缺的元素之一,桥梁的建设涉及到诸多复杂的技术问题。
而作为桥梁中承受主要荷载的缆索,在其生产过程中质量和可靠性显得尤为重要。
以下为桥梁缆索用钢丝的生产工艺流程。
1. 钢坯热轧加工首先,需要将高品质钢坯经过加热轧制成指定规格的钢丝。
这一步是整个生产工艺的关键,因为钢丝的品质对缆索的强度和抗腐蚀能力有着决定性的影响。
因此,钢坯的选择和热轧加工的控制质量尤为重要。
2. 高速拉拔为了让钢丝的拉伸性能更加优秀,需要对其进行高速拉拔处理。
这一流程需要在一定温度范围内持续进行,直至拉伸到指定尺寸。
通过高速拉拔,可使钢丝的强度和耐腐蚀能力更加出色。
3. 光洁度处理拉拔完成后的钢丝表面可能存在油脂和其他杂质,需要在光洁度处理流程中进行清洗和去污。
这一步过程的目的是为了保证钢丝的表面光洁度,使其更容易与其他材料进行粘结并提高缆索的使用寿命。
4. 绞股此时,需要将数根钢丝绞合成强度更高、钢丝受力均衡的股。
绞股时需要严格控制每根钢丝的张力,使股的形状和规格符合要求。
5. 绞股成缆最后一步,需要将多股钢丝绞合成更加强大的钢丝缆。
在这个过程中,需要保证每根钢丝股的位置和角度均衡,以充分发挥缆索的强度和稳定性。
结论铁路、公路、大型跨海、河、峡和山谷等各种桥梁的建设,离不开缆索。
一条高强度、高耐腐蚀度的缆索,能极大地保障桥梁的安全性,提高其使用寿命。
通过上述生产工艺流程,钢丝缆索将具备出色的品质和可靠性,肩负起承载巨重的重任。
拉索张拉工艺流程
拉索张拉工艺流程
拉索张拉工艺流程是指将钢丝绳或钢索通过拉索张拉机进行张拉的过程。
一般包括以下主要步骤:
1. 确定绳索布置:根据施工需要和张拉要求,确定绳索的布置方式和张拉顺序。
2. 安装拉索张拉机:将拉索张拉机安装在适当位置,确保其稳定并能够正确操作。
3. 安装绳索:根据绳索布置的要求,将钢丝绳或钢索连接到拉索张拉机上。
4. 调整张拉力:根据设计要求和绳索的承载能力,逐步调整拉索张拉机的张力,使绳索达到设计要求的张力。
5. 监控张拉过程:在张拉过程中,通过力传感器或其他测量设备,实时监测绳索的张力,确保达到设计要求,并及时调整张拉机的张力。
6. 确认张拉完成:当绳索达到预定的张力后,停止调整张拉机的张力,确认绳索已完成张拉。
7. 固定绳索:在绳索张拉完成后,用合适的固定装置,将绳索固定在支撑结构上,确保张拉后的绳索保持稳定。
8. 检查和记录:对张拉后的绳索进行检查,确保没有破损或异
常情况,并做好记录,方便后续维护和检查。
总结:拉索张拉工艺流程通过逐步调整张拉机的张力,将钢丝绳或钢索达到预定的张力,并固定在支撑结构上,保证绳索的稳定和安全。
这是一项需要专业技能和仔细操作的工艺,需要符合相关的张拉标准和规范。
5.5.1.4拉索施工
5.5.1.4拉索施工
斜拉索定义
斜拉索是指以高强钢丝为材料的拉索,其类型为平 行钢丝束绞制工艺和热挤聚乙烯护套等工艺制成的 钢绞线(索)。
⑴平行钢丝束的制作
①调直与防锈 未经镀锌的高强钢丝应堆放于室内,并防止潮湿锈 蚀。使用前必须注意调直,用调直机进行调直和锈 蚀。经调直的钢丝的弯曲矢高差小于等于5mm/m,表 面不能有烧伤发蓝的痕迹,调直后的钢丝表面应均 匀涂抹防锈油脂。
上图所示的索鞍是近年来国内混凝土斜拉桥中较多 采用的一种固定在塔上的索鞍形式。这种索鞍之所 以能得到广泛应用,主要是因为国内的斜拉桥大都 采用高强钢丝作为拉索材料,并使用了墩头锚具或 冷铸锚具。索鞍除了能适应墩头锚具和冷铸锚具的 特点外,还具有张拉和锚固较容易进行、拉索受力 明确、塔顶宽度不受拉索弯曲半径的限制等优点, 因而可以做得比较纤细。
③索力测定 索的初张力大小关系着全桥的受力状态是否合理。从 长远来看,运营状况下的索力是否正常,也反映着结构的 工作状态是否正常。随着斜拉桥在国内逐步推广索力的测 定方法及仪器也逐步完善起来。目前,除了用油压表来控 制张拉力的大小外,还可采用应变片电测法和钢索测力法 来检测索力,几种方法相互校核,使得索力的测量精度有 了很大提高。 a.油压表法:索的张拉力是在施工张拉时通过油泵上 的压力表来直接读取的,张拉力的精度依赖于油压表的精 度和千斤顶系统的完好程度。此法精度不高,且在桥梁结 构运营阶段的索力很难用千斤顶及油压表测量。
⑴平行钢丝束的制作
⑤护套安装。 平行钢丝索的外防护完成后,即可套入聚乙烯套 管,要求将每节聚乙烯管接顺,并保持其接缝平整、 严密。
⑵钢绞线索的制作
钢丝应按设计断面进行 排列定位,不能错位。 钢索绞制的角度必须严 格控制在2°~4°以内。 钢索绞制成型后立即绕 上高强复合带2~4层, 要求绕缠紧密,经绕缠 后的钢束断面形状应正 确,且钢丝紧密,无松 动现象。
拉索施工方案

拉索施工方案1. 简介拉索施工是一种常用于建筑物和桥梁等结构建设中的施工方法。
它通过使用钢丝绳或拉索以及相应的拉索设备,将构件或材料进行吊装、固定或拉伸,以完成特定的施工任务。
本文将介绍拉索施工的流程、关键步骤以及相关注意事项。
2. 拉索施工流程拉索施工主要包括以下几个步骤:2.1. 确定施工需求在进行拉索施工之前,首先需要明确施工的具体需求。
这包括确定需要吊装或固定的构件或材料的重量、尺寸以及吊装或拉伸的位置和高度等信息。
2.2. 设计拉索方案根据施工需求,设计拉索方案。
这包括确定所需的拉索材料(如钢丝绳)的规格和数量,选择适当的拉索设备(如手拉葫芦、电动葫芦等),以及规划好拉索的布置方式和路线。
2.3. 准备施工现场在开始施工前,需要对施工现场进行准备。
包括清理施工区域,确保施工区域的平整和安全,同时设置合适的作业区域和安全警示标志。
2.4. 安装拉索设备根据设计的拉索方案,安装和调试拉索设备。
确保拉索设备的正常工作和稳定性。
2.5. 进行拉索作业根据施工需求,进行拉索作业。
根据拉索方案,使用拉索设备将构件或材料进行吊装、固定或拉伸。
2.6. 完成施工任务根据需求,完成拉索施工任务。
检查拉索设备和施工结果是否符合要求。
如有需要,进行必要的修正或调整。
3. 拉索施工的注意事项在进行拉索施工时,需要注意以下几个方面:3.1. 安全考虑拉索施工涉及到高空作业和重物吊装,因此安全尤为重要。
在施工前需要对作业区域进行安全检查,确保施工现场没有潜在的危险因素。
同时,施工人员需要佩戴安全帽、安全带等个人防护装备,并且熟悉拉索设备的使用方法和安全操作规程。
3.2. 拉索方案设计良好的拉索方案设计是确保施工顺利进行的关键。
在设计拉索方案时,需要充分考虑施工需求以及实际情况,合理选择拉索材料和设备,并确保拉索的布置和路线的合理性和安全性。
3.3. 施工现场管理施工现场的管理对于拉索施工的顺利进行至关重要。
需要指定专人负责施工现场的管理,确保施工区域的秩序和安全。
钢丝绳拉丝工艺流程

钢丝绳拉丝工艺流程英文回答:Wire Drawing Process.The wire drawing process is a metalworking process used to reduce the diameter of a metal wire by pulling it through a series of dies. The process can be used to produce wire of various diameters, from fine wire used in electronics to heavy wire used in construction.The wire drawing process begins with the preparation of the wire. The wire is first cleaned to remove any dirt or debris. The wire is then coated with a lubricant to reduce friction during the drawing process.The wire is then passed through a series of dies. The dies are made of a hard material, such as tungsten carbide or diamond. The dies have a hole that is slightly smaller than the diameter of the wire. As the wire is pulledthrough the die, it is reduced in diameter.The wire is typically drawn through a series of dies, each die reducing the diameter of the wire by a small amount. This process is repeated until the desired diameter is achieved.The wire drawing process can be used to produce wire of various shapes, including round, square, and rectangular. The shape of the wire is determined by the shape of the die.The wire drawing process is a versatile process thatcan be used to produce a wide variety of wire products. The process is used in a variety of industries, including the automotive, construction, and electronics industries.中文回答:钢丝绳拉丝工艺流程。
大桥拉索制造工艺流程
大桥拉索制造工艺流程英文回答:Bridge cables are essential components of suspension bridges, providing the support for the bridge deck and transferring the load to the bridge towers. The manufacturing process of bridge cables involves several key steps, ensuring the integrity and durability of the final product.1. Wire Drawing.The first step is wire drawing, where high-strength steel rods are drawn through a series of dies to reduce their diameter and increase their tensile strength. This process creates the individual wires that will form the strands of the cable.2. Stranding.Multiple wires are twisted together to form strands, which are the basic building blocks of the cable. The number of wires in a strand and the lay angle (the angle at which the wires are twisted) determine the flexibility, strength, and fatigue resistance of the cable.3. Galvanizing.To protect the cables from corrosion, the strands are galvanized by dipping them in molten zinc. This creates a protective layer that prevents the steel from rusting.4. Cable Fabrication.The strands are then assembled into the final cable. This is done by attaching the strands to a central core wire and wrapping them together with a spiral binder wire. The cable is then compacted to increase its density and strength.5. Testing.Before installation, the cables are subjected to a series of tests to verify their strength, fatigue resistance, and other properties. These tests ensure that the cables meet the required specifications and will perform as expected under the design loads.6. Installation.The completed cables are transported to the bridge site and installed on the bridge deck. They are draped over the towers, anchored to the abutments, and tensioned to achieve the desired shape and load-carrying capacity.中文回答:大桥拉索制造工艺流程。
大桥拉索制造工艺流程

大桥拉索制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!大桥拉索的精密制造工艺流程解析在现代桥梁工程中,拉索作为关键的支撑结构,其制造工艺的精密度和质量直接影响着桥梁的安全性和稳定性。
重型机械少不了的超强钢索,制造过程大揭秘
重型机械少不了的超强钢索,制造过程大揭秘
工业机械拖拉重物,都会用到大型的钢索,直径一般2-13cm不等,所有重量都是超强钢索在承受,下面一起看看这根超强钢索的制造过程
首先是最细的钢丝开始,直径0.6到8cm不等,根据需要来定。
细钢丝经过缠绕,最多有64根变成一股粗钢索
缠绕过程中必须加润滑油
重型滚轮矫直,去除钢丝的应力
需要更粗的钢索,就继续缠绕
同样是缠绕出来后矫直,不过这油乎乎的看着有点想上去摸一把的感觉
这跟缠绕好的钢索直径达到9cm
生产好的钢索需要取样进行拉力测试,测试合格后就可以上绕线器固定
有的钢索需要塑料外皮防止摩擦,通过挤塑机将塑料外壳与钢缆结合,这样就制造完成了
最后钢索将用在起重机,桥梁,轮船等大型设备上。
钢丝生产工艺流程图
钢丝生产工艺流程图钢丝百科名片钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。
目录钢丝钢丝的生产烘干处理热处理镀层处理钢丝的分类编辑本段钢丝From 中国食品百科全书Jump to: navigation, search[中文]: 钢丝[英文]: steel wire[说明]: 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉钢丝制成的再加工产品。
按断面形状分类,主要有圆、方、矩、三角、椭圆、扁、梯形、Z字形等;按尺寸分类,有特细<0.1毫米、较细0.1~0.5毫米、细0.5~1.5毫米、中等1.5~3.0毫米、粗3.0~6.0毫米、较粗6.0~8.0毫米,特粗>8.0毫米;按强度分类,有低强度<390兆帕、较低强度390~785兆帕、普通强度785~1225兆帕、较高强度1225~1960兆帕、高强度1960~3135兆帕、特高强度>3135兆帕;按用途分类有:普通质量钢丝包括焊条、制钉、制网、包装和印刷业用钢丝,冷顶锻用钢丝供冷镦铆钉、螺钉等,电工用钢包括生产架空通讯线、钢芯铝绞线等用专用钢丝,纺织工业用钢丝包括粗梳子、综013、针布和针用钢丝,制绳钢丝专供生产钢丝绳和辐条,弹簧钢丝包括弹簧和弹簧垫圈用、琴用及轮胎、帘布和运输胶带用钢丝,结构钢丝指钟表工业、滚珠、自动机易切削用钢丝,不锈钢丝包括上述各用途的不锈钢丝及外科植入物钢丝,电阻合金丝供加热器元件、电阻元件用,工具钢丝包括钢筋钢丝和制鞋钢丝。
编辑本段钢丝的生产钢丝生产的主要工序包括原料选择、清除氧化铁皮、烘干、涂层处理、热处理、拉丝、镀层处理等。
原料选择见钢丝原料。
清除氧化铁皮指去除盘条或中间线坯表面的氧化铁皮,目的是防止拉拔时氧化铁皮损伤模具和钢丝表面,为后继的涂或镀层处理准备良好的表面条件以及减小拉拔时的摩擦降低拉拔力。
清除氧化铁皮的方法有化学法和机械法两大类,见盘条化学除鳞和盘条机械除鳞。
钢丝绳生产工艺流程-拉丝
钢丝绳生产工艺流程-拉丝钢丝绳生产工艺流程-拉丝原材料这里说的钢丝绳拉丝是指原材料经过酸洗、磷化、剥壳、开坯,其间进行一次或多次的拔拉,改变其分子机构,使其达到目标直径的一种工艺手段。
原材料有0.14,10.00mm的黑色金属和直径为0.01,16.00mm的有色金属。
半成品成品钢丝拉丝车间酸洗:用酸液洗去钢丝绳原材料表面锈蚀物和轧皮的过程,在钢丝绳生产工艺中又叫剥壳,主要把高线的氧化物剥离,以免铁锈等杂质影响开坯,损坏拉丝模具。
磷化:通俗的说就是把材料浸入磷酸盐溶液中,使其表面获得一层不溶于水的磷酸盐薄膜的工艺。
在一定程度上防止腐蚀。
开坯:通过各种拉制金属线的模具中心的一定形状的孔,圆、方、八角或其它特殊形状。
当金属强行穿过模孔时尺寸、形状都发生变化。
冷拔丝:普通的圆钢,让它通过比它的直径小一点的孔中强行拉过,则圆钢直径就会变小,长度会伸长,不断重复这样的加工过程,则圆钢就会进一步变小。
产生这种塑性变形以后的钢材硬度会增加,塑性会基本消失。
不要求塑性,只要求强度的场合,可以使用这样的钢材。
回火:因为钢丝的分子结构已经破坏,只有回火再次还原钢丝内部的结构。
以便于再次拉丝,这样不易断裂,而且能拉到我们想要的强度。
强度就是我们说的的抗拉强度。
强度是拉丝拉出来的,不是热处理出来的。
这就是钢丝绳工艺和机械加工工艺最大的区别了。
一般的强度:1470N/mm2,1570N/mm2,1670N/mm2,1770N/mm2,1870N/mm2,1960N/mm2.强度越高,拉力越强,但是韧性越差。
所以,我们在钢丝绳选型上应选择合适的强度。
不能一味高强度。
高强度钢丝绳拉力是强的,但是在耐磨度和柔韧性方面比较弱。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
钢丝绳生产工艺流程-拉丝

钢丝绳生产工艺流程-拉丝原材料这里说的钢丝绳拉丝是指原材料经过酸洗、磷化、剥壳、开坯,其间进行一次或多次的拔拉,改变其分子机构,使其达到目标直径的一种工艺手段。
原材料有0.14~10.00mm的黑色金属和直径为0.01~16.00mm的有色金属。
半成品成品钢丝拉丝车间酸洗:用酸液洗去钢丝绳原材料表面锈蚀物和轧皮的过程,在钢丝绳生产工艺中又叫剥壳,主要把高线的氧化物剥离,以免铁锈等杂质影响开坯,损坏拉丝模具。
磷化:通俗的说就是把材料浸入磷酸盐溶液中,使其表面获得一层不溶于水的磷酸盐薄膜的工艺。
在一定程度上防止腐蚀。
开坯:通过各种拉制金属线的模具中心的一定形状的孔,圆、方、八角或其它特殊形状。
当金属强行穿过模孔时尺寸、形状都发生变化。
冷拔丝:普通的圆钢,让它通过比它的直径小一点的孔中强行拉过,则圆钢直径就会变小,长度会伸长,不断重复这样的加工过程,则圆钢就会进一步变小。
产生这种塑性变形以后的钢材硬度会增加,塑性会基本消失。
不要求塑性,只要求强度的场合,可以使用这样的钢材。
回火:因为钢丝的分子结构已经破坏,只有回火再次还原钢丝内部的结构。
以便于再次拉丝,这样不易断裂,而且能拉到我们想要的强度。
强度就是我们说的的抗拉强度。
强度是拉丝拉出来的,不是热处理出来的。
这就是钢丝绳工艺和机械加工工艺最大的区别了。
一般的强度:1470N/mm2,1570N/mm2,1670N/mm2,1770N/mm2,1870N/mm2,1960N/mm2.强度越高,拉力越强,但是韧性越差。
所以,我们在钢丝绳选型上应选择合适的强度。
不能一味高强度。
高强度钢丝绳拉力是强的,但是在耐磨度和柔韧性方面比较弱。
钢丝绳加工工艺流程
钢丝绳加工工艺流程钢丝绳是一种由多股钢丝捻合而成的绳索,广泛应用于建筑、运输、石油等行业。
钢丝绳的加工工艺流程非常关键,它直接影响到钢丝绳的质量和使用寿命。
本文将详细介绍钢丝绳加工的工艺流程。
一、原材料准备钢丝绳的原材料主要是优质碳素钢丝,其主要特点是强度高、耐磨损、耐腐蚀。
在开始加工之前,首先要对原材料进行检查,确保其质量合格。
同时,还需要根据产品要求选择合适的钢丝规格和绳径。
二、丝绳的捻合钢丝绳的捻合是钢丝绳加工的核心环节。
捻合是将多股钢丝绕组在一起,形成成品绳索。
捻合时需要根据产品要求和使用场合选择合适的捻距和捻向。
捻合过程中需要严格控制捻距和捻向,保证钢丝绳的结构稳定性和强度均匀性。
三、绳芯的填充钢丝绳通常采用绳芯填充的方式,以增加绳索的柔软性和抗挤压能力。
填充材料可以是天然纤维、合成纤维或金属丝等。
填充材料需要经过处理,确保其质量稳定。
填充过程中要保证填充材料均匀、密实,避免出现空隙和松散。
四、绳外层的保护为了提高钢丝绳的耐磨损和耐腐蚀能力,通常会在绳外层进行保护处理。
保护层可以是塑料、橡胶、涂层等材料。
保护层的选择要考虑到使用环境和工作条件,确保钢丝绳能够长时间保持良好的工作状态。
五、绳索的检验钢丝绳加工完成后,需要进行严格的检验,确保产品符合标准要求。
检验内容主要包括外观质量、尺寸偏差、拉伸强度等。
通过检验,可以及时发现和排除存在的问题,确保产品质量。
六、绳索的包装和储存钢丝绳加工完成后,需要进行包装和储存。
包装要注意防潮、防尘,避免绳索受到损坏。
储存时要选择干燥通风的环境,避免钢丝绳受潮和腐蚀。
总结:钢丝绳加工工艺流程包括原材料准备、丝绳的捻合、绳芯的填充、绳外层的保护、绳索的检验和包装储存等环节。
每个环节都需要严格控制,确保产品质量。
钢丝绳加工工艺的优化和改进,可以提高产品的性能和使用寿命,满足不同行业的需求。
通过不断研究和改进加工工艺,我们可以生产出更加优质的钢丝绳产品,为各行各业的发展提供有力的支持。
平行钢丝斜拉索施工工艺
第三篇平行钢丝斜拉索施工第一章总则1.0.1编制依据1.《公路桥涵施工技术规范》(JTJ041-2000);2.《铁路桥涵施工规范》(TB10203-2002);3.《斜拉桥热挤聚乙烯高强钢丝拉索技术条件》(GB/T18365-2001);4.已建斜拉桥平行钢丝索挂设施工经验。
1.0.2适用范围本工艺针对采用牵索挂篮悬浇混凝土主梁的平行钢丝索挂索施工而编制,对其它形式桥梁的平行钢丝索挂索施工可参考使用。
1.0.3斜拉索分类及组成平行钢丝索由专业缆索生产厂家制成成品斜拉索,经卷盘后运至施工现场挂设、张拉。
成品斜拉索一般由索体及其两端的冷铸锚(主要包括锚杯、锚圈、连接筒和盖板)组成,索体由紧密排列并经左旋扭绞的钢丝束、束外缠绕细钢丝或纤维增强聚脂带、外挤聚乙烯护套形成。
根据钢丝的不同直径和根数分为不同规格型号的斜拉索,冷铸锚应与拉索型号相匹配。
斜拉索具体规格型号见《斜拉桥热挤聚乙烯高强钢丝拉索技术条件》(GB/T18365-2001)附录。
1.0.4斜拉索验收1.验收标准成品斜拉索应组织验收,验收依据设计图纸、《斜拉桥热挤聚乙烯高强钢丝拉索技术条件》(GB/T18365-2001)、《公路斜拉桥设计规范》(JTJ207-96)等相应规范或标准。
2.验收项目1)技术资料每根斜拉索的质量保证书,以及各项例行检查结果。
例行检查内容包括:(1)钢丝的质量保证单或合格证及索厂的抽检结果。
(2)聚乙烯护套料的质保单或合格证。
57(3)冷铸锚的检验报告或合格证(包括零部件探伤报告)。
(4)每根索冷铸填料试件在常温下的抗压强度合格报告。
(5)斜拉索在设计温度,零应力下的直线长度,其误差在规范允许值范围内。
(6)斜拉索的超张拉值符合规范要求,且冷铸锚分丝板内缩值应≤6mm㎜。
(7)每种规格型号的斜拉索均应有一根在超张拉后作弹性模量试验,且其值≥1.9×105 MPa。
(8)包装完好,标示牌上字迹清楚,填写内容齐全。
钢丝绳生产工艺流程
1470N/mm21570N/mm21670N/mm21770N/mm21870N/mm21960N/mm2.强度越高拉力越强但是韧性越差。所以我们在钢丝绳选型上应选择合适的强度。不能一味高强度。高强度钢丝绳拉力是强的但是在耐磨度和柔韧性方面比较弱。 钢丝绳生产工艺流程-捻制 钢丝绳捻制质量是影响其使用寿命和承载能力的主要因素。 钢丝绳结构示意图 钢丝绕成股的方向和股捻成绳的方向相同称为同向捻如绳股右捻称为右同向捻绳股左捻称为左同向捻。这种钢丝绳钢丝之间接触较好表面比较平滑挠性好磨损小使用寿命较长。但是容易松散和扭转 钢丝绕成股的方向和股捻成绳的方向相反称为交互捻如绳右捻股左捻称为右交互捻绳左捻股右捻称为左交互捻。这种钢丝绳的缺点是僵性较大使用寿命较低但不容易松散和扭转 钢丝绕成股的方向和股捻成绳的方向一部分相同一部分相反称为混合捻。混合捻具有同向捻和交互捻的特点但制造工艺比较复杂 钢丝绳及其股的捻距 钢丝绳类型 钢丝绳捻距 为绳径的倍数 股捻距为股径的倍数 上捻 中捻 下捻 交互捻 同向捻 交互捻 同向捻 上捻捻距的倍数 点接触 6×37 6.5 7 10.7 2/3 1/3 1×7、6×7 7 7.5 10 10.5 6×12、6×15 6.5 7.0 10.5