塑料注射模具设计课件
合集下载
塑料注射模具设计PPT课件
1.主流道:把塑料熔体引入模具。 2.分流道:平稳地转向和分流 3.浇口:流道中最狭小的部分 作用:①调节、控制料流速度 ②调节、控制补缩时间 ③防倒流 4.冷料穴:储存冷料,防止冷料进入型腔。 ①堵塞浇口 ②影响塑件质量 浇注系统的设计是否适当,直接影响成型品的外观、物性、 尺寸精度和成型周期。
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-6 分型面的选择
尽量减少塑件在分型面上的投影面积
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-7 分型面的选择
要满足塑件的精度要求,比如同心度、同轴度、平行度等等
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
分型面的选择要有利于简化模具结构
图 4-16 分型面的选择
使塑件尽量留在动模一侧
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面
斜分型面的型腔部分比平直分型面的型腔更容易加工
26.04.2021
第二节 塑件在模具中的位置设计
实例:灯罩模具设计
图 4-18 灯罩模 具设计
26.04.2021
5.3 普通浇注系统设计 任务导入:
浇注系统:指由注射机喷嘴中喷出的塑料进入型腔的流动通道。 作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分 传递到各个部分,以获得组织紧密的塑件。
26.04.20251
第二节 塑件在模具中的位置设计
一、分型面的定义及表示方法
分型面 —— 模具上用以取出塑件和浇注系统凝料 的可分离的接触表面称为分型面,也叫合模面。
塑料注射模具 PPT

设计流程
选件 参数计算 设计建模
V塑、V注 G注、G塑
P型、F型 选择注射机
构建分型面 创建型芯、型腔
设计开模结构 出模具结构图
选件
热水杯选用PC作为注塑材料。
PC是聚碳酸酯的简称,具有较
高的尺寸稳定性,因为其透明 性、着色性较好,且由于PC的 热变形温度为120~146℃,故 选用PC材料来注塑。
型芯
模具截面图
型腔
构建模具结构
由于热水杯有手柄部 位,因此设计了侧滑块结 构,在动模板移动的同时 借由固定在动模板上的斜 导轨使滑块产生侧向滑动 ,使热水杯杯壁部分露出 。最后由顶杆从动模处顶 出,取下制件。
设计感言
选材容易,设计不易,且算且珍惜 谢谢您的观看
过了钢材。
● 我国的塑料工业起步于20世纪50年代,但发展速度也十
分惊人,2003年仅次于世界第一的美国,2013年塑料的产 量已上升到居世界第一位—24.8%,远超美国,排名第二 的欧洲占比20
塑料工业在国民经济中的地位
塑料数量的增多,新型塑料品种的增加以及塑料成型技术 的发展,为塑料制件的应用开拓了广阔的领域。
参数计算
1.首先,借由软件测量的热水杯模型得出杯子的体积为 203.5㎝³ ,取
圆整后的值为 200 ㎝³ ,即 V塑 = 200 ㎝³ . V注 ≥ V塑/0.8 = 250 ㎝³ 2.由 V塑 ≤ 0.8V注 得 其中V塑为理论注射量,V注为实际注射量.
3.查课本P3-表1-3可得PC材料的相对密度为ρ=1.20g/㎝³
立式注射机 按 外 形 分 卧式注射机
角式注射机
柱塞式注射机
柱塞式注射机是通过柱塞依次将料筒的颗粒状塑料推向料筒 前端的塑化室,依靠料筒外的加热器提供的热量,使塑料塑化 成黏流状态,并被柱塞注射到模腔中。
注塑模具实用教程第8章注塑模结构件设计ppt课件
8.2.3 定模A板和动模B板的设计
定模A板和动模B板的尺寸取决于内模镶件的外形尺寸,而内模 镶件的外形尺寸又取决于塑件的尺寸、结构特点和数量,内模镶 件设计详见第7章《注塑模具成型零件设计》。
从经济学的角度来看,在满足刚度和强度要求的前提下,模具 的结构尺寸越小越好。
确定定模A板和动模B板的尺寸常用计算法和经验法二种,在实 际工作过程中常用经验法。
2024年7月31日
20
第8章 注塑模具结构件设计
1.计算方法(相关公式见书) 2.经验确定法
模架长宽尺寸E和取决于内模镶件的长宽尺寸A和B,即A、B 板的开框尺寸。
2024年7月31日
21
第8章 注塑模具结构件设计
(1)A、B板的宽度尺寸确定。 一般来说在没有侧向抽芯
的模具中,模板开框尺寸A应大致等于模架推件固定板宽度尺寸C, 在标准模架中,尺寸C和E是一一对应的,所以知道尺寸A就可以 在标准模架手册中找到模架宽度尺寸E。
2024年7月31日
2
第8章 注塑模具结构件设计
8.1 概述
8.1.1 本章主要内容
• ① 模架的规格型号; • ② 动模板和定模板的设计; • ④ 方铁什么情况下要加高; • ⑤ 定距分型结构的设计; • ⑥ 撑柱的设计; • ⑦ 复位弹簧设计; • ⑧ 定位圈的设计; • ⑨ 紧固螺钉的设计。
2024年7月31日
29
第8章 注塑模具结构件设计
注意:① 表中的“A×B”和“框深a”均指动模板开框的长、 宽和深; ② 动模B板高度B等于开框深度a加钢厚Ha,向上取标准值 (公制一般为10的倍数); ③ 如果动模有侧抽芯,有滑块槽,或因推杆太多而无法加撑 柱时,须在表中数据的基础上再加5~10mm; ④动模板高度尽量取大些,以增加模具的强度和刚度。 动、定模板的长、宽和高度尺寸都已标准化,设计时尽量取 标准值,避免采用非标模架。
定模A板和动模B板的尺寸取决于内模镶件的外形尺寸,而内模 镶件的外形尺寸又取决于塑件的尺寸、结构特点和数量,内模镶 件设计详见第7章《注塑模具成型零件设计》。
从经济学的角度来看,在满足刚度和强度要求的前提下,模具 的结构尺寸越小越好。
确定定模A板和动模B板的尺寸常用计算法和经验法二种,在实 际工作过程中常用经验法。
2024年7月31日
20
第8章 注塑模具结构件设计
1.计算方法(相关公式见书) 2.经验确定法
模架长宽尺寸E和取决于内模镶件的长宽尺寸A和B,即A、B 板的开框尺寸。
2024年7月31日
21
第8章 注塑模具结构件设计
(1)A、B板的宽度尺寸确定。 一般来说在没有侧向抽芯
的模具中,模板开框尺寸A应大致等于模架推件固定板宽度尺寸C, 在标准模架中,尺寸C和E是一一对应的,所以知道尺寸A就可以 在标准模架手册中找到模架宽度尺寸E。
2024年7月31日
2
第8章 注塑模具结构件设计
8.1 概述
8.1.1 本章主要内容
• ① 模架的规格型号; • ② 动模板和定模板的设计; • ④ 方铁什么情况下要加高; • ⑤ 定距分型结构的设计; • ⑥ 撑柱的设计; • ⑦ 复位弹簧设计; • ⑧ 定位圈的设计; • ⑨ 紧固螺钉的设计。
2024年7月31日
29
第8章 注塑模具结构件设计
注意:① 表中的“A×B”和“框深a”均指动模板开框的长、 宽和深; ② 动模B板高度B等于开框深度a加钢厚Ha,向上取标准值 (公制一般为10的倍数); ③ 如果动模有侧抽芯,有滑块槽,或因推杆太多而无法加撑 柱时,须在表中数据的基础上再加5~10mm; ④动模板高度尽量取大些,以增加模具的强度和刚度。 动、定模板的长、宽和高度尺寸都已标准化,设计时尽量取 标准值,避免采用非标模架。
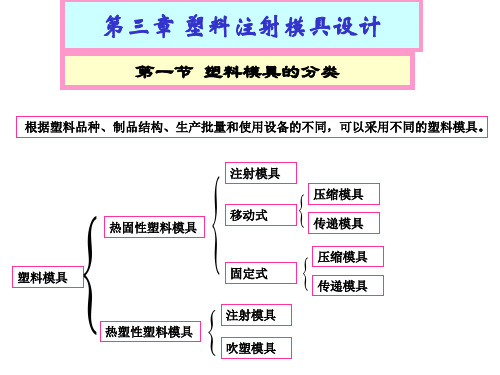
第三章 塑料注射模具设计-1
H为模具的闭合高度
3、具有侧向抽芯时的最大开模行程校核
Hc
H1
H2
第四节
浇注系统设计
1)将来自注射机喷嘴的塑料熔体均匀而
平稳地输送到型腔,同时使型腔内的气 体能及时顺利排出。输送流体
作用
2)在塑料熔体填充及疑固的过程中,将 注射压力有效地传递到型腔的各个部位, 以获得形状完整、内外在质量优良的塑 料制件。传递压力
分类
普通流道浇注系统
无流道浇注系统
主流道 组成 分流道 浇口 冷料穴
浇注系统的 设计原则
布局
尽可能采用平衡式布置 型腔布置和浇口开设部位尽 可能对称,防偏产生溢料 尽可能紧凑,减小模具尺寸
热量及压力损失要小:浇注系统的流程尽可能短,尺寸尽可能大。减少折弯、提 高光洁度; 浇注系统应按型腔布局设计,尽量与模具中心线对齐; 制品投影面较大时,应避免在模具单面开设浇口,否则会造成注射时受力不均;
(3)塑化能力
注塑机的塑化能力是影响模腔数目的另一个重要因素。将射出机 的塑化能力(P)除以每分钟估计的射出次数 (X)和塑件重量 (W), 即可计算出模腔数目。 模腔数目 = P / ( X × W) 模腔数目 = (K*M*T/3600- m浇)/ mi
M是注塑机的公称塑化量(g/h);T是注射成型周期(s)
课本中的模具
(5)组合活动镶块 & & &
四、其他模具 (1)定模设有推出机构的模具;
(2)弹簧分型拉杆定距式双分 型面模具;¥ (3)带自动脱螺纹机构的模具; 螺纹脱模机构动画.swf
定模设有推出机构
(4)带双向推出机构的模具;
(5)其它
带自动卸螺纹机构
马达固定板 感应开关 水路接头 垃圾钉 滑块镶针 滑块镶针 波 滑 珠 块 未 未 未
3、具有侧向抽芯时的最大开模行程校核
Hc
H1
H2
第四节
浇注系统设计
1)将来自注射机喷嘴的塑料熔体均匀而
平稳地输送到型腔,同时使型腔内的气 体能及时顺利排出。输送流体
作用
2)在塑料熔体填充及疑固的过程中,将 注射压力有效地传递到型腔的各个部位, 以获得形状完整、内外在质量优良的塑 料制件。传递压力
分类
普通流道浇注系统
无流道浇注系统
主流道 组成 分流道 浇口 冷料穴
浇注系统的 设计原则
布局
尽可能采用平衡式布置 型腔布置和浇口开设部位尽 可能对称,防偏产生溢料 尽可能紧凑,减小模具尺寸
热量及压力损失要小:浇注系统的流程尽可能短,尺寸尽可能大。减少折弯、提 高光洁度; 浇注系统应按型腔布局设计,尽量与模具中心线对齐; 制品投影面较大时,应避免在模具单面开设浇口,否则会造成注射时受力不均;
(3)塑化能力
注塑机的塑化能力是影响模腔数目的另一个重要因素。将射出机 的塑化能力(P)除以每分钟估计的射出次数 (X)和塑件重量 (W), 即可计算出模腔数目。 模腔数目 = P / ( X × W) 模腔数目 = (K*M*T/3600- m浇)/ mi
M是注塑机的公称塑化量(g/h);T是注射成型周期(s)
课本中的模具
(5)组合活动镶块 & & &
四、其他模具 (1)定模设有推出机构的模具;
(2)弹簧分型拉杆定距式双分 型面模具;¥ (3)带自动脱螺纹机构的模具; 螺纹脱模机构动画.swf
定模设有推出机构
(4)带双向推出机构的模具;
(5)其它
带自动卸螺纹机构
马达固定板 感应开关 水路接头 垃圾钉 滑块镶针 滑块镶针 波 滑 珠 块 未 未 未
《注塑模具基本结构》课件
移动,使模具型腔打开,制品从型腔中脱落。
03
合模时,动模在液压缸的作用下向前移动,与定模闭
合,形成型腔,准备进行下一次注塑过程。
塑料的注入与成型
塑料的注入与成型是注塑模具 的核心部分,涉及到塑料熔体 的流动和成型。
在注射过程中,塑料熔体在压 力作用下通过喷嘴注入模具型 腔中,并迅速填充整个型腔。
在填充过程中,塑料熔体受到 模具型腔的冷却作用,逐渐固 化形成塑料制品的形状和尺寸 。
保养与维护建议
定期润滑
使用适当的润滑剂定期润滑模具各部 件,以减少磨损和摩擦。
定期检测
定期对模具进行全面检测,确保各部 件工作正常。
建立维护档案
记录模具的使用和维护情况,以便跟 踪和发现问题。
培训操作人员
确保操作人员熟悉模具的结构和工作 原理,正确操作和维护。
THANKS
感谢观看
REPORTING
脱模与制品取
脱模与制品取出是注塑模具最后一个动作,涉及到制品从模具型腔中脱落和取出 的过程。
脱模时,动模在液压缸的作用下向后移动,使制品从型腔中脱落。同时,顶出系 统将制品从模具顶出孔中顶出,以便取出制品。
PART 04
注塑模具的设计与制造
REPORTING
设计原则与步骤
确定模具类型
根据产品需求和生产条件,选择合适的 模具类型,如二板模、三板模等。
冷却水盖板
固定冷却水道和冷却水嘴的结构件。
排气系统
排气槽
设置在模具分型面或型腔壁上, 用于排除气体。
排气塞
可拆卸的零件,用于在特定位置 排气。
PART 03
注塑模具的工作原理
REPORTING
注塑过程
注塑过程是塑料通过注塑机加热、熔 化后,注入模具型腔中,冷却固化后 得到所需形状和尺寸的塑料制品的过 程。
注塑工艺与模具设计PPT课件

水冷装置;
模具设计
注塑模具设计思路 本钱设计:模具材料本钱,成型产品本钱,标准件使用本钱等。 模具维护设计:维修配件结构、备用配件、可拆装性配件、复原性能;
模具设计
30%加工
切割加工、热处理、 放电、慢走 丝、氧化性、 组装等
35%销售管 理试模杂费
20%设计费
15%材料费
模具制作费用
破损与修理费用
注塑工艺根底
流动性快
进料点
先冷却, 流动 性慢
模具冷料 井
注塑工艺根底
压力如何影响产品结构及外观 压力会使分子紧靠在一起,收缩性变小,密度变小; 压力缺乏会导致产品不饱模/缩水,会限制注射速度控制系统提供快速射
出的能力; 压力过大会导致产品毛边/批峰/冲胶。
注塑工艺根底
结晶结构 • 模具温度越高,结晶时间越长,结晶体越大,收缩越大,不均匀结晶
〔产品胶料用量〕压力过小,机器喷嘴与模具未对准。可根据实际情 况调试相关参数进行改善。
现场问题
毛边、批峰 • 塑胶熔体流入分模面或镶件合面将产生毛边批峰。 • 熔体的粘度、压力和间隙的宽度决定是否出现毛边。绝大多数胶料来
说,在的间隙一般都不会产生毛边。熔体尽量进入,但立刻凝固,堵 住流动。
现场问题
注塑马 达
注塑成型工艺根底—设备介绍
上段温 度
调整
中段温 度
度调整
下段温 度
度调整
工作台
冷却水循环 器
开模高度 设定钮
慢速关模 设定阀
高压关模 设定阀
射胶时 间
调整
松退时 间
调整
冷却时 间
调整
注塑成型工艺根底—设备介绍
射出速 度调整
背压调 整阀
模具设计
注塑模具设计思路 本钱设计:模具材料本钱,成型产品本钱,标准件使用本钱等。 模具维护设计:维修配件结构、备用配件、可拆装性配件、复原性能;
模具设计
30%加工
切割加工、热处理、 放电、慢走 丝、氧化性、 组装等
35%销售管 理试模杂费
20%设计费
15%材料费
模具制作费用
破损与修理费用
注塑工艺根底
流动性快
进料点
先冷却, 流动 性慢
模具冷料 井
注塑工艺根底
压力如何影响产品结构及外观 压力会使分子紧靠在一起,收缩性变小,密度变小; 压力缺乏会导致产品不饱模/缩水,会限制注射速度控制系统提供快速射
出的能力; 压力过大会导致产品毛边/批峰/冲胶。
注塑工艺根底
结晶结构 • 模具温度越高,结晶时间越长,结晶体越大,收缩越大,不均匀结晶
〔产品胶料用量〕压力过小,机器喷嘴与模具未对准。可根据实际情 况调试相关参数进行改善。
现场问题
毛边、批峰 • 塑胶熔体流入分模面或镶件合面将产生毛边批峰。 • 熔体的粘度、压力和间隙的宽度决定是否出现毛边。绝大多数胶料来
说,在的间隙一般都不会产生毛边。熔体尽量进入,但立刻凝固,堵 住流动。
现场问题
注塑马 达
注塑成型工艺根底—设备介绍
上段温 度
调整
中段温 度
度调整
下段温 度
度调整
工作台
冷却水循环 器
开模高度 设定钮
慢速关模 设定阀
高压关模 设定阀
射胶时 间
调整
松退时 间
调整
冷却时 间
调整
注塑成型工艺根底—设备介绍
射出速 度调整
背压调 整阀
塑料注射成型工艺及模具设计注射模成型部分的设计PPT课件

23
成型零部件的设计
❖ 成形零部件是决定塑件几何形状和尺寸的零件,主要包括 凹模、凸模、镶件、成形杆和成形环等
❖ 凹模和凸模的结构设计
整体式凹、凸模结构 组合式凹、凸模结构
➢ 整体嵌入式 ➢ 局部镶嵌式 ➢ 四壁拼合式
小型芯的结构设计
❖ 螺纹型环和螺纹型芯的结构设计
24
名词解释
❖ 凹模:亦称型腔,是成形塑件外表面的主要零件 ❖ 凸模:亦称型芯,是成形塑件内表面的主要零件 ❖ 成形杆:成形塑件上小孔的型芯 ❖ 螺纹型环:成形塑件上的外螺纹 ❖ 螺纹型芯:成形塑件上的内螺纹
这些零件需要运动并传力,因此,要求材料具有良好的机械性能, 有时还与塑料直接接触,还需注意其耐热性
❖ 支撑零部件
是模具中的受力件,要求材料具有足够的强度和刚度
为30~70MPa
❖ 充模时,塑料熔体对模具的冲刷以及脱模时塑料制品对模 具的刮磨,都将导致成形零件表面发生磨损
成形时带有玻璃纤维、玻璃粉、石英粉等硬质填料
❖ 模具在工作过程中,有时还会受到腐蚀作用
在高温下,有些塑料会出现局部分解而产生腐蚀性气体
37
模具常见的失效形式
❖ 塑性变形失效
模具局部产生塑性变形,常见于渗碳钢和碳素工具钢,表现为麻 点、起皱、局部塌陷等,产生的主要原因是成形零部件的强度低, 表面硬化层薄,或工作温度超过了其回火温度
35
塑料注射模具材料的选用
❖ 制造模具零部件的材料直接影响其寿命、加工成本及制品 的质量
❖ 选择模具材料的主要依据是模具的工作条件,结合技术和 经济两方面综合考虑
从经济角度出发,对于大批量生产的塑料制品,关心的是模具的 寿命,总是要选用较好的模具材料,并采取一定的热处理和表面 强化措施;对于小批量生产时,只要能满足成形的质量,可选择 价格低廉的模具材料
成型零部件的设计
❖ 成形零部件是决定塑件几何形状和尺寸的零件,主要包括 凹模、凸模、镶件、成形杆和成形环等
❖ 凹模和凸模的结构设计
整体式凹、凸模结构 组合式凹、凸模结构
➢ 整体嵌入式 ➢ 局部镶嵌式 ➢ 四壁拼合式
小型芯的结构设计
❖ 螺纹型环和螺纹型芯的结构设计
24
名词解释
❖ 凹模:亦称型腔,是成形塑件外表面的主要零件 ❖ 凸模:亦称型芯,是成形塑件内表面的主要零件 ❖ 成形杆:成形塑件上小孔的型芯 ❖ 螺纹型环:成形塑件上的外螺纹 ❖ 螺纹型芯:成形塑件上的内螺纹
这些零件需要运动并传力,因此,要求材料具有良好的机械性能, 有时还与塑料直接接触,还需注意其耐热性
❖ 支撑零部件
是模具中的受力件,要求材料具有足够的强度和刚度
为30~70MPa
❖ 充模时,塑料熔体对模具的冲刷以及脱模时塑料制品对模 具的刮磨,都将导致成形零件表面发生磨损
成形时带有玻璃纤维、玻璃粉、石英粉等硬质填料
❖ 模具在工作过程中,有时还会受到腐蚀作用
在高温下,有些塑料会出现局部分解而产生腐蚀性气体
37
模具常见的失效形式
❖ 塑性变形失效
模具局部产生塑性变形,常见于渗碳钢和碳素工具钢,表现为麻 点、起皱、局部塌陷等,产生的主要原因是成形零部件的强度低, 表面硬化层薄,或工作温度超过了其回火温度
35
塑料注射模具材料的选用
❖ 制造模具零部件的材料直接影响其寿命、加工成本及制品 的质量
❖ 选择模具材料的主要依据是模具的工作条件,结合技术和 经济两方面综合考虑
从经济角度出发,对于大批量生产的塑料制品,关心的是模具的 寿命,总是要选用较好的模具材料,并采取一定的热处理和表面 强化措施;对于小批量生产时,只要能满足成形的质量,可选择 价格低廉的模具材料
注射模具设计PPT课件

• 以上的计算可以得出本产品每模所需的塑 料总体积为105cm*、220 g,根据资料查的 注塑机其最大注射量得80%为有效注射量, 即最大注射量应大于产品总质量除以80%。
22.11.2020
14
• 220/0.8= 275
初选注塑机的型号为SZ—250/1600,次规格 的注塑机为254cm* 记录SZ—250/1600注塑机的主要参数如下:
22.11.2020
12
总结
• 从以上的结论结果,确定本模具为一出二 的模具,顶出为顶杆定出,是典型的单分 型面结构
22.11.2020
13
初选注塑机
• 根据塑件分析结果,考虑本产品成型面积 较小,一般根据塑件质量进行初选,然后 进行锁模力的校核,这样比较方面直观, 在实际中可以通过称重直接求出。
• 型腔的宽度=产品的宽度+2*(关料口+导柱直径 +导柱外尺寸)+两型腔距离L=65+110+22=197
• 型腔的高度=产品的高度+型腔底厚度
• 型腔底后度主要考虑模具的强度和冷却水路的 直径,型腔的厚度选30mm
• 根据机械设计的尺寸和模具标准模架的要求, 将型腔的尺寸进行园整。320*200*50
• 在这里模角的摆放方式按宽度摆放,有利 于顶板的刚性
• 模角的高度=产品的高度+两个顶出版的厚 度+(10-15)
• 18+2*20+15=73 • 经过圆整为320*200*75
22.11.2020
21
模具的总外形尺寸确定
• 模具总高度=(型腔+型芯+模角+垫板)的 高度
• H=50+50+75+20=195 • 模具的外形为320*200*195 • 接线板外壳上盖的模具模具结构设计方案
22.11.2020
14
• 220/0.8= 275
初选注塑机的型号为SZ—250/1600,次规格 的注塑机为254cm* 记录SZ—250/1600注塑机的主要参数如下:
22.11.2020
12
总结
• 从以上的结论结果,确定本模具为一出二 的模具,顶出为顶杆定出,是典型的单分 型面结构
22.11.2020
13
初选注塑机
• 根据塑件分析结果,考虑本产品成型面积 较小,一般根据塑件质量进行初选,然后 进行锁模力的校核,这样比较方面直观, 在实际中可以通过称重直接求出。
• 型腔的宽度=产品的宽度+2*(关料口+导柱直径 +导柱外尺寸)+两型腔距离L=65+110+22=197
• 型腔的高度=产品的高度+型腔底厚度
• 型腔底后度主要考虑模具的强度和冷却水路的 直径,型腔的厚度选30mm
• 根据机械设计的尺寸和模具标准模架的要求, 将型腔的尺寸进行园整。320*200*50
• 在这里模角的摆放方式按宽度摆放,有利 于顶板的刚性
• 模角的高度=产品的高度+两个顶出版的厚 度+(10-15)
• 18+2*20+15=73 • 经过圆整为320*200*75
22.11.2020
21
模具的总外形尺寸确定
• 模具总高度=(型腔+型芯+模角+垫板)的 高度
• H=50+50+75+20=195 • 模具的外形为320*200*195 • 接线板外壳上盖的模具模具结构设计方案
《注射模具设计基础》PPT课件
精选PPT
4
4、注射模的类型
(1)单分型面注射模具 分开模具取出制品的界面叫做分型面,整个模具中在动模 和定模之间具有一个分型面的注射模叫做单分型面注射模。
精选PPT
5
(2)双分型面注射模 双分型面注射模具有两个分型面,第一分型的目的是拉出浇注系统 凝料,第二次分型的目的是拉断进料口使浇注系统的凝料与塑料制 品分离,从而顶出的塑料制品不需要再进行去除浇注系统凝料的处 理。
(2) 锁模机构
锁模机构的作用分别为: ① 实现模具的开闭动作。 ② 在成型时提供足够的加紧力使模具锁紧。 ③ 开模时推出塑料制品。
精选PPT
12
(3) 液压传动和电器控制系统
液压传动和电器控制系统是保证注射成型按照预定 的工艺要求(压力、速度、时间、温度)和动作程 序准确进行而设置的。
精选PPT
SR12 ¢2
SR12 ¢4
SR12 ¢4
SR12 ¢4
SR18 ¢4
SR18 ¢4
顶出形式
两侧顶出 两侧顶出 中心顶出 两侧顶出 两侧顶出 两侧顶出
顶杆中心距 mm
70
170
230
280
280
最大成型面 积
机器外形尺 寸
cm2
mm× mm×
90
90
130
320 550、500
2340×80 234×800 3160×850 3310×75 470×100 530×940 0×1460 ×1460精选PP×T 1550 0×1550 0×1815 ×211815
mm
160
250
500
160 精选PPT180
900
1800
1500