C型立卧式适用精密插头注塑机
三相插头面盖注射模设计

作刚性调整连接外 ,还采用支撑杆口弹簧和
连接板等零件组成柔性连接机构连接起来 , 以减 少振动对皮带传动的影响 ,使传动过 程
稳定 可靠 。脱模机构 除采 用 自动脱螺纹机构 脱模外 ,还设置辅助顶杆机构 以便项 出塑件
和浇道凝料。
冷却排气系统的设计 因P C塑 料要求 有较 高的模 温 ,注射成
根据 产 品结构的特 点和产 品生产 批量 的要求 ,模 具采 用
l 2 的结构 。对 中心螺 纹连接 孔 ,设计 时可采 用活动型芯 模 腔
镶件 的结构 ,从 而可 使模 具结 构大 大简化 。但 考虑模 具装配
到卧式 注塑机 时 ,活动 型芯镶件 放置在 动模会 导致合模 时 的
螺钉装配 ,经 使用寿命 试验测 试 ,其 螺纹连 接处容 易滑丝 ,
后起压 紧导线 的作 用。周边 凸 出的筋位在 与底壳装 配时起定
对 于该 产 品 ,其 分 型 面需 选 在 产 品周 边 的最 大 投 影面
处 ,而导 线连接 的半 圆形 孔位 ,需将分 型面延 拓至产 品的底 浇 口位置须选在侧面பைடு நூலகம்置 ,可采用潜伏式浇 口形式进料。
部 端面位 置。 因产 品项部外 表 面需要有 良好 的外 观质量 ,其
i to uc d.I h s m o l lc rc mot e v d s ia ol o m o o i e t r a nrd e n t i u d ee ti orr vole p r lp e t t rz h e d
u nwi i g fom hepl .Them o d i n de e da l pe a in, t e e fc e c s nd n r t ug ul si p n b eo r to h fii n y i h g n pr du ti aif c o y i ha d o c ss tsa t r .
JETMASTER-C2

您的高精度節能方案最大注塑空間 發揮潛能無限捷霸C2大型省電注塑机系列,鎖模力由品,如汽車部件、工業用周轉箱、大型家庭用品及家具等。
固定板和活動板均采用有限元應力分析設計优化,配合超大的柱內徑与容模量,可以确保机械的強度和剛性組合式油泵設計,使油路功能變的多樣化,亦提供了同步動作及先進省電注塑功能。
德國日本制造全電子控制比例省電裝置,不但具備卓越省電特性,*根据不同產品及生產周期而定。
-11 智能聯網電腦控制器 (標配)繼承 系列的高智能多元化特點,研發出符合JIS 各類檢驗標準新一代電腦控制器。
10.4吋彩色液晶顯示屏幕,耐久、高清。
最先進的SMT 技術,確保電子組件和生產工序的穩定性和可靠性。
在停電狀態之下數據可儲存達5年以上,信心之選。
用戶可自由選擇切換中、英兩種語言,方便學習操作。
智能故障檢出及輔助操作說明,增加效率,與iChen 無線網絡系統配合無間熱流道溫度控制 - 模溫控制 (可選配)控制器集成了熱流道控制功能,精度可達±1°C ,最多可控制60組模溫,模溫異常時可發出警報並停止射塑,確保質量程序實時監測繼承震雄旗下控制器的優良傳統,採用開放的系統平台,客戶可隨時跟蹤到機器的每一步運轉狀況,極大地方便了維修檢查,並縮短維修停機時間智能保養提示功能控制器可自動記錄上一次的機器保養日期,並在下一次保養期到時做出提示,防止因保養不當而造成機器的永久磨損完善的在線說明• 詳盡的注釋說明,幫助客戶理解各項功能含義,防止操作失誤• 系統自動提示說明注塑機保養的方法 / 步驟,令客戶更加省時放心集成網絡管理功能iChen System™客戶可藉互聯網的強大優勢,將工廠內所有應用此款控制器的機器進行高效的生產管理、工藝調較、質量監測等各項資源整合。
新一代的Ai-11控制器更具有了無線聯網功能!讓客戶充分享受到信息化的高效與方便週期時間監測可實時監測生產時各動作的實際運轉時間並動態提示,極大的方便了工藝調試與改良,將週期時間降至最低,提高生產效率獨創專利圓型模板( 國家實用專利證書ZL01257876.2 )• 應力傳遞極為平均,提高生產穩定性及質量• 有效分散集中在模具的應力,幫助延長模具壽命• 永不爆板,十年保用**閉環省電液壓系統†• 德國/日本制造全電子控制比例省電裝置,不但具備卓越省電特性,且有更佳的比例速度及比例壓力,与標准定量泵比較,可節省40%或以上的耗電量*• 高效、高精度提高生產質量• 減低節流、溢流的情況,減少系統發熱,進一步降低液壓油溫及加強其穩定性。
注塑机电气原理图
注塑机工作循环:
注塑机液压系统控制框图,如图7-12所示。
注塑工艺对电控系统要求:
(1)抽、插芯动作必须按照一定的顺序平稳完成;
(2)动、定模板闭合时运动要平稳,不得有冲击,因此,其合模动作又分为:慢——快——慢合模、锁模;
(3)注塑前,合模机构必须保持足够的合模压力,防止被注入模腔的塑料从模缝中逃出;
2)按马达启动键,屏幕上是否有马达开的显示,如无显示,检查按键是否正常,马达启动应在手动状态下启动。
3)马达启动输出点(Y,,mot off,mot on)输出过程是否正常,不正常,则检查参数设定。还不正常,则需更换I/O板或输出板。
4)外部接线的检查,检查保险管是否容断,三相电源380V是否正常,接触器吸合过程是否正常,热继电器是否跳开(用手按蓝色按钮复位)。
(5)电源 把其它形式的能转换成电能的装置称为电源,电源分直流与交流电源。直流电流方向一定,如干电池或整流电源。交流电源流动方向随时间而改变。
(6)频率 交流电每秒钟的峰点或谷点的数目称为频率,单位为Hz(赫),我国电网频率(工频)为50Hz。
(7)电功率 每秒钟电流做的功叫电功率。电功率与时间乘积就电功。电工也用马力作为电功率单位。1马力=735W。电功的单位用kW/h表示。电的计量单位常称做度。电功率用千瓦表示,符号为kW。电气设备标称功率常采用kW。1kW=1.36马力。
图7-7 开环控制系统框图
图7-8示出一个开环直流调速系统。图7-8(1)示出带有晶体管的调速系统;图7-8(2)示带有晶闸管的直流调速系统。图中Ug指定输入,经触发器和晶闸管整流转变为直流电压Ud,提供给直流电动机,产生一个Ug所要求的转速n。但是,当电动机的负载、交流电网的电压以及电动机的励磁有变化时,电机转速就会变化,不再维持Ug及其转速n。
注塑机电气原理图

第一节概述
注塑机控制系统是一套以控制器为控制核心,包括各种电器、电子元件、仪表、加热器、传感器等组成,与液压系统配合,正确实现注塑机的压力、温度、速度、时间等各工艺过程以及调模、手动、半自动、全自动等各程序动作的系统设备。控制系统在注塑机中以独立部分而存在。
第一节注塑机工作原理
一、注塑机工作原理
(4)注塑后,注射器必须保持注射压力,避免充满模具型腔的塑料倒流;
(5)预塑螺杆转动,粒状塑料被推到螺杆前端,为使注射器中的塑料具有一定密度,要求螺杆后退时必须有一定的阻力;
(6)为实现粒状塑料的塑化,必须使料筒保持一定的温度;
(7)控制系统必须提供恰当的人机交互界面,保证生产人员能够调整和判断机器的参数和工作情况;
欠压和失压保护特点:
a.防止电压严重下降时电动机低压运行。
b.避免电动机同时起动造成电压严重下降。
c.防止电源电压恢复时,电动机突然起动造成设备和人身事故。
2.电机星形——三角形启动回路,如图7-41所示。
正常运行时定子绕组接成三角形的笼型异步电动机,采用星形一三角形降压起动方法限制起动电流。三相绕组6个线头均引出,起动时,定子绕组先接成星形,待转速上升接近额定转速时,将定子绕组接线由星形接成三角形,电动机进入全电压正常运行状态。功率在4kw以上的三相笼型异步电动机均为三角形接法,均可采用星形——三角形起动方法。
(5)电源 把其它形式的能转换成电能的装置称为电源,电源分直流与交流电源。直流电流方向一定,如干电池或整流电源。交流电源流动方向随时间而改变。
(6)频率 交流电每秒钟的峰点或谷点的数目称为频率,单位为Hz(赫),我国电网频率(工频)为50Hz。
(7)电功率 每秒钟电流做的功叫电功率。电功率与时间乘积就电功。电工也用马力作为电功率单位。1马力=735W。电功的单位用kW/h表示。电的计量单位常称做度。电功率用千瓦表示,符号为kW。电气设备标称功率常采用kW。1kW=1.36马力。
《海天注塑机操作规程(培训资料)》

注塑机的组成部分
注射装置
合模装置
包括注射筒、螺杆、喷嘴、料斗等部件,用 于将塑料材料熔融并注射到模具中。
包括模板、拉杆、固定模板和移动模板等部 件,用于将模具闭合,对塑料材料进行压缩 和成型。
液压装置
电气控制装置
包括油箱、液压泵、油缸、电磁阀等部件, 用于提供和控制注塑机的动作和运动。
包括各种电气元件和仪表,用于控制注塑机 的各种动作和工艺过程,保证生产的稳定性 和安全性。
注塑机异常
如机器出现异常声音,需 要检查机器各部位是否正 常工作,如电机、轴承等 。
03
海天注塑机操作规程详细介绍
海天注塑机的特点与优势
高效率
海天注塑机采用先进的液压系统, 可实现快速、精确的注射,提高生 产效率。
节能环保
采用智能加热和节能技术,比传统 注塑机节能高达30%以上,同时减 少对环境的影响。
解决方案
采用新型节能环保技术,如伺服驱动技术、变频技术、永磁同步电机技术、 热回收技术等,提高能源利用率,降低能耗。
如何提高注塑机的生产效率
提高模具和设备的质量及精度 ,减少维修时间和更换模具的
时间。
优化生产工艺和流程,减少生 产环节和提高生产效率。
采用自动化和智能化技术,如 机械臂、智能检测、故障诊断 等,提高生产效率和质量。
避免危险动作
禁止在操作过程中接触危险部位,如高温模具、 注塑机料筒等。
遵循使用说明书
在使用过程中,必须遵循使用说明书的规定,正 确使用注塑机。
注塑机常见故障及排除方法
01
02
03
液压系统故障
如液压油泵噪音过大,需 要检查液压油泵是否正常 工作,液压油是否变质等 。
模具故障
BS插头检验通则

文件编号:版本:A/0制定日期:修订日期:拟案单位:品质部发行章:Revision History 修改記錄1.目的规范公司内部对BS插头电源线的检验与测试方法,确保产品满足客户要求。
2.适用范围适用于公司内部所有BS插头电源线。
3.参考标准BS1363-1:2016;SAS02203:2015;SS145;等。
本文件参考相关标准内容制定,会随着标准的更新而更新。
4.定义1)BS插头:BS全称British standard大不列颠标准,就是英国标准,所有到英国的电器插头都要执行这一标准。
换而言之,BS插头就英国标准插头,有时也叫英式插头、英国插头、英标插头。
BS插头适用地区:英国,香港,新加坡,马来西亚,中东各国,印度,巴基斯坦,越南,巴林群岛,不丹,文莱,印度尼西亚,博茨瓦纳,塞浦路斯,加纳,肯尼亚,马尔代夫,卡塔尔,津巴布韦,也门,坦桑尼亚等。
2)组装式BS插头:插头的部分是需要用螺丝装嵌一起的(如下图)。
3)注塑式BS插头:使用立式注塑机一体成型制作(如下图)。
5.关于BS PLUG 的标签和FUSE 的使用版本: A/0页码:第4页共11页组装式注塑式外观图片示意L 极与N 极插脚包胶,起安全保护作用L 极与N 极插脚包胶,起安全保护作用 (CBQA 指定接地脚用金属)内部结构图标签 使用要求保险丝标签: 需要 此标签表示内装的保险丝规格,安培数会根据电线面积而改变。
需要与接线图上的电流数统一如:0.5mm 2---3A; 0.75 mm 2----13A以下接线图标签:需要 组装式的插头必须有此接线图(标签上的电流数要根据实际使用的保险丝规格变更,并与保险丝标签上的电流数统一。
如:0.5mm 2---3A;0.75 mm 2----13A以下保险丝标签: 不需要接线图标签:不需要版本: A/0页码:第5页共11页插脚护套插头上安培数的区别插头上的电器参数是插头本身的参数,不是内装保险丝的安培数,内装的保险丝安培数在接线图和插头正面的保险丝贴纸上体现。
注塑员工操作与注意事项
⑴每周定时清洁吸料过滤网。 ⑵每次换料时必须对料筒过滤网进行清洁。 ⑶不要用湿抹布搽机器,防止电控系统进水造成短路。
⑷加润滑油时应有维修人员指导。 ⑸严禁边开机边做保养。
15、注塑机清洁时的注意事项:
⑴清洁必须在关闭机器电箱背面电源总开关状态下进行。 ⑵除发热壳表面和机台螺丝孔必须用风枪外,其他地方都要用干抹布檫 试。 ⑶在清洁过程中,必须能看清楚各刻度位置。 ⑷不能脚踏控制面板和水管。 ⑸清洁过程中,发现有零件破损、漏油、连线断、螺丝松动等故障,请 立即通知维修,并做好纪录。
PLUG/头部; CONNECTOR/尾部; GROMMET/线套; Inner(Outer) MOULD/注塑内/外模。
7、操作前应具备的条件: (既:符合以下条件才可以注塑)
⑴安全电眼有效。 ⑵红色紧急回升按钮正常有效。 ⑶马达运转时声音正常。 ⑷所有的工艺参数、仪表都设定正确。 ⑸冷却水畅通,不漏水。 ⑹首 件经 IPQC 确认合格。 ⑺ 作业员持有注塑工位合格证或培训卡(持培训卡的作业员工要有实际 操作指导员指导的情况下才可上岗)。
⑥防护措施:不要靠近明火或喷在高温部位。
⑵注塑线套时用到的化学品:环乙酮(既 MEK)
①储存方法:再阴凉处储存;塑料桶装储存,远离热源处。 ②危险性:对眼睛及皮肤有刺激性;易燃。 ③急救方法:进入眼中,用水冲洗 15 分钟;皮肤沾染,用肥皂和清水冲 洗。 ④泄漏处理:少量散漏,可以在自然条件下挥发;大量散漏,用沙、泥 土或木屑吸收。 ⑤防护处理:避免与皮肤、眼睛接触。
9、注塑操作方法:
⑴注塑时操作员必须依生产图纸检查放入模把极性端子及极性颜色方位 是否与图纸相符。 ⑵铜脚端子必须准确插放入模把中。 ⑶为防止闭模时压伤电线,将电线放入卡线槽并拉直。 ⑷启动安全开关,保障人和机器之间没有接触。 ⑸机器完全闭模后,手脱离安全开关,一个注塑循环完成后,又重复此 操作。 ⑹注塑完后,将头插或尾插或网尾从模把中取出来,取出时不能 影响产品质量。
日钢电动注塑机J180 EL3型说明书

日钢电动注塑机J180 EL3型说明书
注塑机又名注射成型机或注射机,很多工厂叫啤机(pi ji),注塑产品叫啤件。
它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
注塑机按照注射装置和锁模装置的排列方式,可分为立式、卧式和立卧复合式。
液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。
它主要由各自种液压元件和液压辅助元件所组成,其中油泵和电机是注塑机的动力来源。
各种阀控制油液压力和流量,从而满足注射成型工艺各项要求。
注塑机技术要求

设备技术要求(设备在中国境内使用)三、设备的具体要求2 设备产品规格,设备产品图纸,产品范围(产品中有范围变化要求时,每个尺寸的最大最小值):5设备各部分的功能和动作要求,设备各部分的生产步骤(过程)要求:6设备各部分的输入状态,输出状态,质量要求,安全要求,功能和技术要求,以及具体组成部分的具体配置、规格、数量要求等:7 设备平面布局图:(粘贴在此处或者单独附图)四、安全要求:产品图号为:图纸内容详见签字版和电子版。
八、元器件配置要求:8.1关于元器件的选择,要求采用国际或者国内知名公司的产品,不允许采用乙方独有(乙方技术独享)而其他公司没有的件。
8.2设备所采用元器件的品牌建议采用如下:九、备件要求:9.1随机备件明细:9.1.1该部分备件在设备安装完成,交付使用时一起交付备件库,(办理正常入库手续)或者设备验收后交付。
安装工具不做为备件入库,但可以做为工具入库,来分发到该设备安装人员使用。
9.1.2 新设备没有验收之前,合同上的备件不准随便出库使用,出一个必须厂家给一个,待设备验收完后正常采购和出库使用.备注(未提到的备件,无法在开标后再追加采购)。
9.2合同签定后甲方向乙方不论是否在质保期内采购备件均享受最优惠价。
乙方因成本降低而造成备件供货价格下降的,应及时通知甲方。
甲方在采购过程中对某一备件价格提出异议的,乙方应及时做出解释或解决。
9.3一般备件,在接到甲方通知 7 天内提供。
对于个别金额较大非易损件需要生产工厂提供的,最长不超过 15 个工作日(乙方无法控制的因素除外,如海关等)。
供货周期自乙方接到甲方指定人员(甲方已授权并通告乙方的人员)书面认可起计算。
9.4乙方承诺严格按照合同中要求的规格型号和品牌来提供设备或配套部件,不自行变更品牌和规格型号。
如果在设备到货时出现规格型号和品牌与约定不符的问题,则视为乙方的偷工减料行为,乙方除根据合同要求进行更换外,另外还需要按照合同中约定的设备或配套部件价值的10倍进行处罚。
注塑机结构及工作原理
2024/7/25
15
推力面摩擦力的作用下,物料被压缩成密集的固体塞螺母,
沿着螺纹方向做相对运动,在此段,塑料为固体状态,即 玻璃态。
h1— 加料段的螺槽深度。h1深,则容纳物料多,提高了 供料量和塑化能力,但会影响物料塑化效果及螺杆根部的 剪切强度,一般h1≈(0.12~0.16)ds。
L3 — 熔融段长度。熔融段又称均化段或计量段,熔体在 L3段的螺槽中得到进一步的均化,温度均匀,组分均匀, 形成较好的熔体质量,L3长度有助于熔体在螺槽中的波动 ,有稳定压力的作用,使物料以均匀的料量从螺杆头部挤
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间 内不断地受到压缩、剪切和混炼作用,物料从L2段入点开 始,熔池不断地加大,到出点处熔池已占满全螺槽,物料 完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料 是处于颗粒与熔融体的共存状态。L2的长度会影响物料从 玻璃态到黏流态的转化历程,太短会来不及转化,固料堵 在L2段的末端形成很高的压力、扭矩或轴向力;太长则会 增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。 对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
机身 液压系 统 加热系统 冷却系统
控制系统
加料装置
顶出装置 泵、液压马达、阀 蓄能器 冷却器 管路等油路控制
动作程控 料筒温度控制 液压泵电机控制 故障检测报警控制
安全保护
图2 注塑机组成示意图
2024/7/25
5
(一)注塑部件的典型结构
1.注射部件的组成 目前,常见的注塑装置有单缸形式和双缸形式,我厂注 塑机都是双缸形式的,并且都是通过液压马达直接驱动螺 杆注塑。因不同的厂家、不同型号的机台其组成也不完全 相同,下面就对我厂用的机台作具体分析。 立式机和卧式机注塑装置的组成图分别如图3和图4。 工作原理是:预塑时,在塑化部件中的螺杆通过液压马 达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压 马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推 到料筒前端的储料室中,与此同时,螺杆在物料的反作用 下后退,并通过推力轴承使推力座后退,通过螺母拉动活
注塑机参数-海天天隆

海天MA系列地址:中国宁波市北仑区小港江南中路32号ADD: No.32 Jiangnan Zhong Road, Xiaogang, Beilun, Ningbo , P.R, China.邮编 Zipcode:315821电话T el: +86-574-86177005 86177242HT71225-CV海天分公司:海天MA系列海天天隆MA系列伺服节能注塑机海天天隆系列-MA 1200/370海天天隆系列-MA 2800/1350共 创 卓 越:在传承了海天天翔SA系列所有优秀性能的基础上,海天天隆MA系列采用了自主创新研制的高性能伺服动力驱动系统,在提升精度、提高效率的同时,最大限度的满足了客户对节电、节水的要求。
海天天隆MA系列以其环保节能的有效品质得到了市场好评,被誉为“对传统液压注塑机进行了一次彻底的革命。
”填补了全液压注塑机与全电动注塑机之间的行业空白。
超效节能» 在同等工作状态下,相较传统液压注塑机能实现20%-80%的节能率超佳成型稳定性» 伺服驱动系统,闭环控制,相较传统液压注塑机,成型重复精度大幅提高超灵敏响应性» 灵敏伺服驱动系统响应迅速,快速启动时间仅需0.05S超性能环保» 整机运行低噪音,低速运行更宁静超可靠保压性能» 相较传统液压注塑机,保压时间调整范围更宽泛,保压性能更稳定超恒定油温» 伺服电机比例输出液压油,避免多余热量产生,低温升,液压油甚至不需冷却,实现大幅节水MA系列个性化选择海天天隆MA系列传承海天天翔SA系列的优秀性能,运用自主创新的伺服驱动系统,实现了革命性的突破,有效提升了成型精度,最大限度地降低了能耗。
锁模单元:优化设计的斜排五支点双曲肘式的锁模结构,有效传递强大动力,确保开关模时的高速响应。
快速关模平台更是缩短了成型周期,提高了生产效率。
注射单元:优化设计的注射单元提供更高的精度,确保了更高的稳定性。
注塑成型工艺培训PPT课件

THANKS FOR WATCHING
感谢您的观看
确保原料干燥、无杂质。
加入料筒
将塑料加入料筒,并确保填充均匀。
塑料加热融化
加热料筒
使塑料在料筒内加热至熔点。
控制温度
保持温度稳定,避免过热或不足。
模具闭合与注射
模具闭合
确保模具紧密闭合,防止塑料溢出。
注射塑料
在高压下将融化的塑料注入模具型腔。
压力保持与冷却
压力保持
保持注射压力,使塑料充分填充型腔。
模具
用于形成塑料制品 的形状和尺寸。
注塑机的分类
立式注塑机
塑料原料从模具上方注 入,适合小型制品的生
产。
卧式注塑机
塑料原料从模具侧面注 入,适合大型制品的生
产。
全自动注塑机
配备机械手和自动化控 制系统,实现塑料制品
的连续生产。
多色注塑机
可以同时注入多种颜色 的塑料原料,适合生产
多色制品。
注塑机的维护与保养
在电子行业中,注塑成型工艺用于制造 各种塑料电子元件和部件,如连接器、 插头、插座等。
02 注塑成型设备
注塑机的结构
射嘴
连接射台和模具, 是塑料熔体的入口。
料筒
储存塑料原料,并 对其进行加热和熔 化。
射台
用于安装和固定模 具,并将塑料熔体 注入模具型腔。
螺杆
旋转时将塑料原料 推向射嘴,并将其 熔化。
制品表面出现银纹或光泽不良
总结词
制品表面出现银纹或光泽不良是由于塑料在熔融流动过程中发生降解或氧化,或者由于 模具温度过高所导致。
详细描述
制品表面出现银纹可能是由于塑料在高温下长时间受热发生降解,导致表面出现银色的 条纹;光泽不良可能是由于模具温度过高,导致塑料表面烧焦或产生其他颜色。
注塑机电气原理图
注塑机电气控制系统第一节 概述注塑机控制系统是一套以控制器为控制核心,包括各种电器、电子元件、仪表、加热器、传感器等组成,与液压系统配合,正确实现注塑机的压力、温度、速度、时间等各工艺过程以及调模、手动、半自动、全自动等各程序动作的系统设备。
控制系统在注塑机中以独立部分而存在。
第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
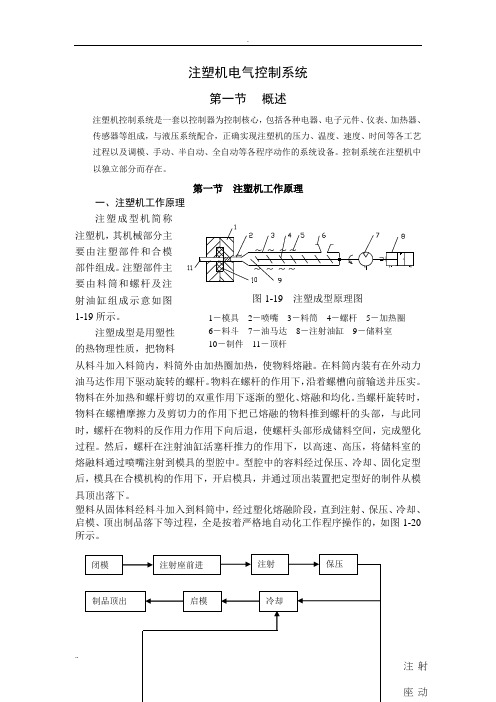
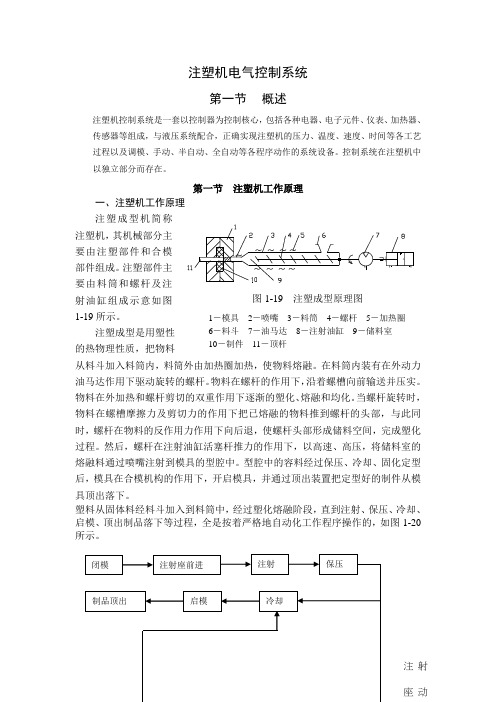
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动第二节注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
注塑机注塑部件塑化装置注射座注射油缸螺杆驱动装置注射座油缸螺杆料筒螺杆头喷嘴合模部件合模装置调模装置制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置管路、压力表冷却系统入料口冷却、模具冷却润滑系统润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21注塑机组成示图图1-20注塑机工作程序框图从控制系统的质量将直接影响产品的成型质量,例如对合模速度、低压模保、及模具锁紧力的控制,将影响产品的成型周期、可靠的低压模保(模具保护)、准确的开模定位等等。
注塑机(注射机)课程设计
湖南工程学院课程设计课程名称电气技术课题名称注塑机电气控制系统设计专业班级姓名学号指导教师刘星平、赖指南2011年9月湖南工程学院课程设计任务书课程名称电气技术课题名称注塑机电气控制系统设计专业班级姓名学号指导教师刘星平、赖指南审批李晓秀、黄峰任务书下达日期2011年8月29日课程设计完成日期2011年9月9日课题: 注塑机电气控制系统设计一.注塑机概况及控制要求图1 注塑机工作流程图注塑机用于热塑性塑料的面型加工,注塑机籍助8个电磁阀YV1~YV8完成闭模、射台前进、注射、保压、预塑、射台后退、开模、顶针前进、顶针后退、复位等工序,其中注射和保压工序需要延时一定的时间。
图1是注塑机工作流程图,由图1可知,电磁阀YV1~YV8在各工序的动作顺序是在闭模工序,YV1、YV3动作;在射台向前工序,YV8动作,在其余工序,电磁阀的动作顺序以此类。
二.设计任务1. 设计和绘制电气控制原理图或PC I/O接线图、功能表图和梯形图,编写指令程序清单。
2. 选择电气元件,编制电气元件明细表。
2.选择电气元件,编制电气元件明细表。
3.设计操作面板电器元件布置图。
4.上机调试程序。
5.编写设计说明书。
目录第1章总体方案设计 (1)引言 (1)1.1 控制系统的功能 (1)1.2 控制要求 (2)1.3 控制方案 (3)第2章硬件设计 (5)2.1 I/O接线图 (5)2.2 相关元器件的选型 (6)2.3 输入和输出点分配表 (7)第3章软件设计 (8)3.1 系统设计顺序功能图 (8)3.2系统设计梯形图 (9)第4章系统调试 (14)4.1硬件调试 (14)4.2软件调试 (14)4.3系统调试 (14)小结 (19)参考文献 (20)附录 (21)梯形图 (21)第1章总体方案设计引言随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已扩展到所有的控制领域。
现代社会要求制造业对市场需求迅速的反应,生产出小批量、多品种、多规格、低成本和高质量的产品。
注塑c型机调机方法

注塑c型机调机方法英文回答:Injection molding is a common manufacturing processused to produce plastic parts. C-type injection molding machines are widely used in the industry due to their efficiency and versatility. Adjusting the machine properlyis crucial to ensure the quality and consistency of the molded parts. Here are the steps and methods I follow when setting up and adjusting a C-type injection molding machine:1. Preparation: Before starting the machine, I makesure that all the necessary materials, molds, and auxiliary equipment are ready. This includes checking the rawmaterial availability, mold condition, and ensuring thatthe temperature controllers, cooling systems, and other auxiliary equipment are functioning properly.2. Machine Startup: Once everything is prepared, Istart the machine and let it warm up to the desiredtemperature. This typically involves setting the barrel temperature, nozzle temperature, and mold temperature according to the material specifications and requirements.3. Material Loading: After the machine is warmed up, I load the plastic material into the hopper. It is important to ensure that the material is free from contaminants and properly dried if necessary. I monitor the material feed rate and adjust the screw speed and back pressure to achieve the desired melt quality and consistency.4. Mold Installation: With the material loaded, I install the mold onto the machine. This includes properly aligning the mold halves and ensuring that all the connections, such as the water cooling lines and ejector system, are properly set up.5. Mold Clamping and Injection: Once the mold is installed, I close the mold and engage the clamping mechanism. I set the injection parameters, such as the injection speed, pressure, and holding time, based on the material and part requirements. I also adjust the screwposition and back pressure to optimize the filling and packing of the mold cavity.6. Mold Cooling and Ejection: After the injection phase,I allow the mold to cool down for a sufficient time to solidify the plastic part. I monitor the mold temperature and adjust the cooling water flow rate if necessary. Once the part is sufficiently cooled, I activate the ejector system to remove the part from the mold.7. Quality Inspection: Finally, I inspect the moldedpart for any defects or imperfections. This includes checking for dimensional accuracy, surface finish, and any visible defects such as sink marks or warpage. If anyissues are identified, I make the necessary adjustments to the machine parameters or mold design to improve the part quality.中文回答:注塑C型机是一种常见的制造工艺,用于生产塑料零件。
卧式注塑机的操作方法
卧式注塑机的操作方法卧式注塑机是一种常见的塑料注塑设备,广泛应用于塑料制品加工行业。
操作卧式注塑机需要遵循一系列步骤和安全规范,以确保操作的安全性和高效性。
以下是卧式注塑机的操作方法的详细说明:1. 确保操作环境的安全:在操作卧式注塑机之前,需要先检查操作环境是否安全,确保设备周围没有杂物、易燃物品等;检查注塑机的电源、气源等设备是否正常运作;戴好适当的个人防护设备,如手套、安全帽、护目镜等。
2. 准备模具和塑料材料:选择适合的模具和塑料材料,并进行预热。
在注塑机的工作温度范围内,根据模具和塑料材料的要求进行预热,以提高注塑效果和产品质量。
3. 开启注塑机电源:确保注塑机的电源开关处于关闭状态,然后将电源插头插入电源插座,并打开电源开关。
待注塑机的电源指示灯亮起后,表示注塑机已经接通电源。
4. 设置注塑机参数:打开注塑机的控制面板,按照注塑产品的尺寸、材料类型和质量要求等,设置注塑机的参数,例如注射速度、保压时间、熔融温度等。
5. 加载塑料原料:将预热好的塑料颗粒或颗粒料装入注塑机的料斗中,根据所需产品的重量和注塑机对原料的容量要求,调整好原料的供料量。
6. 启动注塑机:按下注塑机的启动按钮,开始注塑机的加热、融化和注射过程。
在注射过程中,要注意观察注塑机的运行状态和温度变化,确保注射过程的稳定性。
7. 注塑成型:当注塑机完成注射过程后,等待一定时间进行保压,使注射的塑料完全填充模具腔体。
根据产品要求,可以进行多次保压,以提高注塑件的密实性和硬度。
8. 开模和取出成品:当注塑件冷却后,注塑机会自动升起模板,将模具中的注塑件推出。
使用工具或机械装置,将注塑件从模具中取出,并进行清理和整理,以备下一步的操作或包装。
9. 关闭注塑机:在操作完成后,断开注塑机的电源插头,关闭注塑机的电源开关。
清理和维护注塑机,将其恢复到正常工作状态,以便下次使用。
总结:以上是卧式注塑机的操作方法的详细说明。
在操作过程中,需要严格遵循相关操作规范和安全要求,确保自身安全和设备的正常运行。
注塑机操作安全注意事项(二篇)

注塑机操作安全注意事项1,目的:指导注塑机的安全操作,保证生产操作安全。
2.适用范围:适应于注塑机的生产操作。
3.操作规程及注意事项。
3.1.开机前检查设备安全系统是否有效,紧急停止开关是否有效。
3.2.开机前检查机械安全顶杆调整是否适当。
3.3.开机前检查模具安装是否牢固,机械泠却水是否正常,核对工艺是否正确。
3.4.开机前检查料筒温度是否达到设定要求。
3.5.检查注塑机开模,合模,脱模,射台移动等动作是否正常。
3.6.严禁操作员私自更改注塑成型参数。
3.7.严禁近距离观察融料,射出情况。
3.8.严禁在工作中触碰加热料筒部位。
3.9.严禁俩人或俩人以上同时操作一台设备。
3.10.设备或模具出现异常须进行处理时,必须将设备值于手动状态且关闭液压马达方可进行行。
3.11.机器运转时,严禁将身体任何部分或任何物品放置在机器活动部件上或活动的部件之间。
3.12.机器运转时,严禁在反侧安全门进行操作。
3.13严禁在开模状态下,操作射台冲击定模。
3.14.停机前,应将料筒里的塑胶清理干净,以免剩料氧化或长期受热分解。
编制:审核:批准:注塑机操作安全注意事项(二)注塑机是一种广泛应用于工业生产中的设备,具备高效、精准的注塑功能,但同时也存在一定的安全风险。
为了保证操作人员的人身安全和设备的正常运行,使用注塑机时必须注意以下安全事项。
1. 穿戴个人防护装备使用注塑机时,操作人员应穿戴适当的个人防护装备,如安全帽、工作服、防护眼镜、口罩和手套等。
这样可以有效减少疾病和事故的发生,保护操作人员的身体健康。
2. 严禁擅自操作只有经过专业培训并持有相关证书的人员才能进行注塑机的操作。
任何未经授权的人员都不得私自操作注塑机,以免发生意外事故。
3. 遵守操作规程操作人员在使用注塑机时,必须严格按照操作规程进行操作。
不得随意更改设备的工作参数,也不得在运行中触摸、清理或调整机器。
操作人员应始终保持集中精神,注意观察运行情况,及时排除异常。
18号卧式日精机注塑操作指引
卧式日精机注塑操作指引
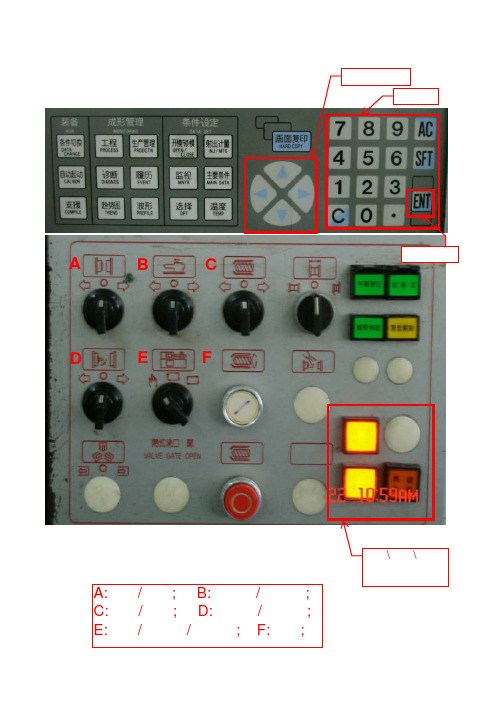
A C
B
D E F
射出计量平台
按操作平台页面中的(射出计量)进入如下页面:
备注:
1、上图红色矩形为设定压力,红色波形为实际注射压力,设定值要比实际值大详细数据可以看(邹式页面图);黄色为速度波形;
2、储料位置等于SV1+储料预留位置.
3、调机时一般等模具温度正常之后才开始调.
工程页面
按操作平台中的(工程按键)进入此页面
备注:
1、此射出终止位置要比V/P转保压位置小,如果大于V/P转保压位置,则保压无效.
按射出平台中的此按钮进入如下页面
邹式图
按操作平台中的(邹式图)按键进入如下页面
备注:
1、详细射胶时间、螺杆前进位置、射胶压力蜂值等具体数值。
温度设定页面。
立式注塑机常见的故障问题

立式注塑机常见的故障问题立式注塑机常见的故障问题锁模部分故障(一):不锁模:处理方法:1):检查安全门前行程开关,并修复。
2):检查电箱内24V5A电源,换保险及电源盒。
3):检查阀芯是否卡住,清洗阀芯。
4):检查I/O板是否有输出,电磁阀是否带电。
5):检查液压安全开关是否压合,机械锁杆挡板是否打开。
(二):开合模机绞响:处理方法:1):检查润滑油管是否断开,若是的话,必须重新接好油管。
2):润滑油油量小,加大润滑油量,建议50模打油一次或用手动加足润滑油。
3):锁模力大,检查模具是否需大锁模力,调低锁模力。
4):放大板电流调乱,检查电流参数是否符合验收标准,重新调整电流值。
5):平行度超差,用百分表检查头二板平行度是否大于验收标准;调平行度。
(三):等几秒钟才开模:处理方法:1):起动速度慢,检查螺丝阻尼是否过大,调小螺丝阻尼孔。
2):阻尼螺丝钉中间孔太大,检查Y孔螺丝阻尼是否过大,换中心孔细的阻尼钉。
(四):模爬行:处理方法:1):二板导轨及哥林柱磨损大,检查二板导轨及哥林柱,更换二板铜套,哥林柱,加注润滑油。
2):模速度压力调整不当,设定流量20,压力99时锁模二板不应爬行,调节流量比例阀孔,或先导阀孔,调整比例阀线性电流值。
3):管道及油缸中有空气,排气。
(五):开模开不动:处理方法:1):增加模速度,压力流量过小未调好,检查模速度,压力是否适当,加大模压力,速度。
2):锁模电子尺零位变,检查锁模伸直机绞后是否终止在零位,重新调整电子尺零位。
3):检查是否反铰。
(六):自动生产中调模会越来越紧或越松:处理方法:1):调模电磁阀内漏,检查电磁阀是否为“O”型,更换电磁阀或是否电磁阀不工作时带24V电。
2):手动打其它动作时是否有调模动作,并看阀是否卡死。
(七):锁模后其它动作工作时,全自动慢慢开模:处理方法:1):油制板泄漏,检查或更换特快锁模阀,更换油制板。
2):开模阀泄漏,开动油泵并锁模终止,按射台或射胶动作,二板是否后移,更换开模油阀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立卧式注塑机:
* 锁模力: 35 - 450T
* 射出量: 72g - 2000g
* 立式锁模,卧式射出,适用于大型埋入件射出成型。
* 射座升降、进退可调,架模迅速方便。
* 直压式锁模,双缸射出系统,精度佳,寿命长,可搭配埋入件需求,选择滑板型或转盘型,提高产能效率。
详细说明:
立卧式注塑机属于常说的角式注塑机,立式锁模卧式注塑。
特点一、角式注塑机都是相对较大型的机器,这样就有效的降低了整机的高度,在生产过程中使供料工作变得比小型机器还要轻松得多,同时将整个射座移至油箱之上,使空间利用得恰到好处。
这样就解决了大型机器受厂房限制的问题。
特点二、整个锁模区机架采钢件一体加工成型,同时在锁模受力处作科学的应力分散设计,使得整机锁模更稳定、顺畅;特点三、料筒部分设计采卧式注塑机结构,使储料量更大、加温更均匀更精确;特点四、锁模区采无柱设计三面模具空间开放,更适合大型钳入件的生产.。