沈阳机床数控车床CAKni技术协议
T2C-350(技术型)技术协议

技术协议No.
甲方:公司乙方:沈阳机床股份有限公司
公司(以下简称:甲方)订购沈阳机床股份有限公司(以下简称:乙方)生产的Viva T2C/350数控车床台。
经双方友好协商,达成以下技术协议。
二.机床精度标准:
六、机床验收:
1.预验收:预验收在乙方场地进行,检验该机床合格证中项目,并车削乙方标准综合试
件1件,各项达到要求,即视为机床预验收合格,可以发货。
刀具与零件由乙方提供。
2.终验收:终验收在甲方场地进行,由乙方人员指导,机床调试合格后,机床进入质量保证期。
甲方应为乙方调试人员提供便利的工作条件。
七、技术培训:
甲方人员到乙方地进行培训,乙方负责对甲方人员进行操作、编程、维修等方面的技术培训为期一周,培训人员的差旅费甲方自理。
乙方人员在甲方现场进行有针对性的操作、编程培训。
八、不可抗拒的事故:
由于严重的灾害(如火灾、水灾、雪灾、地震等)及甲乙双方同意的其它不可抗拒的事故,致使一方不能履行本协议时,遇到上述事故的一方必须立即(以最快的速度)将影响本协议的情况,以传真或电报方式通知对方,并以航空特快专递形式提供事故的详细情况,以及影响本协议履行程度的证明文件,此证明文件应由受事故影响一方公证部门盖章,受上述事故影响而拖延的时间应在原定交货期的基础上顺延。
九、协议作为合同附件签字后与合同同时生效。
十、其它未尽事宜,双方友好协商解决。
甲方:公司乙方:沈阳机床股份有限公司
代表签字:代表签字:
日期:日期:。
CW93系列技术协议

技术协议(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂(以下简称乙方)生产的普通车床一台,经双方友好协商达成如下技术协议:一、设计制造所采用的技术标准执行国家标准GB/T4020-1997、GB/T16769—1997二、机床主要技术参数项目单位规格备注床身上最大回转直径mmφ930最大工件长度mm1000,1500,2000,3000-7000床身导轨宽度及淬火硬度mm550 RC48-RC52马鞍槽内最大回转直径/有效宽度mm1100/300主轴主轴通孔直径和轴头形式mm104(B系列,C11)130(C系列,D11)主轴前端孔锥度及锥孔120(B系列)、140(C系列)、莫氏5号转速级数18种转速范围6-800(B系列)8.5-800(C系列)主电机功率kW11快速电机功率kW1.1床鞍快移速度mm/min4000纵进给量级数和范围mm/r64种0.05-24.3横向进给量和纵进给量的比率1/2机床丝杠螺距12(公制);1/2(英制)螺纹种数、范围公制螺纹mm50种1-240(另有14种非标螺纹)英制螺纹t.p.i26种14-1模数螺纹mm53种0.5-120径节螺纹Dp24种28-1尾座套筒行程mm250尾座主轴锥孔锥度莫氏莫氏5号刀架刀架形式立式四工位刀架最大回转直径mm650下刀架最大横向行程mm500上刀架最大行程mm200冷却泵电机功率W120三、机床随机附件序号名称型号规格数量备注1三爪卡盘K11315C/C11(B系列) K11380C/D11(C系列)1套2顶尖套16C02090(B系列)16C02222(C系列)1件3顶尖5 S25-1/5 S25-22件根据规格选用4方头螺钉扳手17 S92-5 1件5螺丝刀9×12 S81-1 1件6油枪YQ1001件7摩擦片16C02025 14件8摩擦片16C02024 12件12中心架φ30~φ4201套中心距750至1500均不带13跟刀架φ30~φ1801套中心距750至1500均不带14地脚螺钉GB/T799-1988 M24×400根据规格确定15螺母GB/T41-2000 M24根据规格确定16垫圈GB/T97.1-1985 24根据规格确定四.技术资料清单使用说明书(机械)一份使用说明书(电气)一份电路图一份合格证一份卡盘出厂文件一份装箱单一份五.本协议作为合同附件签字后与合同同时生效。
S1-170B系列技术协议

技术协议(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂(以下简称乙方)生产的普通车床一台,经双方友好协商达成如下技术协议:一、设计制造所采用的技术标准执行国家标准GB/T4020-1997、GB/T16769—1997二、机床主要技术参数项目单位规格备注床身上最大回转直径mm φ1400最大工件长度(L)mm 1500马鞍内最大回转直径mm 1600马鞍内长度mm 440床身宽度mm 1100机床净重kg 12000最大承重kg 1500主轴主轴孔直径mm 100主轴前端孔锥度公制120 锥度1:20 主轴正转种数与转速r/min 21种 2-200主轴反转种数与转速r/min 12种 2.24-178主电机功率kW 22主轴每转刀架进给量范围纵向/横向mm 56种 0.06-7.2/0.03-3.6床鞍最大纵向行程mm 1500刀架上刀架mm/r 0.015-1.8 上刀架的最大行程mm 200中刀架的最大行程mm 300下刀架的最大横向行程mm 980刀架快速移动速度纵向/横向mm/min 3740/1870三、机床随机附件序号名称型号规格数量备注1 四爪卡盘V1709B01 1套2 卡盘固定扳手10B13011 1件3 卸爪扳手10B13012 1件4 卸爪扳手V1713H01 1件5 螺丝刀9×12 S81-1 1件6 扳手杆(卸爪扳手用)18×280 1件7 方头螺钉扳手22 S91-5 1件8 弹性挡圈钳子 2.2 S94-1A 1套9 油枪100 R59-1 1套10 方刀架固定扳手10B04037 10B04038 1套11 摩擦片10B02022 25件12 摩擦片10B02023 24件13 地脚螺钉GB/T799-1988 M30×600 8套14 螺母GB/T41-2000 M30 8套15 垫圈GB/T97.1-1985 30 8套四.技术资料清单1.使用说明书(机械)一份2.使用说明书(电气)一份3.合格证一份4.装箱单一份五.本协议作为合同附件签字后与合同同时生效。
CW80系列技术协议

技术协议(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂(以下简称乙方)生产的普通车床一台,经双方友好协商达成如下技术协议:一、设计制造所采用的技术标准执行国家标准GB/T4020-1997、GB/T16769—1997二、机床主要技术参数项目单位规格备注床身上最大回转直径mm φ800最大工件长度mm 1500,2000,3000-8000 床身导轨宽度及淬火硬度mm 600 RC48-RC52马鞍槽内最大回转直径/有效宽度mm 1000/310主轴主轴通孔直径和轴头形式mm104(B系列,C11)130(C系列,D11)主轴前端孔锥度及锥孔mm120(B系列)、140(C系列)、莫氏5号转速级数18种转速范围r/min 5.4-720 主电机功率kW 11快速电机功率kW 1.1床鞍快移速度mm/min 4000纵进给量级数和范围mm/r 64种 0.06-24.3横向进给量和纵进给量的比率1/2机床丝杠螺距12(公制);1/2(英制)螺纹种数、范围公制螺纹mm50种 1-240(另有14种非标螺纹)英制螺纹t.p.i 26种 14-1模数螺纹mm 53种 0.5-120径节螺纹Dp 24种 28-1尾座套筒行程mm 250 尾座主轴锥孔锥度莫氏莫氏5号刀架刀架形式立式四工位刀架最大回转直径mm 480 下刀架最大横向行程mm 500 上刀架最大行程mm 200冷却泵电机功率W 120三、机床随机附件序号名称型号规格数量备注1 三爪卡盘K11315C/C11(B系列)K11380C/D11(C系列)1套2 顶尖套16C02090(B系列)16C02222(C系列)1件3 顶尖 5 S25-2 2件4 方头螺钉扳手17 S92-5 1件5 螺丝刀9×12 S81-1 1件6 油枪YQ100 1件7 摩擦片16C02025 14件8 摩擦片16C02024 12件9中心架φ40~φ350 1500及以下规格不带10 跟刀架φ30~φ130 1套1500及以下规格不带11 地脚螺钉GB/T799-1988 M24×400 根据规格确定12 螺母GB/T41-2000 M24 根据规格确定13 垫圈GB/T97.1-1985 24 根据规格确定四.技术资料清单1.使用说明书(机械)一份2.使用说明书(电气)一份3.电路图一份4.合格证一份5.卡盘出厂文件一份6.装箱单一份五.本协议作为合同附件签字后与合同同时生效。
沈阳机床数控车床CAK4085ni技术协议

CAK4085ni技术协议
########(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂生产的CAK4085ni 数控车床#台,经双方友好协商达成如下协议:
一. 机床主要技术参数
二. 机床精度
本机床精度贯彻JB/T 8324.1-96《简式数控车床精度检测》。
四.技术资料清单
1.使用说明书(机械)一份
2.使用说明书(电气)一份
3.使用说明书(刀架)一份
4.合格证一份
5.装箱单一份
6.数控系统文件一套
7.机床控制参数表一份
8.电路图一份
五.不可抗拒的事故:
由于严重的灾害(如火灾、水灾、雪灾、地震等)及甲乙双方同意的其它不可抗拒的事故,致使一方不能履行本协议时,遇到上述事故的一方必须立即(以最快的速度)将影响本协议的情况,以传真或电报方式通知对方,并以航空特快专递形式提供事故的详细情况,以及影响本协议履行程度的证明文件,此证明文件应由受事故影响一方公证部门盖章,受上述事故影响而拖延的时间应在原定交货期的基础上顺延。
六.本协议作为合同附件签字后与合同同时生效。
七.其它未尽事宜,双方友好协商解决。
甲方:乙方:沈阳机床股份有限公司
沈一车床厂代表:代表:
日期:日期:。
CW93系列技术协议

技术协议(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂(以下简称乙方)生产的普通车床一台,经双方友好协商达成如下技术协议:一、设计制造所采用的技术标准执行国家标准GB/T4020-1997、GB/T16769—1997二、机床主要技术参数项目单位规格备注床身上最大回转直径mmφ930最大工件长度mm1000,1500,2000,3000-7000床身导轨宽度及淬火硬度mm550 RC48-RC52马鞍槽内最大回转直径/有效宽度mm1100/300主轴主轴通孔直径和轴头形式mm104(B系列,C11)130(C系列,D11)主轴前端孔锥度及锥孔120(B系列)、140(C系列)、莫氏5号转速级数18种转速范围6-800(B系列)8.5-800(C系列)主电机功率kW11快速电机功率kW1.1床鞍快移速度mm/min4000纵进给量级数和范围mm/r64种0.05-24.3横向进给量和纵进给量的比率1/2机床丝杠螺距12(公制);1/2(英制)螺纹种数、范围公制螺纹mm50种1-240(另有14种非标螺纹)英制螺纹t.p.i26种14-1模数螺纹mm53种0.5-120径节螺纹Dp24种28-1尾座套筒行程mm250尾座主轴锥孔锥度莫氏莫氏5号刀架刀架形式立式四工位刀架最大回转直径mm650下刀架最大横向行程mm500上刀架最大行程mm200冷却泵电机功率W120三、机床随机附件序号名称型号规格数量备注1三爪卡盘K11315C/C11(B系列) K11380C/D11(C系列)1套2顶尖套16C02090(B系列)16C02222(C系列)1件3顶尖5 S25-1/5 S25-22件根据规格选用4方头螺钉扳手17 S92-5 1件5螺丝刀9×12 S81-1 1件6油枪YQ1001件7摩擦片16C02025 14件8摩擦片16C02024 12件12中心架φ30~φ4201套中心距750至1500均不带13跟刀架φ30~φ1801套中心距750至1500均不带14地脚螺钉GB/T799-1988 M24×400根据规格确定15螺母GB/T41-2000 M24根据规格确定16垫圈GB/T97.1-1985 24根据规格确定四.技术资料清单使用说明书(机械)一份使用说明书(电气)一份电路图一份合格证一份卡盘出厂文件一份装箱单一份五.本协议作为合同附件签字后与合同同时生效。
CAK6150D设备改造技术协议草稿

数控车床机械改造技术协议机床型号:CAK6150D生产厂家:沈阳市第一机床厂甲方:乙方:一、主要部件的修理:1.检查、修磨尾座、托板接合面,直线度,表面粗糙度、接触精度达到出厂合格证要求。
F4带刮削表面的凹痕(刮刀刮出的凹痕)深度应大体一致,刮出的凹痕表面应光滑,不得留下显著的尖角、棱角和明显的扎刀现象,刮研面和机械加工面接触在75%以上,在25mm*25mm面积内的接触点数为12。
2.X、Z轴重新粘贴F4带,刮研到出厂精度要求,更换X、Z丝杠和轴承,丝杠采用沈阳一机原厂丝杠轴承采用哈尔滨轴承精度P4,要求X、Z轴丝杠进行螺距补偿(精度检查方式使用激光干涉仪),精度达到出厂精度要求。
3.电磁离合器更换,I轴上齿轮更换和与I轴啮合的齿轮更换,主轴轴承更换采用哈尔滨轴承精度P4。
4.主轴箱(主轴外)其余轴承更换采用哈尔滨轴承精度P5。
5.检查主轴箱没更换齿轮和各传动轴是否弯曲、磨损并根据实际情况甲乙双方协商进行更换,费用另计。
6.主轴箱的润滑油箱外移,主轴箱的密封性能改造,保证主轴箱切削液不渗入到主轴箱。
7.X、Z丝杠及导轨增加自动润滑单元,中间管路采用铜管,必须固定到设备上,活动部分采取软管连接。
自动润滑单元采用永嘉流变,油箱2.5升以上。
8.保证加工过程中冷却与刀具同步、钻头同步,冷却液可以调整流量大小和通断。
9.设备主轴箱与床身,保证主轴与床身导轨的平行度要求,精度达到出厂精度要求。
10.设备尾座与床身,保证主轴轴线与尾座套筒轴线同轴,中心高满足出厂合格证要求。
刀架装刀后与主轴中心高度一致,精度达到出厂精度要求。
11.机床外表按照原来的颜色重新油漆,先刮掉底漆和腻子,重新上腻子、油漆。
油位和注油标示要醒目。
12.液压站油箱拆开清空、清洗干净,阀板和液压元件拆开清洗,更换密封圈、过滤网。
13.旋转液压缸拆开清洗,更换密封圈,按照现有的CAK6150D车床型号备一台旋转液压日本億川 DI CHUN STRONG。
沈阳机床数控车床CAK4085ni技术协议

CAK4085ni技术协议
########(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂生产的CAK4085ni 数控车床#台,经双方友好协商达成如下协议:
一. 机床主要技术参数
二. 机床精度
本机床精度贯彻JB/T 《简式数控车床精度检测》。
四.技术资料清单
1.使用说明书(机械)一份
2.使用说明书(电气)一份
3.使用说明书(刀架)一份
4.合格证一份
5.装箱单一份
6.数控系统文件一套
7.机床控制参数表一份
8.电路图一份
五.不可抗拒的事故:
由于严重的灾害(如火灾、水灾、雪灾、地震等)及甲乙双方同意的其它不可抗拒的事故,致使一方不能履行本协议时,遇到上述事故的一方必须立即(以最快的速度)将影响本协议的情况,以传真或电报方式通知对方,并以航空特快专递形式提供事故的详细情况,以及影响本协议履行程度的证明文件,此证明文件应由受事故影响一方公证部门盖章,受上述事故影响而拖延的时间应在原定交货期的基础上顺延。
六.本协议作为合同附件签字后与合同同时生效。
七.其它未尽事宜,双方友好协商解决。
甲方:乙方:沈阳机床股份有限公司
沈一车床厂代表:代表:
日期:日期:。
机床技术协议范文最新版
机床技术协议范文最新版机床技术协议范文甲方(供应商):____________(公司名称)地址:____________邮编:____________法定代表人:____________联系人:____________电话:____________传真:____________电子邮箱:____________乙方(采购商):____________(公司名称)地址:____________邮编:____________法定代表人:____________联系人:____________电话:____________传真:____________电子邮箱:____________在双方自愿平等的基础上,为明确双方权利和义务,就机床技术进行协作,现达成如下协议:第一条权利和义务1.1 甲方的权利和义务(1)提供符合国家标准的机床产品和服务,确保其质量。
(2)向乙方提供技术、操作、维修等全面的培训和支持。
(3)按照协议的规定,保证按期完成各项工作。
(4)在履行协议过程中,要严格遵守中国相关法律法规。
1.2 乙方的权利和义务(1)对甲方的机床产品和服务进行评估,做出适当的选择。
(2)按照协议要求使用、操作、维护和保养机床。
(3)及时支付甲方所需的全部费用。
(4)在履行协议过程中,要严格遵守中国相关法律法规。
第二条价格及支付方式2.1 机床产品的价格以协议价格为准,双方应在协议上明确约定。
2.2 乙方应在协议规定的时间内全额支付机床产品及服务的相关费用,且不允许扣除任何费用。
第三条履行方式和期限3.1 甲方应按照协议的规定,向乙方提供技术、服务和产品,确保协议的履行。
3.2 双方应在协议的规定期限内完成各项工作。
第四条服务和质保4.1 甲方应向乙方提供全面的技术支持和培训,帮助乙方使用、操作、维护和保养机床。
4.2 对于因甲方质量问题引起的问题,甲方负责排除隐患和问题,乙方不得承担任何责任。
4.3 机床的使用寿命一般在多年,双方应确保质量,双方未尽的义务不追溯于解除本协议后数年之后的事宜。
机床技术合同

机床技术合同甲方(技术拥有方):________________乙方(技术受让方):________________鉴于:1. 甲方拥有自主研发的与机床加工工艺优化相关的专利技术、专有技术、软件著作权等(详见附件1,以下简称“标的技术”);2. 乙方为从事机床生产制造的企业,看好标的技术的市场前景,希望获得并实施该技术;3. 甲方同意按本合同约定将标的技术转让予乙方,供其自行实施和使用;4. 双方本着互惠互利、诚实信用、共同发展的原则,经充分协商,达成本技术转让合同,以资共同遵守。
第一条定义1.1 “标的技术”:指附件1所列的全部专利、专有技术、软件著作权等。
1.2 “技术资料”:指与标的技术相关的文件、图纸、流程、配方、数据、代码等资料。
1.3 “技术秘密”:指标的技术中尚未公开的关键信息,对甲方具有保密价值。
1.4 “改进技术”:指乙方基于标的技术进行后续研发形成的新技术成果。
第二条转让内容2.1 甲方同意将标的技术及相关技术资料、技术秘密一并转让给乙方。
2.2 技术转让方式:甲方应在合同生效后___日内向乙方移交全部技术资料,并派遣技术人员给予必要的现场指导、培训。
2.3 标的技术的权属状态:甲方保证拥有标的技术的完整知识产权,不存在任何权利瑕疵或纠纷。
第三条技术使用权限3.1 乙方可在以下范围内实施和使用标的技术:(1)在________区域内________;(2)技术使用期限为____年,自________起算;(3)乙方不得在约定区域和期限外使用标的技术,不得再许可或转让给任何第三方。
3.2 标的技术的后续改进:(1)乙方利用标的技术进行后续研发所形成的改进技术,其知识产权归乙方所有;(2)但乙方应及时通知甲方,并无偿、非独占地许可甲方使用该等改进技术。
第四条技术转让费用4.1 鉴于标的技术的先进性和市场价值,经双方协商,技术转让费用确定为:(1)首期:人民币_________元,于本合同生效后____日内支付;(2)提成:乙方实施标的技术产生的年销售额的___%,于每年____月____日前支付上一年度提成。
数控车床合同范本

数控车床合同范本甲方(买方):_____________________乙方(卖方):_____________________鉴于甲方有意购买乙方生产的数控车床及相关服务,乙方愿意出售,并提供相应的服务,双方本着平等、自愿、公平和诚实信用的原则,经协商一致,订立本合同,共同遵守。
第一条合同标的1.1 本合同所指的数控车床为乙方生产的型号为__________,规格为__________,数量为__________台。
1.2 乙方应保证所提供的数控车床符合国家相关质量标准,并提供相应的质量合格证明。
第二条价格及支付方式2.1 本合同总价为人民币(大写)__________元整(¥__________)。
2.2 甲方应于本合同签订之日起__________个工作日内支付定金,金额为合同总价的__________%。
2.3 余款在数控车床交付并经甲方验收合格后__________个工作日内支付。
第三条交付与验收3.1 乙方应于本合同签订之日起__________天内完成数控车床的生产,并在__________天内交付至甲方指定地点。
3.2 甲方应在收到数控车床后__________个工作日内进行验收,验收合格后应出具验收合格证明。
第四条质量保证及售后服务4.1 乙方对所售数控车床提供__________年的质量保证期,自验收合格之日起计算。
4.2 在质量保证期内,若数控车床出现非人为因素造成的质量问题,乙方负责免费维修或更换。
4.3 乙方应提供必要的技术支持和售后服务,确保甲方正常使用数控车床。
第五条违约责任5.1 如甲方未按约定时间支付货款,应向乙方支付逾期付款部分每日__________‰的违约金。
5.2 如乙方未按约定时间交付数控车床,应向甲方支付逾期交付部分每日__________‰的违约金。
5.3 任何一方违反本合同其他条款,应承担违约责任,并赔偿对方因此遭受的损失。
第六条合同变更与解除6.1 双方应本着诚信原则协商解决合同履行过程中出现的问题,任何一方不得擅自变更或解除合同。
机床技术合同5篇

机床技术合同5篇篇1甲方(出让方):__________乙方(受让方):__________鉴于甲方拥有先进的机床技术,并愿意向乙方转让该技术及提供相关服务,双方经友好协商,达成如下协议:一、合同背景及目的本合同旨在明确甲、乙双方在机床技术方面的合作事宜,确保双方权益,规范双方行为。
二、技术内容1. 甲方将向乙方转让的机床技术包括但不限于:数控机床操作、刀具选用与磨损维护、机械加工参数优化等方面的知识和技术。
2. 甲方提供的服务包括但不限于:为乙方提供技术支持、解答技术疑问、提供技术培训等。
三、技术转让与授权1. 甲方同意将其所拥有的机床技术授予乙方使用,并提供相应的技术资料。
2. 乙方在使用甲方技术时,必须遵守知识产权保护法律法规,不得侵犯甲方的知识产权。
3. 乙方在未经甲方书面同意的情况下,不得擅自将甲方技术转让给第三方。
四、双方责任与义务1. 甲方责任与义务:(1)提供真实、准确、完整的技术资料;(2)为乙方提供必要的技术支持;(3)协助乙方解决技术难题;(4)确保技术的合法性和安全性。
2. 乙方责任与义务:(1)按照合同约定支付技术转让费用;(2)妥善保管甲方的技术资料;(3)遵守知识产权保护法律法规;(4)及时向甲方反馈技术应用情况。
五、技术转让费用及支付方式1. 乙方应支付甲方的技术转让费用为人民币______元。
2. 支付方式:____________________(如:一次性支付、分期支付等)。
3. 乙方应在合同签订后______日内支付技术转让费用。
六、保密条款1. 双方应对涉及本合同的所有技术内容予以保密,未经对方书面同意,不得向第三方泄露。
2. 保密期限为自合同签订之日起______年。
3. 保密条款在合同终止或解除后仍然有效。
七、违约责任1. 若甲方未能按照合同约定提供技术资料或技术支持,乙方有权要求甲方承担违约责任。
2. 若乙方擅自将甲方技术转让给第三方,甲方有权要求乙方承担违约责任,并赔偿由此造成的损失。
机床采购技术协议内容
机床采购技术协议内容1. 引言本技术协议旨在确定机床采购方与供应方之间的技术要求和具体细节,确保机床的采购过程和最终交付能够符合采购方的需求,同时明确双方的责任和义务。
2. 机床概述2.1 机床类型本次采购的机床类型为(在此处填写机床类型,例如铣床、车床等)。
2.2 技术参数参数要求长度范围(填写要求的长度范围)宽度范围(填写要求的宽度范围)高度范围(填写要求的高度范围)加工精度(填写要求的加工精度)主轴转速(填写要求的主轴转速)最大负载(填写要求的最大负载)控制系统(填写要求的控制系统)3. 技术要求3.1 机床结构•机床结构必须稳定,能够承受指定的工作负荷,并保持精度稳定。
•所有运动部件必须经过充分的校准和调试,以确保准确度和精度。
3.2 精度要求•机床必须能够满足加工精度要求,达到(填写要求的加工精度)。
•机床在不同加工条件下的重复定位精度应不大于(填写要求的精度范围)。
3.3 控制系统要求•机床的控制系统必须稳定、可靠,并具备良好的人机界面。
•控制系统应支持多轴同时运动,并能实现各种复杂的加工操作。
•控制系统应能够进行自动换刀、测量和补偿等功能。
•控制系统应提供完善的故障诊断和报警机制。
3.4 安全要求•机床必须符合国家相关机械安全标准和规定。
•机床必须配备应急停机装置,并能够确保操作人员的安全。
4. 交付要求4.1 验收标准•供应方应提供机床的验收标准,并与采购方共同制定验收方案。
•机床交付后,采购方将根据验收标准进行验收。
4.2 交付时间•供应方应按照合同约定的交货期限交付机床。
•采购方保留对供应方迟交货的索赔和赔偿的权利。
4.3 交付文件•供应方应提供机床的详细技术资料、操作手册和维护手册等相关文件。
5. 质量保证5.1 保修期限•供应方应提供机床的保修期限,并确保在此期限内对机床进行免费维修。
5.2 维修服务•供应方应提供及时、高质量的维修服务,保障机床的正常运行。
5.3 零部件供应•供应方应提供机床所需的零部件,并确保供应的零部件质量符合要求。
技术服务车床合同范本

技术服务车床合同范本甲方(委托方):_____________________乙方(服务方):_____________________鉴于甲方需要对车床设备进行技术服务,乙方具备提供此类服务的资质和能力,双方本着平等自愿、诚实信用的原则,经协商一致,订立本合同,共同遵守。
第一条服务内容1.1 乙方应根据甲方的要求,提供以下技术服务:- 车床设备的安装、调试服务;- 车床设备的维护、保养服务;- 车床设备的故障排查及修复服务;- 车床设备的操作培训服务。
1.2 乙方应确保所提供的技术服务符合国家相关技术标准和甲方的具体要求。
第二条服务期限2.1 本合同的服务期限自____年____月____日起至____年____月____日止。
第三条服务费用及支付方式3.1 甲方向乙方支付的服务费用总额为人民币(大写):__________________(¥__________________)。
3.2 服务费用的支付方式为:- 合同签订后____天内,甲方支付服务费用的____%作为预付款; - 服务完成并经甲方验收合格后____天内,甲方支付剩余的服务费用。
第四条双方的权利和义务4.1 甲方的权利和义务:- 甲方有权要求乙方按照合同约定提供技术服务;- 甲方应按时支付服务费用;- 甲方应提供必要的协助和信息,以便乙方顺利开展服务工作。
4.2 乙方的权利和义务:- 乙方有权按照合同约定收取服务费用;- 乙方应按照约定的时间、内容和标准提供技术服务;- 乙方应对其提供的技术服务质量负责,并承担因服务不当造成的损失。
第五条质量保证与验收5.1 乙方应保证其提供的技术服务符合合同约定的标准。
5.2 服务完成后,甲方应在____天内进行验收。
验收合格后,甲方应出具验收合格证明。
第六条违约责任6.1 如甲方未按约定支付服务费用,应按未付款项的____%向乙方支付违约金。
6.2 如乙方未按约定提供服务或服务质量不符合要求,应承担相应的违约责任,并赔偿由此给甲方造成的损失。
数控车床CAK5061dj技术协议
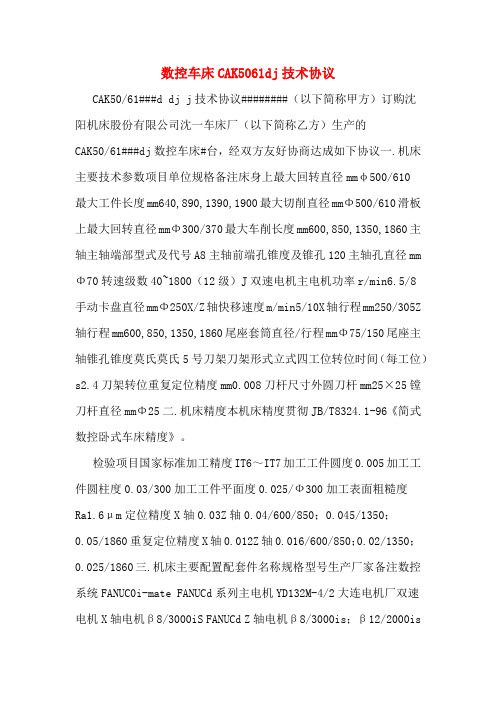
数控车床CAK5061dj技术协议CAK50/61###d dj j技术协议########(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂(以下简称乙方)生产的CAK50/61###dj数控车床#台,经双方友好协商达成如下协议一.机床主要技术参数项目单位规格备注床身上最大回转直径mmφ500/610最大工件长度mm640,890,1390,1900最大切削直径mmΦ500/610滑板上最大回转直径mmΦ300/370最大车削长度mm600,850,1350,1860主轴主轴端部型式及代号A8主轴前端孔锥度及锥孔120主轴孔直径mm Φ70转速级数40~1800(12级)J双速电机主电机功率r/min6.5/8手动卡盘直径mmΦ250X/Z轴快移速度m/min5/10X轴行程mm250/305Z 轴行程mm600,850,1350,1860尾座套筒直径/行程mmΦ75/150尾座主轴锥孔锥度莫氏莫氏5号刀架刀架形式立式四工位转位时间(每工位)s2.4刀架转位重复定位精度mm0.008刀杆尺寸外圆刀杆mm25×25镗刀杆直径mmΦ25二.机床精度本机床精度贯彻JB/T8324.1-96《简式数控卧式车床精度》。
检验项目国家标准加工精度IT6~IT7加工工件圆度0.005加工工件圆柱度0.03/300加工工件平面度0.025/Ф300加工表面粗糙度Ra1.6μm定位精度X轴0.03Z轴0.04/600/850;0.045/1350;0.05/1860重复定位精度X轴0.012Z轴0.016/600/850;0.02/1350;0.025/1860三.机床主要配置配套件名称规格型号生产厂家备注数控系统FANUC0i-mate FANUCd系列主电机YD132M-4/2大连电机厂双速电机X轴电机β8/3000iS FANUCd Z轴电机β8/3000is;β12/2000isFANUCd(640;890);(1390;1900)主轴轴承NN3022哈尔滨轴承厂前轴承D46119:95×145×24后轴承X轴丝杠FFZD2505-3-P3/508×362国产CAK50X轴丝杠FFZD2505-3-P3/576×420CAK61Z轴丝杠FFZD40×6-3-D3/1736×1050国产640mm FFZD40×6-3-D3/1986×1300890mm FFZD40×6-3-D3/2214×17001390mm FFZD40×6-3-D3/2556×23001900mm手动卡盘K11250/A28呼和浩特台尾手动(带套筒锁紧)本厂装配液压(带套筒锁紧)本厂装配冷却泵YWP-18G国产主轴皮带B-2210(3根)国产刀架SLD150A-04本厂装配4工位(立式)四.技术资料清单四.技术资料清单1.机床使用说明书(机械、电气)各一本2.合格证一份3.装箱单一份4.电气系统随机文件一套5.刀架使用说明书一本6.卡盘、油缸使用说明书各一本7.润滑油箱使用说明书一本8.电路图一本五、机床验收在乙方自行按JB/T8324.1-96《简式数控卧式车床精度》标准检验。
数控立式车床(技术协议)模板

CH5120×16/12单柱立式车削加工中心技术协议合同号:202X年X月1、协议双方1.1 买方:XXXXXXXXXXXXXXXXXXXXX公司1.2 卖方:XXXXXXXXXXXXXXXXXXXXXXXXXXXX公司1.3 双方就买卖1台CH5120×16/12单柱立式车削加工中心达成本协议。
2、机床用途本产品主要适用于高速钢、硬质合金刀具及陶瓷刀具,对黑色金属、有色金属和部分非金属零件的平面、内外圆柱面、内外圆锥面、螺纹、圆弧面及复杂曲面的粗精加工。
3、主要技术参数4、机床结构特点机床主要由工作台、工作台底座、立柱、横梁、垂直刀架、半封闭防护罩、冷却排屑装置、数控系统、液压系统等部分组成。
4.1 工作台主传动由直流电机驱动,采用立轴式传动,经调速系统及机械两级变速,变速由电磁滑阀控制变速油缸,变速拨叉推动变速齿轮实现,从而使工作台获得相应转速。
工作台及底座为整体热对称结构,采用高强度低应力铸铁件。
工作台采用经过预载的高精度滚动轴承做导轨,径向轴承采用高精度双列圆柱滚子轴承做定心轴承。
因此,工作台具有高的旋转精度和较大的承载能力。
主轴心部装有旋转编码器,以实现车削螺纹及恒线速切削。
4.2 立柱和横梁立柱为整体热对称结构,材料采用高强度低应力铸铁件。
立柱座落于工作台底座上,采用刚性连接,提高机床的刚度及精度。
横梁在立柱导轨上作垂直升降运动,横梁升降采用普通双丝杆升降,通过立柱顶端的双轴电机同时驱动两侧的减速箱来实现丝杆同步转动。
横梁后面装有夹紧机构,将横梁牢固的固定在立柱上。
横梁上置有分级定位的插销机构,保证横梁升降的水平精度。
横梁导轨面上装有防护罩,对导轨和滚珠丝杠等进给机构进行防护。
4.3 垂直刀架该机床配置一个垂直刀架,刀架由横梁滑座、刀架滑座、滑枕、垂直进给机构等部分组成,刀架水平移动(X轴)、滑枕上下移动(Z轴),均由交流伺服电机驱动,经减速器、滚珠丝杠副传动,实现水平、垂直运动。
机床技术协议(三合一)

(以下简称甲方)订购(以下简称乙方)生产的一台,经双方友好协商达成如下技术协议:一、设计制造所采用的技术标准执行国家标准 GB/T4020-1997GB/T16769—1997GB/T9061-2006 《金属切削机床通用技术条件》。
GB/5226.1-2002 《工业机械电气设备第一部分:通用技术条件》JB/T6335.2-2006《摇臂钻床第二部分:技术条件》JB/T10051-1999 《金属切削机床液压系统通用技术条件》GB/T4017-1997 《摇臂钻床精度检验》二、机床主要技术参数及随机附件四、技术资料清单Z3080×25摇臂钻床技术资料清单1.使用说明书(机械)一份2.机械液压图册一份3.使用说明书(电气)一份4.电路图一份5.合格证一份6.精度检验单一份7.钻夹头出厂文件一份8.箱形工作台出厂文件一份9.装箱单一份CW6163*3000技术资料清单10.使用说明书(机械)一份11.机械液压图册一份12.使用说明书(电气)一份13.电路图一份14.合格证一份15.精度检验单一份16.卡盘出厂文件一份17.装箱单一份XW5032立式升降台铣床18.使用说明书(机械)一份19.机械液压图册一份20.使用说明书(电气)一份21.电路图一份22.合格证一份23.精度检验单一份24.万能分度头出厂文件一份25.工作台出厂文件一份26.装箱单一份五、质量要求1、监造及验收✧设备出厂前,如甲方有监造人员驻厂,须经监造人员验收并签字后,方可发运。
✧甲方对乙方在监督、检验过程中所发现不符合项,乙方必须认真纠正。
✧由于设备发货时,可能是发到与我公司合作的第三方,因此不能做为验收合格标准,以我公司负载调试、及总装调试合格后,为产品合格入库标准。
2、设备入库前必须由质检部检验,驻厂验收的配件,需随产品有驻厂验收合格单。
未经验收或不合格产品,不能入库。
如果配件为新设计产品或技术较复杂时,可以由质检部和技术部共同验收。
CAA车床系列使用说明书

CA、CA-A系列卧式车床使用说明书(机械部分)CA、CA-A系列卧式车床使用说明书签署单(中文)编制:检查:标审:审核:批准:电子文档:使用须知在使用本机床前,用户应仔细阅读本《使用说明书》。
并完全理解手册的全部内容,按要求安装、使用和维护机床,彻底地弄懂各种安全标牌的内容及安全警示后再上机工作。
避免发生设备损坏或人员伤亡事故。
用户在加工过程中若使用花盘,切记主轴转速一定要小于花盘允许的最高转速,并注意安全防护,确保人身安全。
尽管本说明书的内容是经过仔细核对的,但如果出现什么疑点,不正确的解释,或是有遗漏,请与我厂取得联系。
为了说明本机床的具体内容,说明书里有些图解没有表示出防护设施及罩等。
因此要在机床操作之前将罩门关好,如果忽略了这点,便会产生一系列危险。
用户应妥善保管好本使用说明书,如有不解之处请与我厂营销部用户服务室联系。
环保须知机床最终报废时,必须遵循下列规定:●对于不能回收或再利用的废电池、电气元件、橡胶件等有毒、有害或不能降解的废弃物,必须送到当地指定回收部门或指定排放地点。
●对于不能回收或再利用的润滑油、冷却液等污染环境的废液,必须送到当地指定排污地点排放。
目次1安全警示 (1)1.1对上机操作、维修人员的要求 (1)1.2基本操作 (1)1.3接通电源之前的要求 (1)1.4接通电源以后的要求 (2)1.5常规检查 (2)1.6开机前的准备工作 (2)1.7操作 (3)1.8完成加工之后 (3)1.9安全设备 (4)1.10维修操作 (4)1.11禁止 (4)2概述 (5)2.1适用范围 (5)2.2型号组成的含义 (5)2.3机床的功用和加工范围 (5)2.3.1 机床的功用 (5)2.3.2 加工范围 (5)2.4机床的精度 (6)2.5机床的噪声 (6)2.6机床的使用环境 (6)2.7机床对环境的影响 (6)3机床的运输、吊运与安装 (7)3.1机床的运输 (7)3.2机床的吊运 (7)3.3机床的安装 (8)3.3.1 安装前的准备工作 (8)3.3.2 动力接口 (8)3.3.3 总电源 (8)3.3.4 安装 (9)3.4外观图 (12)4机床的技术参数 (13)4.1技术参数说明 (13)4.2机床的技术参数 (13)5机床传动系统 (16)5.1主传动系统 (16)5.2进给系统 (18)6机床的操纵系统 (26)6.1机床操纵系统 (26)6.2机床手轮、手柄操作方向的定义 (28)6.3机床操纵步骤 (28)6.3.1 准备步骤 (28)6.3.2 手动进给 (29)6.3.3 自动进给 (29)6.3.4 螺纹切削 (30)6.3.5 主轴停车操作 (30)6.3.6 停机操作 (31)6.4机床断电、紧急停车后的重新启动 (31)6.4.1 机床断电后的再启动 (31)6.4.2 紧急停车后的再启动 (31)6.5紧急状态下的救护 (31)6.6铁屑的清理 (31)7机床的维护调整 (32)7.1主轴的调整 (32)7.2磨擦离合器的调整(脚踏刹车机床无此结构) (32)7.3主轴制动机构的调整(脚踏刹车机床无此结构) (33)7.4方刀架的转位与调整 (33)7.5刀具的安装与调整 (33)7.6刀架调整 (34)7.7链轮的调整 (35)7.8主传动三角带松紧的调整 (35)7.9卡盘、花盘及拨盘更换 (35)7.9.1 卡盘的有关参数 (35)7.9.2 卡盘、花盘及拨盘的装卸 (35)7.10过载安全离合器的调整 (36)8机床安全保护措施 (37)8.1设置必要的安全警告标牌 (37)8.2过载安全离合器 (39)8.3单向超越离合器 (39)8.4限位碰停装置 (39)8.5光杠、丝杠的互锁保护 (40)8.6快速时手轮、手柄的保护 (40)8.7脚踏制动机构(手动刹车机床无此结构) (41)8.8遗留风险的提示 (43)8.8.1 加工材料产生的危险 (43)8.8.2 物体抛出危险 (43)8.8.3 安全部件更换带来的危险 (43)9机床的保养与润滑 (44)9.1机床的保养 (44)9.2机床的润滑 (44)9.2.1润滑点的分布及润滑剂牌号、润滑周期 (45)9.2.2 润滑油的选用 (45)9.2.3 润滑方式和方法 (46)9.2.4 润滑标牌 (47)10切削液的使用及清理 (48)10.1切削液注入前的准备 (48)10.2切削液的注入 (48)10.3切削液的使用 (48)10.3.1 切削液的应用 (48)10.3.2 切削液使用方法 (48)10.4切削液的添加、更换、更换周期与更换方法 (49)10.4.1 切削液的添加 (49)10.4.2 切削液的更换 (49)10.4.3 切削液更换周期 (49)10.4.4 切削液的更换方法 (50)10.5冷却系统的清洗方法及注意事项 (50)11机床的检查、维修 (51)11.1常规检查 (51)11.2定期检查 (51)11.3机床的大修 (52)12常见故障及排除 (53)13滚动轴承明细表及分布图 (54)14易损零件目录及图纸 (57)1安全警示本机床配有一些安全装置,以防止操作人员和设备受伤害和损坏。
数控车床合同范本

数控车床合同范本合同编号:_______甲方(卖方):_______乙方(买方):_______根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方出售、乙方购买数控车床事宜,达成如下协议:第一条数控车床的基本情况1.1 数控车床的名称、型号、规格、数量、价格等详见本合同附件一《数控车床清单》。
1.2 数控车床的质量标准:按照国家相关行业标准执行。
1.3 数控车床的产地:_______。
第二条数控车床的交付2.1 交付地点:_______。
2.2 交付方式:_______。
2.3 交付时间:_______。
第三条数控车床的验收3.1 乙方应在收到数控车床后_______日内进行验收。
3.2 验收标准:按照国家相关行业标准执行。
3.3 乙方在验收过程中如发现数控车床存在质量问题,应在验收期内以书面形式通知甲方,并有权要求甲方进行更换或修理。
第四条数控车床的售后服务4.1 甲方应提供数控车床的售后服务,服务内容详见本合同附件二《售后服务承诺》。
4.2 甲方应在乙方提出售后服务要求后_______小时内响应。
4.3 甲方提供的售后服务应符合国家相关行业标准。
第五条付款方式及期限(1)合同签订后_______日内,支付合同总金额的_______%作为预付款;(2)数控车床验收合格后_______日内,支付合同总金额的_______%作为进度款;(3)剩余货款_______%作为质保金,质保期满后_______日内支付。
5.2 甲方应向乙方提供正规发票。
第六条违约责任6.1 甲方违约责任:(1)甲方未能按照约定时间交付数控车床的,每逾期一日,应向乙方支付合同总金额_______%的违约金;逾期超过_______日的,乙方有权解除合同,并要求甲方支付合同总金额_______%的违约金。
(2)甲方提供的数控车床质量不符合约定的,应负责更换或修理,并支付合同总金额_______%的违约金。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAK4085ni技术协议
########(以下简称甲方)订购沈阳机床股份有限公司沈一车床厂生产的CAK4085ni 数控车床#台,经双方友好协商达成如下协议:
一. 机床主要技术参数
二. 机床精度
本机床精度贯彻JB/T 8324.1-96《简式数控车床精度检测》。
四.技术资料清单
1.使用说明书(机械)一份
2.使用说明书(电气)一份
3.使用说明书(刀架)一份
4.合格证一份
5.装箱单一份
6.数控系统文件一套
7.机床控制参数表一份
8.电路图一份
五.不可抗拒的事故:
由于严重的灾害(如火灾、水灾、雪灾、地震等)及甲乙双方同意的其它不可抗拒的事故,致使一方不能履行本协议时,遇到上述事故的一方必须立即(以最快的速度)将影响本协议的情况,以传真或电报方式通知对方,并以航空特快专递形式提供事故的详细情况,以及影响本协议履行程度的证明文件,此证明文件应由受事故影响一方公证部门盖章,受上述事故影响而拖延的时间应在原定交货期的基础上顺延。
六.本协议作为合同附件签字后与合同同时生效。
七.其它未尽事宜,双方友好协商解决。
甲方:乙方:沈阳机床股份有限公司
沈一车床厂代表:代表:
日期:日期:。