锂电行业工序中英名称对照
锂电回收工艺流程英文
锂电回收工艺流程英文Lithium-ion battery recycling process.Lithium-ion batteries are widely used in various applications such as electric vehicles, consumer electronics, and energy storage systems due to their high energy density and long cycle life. However, with the increasing demand for lithium-ion batteries, the issue of waste battery disposal and recycling has become a global concern. The recycling of lithium-ion batteries not only helps to reduce environmental pollution but also recovers valuable resources such as cobalt, lithium, and nickel.The lithium-ion battery recycling process typically involves several key steps, including battery collection, sorting and preprocessing, shredding and size reduction, leaching and separation, and final recovery of valuable metals.1. Battery collection:The first step in the recycling process is the collection of waste lithium-ion batteries. This involves the collection of batteries from various sources such as electric vehicle dealerships, consumer electronics recycling centers, and other waste collection points. The collected batteries are then transported to the recycling facility for further processing.2. Sorting and preprocessing:At the recycling facility, the collected batteries undergo sorting and preprocessing to remove any impurities and prepare them for further recycling. This step involves sorting the batteries based on their chemistry, size, and condition. Batteries with damaged cells or leaks are separated and disposed of safely. The remaining batteries are then disassembled to separate the battery cells and remove any plastic, metal, and other non-recyclable components.3. Shredding and size reduction:After preprocessing, the battery cells are shreddedinto smaller pieces using shredding machines. This step helps to break down the battery structure and expose the internal components such as the cathode, anode, and separator. The shredded material is then further processedto reduce its size, making it easier for subsequent steps.4. Leaching and separation:In the leaching step, the shredded battery material is mixed with a suitable solvent to extract the valuable metals. The solvent used depends on the chemistry of the battery and the type of metals being recovered. For example, acids such as sulfuric acid or nitric acid may be used to extract cobalt, lithium, and nickel from the cathode material. The leaching process helps to dissolve the metals from the solid matrix and convert them into a soluble form.After leaching, the solution is separated from thesolid waste using filtration or centrifugation. The solid waste can be further processed for the recovery of othervaluable components or disposed of safely. The separated solution contains the dissolved metals, which are then ready for the next step of metal recovery.5. Recovery of valuable metals:The final step in the lithium-ion battery recycling process is the recovery of valuable metals from the leached solution. This step involves the separation andpurification of the metals to produce a high-quality product that can be reused in the manufacturing of new batteries.Several methods can be used for metal recovery, including precipitation, solvent extraction, ion exchange, and electrowinning. The choice of method depends on the specific metals being recovered, the concentration of metals in the solution, and the desired purity of the final product. For example, precipitation methods can be used to recover cobalt and nickel by adding suitable precipitating agents to the solution. The precipitated metals are then filtered, washed, and dried to obtain a high-purity metalproduct.In addition to cobalt and nickel, lithium can also be recovered from the leached solution. Lithium recovery typically involves the use of ion exchange or solvent extraction techniques to separate lithium from other metals. The recovered lithium can then be used in the production of new batteries or other lithium-based products.Overall, the lithium-ion battery recycling process involves multiple steps that aim to efficiently recover valuable metals from waste batteries. This process not only helps to reduce the environmental impact of lithium-ion battery waste but also contributes to the sustainable useof resources by recovering and reusing valuable metals.It is worth noting that the recycling process may vary depending on the specific type of lithium-ion battery and the recycling facility's equipment and technology. However, the general steps described above provide a fundamental understanding of the lithium-ion battery recycling process and its key components.In conclusion, the recycling of lithium-ion batteries is crucial for sustainable energy storage systems. By recovering valuable metals such as cobalt, lithium, and nickel, the recycling process helps to conserve resources, reduce environmental pollution, and promote circular economy practices. As the demand for lithium-ion batteries continues to grow, it is essential to develop efficient and sustainable recycling methods to ensure the environmental and economic viability of the battery industry.。
锂电工艺流程英语
锂电工艺流程英语Lithium-ion batteries, commonly referred to as Li-ion batteries, have revolutionized the energy storage industry, powering our portable electronics, electric vehicles, and even grid-scale energy storage systems. The manufacturing process of these batteries involves several complex steps, each requiring precision and expertise. In this comprehensive guide, we'll explore the English terminology and steps involved in the Lithium-ion battery manufacturing process.**1. Material Preparation**The first step in the Lithium-ion battery manufacturing process is the preparation of raw materials. This involves selecting high-quality cathode and anode active materials, as well as suitable electrolytes and separators. The cathode and anode materials are typically composed of lithium compounds and carbon-based materials, respectively. **2. Electrode Fabrication**Once the raw materials are prepared, the next step is to fabricate the electrodes. This involves mixing theactive materials with binders and conductive additives, and then coating them onto a metal current collector. The most common metal current collectors are aluminum for the cathode and copper for the anode.**3. Electrode Drying and Cutting**After coating, the electrodes undergo a drying process to remove any moisture. Once dry, they are cut into the desired shape and size, ready for the next step in the manufacturing process.**4. Cell Assembly**Cell assembly is a crucial step, where the electrodes, electrolyte, and separator are combined to form the battery cell. The separator, typically made of porous polypropylene or polyethylene, is placed between the cathode and anode to prevent direct contact and thus, short-circuiting. The electrolyte, which is a liquid or solid material, is then added to facilitate the movement of ions between the electrodes.**5. Welding and Sealing**After assembly, the cell is sealed and welded to ensure its structural integrity and prevent leakage of the electrolyte. This step is crucial for ensuring the safety and performance of the battery.**6. Formation and Testing**The formed battery cell is then subjected to a formation process, which involves charging and discharging the cell to activate it. Following formation, the cell is tested to ensure its performance meets specifications. This testing may include capacity testing, internal resistance testing, and cycling tests.**7. Packaging and Final Testing**Once the individual cells are tested and approved, they are packaged into the final battery pack. This packaging may include additional safety features such as thermal cut-off devices and fuses. The final battery pack is then tested again to ensure it meets the required performance and safety standards.**8. Quality Control and Shipping**Quality control is an ongoing process throughout the manufacturing process. However, a final inspection is conducted before the batteries are shipped to customers. This inspection ensures that each battery meets therequired specifications and is safe for use.In conclusion, the Lithium-ion battery manufacturing process is a complex and meticulous procedure, requiring precision and expertise. Understanding the terminology and steps involved in this process is crucial for ensuring the safety, performance, and reliability of the final product. As the demand for Lithium-ion batteries continues to grow, so does the importance of understanding and improving their manufacturing processes.**锂电池生产工艺流程详解**锂电池,特别是锂离子电池(Li-ion),已彻底改变了储能行业,为便携式电子设备、电动汽车甚至电网级储能系统提供了动力。
191118 锂离子电池专业术语英语对照大全

圆柱电池
Cylindrical battery
锂离子电池 Lithium-ion battery
方型电池 Prismatic battery
聚合物电池 Polymer battery
钮扣电池 Coin cell
1 分类Classification
根据用途不同,锂离子电池可分为消费类电池、动力型电池和储能型电池。 Lithium-ion battery can also be classified as consumer battery, power battery and energy storage battery according to its application.
锂离子电池 Lithium-ion battery
消费类电池 Battery for consumer electronics
动力型电池 Power battery
储能型电池 Battery for energy storage
移动电话 Cellular phones
电动汽车 EV, HEV, PHEV, etc.
Examples lithium cobalt dioxide (LCO), lithium iron phosphate (LFP), lithium manganate (LMO) , NCM, NCA, etc. super P (SP), carbon nanotubes (CNTs) polyvinylidene fluoride (PVDF) N-methyl-2-pyrrolidone (NMP)
1 分类Classification
根据外形不同,锂离子电池可分为圆柱电池、方型电池、聚合物电池和钮扣电池等。 Lithium-ion battery is mainly classified as cylindrical battery, prismatic battery, polymer battery and coin cell according to its appearance.
锂电池工艺技术及流程介绍

活性物质
导电剂
粘接剂
搅拌罐
溶剂
Mixing示意图
浆料控制点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量 工序控制点: 1.搅拌速度 2.搅拌温度 3.搅拌时间 4.搅拌次序
湿度≤20% 温度23±5℃ 洁净度百级
湿度≤20% 温度23±5℃ 洁净度百级
湿度-40℃露点 温度23±5℃
湿度-28℃露点 温度23±5℃
湿度-28℃露点 温度45±3℃
湿度-40℃露点 温度23±5℃
湿度-28℃露点 温度23±5℃
湿度-28℃露点 温度45±3℃
湿度-40℃露点 温度23±5℃
环境要求:电芯注液前要进行除水,关注过程要求低湿度
原理:水作为电解液中一种痕量组分,对锂离子电池SEI膜的形成和电池性能有非 常大的影响,满充状态的负极与锂金属性质相近,可以直接与水发生反应。因此, 在锂离子电池的制作过程中必须严格控制环境的湿度和正负极材料、电解液的含水 量。
工艺介绍
预化
工序功能:通过充放电方式将其内部正负极物质激活,同时在负极表面形成 良好的SEI膜。
输出控制点: 1.涂布尺寸 2.涂布重量或密度 3.膜片粘接 4.外观 5.干燥度
输入控制点: 1. 速度 2. 温度 3. 间隙(刀表) 4. 张力
Welding(焊接)
叠片工艺的主要工艺流程 --- Welding
工序功能:将多个Al、Ni 极耳一起焊接成为裸电芯
原理:超声波焊接利用超声频率(超过 16KH Z)的机械振动能量在静压力的共 同作用下,将弹性振动能量转变为工件间的摩擦功、形变能及随后有限的温升, 从而达到连接异种金属的目的。
锂电池英文
3、台湾公司 英文
asus
对应中文
华硕
英文
acer
对应中文
明基
英文
benq
4、其它国家和地区公司 英文 对应中文
samsung PENTAX 电池粒品牌: 三星 宾得
英文
LG LEXMARK
对应中文
LG 利盟
英文
PHILIPS
YUASA TMK KMB 乔迪 Limax GREPOW Great Power Samsung Better Power 国联 LISHEN 美拜 OCEANSON 耐力 BAK 闽泰 UTI petc
对应中文
起始容量 容量衰减 放电平台 充电曲线 放电曲线 恒流放电 恒压充电 恒流充电
英文
pole bolt cut-off discharge rated voltage rated capacity
对应中文
极柱螺栓 终止放电/截止放电 额定电压 额定容量 暂停 跳转到.. 开始测试 清除信息(通道) 通道重置 工部 模式 值 符号 保护条件 电荷
完成 对应中文
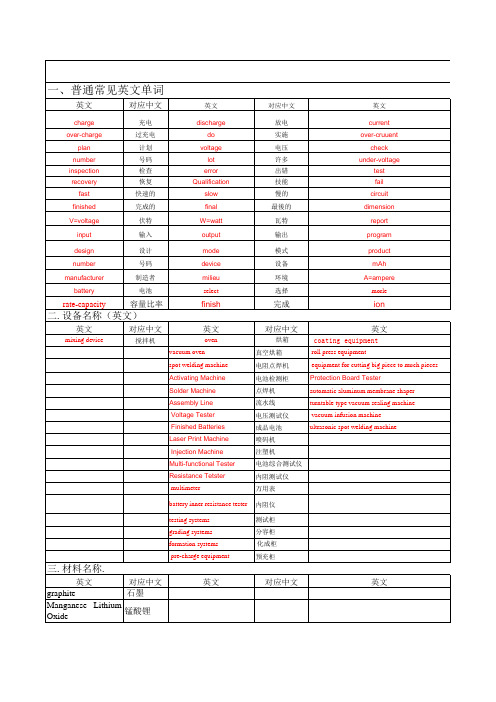
烘箱 真空烘箱 电阻点焊机 电池检测柜 点焊机 流水线 电压测试仪 成品电池 喷码机 注塑机 电池综合测试仪 内阻测试仪 万用表 内阻仪 测试柜 分容柜 化成柜 预充柜 roll press equipment
ion 英文
coating equipment
equipment for cutting big piece to much pieces Protection Board Tester automatic aluminum membrane shaper turntable type vacuum sealing machine vacuum infusion machine ultrasonic spot welding machine
电极材料的理论容量! 常用锂电术语中英对照
电极材料的理论容量! 常用锂电术语中英对照(1)电极材料的理论容量电极材料理论容量,即假定材料中锂离子全部参与电化学反应所能够提供的容量,其值通过下式计算:其中,法拉第常数(F)代表每摩尔电子所携带的电荷,单位C/mol,它是阿伏伽德罗数NA=6.02214 ×1023mol-1与元电荷e=1.602176 ×10-19 C的积,其值为96485.3383±0.0083 C/mol故而,主流的材料理论容量计算公式如下:LiFePO4摩尔质量157.756 g/mol,其理论容量为:同理可得:三元材料NCM(1:1:1)(LiNi1/3Co1/3Mn1/3O2 ) 摩尔质量为96.461g/mol,其理论容量为278 mAh/g,LiCoO2摩尔质量97.8698 g/mol,如果锂离子全部脱出,其理论克容量274 mAh/g.石墨负极中,锂嵌入量最大时,形成锂碳层间化合物,化学式LiC6,即6个碳原子结合一个Li。
6个C摩尔质量为72.066 g/mol,石墨的最大理论容量为:对于硅负极,由5Si+22Li++22e- ↔Li22Si5 可知,5个硅的摩尔质量为140.430 g/mol,5个硅原子结合22个Li,则硅负极的理论容量为:这些计算值是理论的克容量,为保证材料结构可逆,实际锂离子脱嵌系数小于1,实际的材料的克容量为:材料实际克容量=锂离子脱嵌系数×理论容量(2)电池设计容量电池设计容量=涂层面密度×活物质比例×活物质克容量×极片涂层面积其中,面密度是一个关键的设计参数,主要在涂布和辊压工序控制。
压实密度不变时,涂层面密度增加意味着极片厚度增加,电子传输距离增大,电子电阻增加,但是增加程度有。
锂电工艺英文介绍

锂电工艺英文介绍Lithium-ion battery technology is a type of rechargeable battery that utilizes lithium ions as the primary carrierof electric charge. This technology has gained significant attention and popularity due to its high energy density, long cycle life, and relatively low self-discharge rate. Lithium-ion batteries are commonly used in portable electronic devices such as smartphones, laptops, and tablets, as well as in electric vehicles and grid energy storage systems.The manufacturing process of lithium-ion batteries involves several key steps. The first step is to preparethe electrode materials, which typically consist of a cathode, anode, and separator. The cathode material is usually a lithium metal oxide, such as lithium cobalt oxide, lithium iron phosphate, or lithium manganese oxide. The anode material is typically made of graphite or othercarbon-based materials. The separator is a porous membrane that prevents the electrodes from coming into directcontact with each other.Once the electrode materials are prepared, they are assembled into a cell along with an electrolyte solution. The electrolyte is a lithium salt dissolved in a solvent, which allows lithium ions to move between the electrodes during charging and discharging. The cell is then sealed to prevent leakage of the electrolyte and to maintain a stable environment for the electrochemical reactions to occur.After the cells are assembled, they undergo a series of quality control tests to ensure their performance and safety. These tests include measuring the capacity, voltage, and internal resistance of the cells, as well as subjecting them to various environmental and abuse conditions toassess their durability and reliability.In addition to the cell manufacturing process, lithium-ion battery technology also involves the development of battery management systems (BMS) and charginginfrastructure. BMS are essential for monitoring the stateof charge, state of health, and state of safety of the battery, as well as for balancing the individual cellswithin a battery pack to ensure uniform performance. Charging infrastructure includes the design andimplementation of charging stations and protocols for fast and efficient recharging of lithium-ion batteries.Overall, the development and advancement of lithium-ion battery technology have revolutionized the way we use and store energy. With ongoing research and innovation, this technology continues to improve in terms of energy density, cost, and safety, paving the way for a more sustainable and electrified future.锂电池技术是一种利用锂离子作为主要电荷载体的可充电电池。
锂电工序英文名称
Cathode slurryThis is the cathode slurry mixing room. First ,we mix the powder with NMP in the mixing tank .And the NMP is added to the mixing tank in three times. Add more NMP to the mixing tank to adjust the slurry viscosity. Finally, transfer the slurry to the coating line after slurry sifting.Anode slurryThis is the anode powder process. First, we mix CMC with water in that anode binder mixing room, and after weighing, the raw material is transferred into the mixing tank. Then, we add the anode binder solution to the mixing tank in 3 times. After that, we add the SBR for the final mixing. and then, we add more water to adjust the slurry viscosity. Next we sift the slurry in that sifting room. Finally, we transfer the finished slurry to the coating line.Vocabulary:viscosity 粘性sifting 筛CoatingNow, we are in coating line. We use back reverse coating. This is the slurry-mixing tank. The anode (Cathode)slurry is introduced to the coating header by pneumaticity from the mixing tank. The slurry is coated uniformly on the copper foil, then the solvent is evaporated in this oven. There are four temperature zones, they are independently controlled. Zone one sets at 55 degree C, zone two sets at 65 degree C, zone three sets at 80 degree C, zone four sets at 60 degree C. The speed of coating is 4 meters per minute.You see the slurry is dried. The electrode is wound to be a big roll and put into the oven. The time is more than 2 hours and temperature is set at 60 degree C.Throughout the coating, we use micrometer to measure the electrode thickness per about 15 minutes. We do this in order to keep the best consistency of the electrode. Vocabulary:coating line 涂布车间back reverse coating 辊涂coating header 涂布机头Al/copper foil 铝/铜箔degree C 摄氏度temperature zones 温区wind to be a(big)roll 收卷evenly/uniformly 均匀oven 烘箱evaporate 蒸发electrode 极片ElectrodeAfter coating we compress the electrode with this cylindering machine at about 7meters per minute. Before compress we clean the electrode with vacuum and brush to eliminate any particles. Then the compressed electrode is wound to a big roll. We use micrometer to measure the compressed electrode thickness every 10 minutes. After compressing we cut the web into large pieces. We tape the cathode edge to prevent any possible internal short. The large electrode with edge taped is slit into smaller pieces. This is ultrasonic process that aluminum tabs are welded onto cathodes using ultrasonic weld machine. We tape the weld section to prevent any possible internal short. And finally, we clean the finished electrodes with vacuum and brush.Vocabulary:cylindering 柱形辊压vacuum 真空particle 颗粒wound 旋紧卷绕micrometer 千分尺internal short 内部短路slit 分切ultrasonic 超声波weld 焊接Anode makingIn anode making process, we cut the nickel roll into certain length strips. At the mean time, we put a small piece of insulation tape to the tab in order to prevent any possible internal short. Then the prepared nickel tab isriveted on anode and pat plain. We also tape the rivet section to prevent any possible internal short. And finally, we clean the finished electrodes with vacuum and brush.Jelly rollThis is Jelly roll, a manual winding process. In the course of Jelly roll, firstly, we place the separator in between central pins, press the foot switch to turn central pins about 120 degrees. Secondly, place the anode to the edge of central pins, and turn central pins about 180 degrees. Lastly, place the cathode to the edge of central pins. During the winding process, we apply tension by pressing the electrodes and the separator. We put the termination tape at the end.After Jelly roll, we check the short circuit, then form the Jelly roll by pressing, so that it is easier to insert the Jelly roll into the can.Control points:1. When winding to the end of the anode, covering the anode completely by the separator.2. In the whole process, it is the most important points to ensure the best alignment among the cathode, the anode and the separator for the Jelly roll. The separator has to cover the anode and the cathode, and the anode has to cover the cathode completely. These points are mainly checked before short checking.Vocabulary:Jelly roll 卷绕Manual 手工的Separator 隔膜纸central pin 卷针foot switch 脚踏开关anode 负极片cathode 正极片termination tape 尾端胶纸short circuit 短路alignment 整齐Taping&insertingPut the tape on the two side of J/R, To prevent J/R being hurt in the insertion process.Put a piece of tape between cathode tab andJ/R .Because anode electrode is wider than cathode electrode.Put the bottom tape.Insert the finished J/R into the can manually and then short circuit check by multi-meter.Spot welding Ni tab to cap.Ultrasonic welding the Al tab to cap using ultrasonic weld.We have the second spot welding to ensure the best contact between the tab and cap.Apply top insulator, to prevent Ni tab contacting with can.Final J/R insertion by the centrifuge.Cap positioning by hand. Then check the cap in the suitable position, or the defects is put into red bin ,Finally , short circuit check again to ensure that there be no internal short J/R flowing to next line.Vocabulary:J/R 极芯tape 胶纸electrode 极片multi-meter 万用表Spot welding 点焊Ni tab 极耳Ultrasonic weld 超焊Insulator 隔圈centrifuge machine 甩壳机defect 次品red bin 红盒Laser weldingThis is the Laser welding room! The first process is welding for the aluminum cap, specially connect the rivet with the weld plate to prevent the cell impedance excursion.The second process is the Laser seam welding. In the process, it must ensure the intensity and airproof characters of the weld.After the cell is welded, we would perform the leak checking, the short circuit checking and the weighing checking.Vocabulary:Laser welding room 激光焊接车间Cap 盖板Rivet 铆钉Plate 镍片impedance excursion 内阻漂移intensity 强度leak checking 检漏short circuit checking 测短路weighing checking 称重Oven drying electrolyte filling and storingThis is the process of cells oven drying at 80℃for more than 12 hours under vacuum. After oven drying, the cells are transferred to the process of electrolyte filling through this channel. The electrolyte filling performs in dry room. The electrolyte is injected in two times so that it can be filled easily and sufficiently. When filling, vacuum first, then inject electrolyte. After that, we repeat vacuum and vent to room pressure several times. Finally the cell is put off at room pressure, then weigh the cell in order to check the amount of electrolyte. After weighing, we seal with tape onto the filling port to prevent the cells absorbing water during storing.We store the filled cells for 24 hours at room temperature so that the electrolyte can be saturated sufficiently by the anodes and cathodes.Vocabulary:oven drying 烘烤vacuum 真空electrolyte filling 注液electrolyte 电解液room pressure 大气压filling port 注液孔storing 陈化saturated 浸润anode 正极cathode 负极Pre-charge and ball sealAt first, we place a piece of absorb cotton above the filling port to absorb the excess electrolyte. This is the first process.The second process is performing a pre-charge at 0.1C rate for 390 minutes.After the pre-charge, we take a voltage checking to the cell at once. If the voltage is lower than the standard, it needs to be re-charged.The fourth process is the ball seal. we must complete this process in 15 minutes.First, put the steel ball in the right place. Then, give pressure to it so that the steel ball can fill the filling port.In the whole process, we must make sure that the temperature and humidity are in the regular range.Finally, the process is cleaning to eliminate the electrolyte on the cell surface with acetone solvent.Vocabulary:filling port 注液孔electrolyte 电解液pre-charge 预先充电voltage checking 量电压ball seal 封口regular range 合格范围eliminate 消除acetone solvent 丙酮溶剂Aging and FormationWelcome! I am the owner! This is the high temperature aging room. Because the temperature is very high, Let’s go out and I will introduce it. We age the cells at 35~40 Degree Celsius for 7 days. The temperature is controlled by two heating units. Then we transfer the cells to the testing workshop.Let me introduce the next process. First, we check the volt of cells with multi-meters over there. In this process we must ensure the multi-meters can normally work. Then we charge the cells at 1 C rate to 4.2.V olt. According to capacity, we divide the cells into 7 grades --A0、A1、A2、A3、B、D、E。
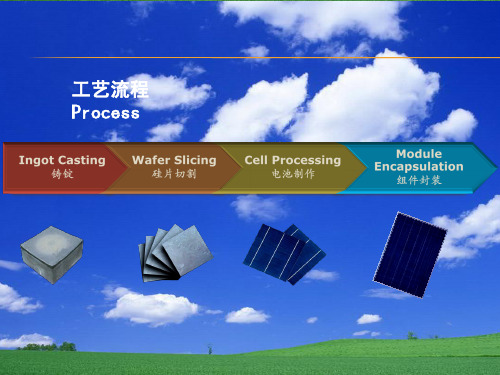
光伏全产业链工艺过程中英对照
包装入库
Block Adhering
Wafer Slicing
Wafer Testing
Wafer Packin g
破锭和切片
铸锭切块 — Ingot Squaring 硅块检验 – Block Testing 研磨倒角 — Grinding & Chamfering 少子 — Minority Carrier 少子寿命测试 — Life Expectancy Testing 硅块粘结 — Block Adhering 硅片切割 — Wafer Slicing 硅片预清洗和清洗 — Wafer Pre-cleaning & Cleaning 硅片测试 — Wafer Testing 包装入库 — Wafer Packing 浆料准备 — Slurry Preparation
坩埚准备
坩埚检验 Crucible Inspection
Crucible Preparation
生长 Growing
熔化 Melting
加热 Heating
坩埚装料 Crucible Loading 硅锭生长 Ingot Growing
坩埚喷涂 Crucible Coating 坩埚焙烧 Crucible Firing
组件生产工艺 电池串焊接 — Tabbing & Stringing EL测试 – Testing 电串敷设 — Laying Up 组件装框 — Framing 组件修边 — Edge Trimming 电池间层压 — Laminating 测试分档 — Testing & Classifying 包装入库 —Packing
组件生产工艺
锂电回收工艺流程英文
锂电回收工艺流程英文英文回答:Lithium-ion Battery Recycling Process.1. Collection and Sorting.Used LIBs are collected from various sources, such as consumer electronics, electric vehicles, and industrial applications.The batteries are sorted based on their chemistry,form factor, and condition.2. Discharging and Shredding.The batteries are discharged to remove residual energy.Mechanical shredders are used to break down the batteries into smaller pieces.3. Hydrometallurgy.Shredded battery materials are subjected to a series of hydrometallurgical processes to extract valuable metals.Leaching with acid solutions dissolves metals like lithium, cobalt, nickel, and manganese.Solvent extraction or ion exchange separates the dissolved metals from impurities.Electrolysis or chemical precipitation recovers metals in their pure form.4. Pyrometallurgy.In some cases, pyrometallurgy is used to recover metals from battery materials.Battery materials are heated to high temperatures in furnaces to convert them into metal oxides or salts.Subsequent processing steps extract and purify the metals.5. Recycling of Non-Metallic Components.Non-metallic components, such as plastics, electrolytes, and separators, are also recycled.Plastics are melted and reprocessed into new materials.Electrolytes and separators can be treated to reclaim their valuable components.6. Waste Management.Solid waste generated during the recycling process, such as battery casings and residual materials, is disposed of responsibly.Environmental regulations ensure the safe and sustainable disposal of these wastes.中文回答:锂电池回收工艺流程。
电池工艺流程 英文
电池工艺流程英文Battery Manufacturing Process.Batteries are essential components of many electronic devices, providing power to everything from smartphones to electric vehicles. The manufacturing process of batteries is complex and involves several key steps.1. Raw Material Preparation.The first step in battery manufacturing is the preparation of raw materials. The main raw materials used in batteries are lithium, cobalt, manganese, and nickel. These materials are sourced from mines and then processed to remove impurities.2. Electrode Production.The next step is the production of electrodes. Electrodes are the positive and negative terminals of abattery. The positive electrode is typically made oflithium cobalt oxide (LCO), lithium nickel manganese cobalt oxide (NMC), or lithium iron phosphate (LFP). The negative electrode is typically made of graphite.3. Cell Assembly.Once the electrodes are produced, they are assembled into cells. A cell is the basic unit of a battery. It consists of a positive electrode, a negative electrode, and a separator. The separator is a thin material that prevents the positive and negative electrodes from coming into contact with each other.4. Battery Pack Assembly.Cells are then assembled into battery packs. A battery pack is a group of cells that are connected together to provide a specific voltage and capacity. Battery packs are typically used in electronic devices such as laptops, smartphones, and electric vehicles.5. Testing and Inspection.Once the battery packs are assembled, they are tested to ensure that they meet the required specifications. The batteries are tested for voltage, capacity, and safety.6. Packaging and Shipping.The final step in battery manufacturing is packaging and shipping. The batteries are packaged to protect them from damage during shipping. The batteries are then shipped to customers around the world.Recent Advancements in Battery Manufacturing.The battery manufacturing process is constantly evolving. Recent advancements include:New materials: New materials are being developed that can improve the performance of batteries. For example, graphene is a new material that has the potential to increase the capacity and lifespan of batteries.New manufacturing techniques: New manufacturing techniques are being developed to reduce the cost and improve the efficiency of battery production. For example, 3D printing is a new manufacturing technique that can be used to create complex battery designs.New battery designs: New battery designs are being developed to improve the performance and safety of batteries. For example, solid-state batteries are a new type of battery that has the potential to be more powerful and safer than traditional batteries.The Future of Battery Manufacturing.The future of battery manufacturing is bright. With the development of new materials, new manufacturing techniques, and new battery designs, batteries are becoming more powerful, more efficient, and more affordable. This will lead to the development of new electronic devices and new applications for batteries.。
最新最全锂电池术语中英对照及释义

干货丨最新最全锂电池术语中英对照及释义后方一波英语学习!!!文对锂电池在研究和开发中常见的定义、术语、名词进行了归纳、整理,部份容易引起歧义的进行了解读。
相关文件已提交中华人民共和国工业和信息化部电子行业信息标准中全国碱性蓄电池标准化技术委员会。
本文为草案,非正式发布文本,标注部分将不会出现在正式发布的文件中,请以正式发布文本为准,本文仅供参考。
基本概念锂原电池(lithium primary battery)也称为一次锂电池,负极为锂,且被设计为不可充电的电池。
包括单体锂原电池和锂原电池组。
锂蓄电池(rechargeable lithium battery)锂离子电池和锂金属蓄电池统称为锂蓄电池(也称为可充放锂电池,二次锂电池)。
锂离子电池(lithium ion battery)利用锂离子作为导电离子,在正极和负极之间移动,通过化学能和电能相互转化实现充放电的电池。
包括单体锂离子电池和锂离子电池组。
单体锂离子电池(lithium ion cell)锂离子电池的基本单元,由电极、隔膜、外壳和电极片等在电解质环境下构成。
金属锂蓄电池(rechargeable lithium metal battery)电池中负极侧含有金属锂的锂蓄电池。
也称为可充放金属锂电池。
注:在电池装配的过程中,负极可以完全是金属锂,或者部分含有金属锂。
在电池循环过程中,负极中存在金属锂的形态,并可逆的发生电化学沉积和析出。
液态锂蓄电池(liquid rechargeable lithium battery)电池中只含有液体电解质的锂蓄电池。
非水有机溶剂锂蓄电池( nonaqueous rechargeable lithium battery)电解质为有机溶剂的液态锂蓄电池。
水系锂蓄电池(aqueous rechargeable lithium battery)电解质为水溶剂的液态锂蓄电池。
Chen zq 1周前材料匠搜索复制混合固液电解质锂蓄电池(mixed solid liquid electrolyte rechargeable lithium battery)电池中同时含有液体和固体电解质的锂蓄电池。
锂离子电池英文

锂离子电池技术英文词句2.3 assembly line process(5/15)流水线工艺film loading-vacuum on-film folding-sliding jig backward-top cutting-sliding jig forward-vacuum off-film unloading放上包装膜—抽真空—包装膜折叠-分切夹心的后端-剪掉顶部-分切夹心的前段-释放真空-拿下包装膜station 岗位two station 两个岗位folding 折叠guide type 指导方式top cutting 顶部剪切knife 刀片2.3 assembly line process(6/15)流水线工艺j/r loading-vacuum on-j/r jig backward-bottom former up-upper former down-放极组-抽真空-极组夹具放在后端-模板末端在上面-顶端在下面-heating forming-former up,down-j/r jig forward-vacuum off-j/r unloading加热模板-模板上下翻转-极组夹具朝前-释放真空-取下极组station two station岗位两个岗位heating forming pressing time,preset timer加热模板施压时间施压次数temperature thermocouple温度热电耦time:mmin,2~max.3sec时间:press force :40~50kg压力temperature:150℃温度2.3 assembly line process(7/15)流水线工艺film loading-fim clamp-sliding jig backward-edge pushing-tab clamp-tab unclamp-放上包装膜-包装夹具-分切极组末端-整边-放极耳夹具-卸下极耳夹具sliding jig forward-cell unloading分切极耳前端station two stationheat sealing top热封sealing thickness control(micrometer)热封厚度控制(毫米)sealing control pressing time,preset timer热封控制施压时间施压次数precision regulator精度校准temperature, thermocouple温度热电耦time :min.2~max.3sec时间press force:250kg压力temperature:180~250℃温度2.3 assembly line process(9/15)流水线工艺cell loading-vacuum on-sliding jig backward-side cutting-feeding-tab cutting-放上电芯-抽真空-滑动夹心后端-裁边-流入下工序-剪极耳sliding jig forward-cacuum off-cell unloaing滑动夹心前端-释放真空-取下电芯station two stationside cutting knifeside cutting force 100kgtab cutting knifetab cutting force 100kg2.3 assembly line process(10/15)流水线工艺cell loading-sliding jig backward-vacuum pad down-open-needle down-e/l filling(e/l-needle up-needle up-vacuum pad up-sliding jig forward-cell unloadingstation two statione/l supply 3kuter sub-tank on equipmentmetering pump hi -bar pump,hbd-2bc-17accuracy; under 3.0;±0.1gocer 3.0; ±3.5g2.3 assembly line process(11/15)流水线工艺cell loading-sliding jig backward-jig backward-jig up-vacuum(vacuum chamber)-放上电芯-滑动夹心后端-夹心向后-再向上-抽真空-sealing block forward-sealing热封前端- 密封--sealing block backward-jig down-silding jig forward-cell loading-formation热封后端- 夹心翻转向下-滑动夹心前端-取下电芯-成型station two stationvacuum source 740mmhg max.vacuum pumpsealing control pressing time preset tiomerpressing force, precision regulatortemperature, thermocouple热电偶time:min.3~max4secpress force:250kgtemperatrure:180~250℃2.3 assembly line process(12/15)流水线工艺cell loading-conveyor drive-numbering-numbering-head down-vacuum on-放上电芯- 启动传送带- 编号码-编号码-电芯朝下-抽真空head up-head forwward-head down-vacuum purge-head up-cell unloading电芯朝上- 电芯朝前- 电芯朝下-真空净化- 电芯朝上-取下电芯speed controller motor 25Wnumbering ink jet printercell unloading magacine2.3 assembly line process(13/15)流水线工艺piercing-cell loading-sliding jig backward-jig up-vacuum°assing-穿透??- 放电芯-滑动夹心后端-夹心向上- 抽真空&脱气sealing block forward-sealing-sealing block backward-jig down-sliding jig forward-cell loading 热封前端- 热封–热封后端-滑动夹心前端–取电芯station two stationpiercing ∮6holevacuum source 750mmhg max.vacuum pumpsealing comtrol pressing time ,preset timerpressing force,preision regulator调整压力temperature,thermocouple(温度热电偶)time: min.3~max.4sec时间press force:250kg(压力)temperature:180~250℃(温度)2.3 assembly line process(14/15)流水线工艺cell loading-vacuum on-sliding jig backward-cutter down-cutting-cutter up-放电芯-抽真空-滑动夹心后端-切割刀具向下-切割-切割刀具向上sliding jig forward-vacuum off-cell loading滑动夹心前端- 释放真空-取下电芯电池封口--cutting(切断) knife(刀)2.3 assembly line process(15/15)流水线工艺cell loading-ist folding-2nd folding-heat pressing-3nd folding-4th folding(sicing)放电芯- 第一次折叠-第二次折叠-热压-第三次折叠-第四次折叠cell unloading取下电芯manual-loading-2st foliding-heat pressing-3nd folding-4th folding手工–放上- 第二次折叠- 热压- 第三次折叠- 第四次折叠cell transfer linear transferfolding actuator pneumatic actuatorheat pressing pressing time,preset timerpressing forceprecision regulatortemperature, thermocoupletime:min.2~max.3 secpress force:40kgtemperatrure:80~100℃2.3 assembly line process(1/6)流水线工艺jelly roll supply-jelly roll loading-cell alignment-tab straightening-提供极组-放上极组-电芯排列好-将极耳伸直sealant sealing(sealant film supply)-sealant sealing(sealant film supply)-final sealing-密封胶密封(密封膜供给)-密封胶密封(密封膜供给)-最终的密封sealant film check-tab forming-jelly roll unloading(ng unloading)检验密封膜-极耳成型-取下极组2.3 assembly line process(2/6)流水线工艺al-foil supply-pre heating(contact)-pouch forming---pouch punch out-??—供应箔(铝塑膜???)-预热(连接)-成型成袋状- 袋状膜冲压打孔pouch loading(pouch pin hole check)-pouch loading-ist folding-lst folding-2nd folding-放上袋状膜(检验针孔)-放上袋状膜- 第一次折叠-第二次折叠top cutting(ng unloading)-jelly roll insertion(jelly roll alignment-jelly roll loading)—剪掉顶部—插入极组(调整极组-放上极组)3nd folding-pre heat sealing-package unloading第三次折叠-预热密封—取下包好的电芯2.3 assembly line process(3/6)流水线工艺cell loading-lst top sealing--2nd top sealing-top cooling-side sealing-side cooling-放上电芯-第一次顶部密封-第二次顶部密封-顶部冷却—封边—两边冷却side cutting-short check-cell unloading-ng unloading裁边- 测短路—取下电芯—ng是什么啊???package loading-pre weighing-package opening-e/l filling(e/l dispensing e/l supply tank) 放上包装好的电芯—预称重—打开电芯--- 注液(分配电解液电解液供给罐)--lst vacuum-2nd vacuum --lst sealing-2nd sealing-plst-weighing-package unloading-第一次抽真空---第二次真空---第一次密封---第二次密封---???---称重---取下电芯package loading-package aging--formation放上电芯---电芯老化-----化成cell loader-cell-loading-piercing-vacuum°assing heat sealing-2nd sealing-装电芯设备-电芯-装上电芯—穿透(??)-抽真空& 脱气热封—第二次密封side trimming-cell unloading修边--- 取下电芯cell loading-lst folding-2nd folding-3rd folding-4th folding-5th folding(sizing)-放电芯---第一次折叠---第二次折叠---第三次折叠---第四次折叠---第五次折叠(量尺寸)5th folding(sizing)-tab cutting-height&vision check-final weighging-final weighting-第五次折叠(量尺寸)---剪极耳---检验高度&视觉---最后称重ng rejection-cell unloading-cell unloading-cell palleticing挑选,排除---取下电芯--- (用托盘)搬运电芯???1.1 assembly line specification –products流水线特殊产品can type(壳体类型) aluminum can(A3003) 铝壳(材质A3003)conventional prismatic type ,not oval type 传统的方型,不是椭圆型model of cell电池型号basic design model:xx-yy—zz基本设计型号:XX-YY-ZZ range 范围w:30~34mm t:4.0 ~10mm h:40~67mm宽:厚:高:cathode tab正极耳AL,t0.08~0.12mm,w3/4mm铝带,厚度0.08~0.12mm宽度3/4mm welding to top cap with ultrasonic welder 用超声波焊接机超焊在极片头部anode tab负极耳ni,t0.08~0.12mm,w3/4mm镍带,厚度0.08~0.12mm宽度3/4mm welding to top cap with resistance spot welder用阻抗点焊机焊在极片头部can seam welding壳盖的缝隙焊接side welding侧面焊接top insulator 顶部绝缘片injection molded注液模具bottom tape wrapping底部贴胶纸pp-tape,same as j/r wrapping tape, roll,w:28~32mmt:0.05~0.10mm o.d:200mm core id:3inchesfor xx30zz width 28mm,for xx34zz width 32mmfill port welding 补焊砂眼AL Ball (Al050,∮1.37±0.03mm),laser seam welding 激光焊接e/l filling accuracy 精确注液量under 3.0g; ±0.1gover 3.0g ±3.5g r/l filling volume:1~7g 注液量范围1~7gmodel change exchange tool,jig, carrier&tray搬运工具,夹具,搬运盒&托盘option:only carrier&tray (others:sutomatically adiusted其它:适当调整)tray托盘jr极组(256pcs),can壳(300pcs),cap盖帽(100pcs),(rivet)all trays are prepared user1.2 assembly line specification –equipment流水线特殊设备line tact time 流水线标准工时 2.0(30ppm)Drive mechanism 发动装置cam,ac servo drive&air actuatorelectrical power 电源286kva,3p-380v±10%,50hz±1hzpneumatic source 气源13300l/min,0.6mpa (include welding jig cooling包括焊接模具冷却)nitrogen gas 氮气285 l/min, 0.6mpa(for laser welding shield gas激光焊接防护气)laser cooling water激光焊冷却水320 l/min,below25℃fume collector 烟、气收集罐400cfm,explosion-proof type for al-fume,outdoor typefume suction main piping 抽气主管道系统 4 inchexhaust piping排气管道系统5inchdry air piping干燥气管道系统5inchdry chamber(total) 干燥室20.78m3total weight总重量14.8ton(approx大概),(not include laser welder不包括激光焊接机)floor load 场地负荷1500kg/m2dry room height干燥室高度2500mm(min)can seam welding壳盖的缝隙焊接side welding侧面焊接,welding speed 焊接速率10~15mm/sec.(approx) cartesian robot stageelectrolyte filling process注电解液工序40station-80 jig index unit,vacuum真空&pressurize加压elctrolyte filling range注液范围depend on internal dead space of cell design根据电池设计内部的绝对空间hbd-2bc series of hibar pum, japan hibarleak check 测漏differential pressure check system,100pa max.不同压力测试系统,最大为100pa accuracy:+/-0.5%精确度need test actual work 需要通过实际操作测量2.1 assembly parts name&compositionball-top cap assembly盖板流水线(t/c)--top insulator顶部绝缘片(t/l)-cathode正极耳(al-tab铝带)-anode负极耳(ni-tab镍带)-bottom tape底部胶纸(b/t)-jelly roll极芯(j/r)-aluminum can铝壳2.2 assembly process basic specification装配过程概述3.1 prismatic lib assembly processbottom tape底部胶纸-jelly roll insertion极芯入壳-top insulator顶部绝缘片-tab forming极耳修整-top-cap welding顶部极耳焊接-top cap folding极耳折叠-top cap setting卡极耳-seam welding焊缝焊接-leak check测漏-electrolyte filling注液-ball insertion压钢珠-fill port welding补焊砂眼(???)3.2 assembly line process(1/8)can supply供应壳non dust paper tray无尘的纸盘can tray size装壳的盘子尺寸270*212*22/32htray capacity盘子容量423048-450can/tray343450-496can/tray(suppiled by user)stack volume堆叠范围48/50h:8tray65/67h:6traycan supply供应壳体-can loading放上壳体-can check检验壳体-jelly roll loading放上极芯(ng reject-bottom tape check检验底部胶纸-bottom tape wrapping贴底部胶纸-jelly roll supply供应极芯-from winder从卷绕机)-jelly roll centering极芯放在正中央-jelly roll insertion插入极芯-insertion height check检验极芯入壳高度-ng rejectj/r supply 极芯供应tray from winder来自卷绕机的盘子j/r tray size放极芯盘子的尺寸540*540*50hj/r capacity 容纳极芯的数量48/50h:40*8=320/tray65/67h:40*6=240/tray supplied by userstack volume堆叠范围8 traytray handling盘子搬运using manual cart用手推车bottom tape底部胶纸pp tape,rollcore size标准尺寸 3 inch paper coreb/t color 底部胶纸颜色blue or green兰色或绿色b/t check 检验底部胶纸color sensor颜色传感器3.2 assembly line process(2/8)tab straightening拉直极耳—tab position check检查极耳位置—top insulator insertion插入绝缘片(t/I escapement镊子??—top insulator supply供应绝缘片)—T/I presence check检查绝缘片—tab forming极耳修整—j/r final insertion极芯入壳—t/c welding盖板焊接(ni tab镍带)—(t/c direction check检查盖板方向—top cap supply盖板供应)—al tab welding铝带超焊—cap/tab welding check检验焊接是否牢固—tab folding极耳折叠—t/csetting&check固定、检验盖板—ng rejecttop cap supply盖板供应tray from cap ass’y m/ccap tray size 装盖板盘子的尺寸340*240*18hcap capacity能装盖板的数量18*6=108 cap/traystack volume 堆叠范围24 tray(2592 cap)j/r final insertion极芯入壳include j/r insertion height check包括检验极芯入壳高度ni-tab welding焊接镍带resistance spot welding,2points阻抗点焊机,2点include welding current monitor包括焊接电流监控器al-tab welding铝带超焊ultrasonic welding超声波焊接40khx/800w/branson brandtop insulator顶部绝缘片pull check拉力测试cap height check盖板高度检验t/c setting check 检验盖板牢固性setting height check检验固定的高度3.2 assembly line process(3/8)height check#1高度检验1#—pre spot welding预点焊—height check#2高度检验2#—ng reject排除不合格品??—seam welding#1焊缝焊接1#—seam welding#2焊缝焊接2#—seam welding#3焊缝焊接3#—seam welding#4焊缝焊接4# (jig cooling模具冷却)—short check测短路—ng reject排除不合格品pre spot welding预点焊laser spot welder激光点焊机,3-points 50w/2-fiber,1system(supplied by user)height check#1 高度检验1# check the top cap setting height检查盖板固定的高度height check#2 高度检验2# check the top cap welded height检查盖板焊接高度seam welding缝隙焊接laser welder激光焊接机,10~15mm/sec,700w/2-fiber,4systemsrequire speed down for 34xxyy 对于34xxyy需减速models (prevent against overheat预防过热)supplied by userjig cooling 模具冷却vortex tube,using compressed air热交换管道,采用压缩气体air pressure 0.65mpa (minimum)气压shield gas supply保护气供应nitrogen gas,0.65mpa18/min氮气with digital flow meter数显流动仪表fume collector烟气收集罐400 cfm,1.5kw,amanl/japanexplosion proof,outdoor type户外气体排放装置short check测短路lcr meter3.2 assembly line process(4/8)vacuum out释放真空—equilibrium平衡状态—leak detection测漏—vent排除气体—ng reject排除不合格品leak check procedure测漏程序atmosphere气体—vacuum抽真空—equilibrium平衡状态—detection测漏—leaked cell漏气电芯—normal cell 正常电芯leak check测漏differential pressure,100pa max.. 不同压力测试系统,最大为100pavacuum out-100kpa max.释放真空leak detection timeusing master cell采用好的电芯accuracy:+-0.5%精确度cell handling搬运电芯8 cells,simultaneously check 8只电芯,同时检查3.2 assembly line process(5/8)pre weighing预称重—cell loading放上电芯—e/l dispensing电解液分配—vacuum/vent抽真空/排气—vacuum 抽真空—pressurize加压—vent排气—cell unloading取下电芯—post weighting快速称重—ng rejectelectrolyte supply供应电解液drum桶,200 literusing nitrogen gas使用氮气, 0.02~0.04mpasub-tank in equipment装置内的储槽,3 litermetering pump 抽吸仪表hibar pump,japan hibarhbd-2bc series*2vacuum抽真空-700mmhg,(max.-740mmhg)suction capacity抽吸泵容量310/min.r5c 0040e*02,busch/germany德国??Pressurize加压nitrogen gas氮气,0.15~0.2mpaWeighing称重load-cell,6digits,nmb/japan日本Display显示;000.00gnozzle cleaning 清洗喷嘴nitrogen gas blow out用氮气吹,0.15~0.2mpafor blow out the remained e/l 把剩余的电解液吹出来process time 工序工时128sec (max)filling accuracy 注液精确度under 3.0g;±0.1g 小于3.0g,±0.1gover 3.0g; ±3.5% 大于3.0g; ±3.5%3.2 assembly line process(8/8),al ball typecleaning paper supply供应纸巾-cap face cleaning清洁盖帽表面-cleaning paper supply供应纸巾-cap face wet cleaning盖帽表面除湿-solvent dispenser溶剂给料器-fill port cleaning清洁注液孔-cleaning paper supply供应纸巾-ball insertion钢珠插入-ball supply钢珠供应-ball press压钢珠-ball height check检验压钢珠的高度--ball seam welding钢珠缝隙焊接-welding check焊接检验-uv glue dispensing UV胶水给料-ng reject-uv curing紫外光固化????-cell unloading取下电芯cleaning paper清洁纸巾non-dust paper,roll,width 14mm无尘纸巾,卷,14mm宽3 inch paper coreballsupply钢珠供应bowl feeder钢珠进料器requies testing by the actual sample目前测试样版ball press force压力35~40kgfseam welding定位焊接方法laser seam welder,6.5mm/sec激光焊接工作350w/-fiber,1 system焊接系统(supplied by user)适当调整6.1 model change time 型号变化时间manual conversion type 46-30-48 vs 46-30-xx:6 hours approx.(only different'heieght)xx-xx-xx vs yy-yy-yy:3days6.2 delivery交货manual conversion type 7months to shipping,after l/c open6.3 customer scope 客户范围primary main power wiring to control panel of the each equipment,with main power panel.主要的电源线控制每一个设备的主电路板????Primary main pneumatic piping to beside the each equipment, with main air-filter unit.主要的气管道系统装在每个设备的旁边,主要的气体过滤器????Primary main nitrogen gas piping to beside the each equipment, with main gas -line filter unit.主要的氮气管道系统装在每个设备的旁边,主要的气体过滤器???/All duct piping for suction &exhaust from equipment's inlet/outlet to main duct.所以用于从设备上的进口/出口抽气或排气的输送管道Installation &piping/wiring/wiring for fume collector(outdoor type)给烟气收集器(户外类型)安装管道系统/配线系统Inlet/drain water piping of the washing machine,with water strainer.清洗设备的进水/排水管道,水过滤器Laser welding system &laser welder welder import/export fee激光焊接系统&激光输入/输出Cooling water piping for each laser system,below 25℃.(it requires a water filter (strainer)用于激光系统的冷却水,25℃以下(需要一个水过滤器)Cooler or chiller for laser cooling water.激光冷却水的冷却器Dry pneumatic piping for laser shutter operation to each laser system.用于每一个激光系统的激光开关操作的干燥气管道Installation&wiring/cabling for laser fiber and laser control cable.给激光光纤和激光控制电缆安装配线/电缆Installation &wiring/cabling for laser control pendant.给激光控制的悬吊物安装配线/电缆????6.4 laser system location outdoor of the dry room. It requires air-conditioning or sufficient ventilation.激光系统位于干燥间的外面。
锂电行业的常用语用英语
锂电行业的常用语用英语序号首字母英文中文1 a aging 老化2 b battery charger 充电器3 black-fleck 黑斑4 c cap 盖板5 capacity density 能量密度6 capacity grading 分容7 cathode tab welding 极耳超焊8 cell 电芯9 charge(capacity) retention 荷电(容量)保持10 checking code 检码11 concave spot 凹点12 constant current charge 恒流充电13 constant current discharge 恒流放电14 constant voltage charge 恒压充电15 corrective measures 纠正措施16 crack 裂纹17 cut-off voltage 终止电压18 cycle life 循环寿命19 d dark trace 暗痕20 degrade 降级21 dent 凹痕22 discharge depth 放电深度23 distortion 变形24 drape 打折25 e electrical and mechanicalservices department 机电部26 electrolyte 电解,电解液27 empaistic 压纹28 end-off voltage 放电截止电压29 environmentally friendly 对环境友好30 equipment first inspection 设备首检31 erode 腐蚀32 explosion-proof line 防爆线33 f first inspection 首检34 formation 化成35 fracture 断裂36 i inspection 检验37 insulate 绝缘38 internal resistance 内阻39 j jellyroll 卷芯40 joint 接缝,结合点41 l laser deflecting 偏光42 laser reticle 激光刻线43 laser welding-flatwise weld 激光焊接-平焊laser welding-standing weld 激光焊接-立焊44 leakage 漏液45 leak-checking 测漏46 leaving out of welding 漏焊47 limited charge voltage 充电限制电压48 local action 自放电49 m margin turnly 翘边50 measuring the dimension of cells 电芯卡尺寸51 meet requirement 达到要求52 memory effects 记忆效应53 n nick 划痕54 nominal voltage 标称电压55 notice-board confirmation 看板确认56 nugget 硬块57 o obverse 正面58 open circuit voltage 开路电压59 over charge 过充60 over discharge 过放61 over the thickness 超厚62 p particle 颗粒63 pe membrane pe膜64 pit 坑点65 placing cells into the box 电芯装盒66 point inspection 点检67 preventive measures 预防措施68 pricking the tapes 扎孔69 process inspection 制程检验70 put the battery piled up 将电芯叠放在一起71 q qualified products 合格品72 quality assurance 质量保证73 quality control 质量控制74 quality improvement 质量改进75 quality match 品质配对76 quality planning 质量策划77 r rated capacity 额定容量78 recharge 再充电79 refitting the can of cell 电芯壳口整形80 requirment 要求81 reverse 背面,反面82 rework 返工83 ringing cells into pyrocondensation films 套热缩膜84 s safety vent 安全阀85 sand aperture 砂眼86 scar 疤痕87 secondary battery 二次电池88 select appearance 选外观sharp-set 批锋89 short circuit checking 测短路90 smudginess 污物91 spot welding by laser 激光点焊92 spot welding place 点焊位置93 spraying the code 喷码94 spur 毛刺95 sticking the pvc cover boards 贴面垫96 storing 陈化97 storing with high voltage 高压储存98 t tabs deflection 极耳歪斜99 tabs excursion 极耳错位100 technics requiment 工艺要求101 u ultrasonic welding 超声波焊接102 ultrasonic welding strength 超焊强度103 unqualified products 不合格品104 w wave 波浪105 working procedure 工序Voltage:Units of measuring electrical current, all batteries are rated in volts DC. (Direct Current). This determines how much energy is needed to power your equipment.Voltage plateau:(电压平台)A slow decrease in voltage over a long period of time. As a rule, the plateau extends from the first voltage drop at the start of the discharge to the bend of the curve after which the voltage drops rapidly at the end. Nominal Voltage(标称电压)The voltage of a battery, as specified by the manufacturer, discharging at a specified rate and temperature.Working voltage(工作电压)The working voltage of a cell or battery begins at its electrical connections as soon as an electrical consumer is connected to it.Discharging voltage, average voltage (放电电压)The average discharging voltage is the average value of the discharging voltage during the entire discharging process with a related discharging current.Open circuit voltage (OCV开路电压)The voltage of a battery when there is no current flowing.Closed-Circuit Voltage (CCV闭路电压)The potential or voltage of a battery when it is discharging or charging.State of charge:The rate of charge capacity vs. whole capacity.Initial voltage(起始电压)A battery's initial voltage is the working voltage when discharging begins.End-point voltage (End voltage, Cutoff voltage, Final voltage)截止电压Specified closed circuit voltage at which a service output test is terminated.End-of-discharge voltageThe battery voltage when discharge is terminated.End-of-charge voltageThe battery voltage when charge is terminated.Cutoff voltage (V)The battery voltage at which charge or discharge is terminated.1.Self Discharge 自放电2.Uniformity of the Li-ion Batteries 锂离子电池的一致性3.steel strap 钢带4.Burst vent 防爆阀5.Filling port 注液孔6.spirally wound type cylindrical wound type 圆柱形7.foil 箔8.parallel-plate prismatic design 方形叠片式设计Ageing (老化)- Permanent loss of capacity with frequent use orthe passage of time due to unwanted irreversible chemical reactions in the cell.Anode(阳极)- The electrode in an electrochemical cell where oxidation takes place, releasing electrons. During discharge the negative electrode of the cell is the anode.During charge the situation reverses and the positive electrode of the cell is the anode.Cathode(阴极)- The electrode in an electrochemical cell where reduction takes place, gaining electrons. During discharge the positive electrode of the cell is the cathode. During charge the situation reverses andthe negative electrode of the cell is the cathode.Cycle (循环)- A single charge and discharge of a battery.Depth of discharge DOD (放电深度)- The ratio of the quantity of electricity or charge removed from a cell on discharge to its rated capacity.Internal impedance(交流内阻)- Resistance to the flow of AC current within a cell. It takes into account the capacitive effect of the plates forming the electrodes.Internal resistance (直流内阻)- Resistance to the flow of DC electric current within a cell,causing a voltage drop across the cell in closed circuit proportional to the current drain from the cell.A low internal impedance is usually required for a high rate cell.。
制程英文对照表

序号制程英文读音序号制程英文读音1冲压Stamping [ˈstæmpɪŋ]1压铸Die casting [ˈkɑːstɪŋ]2落料blank [blæŋk]2腔数;穴数Cavity[ˈkævəti]3冲孔 punching [ˈpʌntʃɪŋ]3丝印Silk screen [ˈsɪlk skriːn]4切边Trimming[ˈtrɪmɪŋ]4激光切割Laser cutting [ˈleɪzə(r) ˈkʌtɪŋ]5折弯bend [bend] 5蚀刻 Etching [ˈetʃɪŋ]6成型molding [ˈməʊldɪŋ]6油墨遮蔽(盖)Ink cover [ɪŋk ˈkʌvər]7CNC_4轴CNC(4axis)7研磨Grind [ɡraɪnd]8车铣复合Car milling compound8切Cut [kʌt]9锻压forging[ˈfɔːdʒɪŋ]9切断Cutting [ˈkʌtɪŋ]10热锻Hot forging[hɒt ˈfɔːdʒɪŋ]10挤压Extrusion [ɪkˈstruːʒn]11粘油Viscous oil [ˈvɪskəs ɔɪl] 11保压Pressure maintaining [ˈpreʃə(r) meɪnˈteɪnɪŋ] 12退火 annealing [əˈniːlɪŋ]12热压Hot pressing [hɒt ˈpresɪŋ]13回火tempering [ˈtempərɪŋ]13包布Wrapped cloth[ræpt klɔːθ]14固溶solid solution [ˈsɒlɪd səˈluːʃn]14组装Assemble[əˈsembl]15时效Aging treatment [ˈeɪdʒɪŋˈtriːtmənt]15点胶Gluing [ˈɡluːɪŋ]16皮膜Skin membrane [skɪn ˈmembreɪn] 16热熔Hot melting[hɒt ˈmeltɪŋ]17皂化Saponification17焊接welding[ˈweldɪŋ]18T处理T handle [tiːˈhændl]18贴膜Pad pasting[pæd ˈpeɪstɪŋ]19注塑molding [ˈməʊldɪŋ]1920打磨Polishing [ˈpɒlɪʃɪŋ]20原材料Material[məˈtɪəriəl]21抛光Polishing [ˈpɒlɪʃɪŋ]21铝挤型材Al Extrusion [ɪkˈstruːʒn] juie22喷砂Sandblasting [ˈsændblɑːstɪŋ]22进料检验Incoming inspection [ˈɪnkʌmɪŋɪnˈspekʃn] 23阳极Anodizing [ˈænədaɪzɪŋ]23全检Full inspection [fʊl]24喷涂spray [spreɪ] 24包装Packing [ˈpækɪŋ]25镭雕laser [ˈleɪzə(r)] 25出货Shipment[ˈʃɪpmənt]26滚动研磨Tumbling [ˈtʌmblɪŋ]26吸塑盘Tray [treɪ]27铸造casting [ˈkɑːstɪŋ]27卷盘Reel[riːl]28电镀Plating [ˈpleɪtɪŋ]28良率Yield [jiːld]29钝化Passivation2930洗白White wash [waɪt] [wɒʃ] 30项目Project prəˈdʒekt31清洗Cleaning [ˈkliːnɪŋ]31领导Leader[ˈliːdə(r)]32超声波Ultrasonic[ˌʌltrəˈsɒnɪk] 32星期一Monday(Mod)[ˈmʌndeɪ]33碱洗Caustic wash [ˈkɔːstɪk wɑːʃ]33星期二Tuesday(Tue) [ˈtjuːzdeɪ]34酸洗Acid wash [ˈæsɪd wɑːʃ]34星期三Wednesday(Wed) [ˈwenzdeɪ]35烤漆Paint [peɪnt] 35星期四Thursday(Thu) [ˈθɜːzdeɪ] she36拉丝Drawbench36星期五Friday(Fri) [ˈfraɪdeɪ] f rai37电泳Electrophoresis37星期六Saturday(Sat) [ˈsætədeɪ] sha38冲压每分钟冲次Stamping times perminute(SPM)20-4038星期日Sunday(Sun)[ˈsʌndeɪ]39每小时产出Hourly output(UPH)3940成本Cost[kɒst] 40颜色 colour [ˈkʌlə(r)] 41降低成本Cost down [kɒst daʊn] 41红色Red[red]42安排计划Schedule[ˈskedʒuːl]42黄色Yellow[ˈjeləʊ] 43客户Customer [ˈkʌstəmə(r)] 43蓝色Blue [bluː]44内部Internal [ɪnˈtɜːnl]44灰色Gray [ɡreɪ]45图档/绘图Drawing [ˈdrɔːɪŋ]45金色Golden [ˈɡəʊldən] 46工艺流程Flowchart [ˈfləʊtʃɑːt]46黑色Black[blæk]47过程Process [ˈprəʊses , prəˈses] 47银色Silver [ˈsɪlvə(r)] 48加工前(之前)Before[bɪˈfɔː(r)]4849加工后(之后)After [ˈɑːftə(r)]495050制程英文对照表。
锂离子电池常用英语单词
179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238
英文全称
Fixture Adhesive adjust Amplitude Anode Approve Audit Auto Average Baking balance Batch Battery Burst Caliper Capacity Cathode Charge check coating Computer Condition Content Control Customer Cutting Date Defect Department Depth Dimension Dip Discharge Drawing Dry Room Duration dwell time Electrolyte Environment Equipment Evaluation Extraction Feedback Film Finish Flow Foil Folding Form Formation frequency graphite Grid Humidity Hygrometer Impedance Information Inspection
59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数量 1 1 1 1 1 1 1 1 1 1 2 1 3 1 1 1 1
编号
Manufacturing Dept. Engineering Dept. Warehouse Woman's Dressing Rm. Man's Dressing Rm. Air Shower Rm. Anode Slurry Mixing Cathode Slurry Mixing Cathode Slurry Mixing Coating Coating Anode Rolling Cathode Rolling Anode Die Cutting Cathode Die Cutting Electrode Assembling Heat Sealing Electrolyte Injection Aging Room Capacity Grading Battery Formation Capacity Grading Instruments Battery Formation Instruments Pouch Cell Sealing Electrolyte Injection Pouch Cell Packing Warehouse Battery Packing Workshop Electrolyte Storage Rm. Warehouse Equipment Repair Rm. Dehumidification Equipments Gas Source Rm. Rest Room Performance Testing System R&D Rm. 这个牌子给技术部办公楼用
名称 制造部 设备部 综合仓库 女更衣室 男更衣室 风淋室 负极和浆 正极和浆 油系搅拌 油系涂布 涂布 负极辊压 正极辊压 负极制片 正极制片 叠片 热封 注液1 老化 分容 化成 分容机柜 化成机柜 封装 注液2 包装 半成品仓库 Pack间 电解液房 原材料仓库 机修间 空调除湿机房 三气机房 休息室 综合检测 系统研发