不锈钢生产工艺
不锈钢生产技术工艺流程
不锈钢生产技术工艺流程不锈钢是一种高强度、耐腐蚀、美观大方的金属材料,广泛应用于建筑、装饰、家具、电子、机械等领域。
下面是不锈钢生产的技术工艺流程。
1.原料准备:不锈钢的主要原料是铁、铬、镍、锰等金属。
在生产之前,需要对这些原料进行筛分、除杂、配比等准备工作。
2.熔炼:原料进入炉子进行熔炼,通过高温使其熔化并混合均匀。
在熔炼过程中,需要控制炉温、加入合适的熔剂和合金元素,以获得所需的化学成分和物理特性。
3.钢水净化:通过钢液脱氧处理、脱硫处理、脱磷处理等工艺,去除钢液中的杂质和不良元素,提高不锈钢的质量。
4.铸造与浇注:将炼熔好的钢液注入铸模中,待其冷却凝固之后,得到所需的不锈钢坯料。
5.热轧:将坯料加热至合适温度后,通过压力辊机械加工,将不锈钢坯料转变为具有一定尺寸和形状的不锈钢板、带和型材。
6.酸洗:经过热轧后的不锈钢材料会有一层氧化皮和铁锈,需要进行酸洗处理来除去这些杂质,并使不锈钢表面光亮、平整。
7.冷轧:将热轧的不锈钢材料进行进一步加工,通过冷轧机械设备进行再次压制和加工,获得更高的强度和更精密的尺寸。
8.退火:不锈钢在冷轧过程中会产生内应力和变形,需要进行退火处理来恢复其组织结构和性能。
退火过程包括加热至适当温度、保温一段时间,然后缓慢冷却。
9.表面处理:不锈钢的表面可能会有划痕、氧化、污渍等,需要进行抛光、酸洗、电镀、喷涂等处理工艺,使其表面光洁、美观。
10.加工和组装:根据不同的应用需求,对不锈钢材料进行机械加工、切割、焊接、组装等工艺,制成所需的零部件和成品。
11.检测和质量控制:对生产出来的不锈钢材料和成品进行外观检验、尺寸测量、物理性能测试等,确保其符合相关标准和质量要求。
以上是不锈钢生产的技术工艺流程。
每个步骤都十分重要,对于不锈钢材料的质量和性能都有直接影响。
随着科学技术的发展,不锈钢生产工艺也在不断改进与创新,以满足不同行业对不锈钢的需求。
不锈钢的生产工艺
不锈钢的生产工艺
不锈钢是一种具有耐腐蚀性能、高强度和良好的机械性能的合金材料,广泛应用于建筑、化工、制药、食品加工等领域。
不锈钢的生产工艺主要包括原料选矿、炼钢和制品加工。
首先是原料选矿。
不锈钢的主要原料是铁矿石和合金元素(如铬、镍等)。
原料选矿是通过矿石分选和冶炼来获取纯净的铁和合金元素。
合金元素的含量直接决定了不锈钢的性能。
接下来是炼钢。
炼钢过程分为两个主要步骤:冶炼和浇铸。
冶炼是将铁矿石和合金元素熔炼在高温下,通过加入适量的石灰和氧化剂来去除杂质。
浇铸是将炼钢熔液浇注到模具中,形成坯料。
不锈钢的生产中还有一种特殊的炼钢方法叫做电弧炉冶炼,它是通过电弧加热炉内的炼钢熔液来进行的。
最后是制品加工。
制品加工是将坯料经过锻造、轧制、拉拔、挤压、焊接等工艺加工成所需的不锈钢产品。
其中,锻造是将坯料加热至一定温度后,用冲击力或压力使其变形,改善内部结构和力学性能;轧制可以将坯料通过连续轧制机组进行多道次轧制,减小厚度,提高硬度和延展性;拉拔和挤压是将坯料逐渐拉长或挤压成形,使其变细、变长,并改善力学性能;焊接是将不锈钢坯料进行局部加热,并用焊条或焊丝连接。
以上是不锈钢的主要生产工艺。
不同材质和用途的不锈钢可能会有不同的生产工艺细节,但整体上遵循原料选矿、炼钢和制品加工流程。
随着科技的发展,不锈钢的生产工艺会不断改进和创新,以提高产品质量和生产效率。
不锈钢生产技术工艺流程

不锈钢生产技术工艺流程不锈钢是一种具有耐蚀性和耐高温性的合金材料,广泛应用于建筑、航空、汽车、家具等领域。
其生产技术工艺流程主要包括原料准备、熔炼冶炼、连铸坯料制备、热轧制作、退火和冷轧制作等步骤。
1.原料准备:不锈钢的主要原料是铁矿石、铬铁、镍铁以及其他合金元素。
在原料准备阶段,需要对这些原料进行破碎、筛分和混合,确保原料的成分和含量达到产品要求。
2.熔炼冶炼:将经过原料准备的混合物放入高炉中进行冶炼。
在熔炼过程中,通过添加石灰石、硅石和铝矾土等辅助材料,控制氧化还原反应,以提高不锈钢的质量。
3.连铸坯料制备:熔炼得到的液态钢水通过连铸机进行结晶和凝固,形成长方形或方形的连铸坯。
连铸坯经过切割和表面处理后,成为进一步加工的原料。
4.热轧制作:将连铸坯料在高温下进行轧制,获得所需的厚度和尺寸。
热轧工艺可以提高不锈钢的力学性能,并消除内部应力。
5.退火:热轧制作后的不锈钢经过退火处理,以消除冷加工过程中的内应力,并提高材料的塑性和可加工性。
6.冷轧制作:将退火后的不锈钢通过冷轧机进行轧制,进一步获得所需的厚度和尺寸。
冷轧工艺可以提高表面质量和尺寸精度,并增强不锈钢的机械性能。
7.淬火:针对一些特殊要求的不锈钢,还需要进行淬火处理,以改善材料的硬度和强度。
8.表面处理:利用酸洗、钝化、磨光等方法对不锈钢的表面进行处理,提高其耐蚀性和装饰性。
9.最终产品制作:根据客户需求,将经过加工和处理的不锈钢制作成板材、管材、棒材、线材等各种形状与规格的最终产品。
总之,不锈钢的生产技术工艺流程非常复杂,涉及到原料准备、熔炼冶炼、连铸坯料制备、热轧制作、退火和冷轧制作等多个环节。
每个环节都需要严格控制参数和工艺条件,以确保最终产品的质量和性能。
关于不锈钢的工艺

关于不锈钢的工艺不锈钢是一种具有抗腐蚀性能的合金材料,被广泛应用于工业制造、建筑装饰和家居用品等领域。
不锈钢的工艺是指在不锈钢制造过程中所采用的加工方法和工艺技术。
本文将介绍不锈钢的常见工艺及其特点。
1. 冷拔工艺冷拔是不锈钢加工中常用的一种工艺方法。
它是通过将不锈钢坯料加热至一定温度后,利用冷拔机将坯料拉伸成所需的形状和尺寸。
冷拔工艺可以提高不锈钢的硬度和强度,同时改善其表面光洁度和机械性能。
2. 热处理工艺热处理是指将不锈钢加热至一定温度,经过一定时间的保温后进行冷却的工艺方法。
热处理可以改善不锈钢的晶体结构,消除内部应力,提高材料的强度和韧性。
常见的热处理工艺包括退火、淬火、回火等。
3. 焊接工艺不锈钢的焊接是不锈钢加工中的重要环节。
常见的不锈钢焊接方法包括TIG焊、MIG焊、电弧焊等。
不锈钢的焊接工艺要求严格,需要控制焊接温度、焊接速度和焊接气氛等参数,以确保焊接接头的质量和性能。
4. 表面处理工艺不锈钢的表面处理可以改善其外观和耐腐蚀性能。
常见的表面处理方法包括抛光、酸洗、电镀等。
抛光可以提高不锈钢的光洁度和亮度,使其具有更好的装饰效果;酸洗可以去除不锈钢表面的氧化物和污染物,提高其耐腐蚀性能;电镀可以在不锈钢表面形成一层保护性的金属涂层,提高其耐磨性和耐腐蚀性。
5. 冷轧工艺冷轧是指将不锈钢坯料在常温下进行轧制的工艺方法。
冷轧可以使不锈钢材料变薄,同时提高其硬度和强度。
冷轧工艺可以生产出尺寸精度高、表面光洁度好的不锈钢板材和钢带,广泛应用于建筑装饰和汽车制造等领域。
6. 铸造工艺不锈钢的铸造是指将熔融的不锈钢注入铸型,经冷却凝固后得到所需形状的工艺方法。
不锈钢的铸造工艺可以生产出复杂形状的零件和构件,具有设计自由度高、成本低的优点。
常见的不锈钢铸造方法包括砂型铸造、失重铸造和压力铸造等。
不锈钢的工艺是不锈钢制造过程中的关键环节,直接影响着不锈钢材料的性能和质量。
通过合理选择和控制不锈钢的工艺方法,可以获得满足不同需求的不锈钢产品。
不锈钢生产技术工艺流程
不锈钢生产技术工艺流程不锈钢是一种具有良好耐腐蚀性能的合金材料,主要由铁、铬、镍、锰和硅等元素组成。
生产不锈钢的技术工艺流程主要包括原料准备、电炉冶炼、连铸、热轧、冷轧、退火和表面处理等环节。
以下是一个1200字以上的详细描述。
1.原料准备:不锈钢的原料主要是废钢和合金元素。
首先,对废钢进行分类和预处理,包括切割、破碎和清洗等。
然后,根据所需的化学成分和合金元素含量,将合适比例的废钢和合金元素加入电炉。
2.电炉冶炼:将原料放入电炉,通入适量的氧气和氮气,加热至适宜的温度,开始冶炼过程。
在冶炼过程中,不断调整气氛和温度,以保证合金元素的加入和冶炼的均匀性。
同时,采用适当的搅拌和冶炼方法,以提高熔化的效率和质量。
3.连铸:将冶炼好的钢液倒入连铸机中,经过一系列过程,如结晶器冷却、凝固、拉拔等,将钢液转化为连续的钢坯。
在连铸过程中,通过控制结晶器冷却速度和拉拔速度,调整钢坯的形状和尺寸。
4.热轧:将钢坯加热至适宜温度,通过轧机进行热轧加工。
热轧是将钢坯进行塑性变形的过程,通过不断改变轧辊的工作辊型和轧制力,将钢坯轧制成所需的厚度和宽度。
在热轧过程中,通过冷却控制和轧制速度的调整,控制不锈钢的组织和性能。
5.冷轧:将热轧板材通过冷轧机进行冷轧加工。
冷轧是通过降低温度和控制轧制力,使钢材发生塑性变形的过程。
冷轧能够更好地控制板材的厚度和尺寸精度,并提高表面质量。
冷轧还可以改善不锈钢的力学性能和耐腐蚀性能。
6.退火:对冷轧板材进行退火处理。
退火是通过控制温度和保持时间,将冷轧的板材恢复到较软的状态。
退火可以消除冷轧过程中的应力,提高不锈钢的延展性和塑性,并改善不锈钢的晶粒结构和力学性能。
7.表面处理:最后一道工序是对不锈钢板材进行表面处理。
表面处理能够提高不锈钢的表面光洁度和耐腐蚀性,常见的表面处理方法包括酸洗、电镀、喷涂等。
酸洗是将不锈钢板材浸泡在酸性溶液中,去除不锈钢表面的氧化层和污染物。
电镀是将不锈钢板材放入电镀槽中,通过电解作用在表面镀上一层金属或合金。
不锈钢的生产工艺
薄壁不锈钢水管原材料基础知识(十)----不锈钢的生产工艺1、冶炼工艺:不锈钢冶炼的基本原理与碳钢生产不同的是,不锈钢中含有至少 10.5%的 Cr,因此在脱碳反应时,会发生反应:Cr3 O4+4[C]=3[Cr]+4CO反应平衡常数因在高 Cr 钢水中, Cr 比 C 优先氧化,在正常冶炼温度下, C 在 0.03%以下时,平衡 Cr 只有 4%左右;提高温度可提高平衡 Cr 含量,但是耐火材料难以承受。
如: 18%Cr 的钢液,温度要达到 1900℃以上,为此开发了以降低 CO 分压的冶炼方法。
不锈钢常用精炼方法:电弧炉( EF)直接冶炼法、 AOD (氩氧脱碳法)、 VOD (真空吹氧脱碳法)、转炉顶低复吹法(K-OBM-S 、K-BOP 法等)、RH-OB 法,其中以 AOD 法、 VOD法占主导地位。
分别采用二步法和三步法工艺冶炼不锈钢,可以大量生产低碳、超低碳不锈钢, Cr 的回收率也达到较高的水平。
1)几种不锈钢冶炼方法:一步法:EAF原电炉直接生产工艺二步法:EAF+AOD EAF+VODEAF+CLU LD-OB+VOD三步法:EAF+K-OBM-S+VOD或AOD+(LF)EAF+AOD+VODEAF+LD-OB+VOD2)AOD 和 VOD 的优缺点:AOD 冶炼具有投资成本低,脱碳速度快,生产效率高;热效率高,冶炼成本低;钢水搅拌效果好,有利于脱S、O;设备比较简单,工艺容易掌握等,目前世界上约 70%左右不锈钢采用AOD 生产。
缺点是生产低C、 N 钢种困难。
VOD冶炼脱C、保Cr效果好,脱氧效果好;适于生产低C、N钢种等。
缺点投资成本较高,设备维护困难等。
2、热轧工艺:不锈钢产品中,板带约占 70%以上。
不锈钢热轧带钢主要由热连轧机、炉卷轧机等生产,其中以热连轧机为主,具有产量大,成本低,质量好的特点,被广泛采用,如 POSCO 等。
但是目前世界上经过改进的炉卷轧机生产不锈钢的数量也在增加,如 AVESTA、YUSCO 等。
不锈钢材料常见成型工艺

不锈钢材料常见成型工艺不锈钢是一种常见的金属材料,具有耐腐蚀、耐高温、强度高等优点,因此在工业生产中得到广泛应用。
不锈钢的成型工艺也是非常重要的,下面将介绍几种常见的不锈钢成型工艺。
一、冷镦成型冷镦成型是一种常见的不锈钢成型工艺,主要用于制造螺栓、螺母等紧固件。
冷镦成型是利用冷镦机将不锈钢棒材强行压制成型,通过镦头和模具的作用,将不锈钢材料冷变形成型。
冷镦成型工艺具有高效、低成本的特点,能够大批量生产符合规格要求的产品。
二、冷拔成型冷拔成型是一种通过拉伸不锈钢材料来实现成型的工艺。
在冷拔过程中,不锈钢材料被放入到冷拔机中,通过连续拉伸的方式,逐渐把材料拉长成所需的形状。
冷拔成型工艺可以制造出形状复杂、尺寸精确的产品,广泛应用于制造轴类零件、弹簧等。
三、冲压成型冲压成型是一种常见的不锈钢成型工艺,通过冲压机将不锈钢板材加工成各种形状的零件。
冲压成型工艺具有生产效率高、成本低的优点,能够批量生产符合要求的产品。
冲压成型工艺广泛应用于汽车、航空航天、电子等行业,制造出各种不锈钢零件。
四、热压成型热压成型是一种通过将不锈钢材料加热至一定温度,然后放入模具中进行压制成型的工艺。
热压成型工艺可以制造出尺寸精确、表面光滑的产品,适用于制造各种不锈钢零件,如阀门、管道等。
五、焊接成型焊接是一种将不锈钢材料通过加热至熔化状态,然后通过焊接电弧或者激光束将材料连接在一起的工艺。
焊接成型可以制造出形状复杂的不锈钢零件,广泛应用于建筑、船舶、化工等领域。
六、铸造成型铸造成型是一种通过将熔化的不锈钢注入模具中,冷却后得到所需形状的工艺。
铸造成型具有制造尺寸大、形状复杂的不锈钢零件的优点,广泛应用于制造船舶、汽车、机械等行业。
以上是几种常见的不锈钢成型工艺,每种工艺都有其特点和适用范围。
在实际生产中,根据不同的产品要求和工艺条件,选择合适的成型工艺可以提高生产效率、降低成本,并保证产品质量。
不锈钢生产工艺
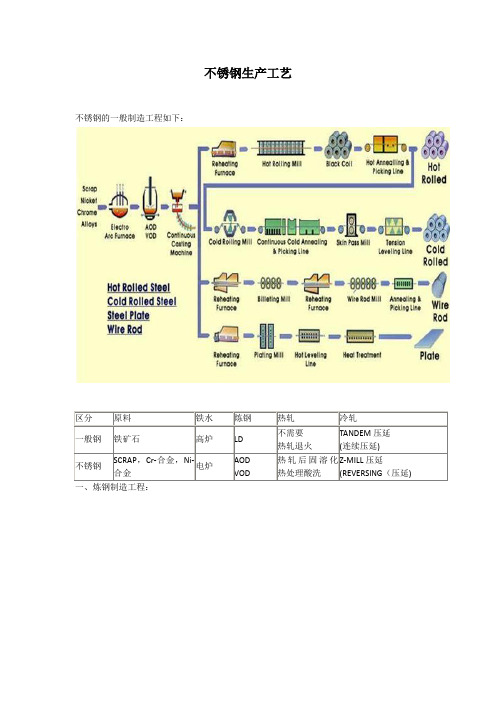
不锈钢生产工艺不锈钢的一般制造工程如下:一、炼钢制造工程:精练方法比较:二、热轧:热轧有两种方式:热连轧和可逆式轧制。
1)热连轧:热连轧产品是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组轧制成带钢,从单一方向一次成型;2)可逆式轧制:热连轧产品是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组轧制成带钢,精轧机采用的是可逆式炸机,经过多次往复轧制成型,一般采用炉卷轧机。
炉卷轧机关键在于卷取机和卷取热加热炉,适用于产量要求不是那么高的板带生产线或者特殊钢带生产线。
三、冷轧:一般而言,用来生产不锈钢的冷轧机主要是采用二十辊轧机。
因其具有良好的刚度,在生产不锈钢过程中有广泛的应用。
AOD精炼技术的发展(1)脱碳工艺的改进新日铁光制铁所当w([C])≥0.7%时,在60 t AOD采用纯氧吹炼,温度>1 580℃时,w(Cr)20%,首先氧化碳,当w([C])≤0.7%,采用O2;Ar(N2)连续变化方式脱碳,当w([C])≤0.10%用纯氩吹炼,用钢中余氧及渣中的Cr2O3进一步脱碳。
光制铁所采用这种方法,前期氧利用率与传统方法一致,但脱碳速度得到提高,氧枪没有出现熔损加大问题,后期氧利用率CRE提高6%,结果FeSi消耗降低了0.7 kg/t。
(2)深脱硫工艺按照传统的AOD操作,脱碳终了加入FeSi进行Cr2O3的还原操作,然后扒去85%以上的渣子再加入CaO、CaF2及粉状FeSi或CaSi进行脱硫的精炼操作,这样对成本、精炼时间、操作条件都十分不利。
新日铁光制所采用Al代替FeSi进行脱硫,取得满意的效果,w(S)<10×10-6,还原精炼时间缩短5~17 min,如下图。
渣子碱度要求CaO+MgOΠSiO2+Al2O3=2.8~3.5(3)以N2代Ar及供氧强度的提高Ar作为AOD精炼的主要气体,因其价格较高,在不锈钢精炼时用N2代Ar,其代Ar率达到20%~40%,对于w([N])为400×10-6~800×10-6的钢可以在脱碳一期、二期代Ar,产品w([N])要求1 500×10-6~2 500×10-6,脱碳期全部用N2代Ar,产品w([N])要求3 000×10-6,可以全程用N2代Ar。
不锈钢轧制工艺
不锈钢轧制工艺
不锈钢轧制工艺主要包括热轧和冷轧两种。
以下是详细的不锈钢轧制工艺:
1. 热轧不锈钢工艺:
热轧不锈钢是在高温下(通常在1000-1200℃)将不锈钢坯料轧制成所需厚度和宽度的钢板或钢带。
热轧过程主要包括以下步骤:
- 加热:将不锈钢坯料加热至适当的温度,以提高轧制的顺利进行。
- 轧制:通过轧制设备,如轧辊,将加热后的不锈钢坯料轧制成所需厚度和宽度的钢板或钢带。
- 冷却:轧制完成后,将热轧不锈钢产品冷却至室温。
- 矫平:冷却后的热轧不锈钢板或钢带可能存在翘曲和扭曲,通过矫平设备进行矫平处理。
2. 冷轧不锈钢工艺:
冷轧不锈钢是在室温下将热轧不锈钢板进一步轧薄至目标厚度的钢板。
冷轧过程主要包括以下步骤:
- 退火:为了提高冷轧过程中的可塑性,通常需要对热轧不锈钢板进行退火处理。
退火过程可以消除内应力,提高不锈钢板的柔软性。
- 酸洗:退火后,对不锈钢板进行酸洗处理,以去除表面的氧化物和污垢。
- 表面平整:酸洗后,通过表面平整设备对不锈钢板进行平整处理,以获得光滑、均匀的表面。
- 轧制:采用冷轧设备,如冷轧辊,将退火和平整后的不锈钢板轧制成所需厚度和宽度的钢板。
- 精整:冷轧完成后,对不锈钢板进行精整处理,包括切割、抛光等,以满足客户的不同需求。
不锈钢轧制工艺生产的钢板或钢带具有厚度均匀、表面光滑、机械性能优越等特点,广泛应用于石油、化工、建筑、食品等行业。
不同类型的不锈钢轧制工艺可以满足不同应用场景的需求,为不锈钢产品的多样化提供了有力保障。
不锈钢冶炼方法
關於不銹鋼的冶煉方法介紹
• 目前世界上不銹鋼冶煉方法有三種方法 • 一步法 • 二步法 • 三步法
一步法:
• 原理:即电炉一步冶炼不锈钢。不锈钢主要由电弧炉采用返回吹氧法生 产,利用合金元素氧化放热使钢液升温到℃,在高温下实现高铬钢液去 碳保铬。
• 工作过程:熔化废钢所需的热量是由电极和废钢间电弧提供的。废钢的 熔化温度是由其成份决定的,一般在 ℃(熔点℃)下开始熔化。当废钢 熔化完毕后,仍然需要升温,以便精炼反应正常进行.氧和碳可以直接吹 入钢液和渣相.然而,反应产物可能会影响产品质量,因此需要仔细控制. 渣中通常加入发泡剂,比如:石灰,白云石和萤石.炉渣的密度小于钢液密 度,通常浮在钢液表面.炉渣除了可以吸附钢液中的杂质和防止钢液被大 气二次氧化以外,它还能保护炉壁免受电弧的辐射,可以提高电的效率. 因此选用高品质炉渣并使其具有发泡性能是非常重要的
• 法的工作原理: 法通过抽真空降低 分压进行脱碳保铬
冶炼不锈钢
• 法的基本工艺: • 法冶炼不锈钢生产工艺路线有电炉流程和转炉流程两种,具体步骤
为: • 电炉()→: 在电炉(或转炉)中熔化和初炼(初脱碳、脱硅、脱
硫),使钢水含碳量和温度达到 精炼的要求;
• 转炉→:二是将初脱碳后的钢液用 法继续脱碳和还原精炼,生产出 合格的不锈钢钢水。以转炉为初炼炉给 提供粗炼钢水是不锈钢生产 的又一途径。转炉,特别是顶底复合吹炼转炉,去碳速度快,可以两 次造渣,因此可以提供温度高、含碳量低的初炼钢液,从而减轻 去 碳负担,缩短精炼时间,实现以最低的成本冶炼不锈钢。
• 氧化脱碳:电炉钢水倒入炉后首先吹入氩氧混合气体进 行脱碳。脱碳后期为了控制出钢温度并有利于炉衬寿命, 需添加清洁的本钢种废钢冷却钢水。脱碳终了后根据冶 炼钢种不同可以进行扒渣处理。
不锈钢制品生产工艺
不锈钢制品生产工艺一、不锈钢的特性及应用不锈钢是一种具有优异耐腐蚀性和良好机械性能的金属材料,广泛应用于建筑、汽车、电子、医疗器械等领域。
不锈钢制品生产工艺的优化对于提高产品质量、降低生产成本具有重要意义。
二、原材料准备不锈钢制品的生产首先需要准备好原材料,即选用合适的不锈钢板材。
根据不同的需求,可以选择不同牌号和规格的不锈钢板材,例如304、316等。
这些不锈钢板材需要经过检验和验收,确保其质量合格。
三、板材切割板材切割是不锈钢制品生产的第一道工序。
常用的切割方法有机械切割、激光切割和等离子切割等。
机械切割适用于较厚的不锈钢板材,激光切割和等离子切割可以实现高精度的切割,适用于薄板和复杂形状的切割。
四、板材成型板材成型是将切割好的不锈钢板材通过冲压、折弯等工艺加工成所需的形状。
冲压是常用的成型方法,通过模具对板材进行冲压,使其形成凹凸不平的形状。
折弯是将板材按照设计要求在特定位置进行弯曲,常用的折弯设备有折弯机和液压机。
五、焊接焊接是不锈钢制品生产过程中重要的一环。
不锈钢的焊接方法有TIG焊、MIG/MAG焊、电弧焊等。
焊接前需要对接头进行清洁和预热,以提高焊接质量。
焊接完成后,还需要进行后续的研磨和抛光等工艺,使焊缝与基材无明显痕迹。
六、表面处理不锈钢制品的表面处理可以提高其耐腐蚀性和装饰性。
常见的表面处理方法有酸洗、电镀、喷涂等。
酸洗可以去除表面的氧化物和污染物,提高表面的亮度和光洁度。
电镀可以在不锈钢表面形成一层金属膜,提高其耐腐蚀性。
喷涂可以增加不锈钢制品的装饰效果。
七、验收和包装完成不锈钢制品的生产后,需要进行验收和包装。
验收是为了确保产品质量符合要求,包括外观质量、尺寸精度和性能指标等方面的检验。
包装是为了保护产品在运输和储存过程中不受损坏,常用的包装材料有木箱、木托盘、塑料薄膜等。
八、质量控制在不锈钢制品生产过程中,质量控制是至关重要的环节。
通过建立科学的质量管理体系和严格的质量控制标准,可以确保产品质量的稳定性和可靠性。
不锈钢生产工艺

不锈钢生产工艺不锈钢是一种抗腐蚀性能优异的合金材料,广泛应用于各种领域,如石化、航空、食品加工等。
不锈钢的生产工艺涉及到多道工序,下面将对不锈钢生产工艺进行简要介绍。
首先,不锈钢生产工艺的第一步是原料选型。
不锈钢的主要成分是铁、铬、镍和其他合金元素。
为了保证不锈钢的材质和性能,需要选择合适的原材料,并进行化学成分分析和物理性能测试。
第二步是熔炼。
不锈钢生产中采用的主要熔炼方法有电弧炉熔炼和感应炉熔炼。
熔炼过程中,需要对原料进行预处理,去除杂质和氧化物,同时控制熔炼的温度和成分。
第三步是铸造。
不锈钢生产中常用的铸造方式有连铸和离心铸造。
连铸是将熔融的不锈钢直接注入成型模具中,形成连续的铸坯。
离心铸造则是将熔融的不锈钢注入转速较高的模具中,通过离心力使得钢液均匀分布在模具内壁,并形成铸坯。
第四步是热处理。
不锈钢经过热处理可以改变其组织结构和性能。
常用的热处理方法有退火、固溶和淬火。
退火可以使不锈钢的组织变得均匀,消除应力和晶界。
固溶则是将不锈钢加热到高温,使其固溶相溶,提高硬度和强度。
淬火则是将固溶后的不锈钢迅速冷却,使其形成马氏体结构,提高硬度和强度。
第五步是精整。
不锈钢经过热处理后,还需要进行精整和表面处理。
精整包括切割、铣削、钻孔等工序,以使不锈钢的尺寸和形状符合要求。
表面处理包括打磨、抛光、酸洗等工序,以改善不锈钢的表面光洁度和耐腐蚀性。
最后一步是质检和包装。
不锈钢产品在生产完成后需要进行质量检验,以保证其符合国家标准和客户要求。
合格的不锈钢产品经过检验后,将进行包装和标识,以便于运输和销售。
不锈钢生产工艺是一个复杂而严谨的过程,需要严格控制每个工序的参数和质量,以保证最终产品的质量和性能。
随着科技的进步,不锈钢生产工艺也在不断改进和创新,以满足市场的需求。
不锈钢的工艺流程

不锈钢的工艺流程
《不锈钢工艺流程》
不锈钢,因其具有较高的耐腐蚀性和耐高温性能而被广泛应用于各种领域。
其制作工艺流程主要包括原料准备、熔炼、铸造、轧制和加工等步骤。
下面将对不锈钢的工艺流程进行详细介绍。
第一步是原料准备。
不锈钢的主要原料包括铁、镍、铬、锰等金属。
这些原料需经过混合、粉碎和筛分等处理,以确保其质量和成分符合制造不锈钢的要求。
接下来是熔炼。
原料经过称量后,被送入炼钢炉中进行熔炼。
在高温下,原料中的金属将熔化并混合在一起,形成不锈钢的熔体。
然后是铸造。
熔炼后的熔体将被铸铁成坯料或铸件,以便后续的轧制和加工。
铸造的过程中需要控制温度和冷却速度,以确保铸件的结构和性能符合要求。
随后是轧制。
铸造完成的坯料或铸件需要经过轧制工艺,以消除内部的缺陷并调整其形状和尺寸。
通过热轧和冷轧等方式,将坯料或铸件逐步轧制成符合规格的不锈钢板、卷材或型材等产品。
最后是加工。
轧制完成的不锈钢产品需要进行切割、热处理、成型、表面处理等工艺,最终变成符合客户需求的成品。
总之,不锈钢的制作工艺流程包括原料准备、熔炼、铸造、轧制和加工等多个环节,每个环节都需要精细的操作和严格的控制,以确保最终产品的质量和性能。
这些工艺流程的完成需要经验丰富的工匠和先进的生产设备,以满足市场对不锈钢产品的需求。
不锈钢生产工艺流程

不锈钢生产工艺流程一、切割切割是不锈钢生产中最重要的环节。
切割可以采用电锯,等离子切割机或水切割等方式完成。
1、电锯切割:电锯是常用的不锈钢切割工具,切割速度较快,操作也比较简单,但由于切割噪声大、动能损失大且成品外观上有残留,效率和质量限制比较大,不适合大规模使用。
2、等离子切割机:等离子切割机采用气体强制切割,速度快,切割边缘均匀,有利于零件的装配,可减少终加工程序。
3、水切割:水切割是切割不锈钢材料的最佳方式,切割力矩小,不会影响切割质量,而且可以削减材料的损耗。
二、焊接焊接是不锈钢生产的核心环节,用不锈钢材料制作的任何产品,都需要经过一定的焊接工艺才能完成。
焊接工艺主要有TIG(氩弧焊、电弧焊等)、MIG(金属保护气体焊、钨极保护气体焊)和激光焊等。
1、TIG焊接:TIG焊接是最常用的数字化焊接方法之一,采用TIG焊接,可以实现均匀温度分布,焊接质量高,有利于不锈钢件的耐用性,但是TIG焊接速度慢、操作复杂,不适宜大批量生产,对技术要求较高。
2、MIG焊接:MIG焊接是采用全自动数字化技术来完成焊接任务,它具有焊接质量高、焊接范围广和高效率等优点,是不锈钢生产中必不可少的作业工艺。
3、激光焊接:激光焊接采用高能量的激光束,通过精确控制激光能量,可以实现不锈钢的超强密封性能,焊接精度和质量极好,但是激光焊接成本较高,不适合大规模生产。
三、表面处理表面处理是不锈钢生产流程中必不可少的一步,它的主要作用有:1、提高产品的耐久性;2、提高产品的外观美观性;3、提升产品的绝缘性能。
表面处理常用的工艺有抛光、阳极氧化、电镀、镀铬等。
1、抛光:抛光是常见的不锈钢表面处理方式,通过抛光布,特定分布的砂质粒子,以及特定的装备实现了快速且平均的抛光效果。
抛光可以产生较平滑、光滑的外观,从而使不锈钢表面发出绿色、灰色、棕色等不同的光泽,使产品外观更漂亮,增加了产品的美观性。
2、阳极氧化:阳极氧化可以将不锈钢表面处理成黑色、棕色或金银色等特殊的光活,具有防水、防潮的性能,可以使产品表面更加抗腐蚀,使产品更耐磨。
不锈钢生产制作工艺
不锈钢生产制作工艺
不锈钢生产制作工艺
一、原料准备
1、普通不锈钢主要原料有:不锈钢、碳钢、合金钢、铝及其它合理配比添加的合金元素等。
2、高温不锈钢原料主要是铬、铁、硅、锰、钴等金属元素,以及少部分的其它合理添加的合金元素。
二、熔炼过程
1、高温不锈钢的原料按照规定的配比进行混合,经过球化粉碎和颗粒分级后,进行熔炼,大块金属熔炼后内含少量气泡,用机械粉碎机研磨,研磨過程中,把含气泡的金属渣剔除,改善金属的冶炼品质。
2、不锈钢为了获得较高的锰含量,需要加入更多的锰,熔炼温度要控制在1400-1500℃,以抑制气泡的生成,获得较好的冶炼结果。
三、锻造成型
1、不锈钢的锻造成型过程主要是将不锈钢液态金属给模具压力,然后将液体金属填充模具内,使其凝固成型,需要注意熔炼温度不能太高,否则会影响熔炼块的形状。
2、在锻造成型的过程中,还需要注意模具的准备以及滚压温度不能太低,以保证模具的密实,减少对金属组织的损伤。
四、热处理
不锈钢的热处理主要是:固溶处理、硬化处理、去除应力处理、
抛光处理等,主要是为了增强金属的强度,提高金属的耐腐蚀能力,防止金属的开裂。
五、检验
不锈钢的生产制作过程中,需要对其进行多次检验,以确保其质量满足规定的要求,比如:对普通不锈钢的铬含量、锰含量以及其它金属元素的含量,对高温不锈钢的元素组成进行核验等。
不锈钢生产工艺流程
不锈钢生产工艺流程
不锈钢是一种重要的金属材料,在工业生产中广泛应用。
不锈钢生产工艺流程包括原材料准备、熔炼精炼、轧制加工、退火处理、表面处理等环节,下面将详细介绍每个环节的工艺流程。
首先是原材料准备。
不锈钢的原材料主要是铁矿石、铬铁合金、镍铁合金以及其他合金元素。
这些原材料需要经过破碎、筛分、洗选等工艺处理,获得合适的颗粒度和化学成分。
然后是熔炼精炼。
将原材料投入高炉中进行冶炼,通过高温熔融,使铁矿石中的铁元素与铬、镍等合金元素发生反应,形成不锈钢熔体。
随后,对熔体进行精炼处理,去除不良元素和氧化物,提高不锈钢的纯度和质量。
接下来是轧制加工。
将熔体倒入连铸机中,通过连铸工艺将熔体冷却成坯料,并剪断成指定长度。
然后,将坯料送入轧机中进行轧制,初轧过程中,通过热轧、中轧、精轧等多道工序,将坯料加工成具有一定尺寸和形状的不锈钢板带。
之后是退火处理。
通过对轧制后的不锈钢板带进行加热处理,使金属晶粒进行再结晶,改善织构和力学性能,同时消除内应力,提高板材的塑性和抗腐蚀性能。
最后是表面处理。
通过对不锈钢板带进行酸洗、电解抛光、镀锌等处理,去除表面的氧化皮、锈蚀和污染物,使不锈钢表面更加光滑、干净,增加不锈钢的美观性和耐腐蚀性。
以上即是一般不锈钢生产工艺流程的主要环节。
不锈钢的生产工艺流程非常复杂,需要多道工序的精细加工和处理,才能生产出高质量的不锈钢产品。
随着技术的不断进步和工艺的改进,不锈钢的生产工艺也在不断提高,为各行各业提供更多更好的不锈钢材料。
不锈钢生产工艺流程

不锈钢生产工艺流程不锈钢是一种具有耐腐蚀性和美观性的金属材料,广泛应用于建筑、家具、厨具等领域。
不锈钢的生产工艺流程包括原料准备、熔炼、轧制、退火、表面处理等多个环节,下面将详细介绍不锈钢的生产工艺流程。
首先,不锈钢的生产过程始于原料准备。
通常情况下,不锈钢的主要原料包括铁、铬、镍、锰等金属元素,其中铬的含量决定了不锈钢的耐腐蚀性能。
生产厂家需要根据不同型号的不锈钢产品,精确控制原料的配比和成分,以确保最终产品的质量和性能。
接下来是熔炼环节。
原料经过严格的配比后,被送入高温熔炼炉中进行熔炼。
在熔炼过程中,需要对熔体进行搅拌和除氧处理,以确保合金成分的均匀性和稳定性。
熔炼完成后,将得到不锈钢的母坯。
随后是轧制环节。
母坯经过粗轧、精轧等多道工序的轧制,最终成型为所需规格和尺寸的不锈钢板、带、管等半成品。
在轧制过程中,需要严格控制轧制温度、轧制力度和轧制速度,以确保产品的表面质量和机械性能。
然后是退火环节。
轧制后的不锈钢半成品需要进行退火处理,以消除内部应力和提高材料的塑性和韧性。
退火过程中,需要控制加热温度和保温时间,使材料达到理想的组织结构和性能。
最后是表面处理环节。
不锈钢产品的表面处理包括酸洗、抛光、喷砂等工艺,以提高产品的表面光洁度和美观性。
表面处理还包括对不锈钢产品进行防腐蚀处理,增强其耐候性和耐腐蚀性能。
总的来说,不锈钢的生产工艺流程包括原料准备、熔炼、轧制、退火、表面处理等多个环节。
每个环节都需要严格控制工艺参数和生产过程,以确保最终产品的质量和性能达到标准要求。
不锈钢作为一种重要的材料,在现代社会有着广泛的应用前景,其生产工艺的不断改进和完善,将进一步推动不锈钢行业的发展和进步。
不锈钢生产技术工艺流程
不锈钢生产技术工艺流程不锈钢是一种具有抗腐蚀性和耐高温性的合金材料。
它由铁、碳、铬和其他元素组成,通过特殊的加工工艺制成。
以下是不锈钢的生产技术工艺流程的详细说明。
1.原料准备:不锈钢的主要原料是铁矿石、废钢和合金添加剂。
铁矿石经过破碎、选矿和烧结等工序,得到铁精粉。
废钢经过脱水、除尘和磁选等工序,得到可回收的废钢。
合金添加剂包括铬、镍和其他元素,用于提高不锈钢的抗腐蚀性和强度。
2.熔炼:将铁精粉和废钢放入电弧炉或感应炉中进行熔炼。
在高温下,铁精粉和废钢融化并与合金添加剂混合,形成不锈钢熔体。
3.精炼:将不锈钢熔体转移到精炼炉中。
在精炼炉中,通过吹氩、氮气或氧气等气体进行脱氧、脱硫和除杂。
这些气体可以与不锈钢中的氧、硫和杂质反应,从而提高不锈钢的纯度。
4.连铸:将精炼后的不锈钢熔体转移到连铸机中进行铸造。
连铸机将熔体注入铸模中,冷却和凝固,形成长方形或圆形的坯料。
5.轧制:将铸坯加热至适当温度后,通过轧制机来轧制。
轧制机包括粗轧机、中轧机和精轧机。
通过不断压制和拉伸,铸坯逐渐形成所需规格的不锈钢板材。
6.酸洗:不锈钢板材经过轧制后,表面会残留一些氧化物和杂质。
为了去除这些杂质并提高不锈钢板材的光洁度,需要进行酸洗。
酸洗是以酸为介质,将不锈钢板材浸泡在酸液中,使其表面氧化物和杂质溶解。
7.镀锌:不锈钢板材经过酸洗后,为了提高其耐腐蚀性和耐磨性,可以进行镀锌处理。
镀锌是将不锈钢板材浸泡在含锌溶液中,与锌发生反应形成锌层。
8.表面处理:不锈钢板材经过酸洗和镀锌后,还可以进行一些表面处理,如抛光、刻蚀和喷砂等。
这些处理可以改善不锈钢表面的光洁度和美观度。
9.检测和质量控制:在生产过程中,对不锈钢的各个环节进行严格的检测和质量控制,以确保产品的合格性。
常用的检测方法包括拉伸试验、硬度测试和冲击试验等。
10.包装和运输:经过检测和质量控制后,合格的不锈钢产品将进行包装和运输。
通常采用木箱、钢板和膜包装,以保护产品的完整性。
不锈钢生产工艺流程
不锈钢生产工艺流程不锈钢是一种具有抗腐蚀特性的金属材料,广泛应用于建筑、化工、电子和制药等行业。
下面是不锈钢生产的一般工艺流程。
首先,原料准备。
不锈钢的主要成分是铁、铬、镍和少量其他元素,如钛、铜和锰等。
在生产之前,需要准备足够的原料,并确保其质量符合要求。
其次,原料熔炼。
不锈钢的生产通常是通过电弧炉熔炼的方法进行的。
在熔炼过程中,将适量的铁和其他合金元素放入电弧炉中,加热至高温,使其完全熔化。
在此过程中,需要控制合金元素的比例,以确保最终产品的化学成分达到要求。
然后,精炼过程。
熔炼后的合金液可能会包含一些杂质和不均匀的成分。
为了获得高质量的不锈钢,需要进行精炼处理。
通常使用真空炉或连铸机进行精炼,通过这些设备可以去除杂质,并确保成分的均匀性。
接下来,连铸过程。
连铸是将熔化的合金液倒入铸模中,快速冷却并形成坯料。
在连铸过程中,需要控制冷却速度、铸模温度和液体流动性等参数,以确保坯料的质量。
然后,热轧和冷轧。
经过连铸成形的坯料需要进行进一步的加工,以获得所需的规格和表面质量。
通常使用热轧和冷轧的方式进行加工。
在热轧过程中,将坯料加热至高温,通过轧制机械使其变形,并最终获得所需的厚度和宽度。
而在冷轧过程中,使用冷轧机对热轧板进行进一步的轧制和拉伸,以改善表面质量和尺寸精度。
最后,退火和成品加工。
退火是不锈钢生产中非常重要的一步。
通过加热和冷却来改变材料的组织结构,消除内部应力,并提高材料的机械性能。
退火后的不锈钢坯料可以进行下一步的加工,如切割、焊接、冷拔等。
以上是一般不锈钢生产的工艺流程。
不同厂家和不同产品可能会有所差异,但整体流程大致相似。
不锈钢的生产流程非常重要,只有严格控制工艺和质量,才能获得高质量的不锈钢产品。
不锈钢生产工艺流程
不锈钢生产工艺流程不锈钢是一种耐腐蚀的钢铁合金,具有优异的耐腐蚀性、高强度和良好的可塑性。
它在生活和工业生产中广泛应用于制造厨具、化工设备、建筑材料等领域。
下面简要介绍不锈钢的生产工艺流程。
不锈钢的制造工艺流程主要包括原材料选择、熔炼、热轧、冷轧、退火和精整等环节。
首先,原材料的选择是不锈钢生产的第一步。
不锈钢主要由铁、铬、镍等元素组成,其中铬的含量要达到10.5%以上。
选用合适的原料可以确保不锈钢的质量和性能。
然后,原材料在熔炼炉中进行熔炼。
熔炼的工艺通常采用电弧炉或转炉来进行,通过高温加热将原料完全熔化,然后加入适量的合金元素来调整成分。
熔炼完成后,熔融的金属通过连铸工艺进行连铸,将熔融的金属注入铸模中,使其逐渐凝固成坯料。
连铸主要有直连铸和氩气铸两种方式,可以根据需要选择不同的方式。
经过连铸得到的坯料需要经过热轧和冷轧工艺进行塑性变形。
热轧是将坯料加热到较高温度,然后通过轧机的辊子将其压制成所需的形状和尺寸。
冷轧则是将热轧后的坯料冷却到室温,再次利用轧机进行塑性变形,使其更加致密。
随后,冷轧的不锈钢通过退火工艺进行纹理调整和硬度控制。
退火是将冷轧后的不锈钢加热到适当温度,然后缓慢冷却,使其颗粒重新排列并降低硬度。
退火可以提高材料的可塑性和韧性,使其更容易进行下一步的加工。
最后,经过精整工艺对不锈钢进行去表面缺陷、钢板切割和研磨等处理,使其表面光洁度更高,尺寸更加准确。
以上就是不锈钢的生产工艺流程。
这个工艺流程不仅保证了不锈钢制品的优良性能,还为各个行业提供了优质的原材料,推动了不锈钢产品在市场上的广泛应用。
随着科技的发展,不锈钢的生产工艺也在不断创新和改进,以适应不同需求的产业发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢生产工艺依尔夏提.阿合麦江(东北大学机械工程与自动化学院机械1111班)摘要:中华名族是世界上最早冶铁炼钢的国家,我们的祖先远在三千年前就掌握了一些冶铁、炼钢、铸锻和热处理的技艺,比欧洲各国要早1700多年,对世界文明与人类进步作出过重要的贡献。
最后于本世纪初,在社会已具有一定的物质生产条件(主要是低碳铬铁的制成)以及理论研究已取得进展(主要是铁铬合金中碳耐腐烛性的影响),而产业部门又急需的情况下,不锈钢才应运而生了。
从开始研究不锈钢到初步研制成攻(1797~1910年)经历了整整一个世纪。
关键词:不锈钢生产工艺Production process of stainless steelYIERXIATI(Northeastern University)Abstract:The Chinese nation is the world's first steelmaking country, our ancestors as early as three thousand years ago have some iron,steel, forging and heat treatment technology, it 1700 years earlierthan Europe, made an important contribution to the worldcivilization and human progress. Finally, at the beginning of this century, the society has a certain material condition of production(mainly made of low carbon ferrochrome) as well as the theoretical research has made progress (mainly affect the corrosion resistanceof carbon in Fe-Cr alloy), and the industrial sector and the urgent need for the case, stainless steel only arises at the historic moment.From the beginning of stainless steel to primarily developed attack(1797 ~ 1910) went through a whole century.0 前言不锈钢(Stainless Steel)指耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢,又称不锈耐酸钢。
实际应用中,常将耐弱腐蚀介质腐蚀的钢称为不锈钢,而将耐化学介质腐蚀的钢称为耐酸钢。
由于两者在化学成分上的差异,前者不一定耐化学介质腐蚀,而后者则一般均具有不锈性。
不锈钢的耐蚀性取决于钢中所含的合金元素。
不锈钢基本合金元素还有镍、钼、钛、铌、铜、氮等,以满足各种用途对不锈钢组织和性能的要求。
不锈钢容易被氯离子腐蚀,因为铬、镍、氯是同位原素,同位原素会进行互换同化从而形成不锈钢的腐蚀。
1 制造环境 1.1不锈钢压力容器及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得与黑色金属制品或其它产品混杂生产,不锈钢压力容器如附有碳钢零件,其碳钢零部件的制造场地应与不锈钢制作场地分开。
1.2为了防止铁离子和其他有害杂质的污染,不锈钢压力容器生产场地必须保持清洁、干燥,地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。
1.3不锈钢压力容器在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠绕等)、吊夹具及其它工艺设备。
起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材料(如橡胶、塑料等)铠装的金属吊缆。
进入生产现场的人员应穿着鞋底不得带有铁钉等尖锐异物的工作鞋。
1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤的运送工具。
1.5不锈钢压力容器的表面处理应有独立且配备必要环境保护措施的场地(远离喷漆)。
2 材料2.1制造不锈钢压力容器的材料不得有分层,表面不允许有裂纹、结疤等缺陷,经酸洗供应的材料不允许有氧化皮和过酸洗现象。
2.2不锈钢材料上应有清晰的入库标记,按牌号、规格和炉批号单独分类存放,不得与碳钢混放,并不得不采取保护措施的情况下在不锈钢板上走动,材料标记应用无氯、无硫的记号笔书写,不得用涂料等有污染的物料书写,不得在材料表面打钢印。
2.3钢板吊运时要采取合适的措施,以防止钢板产生变形,起吊用的绳缆、索具要考虑护套防护手段,以免损伤材料表面。
3 加工成型和焊接3.1当采用样板进行划线时,样板应由不会对不锈钢表面产生污染的材料(如镀锌铁皮、不锈钢板)进行制作。
3.2划线应在清洁的木板或光洁的平台上进行,加工过程中不能去除的不锈钢材料表面严禁用钢针划线或打冲印。
3.3下料时,应将不锈钢原材料移至专用场地用等离子切割或机械切割方法下料。
用等离子切割方法下料或开孔的板材,如割后尚需焊接,则要去除割口处的氧化物至显露金属光泽。
当利用机械切割方法时,下料前应将机床清理干净,为防止板材表面划伤,压脚上应包橡胶等软质材料。
严禁在不锈钢材料垛上直接切割下料。
3.4板材的剪口和边缘不应有裂缝、压痕、撕裂等现象。
3.5剪好的材料应整齐地堆放在底架上,以便连同底架吊运,板间须垫橡胶、木板、毯子等软质材料,以防损伤表面。
3.6圆钢和管子可用车床、锯条或砂轮切割机等方法下料。
如还需焊接,须除去割口处砂轮残屑及毛刺。
3.7不锈钢板下料时,如需在不锈钢表面走动,下料人员应穿上鞋套在不锈钢上施工,下料后,应用牛皮纸将所下钢板正反两面用牛皮纸包裹,卷板前,卷板机应进行机械清理,并用洗洁精清理棍轴表面。
3.8不锈钢零部件进行机械加工时,冷却液一般采用水基乳化液3.9壳体组装过程中,临时所需的楔铁、垫板等与壳体表面接触的用具应选用与壳体相适应的不锈钢材料。
3.10不锈钢压力容器严禁强力组装,组装过程中不得使用可能造成铁离子污染的工具,组装时,必须严格控制表面机械损伤和飞溅物。
容器的开孔应采用等离子或机械切割的方法。
3.11施焊过程中,不允许采用碳钢材质作为地线夹头,应将地线夹头紧固在工件上,禁止点焊紧固。
3.12 不锈钢压力容器的焊接应严格执行焊接工艺规范,严格控制焊道层间温度(即要等上一道焊缝得到有效冷却后再进行下一道焊缝的焊接)。
用碳弧气刨对焊道清根时,应将渗碳层打磨清除(即碳弧气刨后应进行打磨)。
有抗晶间腐蚀要求的不锈钢压力容器在焊接时,与工作介质接触的焊道应最后施焊,焊接时采取对称施焊和使用防变形胎等措施控制焊接变形。
3.14制造过程中应避免尖锐、硬性物质擦伤不锈钢表面。
如进行容器内工作,应采取铺设衬垫等保护措施。
3.15不锈钢压力容器的表面如有局部磕碰或影响耐腐蚀性能的缺陷,必须修复。
3.16不锈钢压力容器的铭牌座应选用不锈钢材料。
图1 不锈钢制作方法5 压力试验及运输包装5.1以水为介质进行液压试验,其所用的水必须是洁净的。
奥氏体不锈钢压力容器用水进行液压试验时,应该严格控制水中的氯离表一,一般钢和不锈钢的处理方法子含量不超过25mg/L,试验合格后,应立即将水渍去除干净。
5.2不锈钢压力容器在不锈钢常2、奥氏体不锈钢:图2 母材硬度测定点离熔合线距离1050~1152、奥氏体不锈钢:title般采用固溶处理,即将钢加热至1050~1150℃,然后水冷或风冷,以获得单相奥氏体组织。
3、奥氏体 - 铁素体双相不锈钢: 兼有奥氏体和铁素体不锈钢的优点,并具有超塑性。
奥氏体和铁素体组织各约占一半的不锈钢。
在含C 较低的情况下,Cr 含量在18%~28%,Ni 含量在3%~10%。
有些钢还含有Mo 、Cu 、Si 、Nb 、Ti ,N 等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
4、马氏体不锈钢:强度高,但塑性和可焊性较差。
马氏体不锈钢的常用牌号有1Cr13、3Cr13等,因含碳较高,故具有较高的强度、硬度和耐磨性,但耐蚀性稍差,用于力学性能要求较高、耐蚀性能要求一般的一些零件上,如弹簧、汽轮机叶片、水压机阀等。
这类钢是在淬火、回火处理后使用的。
锻造、冲压后需退火。
4.结论学会了不锈钢的制作工艺,分类,处理,包装,检验等一系列关于不锈钢生产的知识。
参考文献1.Torque expression in stainless steel orthodontic brackets. A systematic review. Orthodontic Graduate Program , University of Alberta , Edmonton , AB , Canada.The Angle orthodontist, 2009, Vol.80 (1), pp.201-10PubMed Journal2.Efficacy of aerosolized hydrogenperoxide-based sanitizer on the reduction of pathogenic bacteria on a stainless steel surfaceDepartment of Food Science and Technology , Chung-Ang UniversityNae-ri , Daedeok-myeon , Anseong-si , Gyeonggi-do 456-756 , Sout Biotechnology , Seoul National University , Seoul 151-742 , Sout3.Abrasion wear resistance of arc-sprayed stainless steel and co Industrial MaterialsInstitute , National Research Council CanadaJournal of Thermal Spray Technology, 1995, Vol.4 (2) Springer Journal4. Antibacterial activity against Porphyromonas gingivalis and b stainless steelDepartment of Orthodontics , School of Stomatology , China MedicalUniversity , Shenyang , China , Institute of Metal Research , Chinese Academy ofSciences , Shenyang , China , Department of Central Laboratory , School of Stomatology , China Medical University , Shenyang , ChinaColloids and Surfaces B: Biointerfaces, 2012, Vol.105, pp.51-575. Behaviour of cold-formed stainless steel beams at elevatedtemperaturesDepartment of Civil Engineering , Zhejiang UniversityJournal of Zhejiang University SCIENCE A, 2008, Vol.9 (11)6. 不锈钢高温组织与高温力学性能研究进展 孟亚惠; 季根顺; 樊丁; 张建斌 热加工工艺 期刊 2009-9-257. 18-8奥氏体不锈钢的晶间腐蚀 张述林; 李敏娇; 王晓波; 陈世波中国腐蚀与防护学报 2007-4-308. 不锈钢的耐蚀性能 许适群石油化工腐蚀与防护 2005-10-30。