成品抽检记录表
成品抽检记录表

订单号
产品编码
成品抽检记录表
产品型号
数量
抽检数 量
外观
编号:
功能Biblioteka 包装检验人/日期审核人/日期:
《成品抽检记录表》使用说明
一、使用范围:适用于成品抽检的整个过程的填写。
二、编号:各部门自行编号,建议采取以下格式:
□□-□□□□□□□
部门缩写,2位,参见《体系文件编写导则》; 年度缩写,2位,如2019年缩写为19; 月份缩写,2位,如4月份缩写为04; 序号,3位,从1开始,连续编号。 三、填写要求: 1、订单号、产品编码:抽查产品的订单号及产品编码。 2、产品型号、数量:抽检的产品型号及数量。 3、抽检数量、外观、功能、包装:检验人根据抽检实际情况如实填写。 四、原件存档及保存期规定: 原件由申请部门填写,保存期为1年。 五、归口管理部门:品质部。 六、发放范围:品质部 七、生效日期:
抽检作业记录表

B级需纠正)
异常说明及处理:
重量
重量
班 别:
重量
重量
异常说明及处理:
河南省三健乐食品有限公司
品控员抽检检记录表
日期:
线别
时间
项目
不良描述
品项
有异物(A)
包装物用错;中包和小包不匹配(A)
包材破洞、开裂(A)
包装 封口开裂、漏气(A) 状况 下封留边>1.5cm 或<0.5cm(B)
两边留边>1cm或<0.5cm(B)
边封、底封皱褶,收缩变形 (B)
包膜易撕口一端或两端易撕性差(B)
纸箱用错、数量短缺、空袋(A )
封箱 状况
开胶、少胶点(B) 明显变形,封舌外露(B) 侧封露面(B)
打印
开胶、侧封、顶封错位达5mm以上(B) 1.无打印、打印错误、残缺及辨识困难
(A) 2.外箱/内膜打印不一致(A) 3.同一包装物上有2个或以上的不同批号
(A) 1.不清晰、压主图案 (B)
2.两个或两个以上同批号打印 (B)
3.打印位置不符合包装物标识的位置 (B)
夹生、焦糊、油哈味(A)
产品 状况
有异物、脏污 (A) 产品不平整(B) 拌料不均或破损不完整(B)
长度不符合产品标准(B)
产品 单件重量低于标识净含量(A) 重量 整箱均重低于标准含量(A)
合计不A级良点数 NhomakorabeaB级
结果判定(出现A级、3个B级记不合格,出现1个和2个
原材料抽检记录表

原材料抽检记录表日期:[日期]抽检人员:[抽检人员姓名]抽检地点:[抽检地点名称]编号 | 原材料名称 | 抽检数量 | 合格数量 | 不合格数量 | 抽检结果--- | ---------- | -------- | -------- | ---------- | --------1 | [原材料1] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]2 | [原材料2] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]3 | [原材料3] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]...N | [原材料N] | [数量] | [合格数量] | [不合格数量] | [合格/不合格]备注:- 抽检数量为每个原材料的抽检数量。
- 合格数量为通过抽检的原材料数量。
- 不合格数量为未通过抽检的原材料数量。
- 抽检结果可以填写为“合格”或“不合格”。
示例:日期:2021-01-15抽检人员:张三抽检地点:生产车间编号 | 原材料名称 | 抽检数量 | 合格数量 | 不合格数量 | 抽检结果--- | ---------- | -------- | -------- | ---------- | --------1 | A型原材料 | 1000 | 990 | 10 | 合格2 | B型原材料 | 500 | 500 | 0 | 合格3 | C型原材料 | 200 | 180 | 20 | 不合格4 | D型原材料 | 300 | 300 | 0 | 合格备注:- 日期为抽检记录的日期。
- 抽检人员为负责进行抽检的人员姓名。
- 抽检地点为进行抽检的具体场所名称。
- 编号为原材料的序号,用于区分不同的原材料。
- 原材料名称为被抽检的原材料的名称。
- 抽检数量为该原材料的抽检数量。
- 合格数量为通过抽检的该原材料的数量。
- 不合格数量为未通过抽检的该原材料的数量。
丝印车间成品检验报表(覆盖整个丝印产品)

AQL值
机种型号
丝印时间
月
ANSI/ASQC Z1.4 S-4
成品出货抽检报表
零件名称
日
至
CR: AC=0 RE=1
月 MA:1.0
日时 MI:2.5
丝印车间:
生产数量 检验时间
检查 项目规格/标准测来自12外观
参照检验规范
A 丝印位置
丝印 B 丝印内容(含颜色) 位置 C 丝印尺寸
及其 丝印 内容
判定结果
处理办法: 1、□退货
品管经理:
□合格 2、□特采
□不合格 3、□待全检
品管组长:
累计不
备注:1.ROHS符合性 2. 3. 4. 5. 检验员:
良数
□OK
表单编 号版: 本:A/0
月
Ac Re
量
□NG
日时 分类
CR MA MI
□NA.
D 丝印清晰度 E 丝印厚薄均匀度 F 丝印的色差度
G 超声波熔接点
附着力性能 测试
3M/600胶纸(6次) 75%酒精擦洗15次
正已烷及其他
包 装 须依照原包装装回
定
值
No
3
4
5
1
不良情形
2
3
4
5
6
允 收标 准
备 注
1.以上所有检验依抽样水平之相关规定,记录以5PCS为准. 2.附着力性能项以不良项目作记录依据。 3.以上除尺寸项目记录数据外,其余各项以OK/NG填注.
质量抽检记录表

质量抽检记录表1. 项目信息
项目名称:[项目名称]
项目编号:[项目编号]
批次号:[批次号]
生产日期:[生产日期]
2. 抽检样品信息
抽检单位:[抽检单位]
抽检日期:[抽检日期]
抽检样品数量:[抽检样品数量]
3. 抽检结果
3.1. 抽检项目及要求
3.2. 抽检结果记录
抽检结果记录如下:
4. 质量评估
根据抽检结果,对质量进行评估:
- 优质:符合所有抽检项目的要求。
- 合格:符合大部分抽检项目的要求,但可能存在些许问题。
- 不合格:不符合抽检项目的要求,存在明显问题。
5. 处理措施
对于不合格的样品,需要进行相应的处理措施:
- 重新检测、整改或修复。
- 调整生产工艺或质量控制措施。
- 按照合同约定处理不合格样品。
6. 报告编制
抽检记录表编制人:[编制人]
编制日期:[编制日期]
审核人:[审核人]
审核日期:[审核日期]
确认人:[确认人]
确认日期:[确认日期]
7. 备注
[备注内容]
以上为质量抽检记录表的内容。
---
注意:此文档中的内容仅供参考,实际操作以实际业务和法规要求为准。
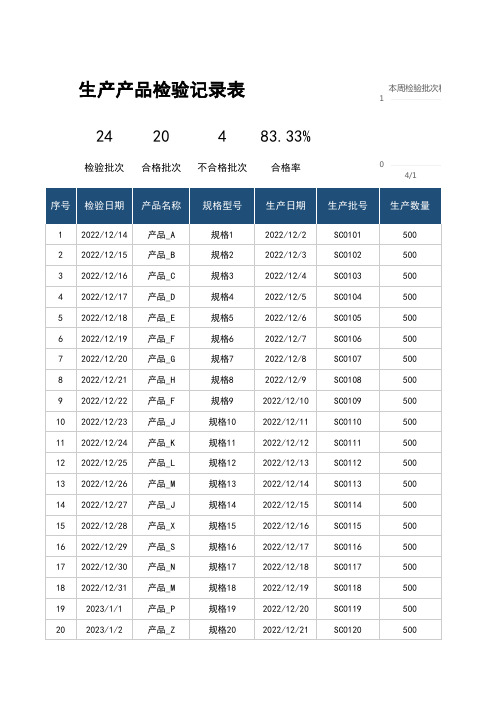
生产产品检验记录表
规格14
2022/12/15
SC0114
500
15 2022/12/28 产品_X
规格15
2022/12/16
SC0115
500
16 2022/12/29 产品_S
规格16
2022/12/17
SC0116
500
17 2022/12/30 产品_N
规格17
2022/12/18
SC0117
500
18 2022/12/31 产品_M
规格22
2022/12/23
SC0122
500
23 2023/1/5
产品_B
规格23
2022/12/24
SC0123
500
24 2023/1/6
产品_V
规格24
2022/12/25
SC0124
500
本周检验批次和合格批次
检验批次 合格批次
4/2
4/3
检验数量
50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50
2022/12/3
SC0102
500
3 2022/12/16 产品_C
规格3
2022/12/4
SC0103
500
4 2022/12/17 产品_D
规格4
2022/12/5
SC0104
500
5 2022/12/18 产品_E
规格5
2022/12/6
SC0105
500
6 2022/12/19 产品_F
规格6
生产产品检验记录表
本周检验批次和合格批次 1
成品入库抽检记录表

产品检 验 项 目 项目 日期 (Y/M/D) 成品线 别 产线检 验者 产品型号 送检数量 抽样方案 产品批号 AQL (PCS) 结果 抽样数 抽样数 抽样数 抽样数 抽样数 抽样数 抽样数 抽样数 □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ □ACC □REJ 外观 Ⅱ 0.65 不良数 尺寸 S-2 0.4 不良数 三参数 S-2 0.15 不良数 电阻 S-2 0.15 不良数 绝缘耐压 S-2 0.15 不良数 放电 S-2 0.15 不良数 可焊性 2 PCS (0,1) 不良数 包装 Ⅱ 0.25 不良数 多能工 FQC 签名 结果判定 FQC 确认
不合格说明:
1.抽样样本量与产品规格书同,但AQL必须比规格书加严一级; 2.项目合格,“√”或记录实际数值,不合格打“Xn”,不适用填写"N/A"。检验合格勾“ACC”,不合格勾“REJ”,出现“REJ”时,需要将对应的不合格信息记录于“不合格说明”; 3.本表单抽样方案与检验判定依据参考文件Q-QA-08-2002-001《TFMOV 系列成品检验规范》; 4.该表单由TFMOV产品品保保存,保存期限为3年。 检验组长审批/日期: Q-QA-08-2002-001-0003/3.0