Rotational molding technology
化学工艺与工程所学课程

化学工艺与工程所学课程化学工艺与工程是一门涉及化学原理、工程设计和技术操作等方面的综合学科。
该课程主要通过理论和实践相结合的方式,培养学生对化学工业领域的专业知识和技能。
本文将围绕化学工艺与工程所学课程展开详细描述,包括课程的特点、学习内容和教学方法等。
一、课程特点:化学工艺与工程课程具有以下特点:1. 综合性:该课程融合了化学学科和工程学科的知识,旨在培养学生具备化学原理和工程设计的综合能力。
2. 实践性:课程注重实践操作,通过实验、实习等方式,让学生在真实的化学工程环境中学习和运用所学知识。
3. 可应用性:课程强调将理论知识应用于实际工程项目中,培养学生解决实际问题的能力。
二、学习内容:化学工艺与工程课程主要包括以下内容:1. 化学基础知识:学生将学习化学的基本原理、反应动力学、热力学等基础知识,为后续的工程设计打下基础。
2. 化学工艺概论:学生将了解化学工艺的基本概念、分类和发展历程,掌握化工领域的基本流程和工艺图解。
3. 单元操作:学生将学习化学工艺中的一些常见单元操作,如反应器、分离器、换热器等的设计原理和运行要点。
4. 设备设计:学生将学习化工设备的选型、设计和优化,了解不同设备在化学工艺中的作用和影响。
5. 安全与环保:学生将了解化学工业中的安全与环保要求,掌握常见危险品的储存、运输和处置措施。
三、教学方法:为了更好地培养学生的综合能力,化学工艺与工程课程采用多种教学方法:1. 理论讲解:教师通过课堂讲授,介绍化学工艺与工程的相关理论和知识点,帮助学生建立起完整的知识体系。
2. 实验操作:学生将参与化学工艺实验室的实验操作,通过亲身操作和观察,加深对理论知识的理解和掌握实验技能。
3. 工程实习:学生将参与实际工程项目的实习,通过实践操作,了解化学工艺与工程在实际项目中的应用。
为了更好地说明课程内容和教学方法,以下是一个具体示例:学生在学习化学工艺与工程课程时,需要设计一个化学反应器的工程项目。
项目 模具英语

项目模具英语模具英语是指在模具制造和使用过程中所涉及的英语词汇和表达方式。
模具是一种用于制造各种产品的工具或设备,通常由金属或塑料制成。
在国际贸易和合作中,模具行业的英语交流已经成为一种必备技能。
以下是模具英语的标准格式文本:一、模具制造过程中的英语词汇和表达方式1. 模具设计(Mold Design)- Design concept: 设计理念- 3D modeling: 三维建模- Draft angle: 脱模锥度- Parting line: 分模线- Core and cavity: 芯和腔- Cooling system: 冷却系统- Ejection system: 脱模系统- Runner system: 浇注系统- Gate design: 浇口设计- Mold flow analysis: 模流分析2. 模具制造(Mold Manufacturing)- CNC machining: 数控加工- EDM (Electrical Discharge Machining): 电火花加工 - Wire cutting: 线切割- Grinding: 磨削- Polishing: 抛光- Assembly: 组装- Trial production: 试产- Inspection: 检验- Modification: 修改3. 模具使用(Mold Application)- Injection molding: 注塑- Blow molding: 吹塑- Compression molding: 压塑- Thermoforming: 热成型- Extrusion molding: 挤出成型- Rotational molding: 旋转成型- Overmolding: 双色注塑- Insert molding: 嵌入式注塑- Molding defects: 成型缺陷- Mold maintenance: 模具维护二、模具行业常用的英语表达方式和句型1. 询盘和报价(Inquiry and Quotation)- We are interested in your mold products and would like to request a quotation.- Could you please provide us with the price list for your mold products?- Can you give us a detailed breakdown of the costs involved in manufacturing the mold?- We would like to know the delivery time for the mold products.2. 技术交流和合作(Technical Communication and Cooperation)- We would like to discuss the mold design and specifications in detail.- Could you provide us with the CAD files or 3D drawings of the mold?- We are open to any suggestions or improvements regarding the mold design.- We are willing to cooperate with your company on mold manufacturing and development.3. 合同和支付(Contract and Payment)- We would like to sign a contract for the mold manufacturing project.- What are the payment terms and conditions for the mold products?- We will make the payment in installments according to the agreed schedule.- The payment will be made by bank transfer or letter of credit.4. 售后服务和保修(After-sales Service and Warranty)- We expect a warranty period for the mold products.- In case of any problems or defects, we would like to know your after-sales service policy.- Could you provide us with the spare parts and maintenance manual for the mold?- We appreciate your prompt response and support in resolving any issues with the mold.以上是关于模具英语的标准格式文本,涵盖了模具制造过程中的英语词汇和表达方式,以及模具行业常用的英语表达方式和句型。
塑料加工工艺
塑料加工工艺1. 射出成形(injection molding)在所有之塑料加工成形方法上,射出成形最为被广泛使用。
其法为热塑性塑料或热固性塑料导入于射出成形机的加热筒中,俟其完全熔融后,藉由柱塞或螺杆之压力,产生热能及摩擦热能,将其注入于闭合模具之模穴中,固化后,再开启模具取出成品。
此种加工技术因材料、机械设计及制品要求而衍生出其它之方法,如预嵌入金属零件之插件成形、多色及混色的射出成形,结构发泡的射出成形、气体辅助射出成形(gas assisted injection molding)、共射出成形(coinjection)、射出中空成形及利用液态单体或液态预聚合物为原料之反应射出成形(RIM)等方法。
2.押出成型将热塑性材料于押出机中加热、加压,再用螺杆予以押出,押出品之断面形状依模头而定,可为棒状、管状、平版状、异形状等等。
其它如吹膜押出、押出中空成形、压延加工,押出涂装及混炼切粒等皆在前半段应用押出机,现今流行的趋势是共押出加工3. 压缩成形(compression molding)此为热固性塑料成形法之一种,先将热固性树脂预热后,置于开放的模穴内,闭模后施以热及压力,直至材料硬化为止。
酚醛树脂,美耐皿树脂及尿素甲醛等树脂常用此法成形,所制之成品为:家电制品外壳、零件、齿轮、家俱餐具等4. 中空成形(blow molding)其法为先将热塑性塑料由押出机之模头押出,使成为薄管,此称为型胚(parison),再闭合模具,吹气而后成形。
此法之应用已愈来愈广泛,如汽车业,所用之材料也由传统之PE、PP、PVC、PET等,走向高性能的工程塑料。
其优点为制造大形品方便及一次成形,缺点则为塑品之各部份肉厚不易控制。
5. 回转成形(rotational molding)将常温粉状或液状之成形材料注入于回转模具中,利用加热及离心力使树脂均匀布满于模壁面,冷却后即可得中空之成形品。
此法最适当做大型物品之成形,缺点则为肉厚较难控制。
主要塑料成型方法
主要塑料成型方法
主要塑料成型方法包括以下几种:
1. 注塑成型(Injection Molding):将熔化的塑料通过高压注入到模具中,冷却后形成所需的塑件。
2. 吹塑成型(Blow Molding):将熔化的塑料放在膨胀模具中,在内部加气压力,使塑料贴合模具壁冷却,形成薄壁容器。
3. 挤出成型(Extrusion):将熔化的塑料通过挤压机的螺杆,通过挤出口挤压成带孔的连续型塑料制品。
4. 压塑成型(Compression Molding):将熔化的塑料放入加热后的模具中,然后通过压力使塑料填充模具,冷却后形成塑件。
5. 真空成型(Vacuum Forming):将热塑性塑料片加热软化,放在模具上方,然后用真空吸引将塑料吸附到模具上的负模形状上,形成塑件。
6. 旋转成型(Rotational Molding):将粉末或液态塑料放入旋转模具中,通过旋转模具使塑料均匀粘附于模具内壁,冷却后形成产品。
7. 压膜成型(Thermoforming):将热塑性塑料片加热软化,放在模具上方,
然后用压力将塑料与模具上的正模形状贴合,冷却后形成塑件。
这些塑料成型方法在不同的应用领域有着各自特点和适用性,被广泛应用于塑料制品的生产中。
滚塑_百度百科
新闻网页贴吧知道MP3图片视频百科文库滚塑rotational moulding;plastic rotational casting; roto-molding ;rotomould又称旋转成型、旋转浇铸成型。
一种热塑性塑料中空成型方法。
即先将粉状或糊状物料注入模内,通过对模具的加热和纵横向的滚动旋转,使物料借自身重力作用和离心力作用均匀地布满模具内腔并且熔融,待冷却后脱模而得中空制品。
由于滚塑的转速不高,设备比较简单,产品几乎无内应力,不易发生变形,凹陷等缺点。
最初主要用于聚氯乙烯糊塑料生产玩具、皮球、瓶罐等小型制品,近来在大型制品上也有较多应用,所用树脂已有聚酰胺、聚乙烯、改性聚苯乙烯等。
类似于旋转铸塑的一种成型方法,不同的是其所用的物料不是液体,而是烧结性干粉料。
其过程是把粉料装入模具中而使它绕两个互相垂直的轴旋转。
受热并均匀地在模具内壁上熔结成为一体,而后再经冷却就能从模具中取得空心制品。
也叫旋转成型或回转成型。
即将粉状塑料(如LLDPE)加入到闭合模具中,模具在旋转的同时受热,塑料熔融并均匀地附于模腔表面,模具冷却后即可得到与模腔形状相同的塑料中空制品,如船、箱、桶,盆,罐等。
通常由加料、封模、加热、冷却、脱模、模具清理等基本步骤组成。
此法具有制品收缩率小、制品壁厚易控制及模具成本较低的优点,但生产效率较低。
生产过程在进行滚塑制作工艺之前,你需要准备好一些质量良好的模子,并将其放置在一台塑造机器上,这台铸造机器内还分别设有制热和制冷的两个装置。
在安置妥当之后,首先把几块模具放在机器上面。
然后,在每个模具内放入早期规则型塑料树脂,再将模具从垂直和水平的两个角度慢慢地旋转放至烤箱中。
融化了的树脂将炙热的模具和外层包装均匀紧密地粘合在一起。
随后,再将模具放入制冷循环设备中,令模具在其中继续旋转直至其每一部分的厚度均保持一致。
当模具被冷冻完毕之后,将其从机器上取下来。
在整个制作过程中,模具转动的速度,加热和冷却的时间统统要经过严格的精确控制。
Rotational Molding 旋转成型英文课件
• Current Areas of Use
– Large Tanks – Trash Containers – Kayaks – Toys – Large Housings
• Product Range
– Parts as small as ping-pong balls can be made with Rotational Molding. There have been some smaller applications for the military. Because the material is put in as a powder and eventually sinters together to form the part, there is a limit on how much powder can be put into a small mold. This restricts how small you can make a part. The largest part is a 25,000 gal tank. The only limit on maximum size is the size of molding machine available.
Rotational Molding
• Introduction
– In this lesson, we will discuss Rotational Molding. Rotational molding is a process used to make hollow plastic parts. Out of the three hollow parts processes, it is the only one that can create near uniform wall thickness in the parts. The corners have thicker sections. This is the only hollow parts process that can create extremely large hollow parts.
滚塑技术介绍

滾塑產品
1.汽車控制台
2.汽車小型零部件
3.塑料清潔設備
4.工業用週轉箱或托盤
5.娛樂設施
滾塑設備
滾塑加工原理
1.在裝卸區將塑膠原料加入模具中
2.模具隨旋轉臂進入加熱室,同 時在兩垂直方向作360度旋轉
3.加熱完畢模具隨旋轉臂轉入冷 卻室,風冷後水冷
3.冷卻完畢模具轉入裝卸區,開模 後卸下製品.一個生產週期完成
滾塑優點(Advantages of rotational molding)
1.模具加工成本經濟 (Economic tooling costs.)
intricate
to large and complex.)
9.金属镶件结合如整体 (Metal inserts as integral parts.)
10.生产周期短 (Short lead-time.) 11.抗撞击耐腐蚀 (Resistance to stress-cracking and corrosion.)
塑胶模具成形术语的标准翻译

以下為部分塑膠模具成形術語的標準翻譯。
動模Movable Mould Moving Half定模座板Fixed Clamp Plate Top Clamping Plate Top Plate動模座板Moving Clamp Plate Bottom Clamping Plate Bottom Plate上模座板Upper Clamping Plate下模座板Lower Clamping Plate凹模固定板Cavity-retainer Plate型芯固定板Mould Core-retainer Plate击模固定板Punch-retainer Plate模套Die Body Die Sleeve Die Blank支承板Backing Plate Support Plate墊塊Spacer Parallel支架Ejector Housing Mould Base Leg模頭Die Head根據國家標準,以下為部分壓鑄模具術語的標準翻譯。
壓力鑄造模具Die-Casting Die壓鑄模零部件定模Fixed Die Cover Die定模座板Fixed Clamping Plate定模套板Bolster Fixed Die動模Moving Die Ejector Die動模座板Moving Clamping Plate直流道Sprue橫流道Runner內澆口Gate模具分類Injection Mold 注塑模Plastic Rubber Mould 塑膠模Rubber Molding 橡膠成形Hot Chamber Die Casting 熱室壓鑄Sand Mold Casting 砂模鑄造Extrusion Mold 擠出模Multi-Cavity Mold 多模穴模具Palletizing Die 疊層模Plaster Mold 石膏模Three Plates Mold 三板模模具零件Mold Components三板模3-Plate Mold二板模2-Plate Mold邊釘導邊Leader Pin Guide Pin邊司導套Bushing Guide Bushing中托司Shoulder Guide Bushing中托邊Guide Pin頂針板Ejector Retainner Plate托板Support Plate螺絲Screw管釘Dowel Pin開模槽Ply Bar Scot內模管位Core Cavity inter-Lock頂針Ejector Pin司筒Ejector Sleeve司筒針Ejector Pin推板Eject Plate Push Plate Stripper Plate 縮呵Movable Core Return Core Puller 扣機(尼龍拉勾)Nylon Latch Lock斜頂Lifter模胚(架)Mold Base上內模Cavity Insert下內模Core Insert行位(滑塊)Slide鑲件Insert壓座Wedge耐磨板油板Wedge Wear Plate壓條Plate撐頭Support Pillar唧嘴Sprue Bushing擋板Stop Plate定位圈Locating Ring鎖扣Latch扣機Parting Lock Set推杆Push Bar栓打螺絲S.H.S.B頂板Ejector Plate活動臂Lever Arm分流錐Sprue Spreader分流板Spreader Plate水口司BushPlain Die 簡易模Pierce Die 沖孔模Forming Die 成型模Progressive Die 連續模Gang Dies 複合模Shearing Die 剪邊模Cavity Die 型腔模Riveting Die 鉚合模Compression Molding 壓縮成型Flash Mold 溢流式模具Extrusion Mold 擠壓式模具Split Mold 分割式模具Mould Cavity 型腔母模Mold Core 模芯公模Large Die Mold 大型模具Precise Die Mold 精密模具Complex Die Mold 複雜模具Foaming Mould 發泡模具Metal Die 金屬模具Plastic Mold 塑膠模具Press Tool Stamping Die Punch Die 衝壓模具Extrusion Die 擠壓模具Graphite Die 石墨模具Runner System 澆道系統Sprue Cold Material Trap 澆道冷料井Sprue Puller 拉杆Runner Design 流道設計Main Runner 主流道Secondary Runner 次流道Mould Gate Design 澆口設計Submarine Gate 潛伏澆口Tunnel Gate 隧道式澆口Pinpoint Gate 點澆口Fan Gate 扇形澆口Side Gate 側澆口Edge Gate 側緣澆口Tab Gate 搭接澆口Film Gate 薄膜澆口Flash Gate 閘門澆口垃圾釘Stop Pin隔片Buffle彈弓柱Spring Rod彈弓Die Spring中托司Ejector Guide Bush中托邊Ejector Guide Pin鑲針Pin銷子Dowel Pin波子彈弓Ball catch喉塞Pipe Plug鎖模組Lock Plate斜頂Angle from Pin斜頂杆Angle Ejector Rod尼龍拉勾Parting Locks活動臂Lever Arm復位鍵提前回杆Early Return Bar氣閥Valves斜導邊Angle Pin術語Terms承壓平面平衡Parting Surface Support Balance模排氣Parting Line Venting回針碰料位Return Pin and Cavity Interference頂針碰運水Water Line Interferes with Ejector Pin 料位出上下模Part from Cavith (Core)Side 不准用鑲件Do Not Use (Core Cavity)Insert 用鈹銅做鑲件Use Beryllium Copper Insert初步模圖設計Preliminary Mold Design正式模圖設計Final Mold Design彈弓壓縮量Spring Compressed length穩定性好Good Stability Stable強度不夠Insufficient Rigidity均勻冷卻Even Cooling扣模Sticking熱膨脹Thermal Expansion公差Tolerance銅公(電極)Copper ElectrodeAir Vent Valve 通氣閥Anchor Pin 錨梢Angular Pin 角梢Baffle 調節阻板Angular Pin 傾斜梢Baffle Plate 折流擋板Ball Button 球塞套Slit Gate 縫隙澆口Dish Gate 盤形澆口Diaphragm Gate 隔膜澆口Ring Gate 環形澆口Runnerless 無澆道Sprueless 無射料管方式Long Nozzle 延長噴嘴方式Sprue 澆口,溶渣Insulated Runner ,Hot Runner 熱澆道Runner Plat 澆道模組Valve Gate閥門澆口Slag Well 冷料井Cold Slag 冷料渣Sprue Gate 射料澆口,直澆口Nozzle 射嘴Sprue Lock Pin 料頭鉤銷(拉料杆)注塑缺陷Flash 毛邊Warpage 翹曲Air Trap 積風Blush 發赤Flow Line 流痕Splay 銀紋Short Shot 短射Sink Mark 縮痕Streak 條紋Void 縮孔Weld Line 熔接線Gas Mark 燒焦Cold Slug 冷斑Delamination 起皮Burr 毛刺Flaw Scratch 刮傷Gloss 光澤Glazing 光滑Surface Check 表面裂痕Hesitation 遲滯注塑工藝Ball Plunger 定位球塞Ball Slider 球塞滑塊Binder Plate 壓板Blank Holder 防皺壓板Blanking Die 落料沖頭Bolster 上下範本Bottom Board 澆注底板Bolster 墊板Bottom Plate 下固定板Bracket 托架Bumper Block 緩衝塊Buster 堵口Casting Ladle 澆注包Casting Lug 鑄耳Cavity 模腔模穴(模仁)Cavity Retainer Plate 模穴托板Center Pin 中心梢Clamping Block 鎖定塊Coil Spring 螺旋彈簧Cold Punched Nut 冷沖螺母Cooling Spiral 螺旋冷卻栓Core 心型Core Pin 心型梢Cotter 開口梢Cross 十字接頭Cushion Pin 緩衝梢Diaphragm Gate 盤形澆口Die Approach 模頭料道Die Bed 型底Die Block 塊形模體Die Body 模體Die Body 鑄模座Die Bush 合模襯套Die Button 沖模母模Die Clamper 夾模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 沖範本Die Set 衝壓模座Direct Gate 直接澆口Dog Chuck 爪牙夾頭Dowel 定位梢Molding Conditions 成型條件Drying 烘乾Barrel Temperature 料筒溫度Melt Temperature 熔化溫度Mold Temperature 模具溫度Injection Pressure 注塑壓力Back Pressure 背壓Injection Speed 注塑速度Screw Speed 螺杆轉速Tensile Strength 抗拉強度Tensile Elongation 延伸率Flexural Modulus 彎曲模數Flexural Strength 抗彎強度Shrinkage 收縮率Regrind Usage 次料使用Moulding 模塑機械設備Lathe 車床Planer 刨床Miller Milling Machine 銑床Grinder 磨床Driller 鑽床Linear Cutting 線切割Electrical Sparkle 電火花Welder 電焊機Punching Machine 衝床Robot 機械手Common Equipment 常用設備EDM Electron Discharge Machining 放電加工3D Coordinate Measurement 三次元量床Boring Machine 搪孔機Contouring Machine 輪廓鋸床Copy Grinding Machine 仿形磨床Cylindrical Grinding Machine 外圓磨床Die Spotting Machine 合模機Engraving Machine 雕刻機Engraving E.D.M 雕模放置加工機Form Grinding Machine 成形磨床Graphite Machine 石墨加工機Horizontal Boring Machine 臥式搪孔機Horizontal Machine Center 臥式加工製造中心Dowel Hole 導套孔Dowel Pin 合模梢Dozzle 輔助澆口Dowel Pin 定位梢Draft 拔模錐度Draw Bead 張力調整杆Drive Bearing 傳動軸承Ejection Pad 頂出襯墊Ejector 脫模器Ejector Guide Pin 頂出導梢Ejector Leader Bush 頂出導梢襯套Ejector Pad 頂出墊Ejector Pin 頂出梢Ejector Plate 頂出板Ejector Rod 頂出杆Ejector Sleeve 頂出襯套Ejector Valve 頂出閥Eye Bolt 環首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形澆口Finger Pin 指形梢Finish Machined Plate 角形範本Finish Machined Round Plate 圓形範本Fixed Bolster Plate 固定側範本Flanged Pin 帶击緣針Flash Gate 毛邊形澆口Flask 上箱Floating Punch 浮動沖頭Gate 澆口Gate Land 澆口面Gib 凹形拉緊楔Goose Neck 鵝頸管Guide Bushing 引導襯套Guide Pin 導梢Guide Post 引導柱Guide Plate 導板Guide Rail 導軌Head Punch 頂頭沖孔Headless Punch 直柄沖頭Heavily Tapered Solid 整體模蕊盒Hose Joint Pipe Coupler 管接頭Impact Damper 緩衝器Injection Ram 壓射柱塞Internal Cylindrical Machine 內圓磨床模具零件Top Plate 上托板(頂板)Top Block 上墊腳Punch Set 上模座Punch Pad 上墊板Punch Holder 上夾板Stripper Pad 脫料背板Up Stripper 上脫料板Male Die 公模(击模)Feature Die 公母模Female Die 母模(凹模)Upper Mold Plate 上範本Lower Mold Plate 下範本Die Pad 下墊板Die Holder 下夾板Die Set 下模座Bottom Block 下墊腳Bottom Plate下托板(底板)Stripping Plate 內外打(脫料板)Outer Stripper 外脫料板Inner Stripper 內脫料板Lower Stripper 下脫料板Inner Guiding Post 內導柱Inner Hexagon Screw 內六角螺釘Dowel Pin 固定銷Mould Coil Spring 模具彈簧Lifter Pin 頂料銷Isoheight Sleeve 等高套筒Pin 銷Lifter Guide Pin 浮升導料銷Guide Pin 導正銷Wire Spring 圓線彈簧Outer Guiding Post 外導柱Stop Screw 止付螺絲Located Pin 定位銷Outer Bush 外導套Punch 沖頭Insert 入塊(嵌入件)Deburring Punch 壓毛邊衝子Groove Punch 壓線衝子Inlay Bush 嵌入襯套Inner Plunger 內柱塞Inner Punch 內沖頭Inserts 嵌件Insert Pin 嵌件梢King Pin 轉向梢King Pin Bush 主梢襯套Knockout Bar 脫模杵Land 合模平坦面Land Area 合模面Leader Bush 導梢襯套Lifting Pin 起模頂針Lining 內襯Locating Center Punch 定位中心沖頭Locating Pilot Pin 定位導梢Locating Ring 定位環Lock Block 壓塊Locking Block 定位塊Locking Plate 定位板Loose Bush 活動襯套Making Die 列印衝子Manifold Block 歧管檔塊Master Plate 靠模樣板Match Plate 分型板Mold Base 塑膠模座Mold Clamp 鑄模緊固夾Mold Platen 模用板Moving Bolster 換模保持裝置Moving Bolster Plate 可動側範本One Piece Casting 整體鑄件Parallel Block 平行墊塊Parting Line 分模線Parting Lock Set 合模定位器Pass Guide 穴型導板Peened Head Punch 鑲入式沖頭鑽杆击模Pilot Pin 定位銷導向銷子Pin Gate 針尖澆口Plate 襯板Pre Extrusion Punch 頂擠沖頭Punch 沖頭Puncher 推杆Pusher Pin 襯套梢Rack 機架Stamped Punch 字模衝子Round Punch 圓衝子Special Shape Punch 異形衝子Bending Block 折刀Roller 滾軸Baffle Plate 擋塊Located Block 定位塊Supporting Block for Location 定位支承塊Air Cushion Plate 氣墊板Air-Cushion Eject-rod 氣墊頂杆Trimming Punch 切邊衝子Stiffening Rib Punch Stinger 加強筋衝子Ribbon Punch 壓筋衝子Reel-stretch Punch 卷圓壓平衝子Guide Plate 定位板Sliding Block 滑塊Sliding Dowel Block 滑塊固定塊Active Plate 活動板Lower Sliding Plate 下滑塊板Upper Holder Block 上壓塊Upper Mid Plate 上中間板Spring Box 彈簧箱Spring-Box Eject-rod 彈簧箱頂杆Spring-Box Eject-Plate 彈簧箱頂板Bushing Block Liner Bushing 襯套Cover Plate 蓋板Guide Pad 導料塊模具技術用語各種常用模具成形方式Accurate Die Casting 精密壓鑄Powder Forming 粉末成形Calendaring Molding 壓延成形Powder Metal Forging 粉末鍛造Cold Chamber Die Casting 冷式壓鑄Precision Forging 精密鍛造Cold Forging 冷鍛Press Forging 沖鍛Compacting Molding 粉末壓出成形Rocking Die Forging 搖動鍛造Compound Molding 複合成形Rotary Forging 回轉鍛造Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮動脫模器Ring Gate 環型澆口Roller 滾筒Runner 流道Runner Ejector Set 流道頂出器Runner Lock Pin 流道拉梢Screw Plug 頭塞Set Screw 固定螺絲Shedder 脫模裝置Shim 分隔片Shoe 模座之上下範本Shoot 流道Shoulder Bolt 肩部螺絲Skeleton Frameworks 骨架Slag Riser 冒渣口Slide(Slide Core)滑塊Slip Joint 滑配接頭Spacer Block 間隔塊Spacer Ring 間隔環Spider 模蕊支架Spindle 主軸Sprue 注道Sprue Bushing 注道襯套Sprue Bushing Guide 注道導套Sprue Lock Bushing 注道定位襯套Sprue Puller 注道殘料頂銷澆道推出杆Sprue Line 合模線Square Key 方鍵Square Nut 方螺帽Square Thread 方螺紋Stop Collar 限位套Stop Pin 止動梢Stop Ring 止動環Stopper 定位停止梢Straight Pin 圓柱銷Stripper Bolt 脫料螺栓Stripper Bushing 脫模襯套Stripper Plate 剝料板Compression Molding 壓縮成形Rotational Molding 離心成形Dip Mold 浸漬成形Rubber Molding 橡膠成形Encapsulation Molding 注入成形Sand Mold Casting 砂模鑄造Extrusion Molding 擠出成形Shell Casting 殼模鑄造Foam Forming 發泡成形Sinter Forging 燒結鍛造Forging Roll 軋鍛Six Sides Forging 六面鍛造Gravity Casting 重力鑄造Slush Molding 凝塑成形Hollow Blow Molding 中空(吹出)成形Squeeze Casting 高壓鑄造Hot Chamber Die Casting 熱室壓鑄Swaging 擠鍛Hot Forging 熱鍛Transfer Molding 轉送成形Injection Molding 射出成形Warm Forging 溫鍛Investment Casting 精密鑄造Matched Die Method 對模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低壓鑄造Lost Wax Casting 脫蠟鑄造Matched Mould Thermal Forming 對模熱成形模Close Mold 合模Demould 脫模Mould Unloading 開模Eject 頂出Tool Change Retooling Die Changing 換模Mould Clamping 鎖模各式模具分類用語Bismuth Mold 鉍鑄模Landed Plunger Mold 有肩柱塞式模具Burnishing Die 擠光模Landed Positive Mold 有肩全壓式模具Button Die 鑲入式圓形凹模Loading Shoe Mold 料套式模具Stroke End Block 行程止梢Submarine Gate 潛入式澆口Support Pillar 支撐支柱頂出支柱Support Pin 支撐梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 輔助澆口Taper Key 推拔鍵Taper Pin 拔錐梢錐形梢Teeming 澆注Three Start Screw 三條螺紋Thrust Pin 推力銷Tie Bar 拉杵Tunnel Gate 隧道形澆口Vent 通氣孔Wortle Plate 拉絲範本Pierce 沖孔Forming 成型(抽击沖击)Draw Hole 抽孔Bending 折彎Trim 切邊Emboss 击點Dome 击圓Semi-Shearing 半剪Stamp Mark 沖記號Deburr or Coin 壓毛邊Punch Riveting 衝壓鉚合Side Stretch 側衝壓平Reel Stretch 卷圓壓平Groove 壓線Blanking 下料Stamp Letter 沖字(料號)Shearing 剪斷Tick-Mark Nearside 正面壓印Tick-Mark Farside 反面壓印Extension Drawing 展開圖procedure Drawing 工程圖Die Structure Drawing 模具結構圖Material 材質Material Thickness 料片厚度Factor 係數Upward 向上Downward 向下Center-Gated Mold 中心澆口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用鑄模Loose Mold 活動式模具Cold Hobbing 冷擠壓制模法Louvering Die 百葉窗沖切模Composite Dies 複合模具Manifold Die 分歧管模具Counter Punch 反击模Modular Mold 組合模具Double Stack Mold 雙層模具Multi-Cavity Mold 多模穴模具Electroformed Mold 電鑄成形模Multi-Gate Mold 複式澆口模具Expander Die 擴徑模Offset Cold Bending Die 雙折冷彎模具Extrusion Die 擠出模Palletizing Die 疊層模Family Mold 反套製品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通氣性模具Duplicated Cavity Plate 複板模Positive Mold 全壓式模具Fantail Die 扇尾形模具Pressure Die 壓緊模Fishtail Die 魚尾形模具Profile Die 輪廓模Flash Mold 溢料式模具Progressive Die 順序模Gypsum Mold 石膏鑄模Portable Mold 手提式模具Hot-Runner Mold 熱流道模具Prototype Mold 雛形試驗模具原型模具Ingot Mold 鋼錠模Punching Die 落料模Lancing Die 切口模切縫模Raising(Embossing)壓花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runless Injection Mold 無流道冷料模具Sectional Die 對合模具Segment Mold 組合模Press Specification 衝床規格Die Height Range 適用模高Die Height 閉模高度Burr 毛邊Gap 間隙Weight 重量Total Weight 總重量Punch Weight 上模重量Compression Molding 壓縮成型Flash Mold 溢流式模具Extrusion Mold 擠壓式模具Split Mold 分割式模具Cavity 型腔母模Mold Core 模芯公模Taper 錐拔Leather Cloak 仿皮革Shiver 飾紋Flow Mark 流痕Welding Mark 溶合痕Post Screw Insert 螺紋套筒埋值Self Tapping Screw 自攻螺絲Striper Plate 脫料板Piston 活塞Cylinder 汽缸套Chip 細碎物Handle Mold 掌上型模具Encapsulation Molding 低壓封裝成型Two Plate 兩極式(模具)Well Type 蓄料井Insulated Runner 絕緣澆道方式Hot Runner 熱澆道Runner Plat 澆道模組Valve Gate 閥門澆口Band Heater 環帶狀的電熱器Spindle 閥針Spear Head 刨尖頭Slag Well 冷料井Cold Slag 冷料渣Air Vent 排氣道Welding Line 熔合痕Eject Pin 頂出針Knock Pin 頂出銷Return Pin 回位銷反頂針Semi-Positive Mold 半全壓式模具Shaper 定型模套Single Cavity Mold 單腔模具Solid Forging Die 整體鍛模Split Forging Die 拼合鍛模Split Mold 雙並式模具Sprueless Mold 無注道殘料模具Squeezing Die 擠壓模Stretch Form Die 拉伸成形模Sweeping Mold 平刮鑄模Swing Die 振動模具Three Plates Mold 三片式模具Trimming Die 切邊模Unit Mold 單元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 軛型模模具廠常用之標準零配件Air Vent Valve 通氣閥Anchor Pin 錨梢Angular Pin 角梢Baffle 調節阻板Angular Pin 傾斜梢Baffle Plate 折流檔板Ball Button 球塞套Ball Plunger 定位球塞Ball Slider 球塞滑塊Binder Plate 壓板Blank Holder 防皺壓板Blanking Die 落料沖頭Bolster 上下範本Bottom board 澆注底板Bolster 墊板Bottom Plate 下固定板Bracket 托架Bumper Block 緩衝塊Buster 堵口Casting Ladle 澆注包Casting lug 鑄耳Cavity 模穴(模仁)Cavity Retainer Plate 模穴托板Sleeve 套筒Stripper Plate 脫料板Insert Core 放置入子Runner Stripper Plate 澆道脫料板Guide Pin 導銷Eject Rod (Bar)(成型機)頂業捧Subzero 深冷處理Three Plate 三極式模具Runner System 澆道系統Stress Crack 應力電裂Orientation 定向Sprue Gate 射料澆口,直澆口Nozzle 射嘴Sprue Lock Pin 料頭鉤銷(拉料杆)Slag Well 冷料井Side Gate 側澆口Edge Gate 側緣澆口Tab Gate 搭接澆口Film Gate 薄膜澆口Flash Gate 閘門澆口Slit Gate 縫隙澆口Fan Gate 扇形澆口Dish Gate 因盤形澆口Diaphragm Gate 隔膜澆口Ring Gate 環形澆口Submarine Gate 潛入式澆口Tunnel Gate 隧道式澆口Pin Gate 針點澆口Runnerless 無澆道Sprueless 無射料管方式Long Nozzle 延長噴嘴方式Sprue 澆口溶渣Landed Plunger Mold 有肩柱塞式模具Burnishing Die 擠光模Landed Positive Mold 有肩全壓式模具Button Die 鑲入式圓形凹模Loading Shoe Mold 料套式模具Center-Gated Mold 中心澆口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用鑄模Loose Mold 活動式模具Cold Hobbing 冷擠壓制模Louvering Die 百葉窗沖切模Center Pin 中心梢Clamping Block 鎖定塊Coil Spring 螺旋彈簧Cold Punched Nut 冷沖螺母Cooling Spiral 螺旋冷卻栓Core 心型Core Pin 心型梢Cotter 開口梢Cross 十字接頭Cushion Pin 緩衝梢Diaphragm Gate 盤形澆口Die Approach 模頭料道Die Bed 型底Die Block 塊形模體Die Body 鑄模座Die Bush 合模襯套Die Button 沖模母模Die Clamper 夾模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 沖範本Die Set 衝壓模座Direct Gate 直接澆口Dog Chuck 爪牙夾頭Dowel 定位梢Dowel Hole 導套孔Dowel Pin 合模梢Dozzle 輔助澆口Dowel Pin 定位梢Draft 拔模錐度Draw Bead 張力調整杆Drive Bearing 傳動軸承Ejection Pad 頂出襯墊Ejector 脫模器Ejector Guide Pin 頂出導梢Ejector Leader Bush 頂出導梢襯套Ejector Pad 頂出墊Ejector Pin 頂出梢Ejector Plate 頂出板Ejector Rod 頂出杆Ejector Sleeve 頂出襯套Ejector Valve 頂出閥Composite Dies 複合模具Manifold Die 分歧管模具Counter Punch 反击模Modular Mold 組合式模具Double Stack Mold 雙層模具Multi-Cavity Mold 多模穴模具Electroformed Mold 電鑄成形模Multi-Gate Mold 複式澆口模具Expander Die 擴徑模Offset Bending Die 雙折冷彎模具偏移彎曲模Extrusion Die 擠出模Palletizing Die 疊層模Family Mold 反套製品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通氣性模具Duplicated Cavity Plate 複板模Positive Mold 全壓式模具Fantail Die 扇尾形模具Pressure Die 壓緊模Fishtail Die 魚尾形模具Profile Die 輪廓模Flash Mold 溢料式模具Progressive Die 順序模Gypsum Mold 石膏鑄模Portable Mold 手提式模具Hot-Runner Mold 熱流道模具Prototype Mold 雛形試驗模具Ingot Mold 鋼錠模Punching Die 落料模Lancing Die 切口模Raising(Embossing)壓花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runnerless Injection Mold 無流道冷料模具Sectional Die 對合模具Segment Mold 組合模Semi-Positive Mold 半全壓式模具Shaper 定型模套Single Cavity Mold 單腔模具Solid Forging Die 整體鍛模Split Forging Die 拼合鍛模Split Mold 雙並式模具Eye Bolt 環首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形澆口Finger Pin 指形梢Finish Machined Plate 角形範本Finish Machined Round Plate 圓形範本Fixed Bolster Plate 固定側範本Flanged Pin 帶击緣針Flash Gate 毛邊形澆口Flask 上箱Floating Punch 浮動沖頭Gate 澆口Gate Land 澆口面Gib 凹形拉緊楔Goose Neck 鵝頸管Guide Bushing 引導襯套Guide Pin 導梢Guide Post 引導柱Guide Plate 導板Guide Rail 導軌Head Punch 頂頭沖孔Headless Punch 直柄沖頭Heavily Tapered Solid 整體模蕊盒Hose Nippler 管接頭Impact Damper 緩衝器Injection Ram 壓射柱塞Inlay Bush 嵌入襯套Inner Plunger 內柱塞Inner Punch 內沖頭Insert 嵌件Insert Pin 嵌件梢King Pin 轉向梢King Pin Bush 主梢襯套Knockout Bar 脫模杵Land 合模平坦面Land Area 合模面Leader Bush 導梢襯套Lifting Pin 起模頂針起模杆Lining 內襯Locating Center Punch 定位中心沖頭Locating Pilot Pin 定位導梢Locating Ring 定位環Lock Block 壓塊Sprueless Mold 無注道殘料模具Squeezing Die 擠壓模Stretch Form Die 拉伸成形模Sweeping Mold 平刮鑄模Swing Die 振動模具Three Plates Mold 三片式模具Trimming Die 切邊模Unit Mold 單元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 軛型模Accurate Die Casting 精密壓鑄Powder Forming 粉末成形Calendaring Molding 壓延成形Powder Metal Forging 粉末鍛造Cold Chamber Die Casting 冷式壓鑄Precision Forging 精密鍛造Cold Forging 冷鍛Press Forging 沖鍛Compacting Molding 粉末壓出成形Rocking Die Forging 搖動鍛造Compound Molding 複合成形Rotary Forging 回轉鍛造Compression Molding 壓縮成形Rotational Molding 離心成形Dip Mold 浸漬成形Rubber Molding 橡膠成形Encapsulation Molding 注入成形Sand Mold Casting 砂模鑄造Extrusion Molding 擠出成形Shell Casting 殼模鑄造Foam Forming 發泡成形Sinter Forging 燒結鍛造Forging Roll 軋鍛Six Sides Forging 六面鍛造Gravity Casting 重力鑄造Slush Molding 凝塑成形Hollow(Blow)Molding 中空(吹出)成形Squeeze Casting 高壓鑄造Hot Chamber Die Casting 熱室壓鑄Swaging 擠鍛Hot Forging 熱鍛Transfer Molding 轉送成形Locking Block 定位塊Locking Plate 定位板Loose Bush 活動襯套Making Die 列印衝子Manifold Block 歧管檔塊Master Plate 靠模樣板Match Plate 分型板Mold Base 塑膠模座Mold Clamp 鑄模緊固夾Mold Platen 模用板Moving Bolster 換模保持裝置Moving Bolster Plate 可動側範本One Piece Casting 整體鑄件Parallel Block 平行墊塊Parting Line 分模線Parting Lock Set 合模定位器Pass Guide 穴型導板Peened Head Punch 鑲入式沖頭錘擊強化沖頭鑽杆击模Pilot Pin 定位銷導向銷子Pin Gate 針尖澆口Plate 襯板Pre Extrusion Punch 頂擠沖頭Punch 沖頭Puncher 推杆Pusher Pin 襯套梢Rack 機架Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮動脫模器Ring Gate 環型澆口Roller 滾筒Runner 流道Runner Ejector Set 流道頂出器Runner Lock Pin 流道拉梢Screw Plug 頭塞Set Screw 固定螺絲Shedder 脫模裝置Shim 分隔片Shoe 模座之上下範本Shoot 流道Injection Molding 射出成形Warm Forging 溫鍛Investment Casting 精密鑄造Matched Die Method 對模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低壓鑄造Lost Wax Casting 脫蠟鑄造Matched Mould Thermal Forming 對模熱成形模Barreling 滾光加工Belling 壓击加工Bending 彎曲加工Blanking 下料加工Bulging 撐壓加工Burring 沖緣加工Cam Die Bending 击輪彎曲加工Caulking 壓合加工Coining 壓印加工Compressing 壓縮加工Compression Bending 押彎曲加工Crowning 击面加工Curl Bending 卷邊彎曲加工Curling 捲曲加工Cutting 切削加工Dinking 切斷蕊骨Double Shearing 疊板裁斷Drawing 引伸加工Drawing with Ironing 抽引光滑加工Embossing 浮花壓制加工Extrusion 擠制加工Filing 銼削加工Fine Blanking 精密下料加工Finish Blanking 光制下料加工Finishing 精整加工Flanging 击緣加工Folding 折邊彎曲加工Folding 折疊加工Forming 成形加工Impact Extrusion 衝擊擠壓加工Indenting 壓痕加工Ironing 引縮加工Knurling 滾花Lock Seaming 固定接合Louvering 百葉窗板加工Shoulder Bolt 肩部螺絲Skeleton 骨架Slag Riser 冒渣口Slide(Slide Core)滑塊Slip Joint 滑配接頭Spacer Block 間隔塊Spacer Ring 間隔環Spider 模蕊支架Spindle 主軸Sprue 注道Sprue Bushing 注道襯套Sprue Bushing Guide 注道導套Sprue Lock Bushing 注道定位襯套Sprue Puller 注道拉料澆道推出杆注道殘料頂銷Spew Line 合模線Square Key 方鍵Square Nut 方螺帽Square Thread 方螺紋Limit Stop Collar 限位套Stop Pin 止動梢Stop Ring 止動環Stopper 定位停止梢Straight Pin 圓柱銷Stripper Bolt 脫料螺栓Stripper Bushing 脫模襯套Stripper Plate 剝料板Stroke End Block 行程止梢Submarine Gate 潛入式澆口Support Pillar 支撐支柱頂出支柱Support Pin 支撐梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 輔助澆口Taper Key 推拔鍵Taper Pin 拔錐梢錐形梢Teeming Pouring 澆注Three Start Screw 三條螺紋Thrust Pin 推力銷Tie Bar 拉杵Tunnel Gate 隧道形澆口Vent 通氣孔Wortle Plate 拉絲範本MarKing 刻印加工Necking 頸縮加工Notching 沖口加工Parting 分斷加工Piercing 沖孔加工Progressive Bending 連續彎曲加工Progressive Blanking 連續下料加工Progressive Drawing 連續引伸加工Progressive Forming 連續成形加工Reaming 鉸孔加工Restriking 二次精沖加工矯形鍛壓Riveting 鉚接加工Roll Bending 滾筒彎曲加工Roll Finishing 滾壓加工Rolling 壓延加工Roughing 粗加工Scrapless Machining 無廢料加工Seaming 折彎重疊加工Shaving 缺口修整加工Shearing 切斷加工Sizing 精壓加工矯正加工Slitting 割縫加工Spinning 卷邊旋接Staking 鉚固Stamping 鍛壓加工Swaging 擠鍛壓加工Trimming 整緣加工Upsetting 鍛粗加工頂鍛鐓粗Wiring 抽線加工Aberration 色差Atomization 霧化Bank Mark 料壟跡印Bite 咬入Blacking Hole 塗料孔(鑄疵)Blacking Scab 塗料疤Blister 起泡Blooming 起霜Blow Hole 破孔Blushing 泛白Body Wrinkle 側壁皺紋Breaking-in 冒口帶肉Bubble 膜泡Burn Mark 糊斑模具常用之工作機械3D Coordinate Measurement 三次元量床Boring Machine 搪孔機CNC Milling Machine CNC銑床Contouring Machine 輪廓鋸床Copy Grinding Machine 仿形磨床Copy Lathe 仿形車床Copy Milling Machine 仿形銑床Copy Shaping Machine 仿形刨床Cylindrical Grinding Machine 外圓磨床Die Spotting Machine 合模機Drilling Machine 鑽孔機Engraving Machine 雕刻機Engraving E.D.M 雕模放置加工機Form Grinding Machine 成形磨床Graphite Machine 石墨加工機Horizontal Boring Machine 臥式搪孔機Horizontal Machine Center 臥式加工製造中心Internal Cylindrical Machine 內圓磨床Jig Boring Machine 冶具搪孔機Jig Grinding Machine 冶具磨床Lap Machine 研磨機Machine Center 加工製造中心Multi Model Miller 靠磨銑床NC Drilling Machine NC鑽床NC Grinding Machine NC磨床NC Lathe NC車床NC Programming System NC程式製作系統Planer 龍門刨床Profile Grinding Machine 投影磨床Projection Grinder 投影磨床Radial Drilling Machine 旋臂鑽床Shaper 牛頭刨床Surface Grinder 平面磨床Try Machine 試模機Turret Lathe 轉塔車床Universal Tool Grinding Machine 萬能工具磨床Vertical Machine Center 立式加工製造中心Wire E.D.M 線割放電加工機入水Gate進入位Gate Location Flash Burr 毛邊Camber Warpage 翹曲Cell 氣泡Center Buckle 表面中部波皺Check 細裂痕Checking 龜裂Chipping 修整表面缺陷Clamp-off 鑄件凹痕Collapse 塌陷Color Mottle 色斑Corrosion 腐蝕Crackle 裂痕裂紋Crazing 碎裂Crazing 龜裂Distortion Deformation 變形Edge 切邊碎片Edge Crack 裂邊Fading 退色Filler Speak 填充料斑Fissure 裂紋Flange Wrinkle 击緣起皺Flaw 刮傷Flow Mark 流痕Galling 毛邊Glazing 光滑Gloss 光澤Grease Pits 汙斑Grinding Defect 磨痕Haircrack 發裂Haze 霧度Incrustation 水銹Indentation 壓痕Internal Porosity 內部氣孔Mismatch 偏模Mottle 斑點Necking 縮頸Nick 割痕Orange peel 橘皮狀表面缺陷Overflow 溢流Peeling 剝離Pit 坑Pitting Corrosion 點狀腐蝕Plate Mark 範本印痕水口形式Gate Type大水口Edge Gate細水口Pin-point Gate水口大小Gate size轉水口Switching Runner Gate唧嘴口徑Sprue Diameter流道Mold Runner熱流道Hot Runner Hot Manifold熱嘴冷流道Hot Sprue Cold Runner唧嘴直流Direct Sprue Gate圓形流道Round Full Half Runner流道電腦分析Mold Flow Analysis流道平衡Runner Balance熱嘴Hot Sprue熱流道板Hot Manifold發熱管Cartridge Heater探針Thermocouples插頭Connector Plug插座Connector Socket密封封料Seal運水Water Line喉塞Line Plug Throat Taps喉管Tube塑膠管Plastic Tube快速接頭Jiffy Quick Connector Quick Disconnect Coupling Pock 麻點Pock Mark 痘斑Resin Streak 樹脂流紋Resin Wear 樹脂脫落Riding 凹陷Sagging 松垂Saponification 皂化Scar 疤痕Scrap 廢料Scrap Jam 廢料阻塞Scratch 刮傷劃痕Scuffing 深沖表面劃傷Seam 裂痕Shock Line 模口擠痕Short Shot 充填不足Shrinkage Pool 凹孔Sink Mark 凹痕Skin Inclusion 表皮折疊Straightening 矯直Streak 條狀痕Surface Check 表面裂痕Surface Roughening 橘皮狀表皮皺折Surging 波動Sweat Out 冒汗Torsion Distortion 扭曲Warpage 翹曲Waviness 波痕Webbing 熔塌Weld Mark 焊痕Whitening 白化Wrinkle 皺紋Gas Aassisted Technology 氣輔。
滚塑成型的关键因素
价值工程0引言滚塑成型是依靠模具高速旋转的离心力,使塑料在模具内,加热、冷却、成型的塑料成型方法。
目前滚塑制品已经从普通的民用品向关键工业品发展,其功能也从单一的容器性能向结构性能转变。
常见的工艺品类滚塑制件主要有小马、洋娃娃、玩具砂箱、时装模特模型等;体育器材类滚塑制件主要有水球、浮球、乒乓球、小游泳池、娱乐艇、冲浪板等;工业品滚塑制件有蓄电池壳体、机器外壳、防护罩、灯罩、广告展示牌、椅子、公路隔离墩、交通锥、河海浮标、防撞桶等,化工器具类滚塑制件主要有洗槽、反应罐、供料箱、贮水槽、农药贮槽等,汽车用件类滚塑制件主要有靠背、扶手、油箱、挡泥板、门框和变速杆盖等。
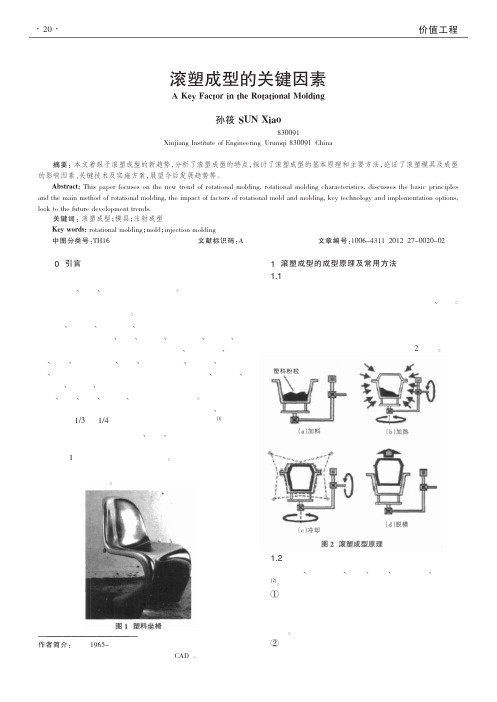
滚塑模具成本低,滚塑模具的成本约是吹塑、注塑模具成本的1/3到1/4,特别适合成型大型塑料制品[1];随着滚塑设备及模具的发展,注塑、吹塑、挤塑等工艺无法完成的制品,如形状非常复杂的造型产品,可以通过滚塑来完成,如图1所示就是滚塑成型的坐椅。
滚塑可以安置各种镶嵌件;滚塑还可以生产全封闭产品;滚塑产品可以填充发泡材料,实现保温。
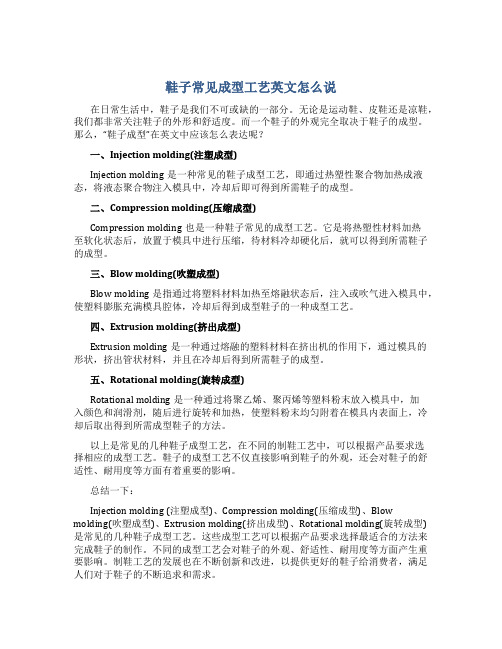
1滚塑成型的成型原理及常用方法1.1滚塑成型成型原理滚塑成型的基本加工过程很简单,就是将粉末状或液状聚合物放在模具里加热,同时模具围绕两个垂直轴旋转(自转和公转),然后冷却、成型。
在加热阶段的最初,如果用的是粉末状材料,则先在模具表面形成粉末层,然后随循环过程逐渐熔融,最后形成均匀厚度的熔融层;通过强制通风或喷水冷却,然后脱模,制成的制件被取走,接着再进行下一轮循环,图2所示。
1.2滚塑成型的基本工艺流程滚塑成型的基本工艺流程:装料、加热滚塑、冷却、脱模、模具清理、制品后加工[2]。
①装料:先将粉状树脂及所需加入的各种助剂经过准确计量(有时还需先将各组分混驾匀)加入到滚塑模具中,然后锁紧模具,保证模具在转动过程中物料不致从合模处泄漏出来。
②加热滚塑:将装好物料的模具加热,模具一边不停地摆动,一边加热,由于模具是沿着两个相互垂直的轴转———————————————————————作者简介:孙筱(1965-),女,山东青岛人,机械制造硕士,副教授,研究方向为机械制造(模具设计CAD )。
鞋子常见成型工艺英文怎么说
鞋子常见成型工艺英文怎么说在日常生活中,鞋子是我们不可或缺的一部分。
无论是运动鞋、皮鞋还是凉鞋,我们都非常关注鞋子的外形和舒适度。
而一个鞋子的外观完全取决于鞋子的成型。
那么,“鞋子成型”在英文中应该怎么表达呢?一、Injection molding(注塑成型)Injection molding是一种常见的鞋子成型工艺,即通过热塑性聚合物加热成液态,将液态聚合物注入模具中,冷却后即可得到所需鞋子的成型。
二、Compression molding(压缩成型)Compression molding也是一种鞋子常见的成型工艺。
它是将热塑性材料加热至软化状态后,放置于模具中进行压缩,待材料冷却硬化后,就可以得到所需鞋子的成型。
三、Blow molding(吹塑成型)Blow molding是指通过将塑料材料加热至熔融状态后,注入或吹气进入模具中,使塑料膨胀充满模具腔体,冷却后得到成型鞋子的一种成型工艺。
四、Extrusion molding(挤出成型)Extrusion molding是一种通过熔融的塑料材料在挤出机的作用下,通过模具的形状,挤出管状材料,并且在冷却后得到所需鞋子的成型。
五、Rotational molding(旋转成型)Rotational molding是一种通过将聚乙烯、聚丙烯等塑料粉末放入模具中,加入颜色和润滑剂,随后进行旋转和加热,使塑料粉末均匀附着在模具内表面上,冷却后取出得到所需成型鞋子的方法。
以上是常见的几种鞋子成型工艺,在不同的制鞋工艺中,可以根据产品要求选择相应的成型工艺。
鞋子的成型工艺不仅直接影响到鞋子的外观,还会对鞋子的舒适性、耐用度等方面有着重要的影响。
总结一下:Injection molding (注塑成型)、Compression molding(压缩成型)、Blow molding(吹塑成型)、Extrusion molding(挤出成型)、Rotational molding(旋转成型)是常见的几种鞋子成型工艺。
塑料加工专业英语

塑料加工专业英语
Plastic Processing专业英语是指与塑料制品的加工工艺、产品设计、设备和工艺参数等相关的英语词汇和表达方式。
下面是一些相关的塑料加工专业英语词汇和表达方式:
1. Injection molding 注塑成型
2. Extrusion 挤出
3. Blow molding 吹塑
4. Rotational molding 旋转成型
5. Thermoforming 热成型
6. Compression molding 压缩成型
7. Calendering 挤压
8. Plasticizing 熔化
9. Melt temperature 熔融温度
10. Injection pressure 注塑压力
11. Cooling time 冷却时间
12. Mold cavity 模腔
13. Ejector pin 弹簧顶杆
14. Gate sprue 浇口
15. Runner system 平衡道
16. Mold release agent 脱模剂
17. Plasticizer 增塑剂
18. Reinforcement 增强剂
19. Melt flow index 熔体流动指数
20. Mold shrinkage 模具收缩率
这些词汇和表达方式可以帮助从事塑料加工专业的人更好地理解和沟通相关的技术和工艺要求。
rotational molding
rotational moldingRotational Molding: An OverviewIntroductionRotational molding, also known as rotomolding, is a manufacturing process used for producing hollow plastic parts. It is a versatile technique widely used in industries such as automotive, toy manufacturing, agriculture, and water storage. This document aims to provide a comprehensive overview of rotational molding, including the process, materials used, advantages, and applications.ProcessThe rotational molding process involves four main steps: mold preparation, material loading, heating, and cooling.1. Mold Preparation: The first step is to prepare a mold, which is typically made of aluminum or steel. The mold is designed to have the desired shape of the final product, including any intricate details or features.2. Material Loading: Once the mold is ready, it is filled with a measured amount of powdered plastic resin. Various types of resins can be used, including polyethylene, polypropylene, and PVC, depending on the specific requirements of the product.3. Heating: The filled mold is then transferred to an oven, where it is slowly rotated in two perpendicular axes. As the mold rotates, it is heated to a specific temperature, typically between 300 to 400 degrees Fahrenheit. The heat causes the resin to melt and stick to the inner surface of the mold, forming a uniform coating.4. Cooling: After the resin has melted and adhered to the mold's surface, the mold is transferred to a cooling chamber. During this stage, the mold continues to rotate, allowing the resin to cool and solidify. Cooling can be accelerated by circulating air or water around the mold.Advantages of Rotational MoldingRotational molding offers numerous advantages over other manufacturing processes, making it a popular choice for producing plastic parts.1. Design Flexibility: One of the key advantages of rotational molding is its design flexibility. The process allows for the production of complex shapes, including multiple walls, undercuts, and intricate details, without the need for additional molds or inserts.2. Cost-Effective: Rotational molding is a cost-effective manufacturing method, especially for producing large and hollow parts. The process eliminates the need for complex molds and reduces material waste, resulting in lower production costs.3. Durability: Parts produced through rotational molding are known for their durability and strength. The seamless construction and uniform wall thickness enhance the structural integrity of the final product, making it highly resistant to impact and environmental factors.4. Wide Material Selection: Rotational molding supports a wide range of plastics, allowing manufacturers to choose materials that best suit their product requirements. The process can produce parts using various resin types, including UV-resistant, flame-retardant, and food-grade materials.ApplicationsRotational molding finds applications in various industries, thanks to its versatility and capability to produce large-sized parts. Some common applications include:1. Automotive: Rotomolded parts are used in the automotive industry for manufacturing fuel tanks, exterior body panels, air ducts, and interior components.2. Toys and Recreation: The toy manufacturing industry extensively uses rotational molding to produce toys such as play structures, slides, and ride-on vehicles. The process allows for vibrant colors, durability, and intricate designs.3. Agricultural Equipment: Rotational molding is employed in the production of agricultural equipment, including tanks, containers, and watering troughs. The seamless construction of rotomolded parts ensures leak-proof and corrosion-resistant performance.4. Water Storage: Rotomolded water storage tanks are widely used for residential, industrial, and agricultural applications. The seamless construction and UV-resistant materials ensure clean and durable water storage solutions.ConclusionRotational molding offers a versatile and cost-effective method for producing plastic parts with complex shapes and unique design features. The process provides opportunities for customization, durability, and a wide range of material choices. From automotive components to toys and water storage solutions, rotational molding finds applications in various industries. By understanding the rotational molding process and its advantages, manufacturers can make informed decisions when choosing the most suitable manufacturing method for their specific requirements.。
8.8级 10.9级 12.9级热处理工艺区别

8.8级 10.9级 12.9级热处理工艺区别8.8级、10.9级、12.9级热处理工艺区别热处理是金属材料加工中的一种重要工艺,通过控制材料的加热、保温和冷却过程,调整微观结构和性能,以满足不同使用要求。
在热处理中,不同级别的工艺对材料的性能产生不同的影响。
本文将介绍8.8级、10.9级和12.9级热处理工艺的区别,以帮助读者更好地了解这些级别的热处理。
1. 8.8级热处理工艺8.8级热处理工艺通常应用于低强度要求的结构材料。
其主要工艺步骤如下:步骤一:预热材料经过预热,使其达到适宜的热处理温度。
预热温度一般在500℃至700℃之间,具体取决于材料的成分和性能要求。
步骤二:保温将材料保持在适宜的温度下一段时间,以使其达到均匀的组织状态。
保温时间的长短与材料的厚度有关,一般为1小时至3小时。
步骤三:冷却冷却过程中需要控制冷却速率,以获得所期望的组织和性能。
一般来说,8.8级热处理采用空冷方式,也可以使用水淬或油淬来加快冷却速度。
2. 10.9级热处理工艺10.9级热处理工艺适用于要求较高强度的结构材料。
相比于8.8级,10.9级的处理流程略有不同:步骤一:预热与8.8级相似,需要将材料预热到500℃至700℃的温度。
步骤二:保温10.9级的保温时间一般要比8.8级更长,以更好地调整材料的组织结构和性能,保温时间一般为4小时至8小时。
步骤三:冷却冷却过程对于10.9级的处理至关重要。
10.9级材料的冷却速率必须控制得更加精确,以确保所需的高强度得以获得。
通常情况下,使用温度控制装置进行强制冷却。
3. 12.9级热处理工艺12.9级热处理工艺适用于对材料强度要求极高的特殊工程要求。
其工艺步骤比前两者更加复杂:步骤一:预热与前两者相同,将材料预热到500℃至700℃的温度。
步骤二:加热至高温12.9级材料需要经历两个不同的高温保温阶段。
首先将材料加热至较高的温度,例如850℃至950℃。
步骤三:保温在经过较高温度保持一段时间后,再将温度降至较低的保温温度,一般为500℃至700℃。
CBT
· · · · · · · · ·
CBT 在一定条件下聚合为高分子量 PBT,可作为通用工程塑料 PBT(并可进行各种改性),优点如下: 好的刚性和韧性 Stiffness and toughness 高耐热性 High heat resistance 耐化学性 Chemical resistance 尺寸稳定/低吸水 Dimensional stability / Low water absorption 电绝缘好/高耐电弧 Electrical insulation and high arc resistance 阻燃 Flame retardant 可热成型 Thermoformable 后加工方便 Post-mold operations (e.g., welding, gluing, painting, labeling) 可再利用 Recyclable
2,CBT100 和 CBT200 聚合后性能(加催化剂) (注射成型)
3328Leabharlann 262218
17
15
13
12
11
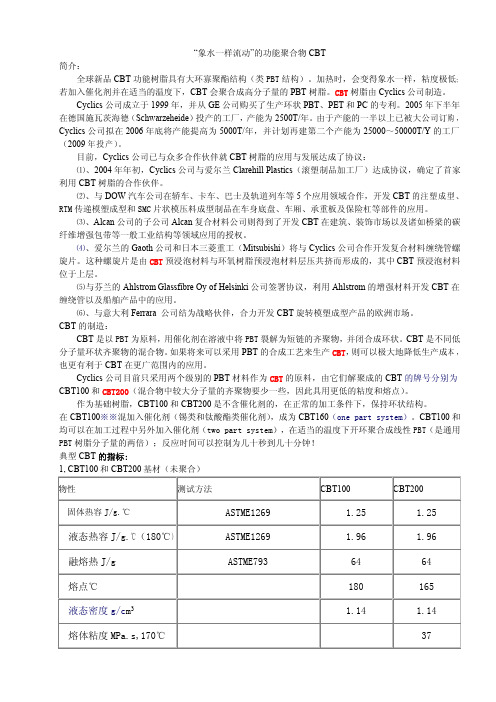
性能 屈服拉伸强度 MPa 屈服形变% 断裂形变% (5mm/min 形变速
测试方法 ISO 527 ISO 527
CBT100 和 CBT200 54 3.2
ISO 527 率) 拉伸模量 MPa 弯曲模量 MPa 弯曲强度 MPa Izod 缺口冲击 KJ/ m2 (23℃) Izod 非缺口冲击(23℃) 比重 g/cm3(23℃) 熔点℃ 线性模收缩率%(4mm/0.16”厚) Flame rating(4mm/0.16”厚)
分类及应用: 牌号 特性 主要用途
CBT100
非聚合型
· 共混改性(大幅度提高流动性) :与聚酯( PBT, PET,PC, PCT, etc.) 、 PA 、PPO、POM、PMMA、TPU、ABS、SAN、PEI、PSU 及合 金(PC/ABS、PC/PEI、PC/PBT、PC/PET)等的相容性很好;用 CBT 改 性这些材料(加:0.5~5%) ,可以大幅度提高流动,而几乎不影响力学 性能;即使增强型的工程塑料,由于加入 CBT,也能够轻松实现薄壁、 长流程的注射;添加到透明基体中,对基体材料的透明性无不良影响: 1~5%CBT 加到 PC 或 PET 中,大幅度提高流动性,不影响透明性。 · 母料:与各种填料(碳酸钙、滑石粉、硅灰石、硅粉、玻璃微珠) 、 纤维(碳纤、玻纤) 、稳定剂、阻燃剂、脱模剂和颜料的相容性很好, 对它们的润湿能力强;CBT 适用于制作各种高填充、易分散的母料。
滚塑产品质量问题及解决措施
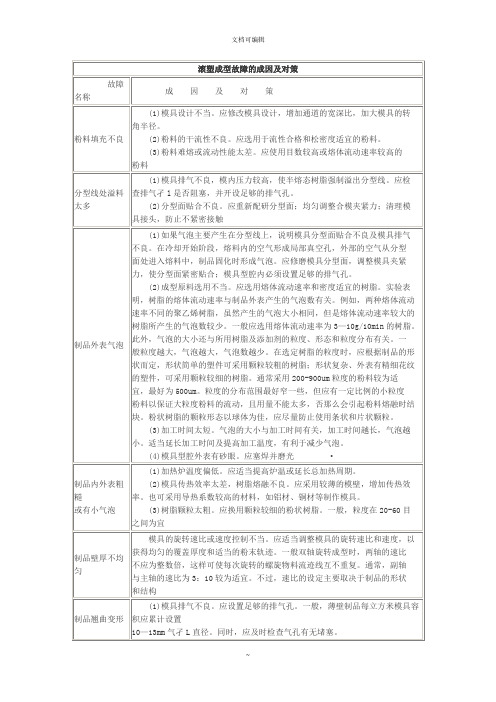
滚塑(rotational molding)生产过程中常见的产品质量问题及应对措施〔一〕在滚塑生产过程中,常常会出现一些大大小小的产品质量问题,这些都可以通过一些必要的措施来防止。
本文集中描述了一些滚塑成型工艺中在滚塑生产过程中,常常会出现一些大大小小的产品质量问题,这些都可以通过一些必要的措施来防止。
本文集中描述了一些滚塑成型工艺中的常见问题及解决方案,以期与大家共同探讨。
1.插入嵌件不牢固或边缘周围有吹孔。
影响因素:1.1插入嵌件尺寸不符合要求,周围空间太小,嵌件彼此太接近或太靠近模壁,局部受到屏蔽导致受热不均匀。
1.2安装嵌件时,未注意清洁,嵌件受到污染1.3嵌件预热过度,插入后粘附粉料。
1.4嵌件固定不良,旋转模塑时松动。
1.5嵌件的材质影响。
有些导热性不强或过度导热。
可能的解决方法:嵌件做良好固定,且保证其不要松动;嵌件周围不要留有空隙,以免空气吸入造成湿气膨胀而侵入产品内部;附着在嵌件上的污染物如牛油、机油会在成型时气化,从而产生气泡而让粉料无法粘附,使用前要对嵌件作适当的清洗、枯燥处理;使用大型的嵌件时要涂布兼容材料以保障其粘附效果;如果嵌件材料具良好的导热性,可对嵌件进行轻微的屏蔽,防止嵌件过热而在产品截面产生气泡;如嵌件导热性差,可提前预热至适宜的温度。
2.合模线处出现吹孔。
主要原因:2.1 合模线不干净2.5合模线变成热沉体。
解决方案:确保合模线的干净是前提条件,合模线处残留的积塑会致合模线密封不良,模具外的空气会乘虚而入或积塑劣化而产生吹孔。
用适当的工具清理合模线处的残渣或用脱模剂涂布降低残渣的附着时机不失为一个好的方法。
在滚塑模具添加粉料时,尽量让粉料远离合模线,一旦不慎漏洒上粉料要及时清理干净。
通气管阻塞会让空气流无法进入滚塑模具,许多人认识不到这点的严重性。
在滚塑成型第三期及冷却期,模具内的聚合物仍然呈熔融状态,如果空气不能自由出入而保持模具内外的气压平衡,要么形成负压而至产品收缩,要么气体从合模线处不严密的地方穿过而留下吹孔。
旋转式出胶英语
旋转式出胶英语Rotational Molding: An Innovative Approach to Plastic Part ProductionRotational molding, also known as rotomolding, is a versatile and innovative manufacturing process that has gained significant attention in the plastic industry. This unique technique allows for the production of a wide range of hollow plastic parts, from simple containers to complex, intricate designs. The process involves the rotation of a mold filled with a powdered plastic material, which is then heated to a specific temperature, allowing the plastic to melt and conform to the shape of the mold.One of the primary advantages of rotational molding is its ability to create seamless, one-piece parts with a uniform wall thickness. This is particularly beneficial for applications where strength, durability, and leak-resistance are crucial, such as in the manufacturing of tanks, toys, and various industrial components. The process also allows for the incorporation of additional features, such as reinforcements, inserts, and surface textures, further enhancing the functionality and aesthetic appeal of the final product.The rotational molding process typically involves four distinct stages: charging, heating, cooling, and ejection. During the charging stage, the powdered plastic material is loaded into the mold, which is then sealed and positioned in the rotational molding machine. The mold is then rotated on two axes, typically at a speed of 4 to 15 revolutions per minute, while being heated to a specific temperature, usually betw een 250°C and 350°C, depending on the type of plastic used.As the plastic material melts, it adheres to the inner walls of the mold, forming the desired shape. The rotation of the mold ensures that the plastic is evenly distributed, resulting in a uniform wall thickness throughout the part. Once the desired thickness is achieved, the mold is cooled, either through air or water, to solidify the plastic.The final stage of the process is the ejection of the molded part. This is typically done by opening the mold and allowing the part to be removed, either manually or through automated systems. The rotational molding process is particularly well-suited for the production of large, hollow parts, as it allows for the creation of intricate shapes and designs without the need for complex tooling or molds.One of the key advantages of rotational molding is its versatility. This manufacturing process can be used to produce a wide range ofplastic products, from simple containers and toys to more complex industrial components. Additionally, rotational molding is a cost-effective option, especially for small to medium-sized production runs, as the tooling and setup costs are generally lower compared to other plastic molding techniques, such as injection molding or blow molding.Another benefit of rotational molding is its ability to accommodate a diverse range of plastic materials, including polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), and various specialty polymers. This flexibility allows manufacturers to select the most appropriate material for their specific application, ensuring the final product meets the required performance and durability standards.Furthermore, the rotational molding process is known for its environmentally friendly characteristics. The process generates minimal waste, as the excess plastic material can be easily recycled and reused in subsequent production runs. This aligns with the growing emphasis on sustainability and the circular economy, making rotational molding an attractive option for manufacturers seeking to reduce their environmental impact.In recent years, advancements in technology have further enhanced the capabilities of rotational molding. Innovations in mold design, heating and cooling systems, and automation have led toimprovements in part quality, production efficiency, and overall cost-effectiveness. Additionally, the integration of computer-aided design (CAD) and computer-aided manufacturing (CAM) tools has enabled designers and engineers to create increasingly complex and intricate part designs, pushing the boundaries of what is possible with rotational molding.As the demand for innovative and sustainable manufacturing solutions continues to grow, the role of rotational molding in the plastic industry is expected to expand. This versatile process offers a unique combination of design flexibility, cost-effectiveness, and environmental sustainability, making it an increasingly attractive option for a wide range of applications, from consumer goods to industrial equipment. As the industry continues to evolve, the future of rotational molding holds exciting possibilities for manufacturers and designers alike.。
定型机轧分散纳米染料工艺
定型机轧分散纳米染料工艺本文将详细介绍定型机轧分散纳米染料工艺的步骤和过程。
定型机轧分散纳米染料工艺是一种用于纺织品染色的高效技术,通过将纳米染料均匀分散在纺织品中,可以实现高质量的染色效果,并且具有较低的染色损耗和环境污染。
本文将从准备工作、染料分散、染色定型等方面详细介绍这一工艺的步骤和注意事项。
一、准备工作:1. 确定染色纺织品的种类和尺寸,根据其性质选择合适的纳米染料。
2. 准备染料分散剂和助剂,根据不同染料和纺织品的特性选择适当的分散剂和助剂。
3. 准备定型机和其他所需设备,确保设备正常运转。
二、染料分散:1. 将纳米染料和分散剂按一定比例混合,并加热搅拌,使其充分分散。
2. 将混合物放入研磨机中进行研磨,直至得到均匀细腻的分散染料溶液。
3. 过滤分散染料溶液,以去除其中的杂质和固体颗粒。
三、染色定型:1. 将染料分散液与纺织品进行浸泡,确保纺织品充分吸收染料。
2. 将浸泡后的纺织品放入定型机中,按照设定的温度和时间进行定型。
3. 定型完成后,将纺织品取出,进行水洗和漂白,以去除多余染料和分散剂。
4. 干燥纺织品,以确保染料在纺织品中的固定性和耐久性。
中间举例说明:以染色棉布为例,染料可以选择缩酮染料。
在染料分散过程中,加入甘油作为分散剂,并进行高速搅拌,将染料充分分散。
经过研磨机的研磨后,得到均匀细腻的分散染料溶液。
将棉布浸泡在分散染料溶液中,使其充分吸收染料,然后放入定型机中进行定型。
定型机温度设定为120℃,时间设定为30分钟。
定型完成后,将棉布取出,进行水洗和漂白,以去除多余染料和分散剂。
最后,将棉布干燥,确保染料在棉布中的固定性和耐久性。
定型机轧分散纳米染料工艺是一种高效且环保的纺织品染色技术。
通过对纳米染料的分散和纺织品的定型处理,可以实现高质量的染色效果,并且减少了染料的损耗和环境污染。
在具体操作过程中,需要注意选择合适的染料和纺织品,并严格按照工艺要求进行处理。
定型机轧分散纳米染料工艺在纺织品染色领域具有广阔的应用前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Rotational molding technologyAuthors: Ji'nan ordnance 53 Zhang Yulong The basic principles of rotational mouldingRotational molding technology also known as rotary or rotary molding technology. It is the plastic powder into the mould, the powder in the mold around the two mutually perpendicular axes, while heating while rotation. Because in the rotation process, powder changes unceasingly, mutual friction and the surface of the mould powder drag and drop between each other, make powder continuously to the mold wall above the movement, until the motion force sufficient to overcome the powder under the action of gravity, powder can cross the powder pool reaches across the die wall, with the mould powder to do a 360 degree rotation. After repeated heating rotary movement repetition, powder will melt and uniformly adhered on the inner wall of the mould fused into one, to finalize the design cooling a desired thickness, hollow products can be taken out from the mould. Compared with the traditional method of hollow plastic molding, rotational molding has incomparable advantages in equipment investment cost and manufacturing cycle, process flexibility, become small batch production of medium and large or super large closed or semi closed hollow seamless containers are the most ideal, the most economical and effective method. Rotational molding process has outstanding characteristics. Rotational molding process and less investment in equipment, mould processing and low cost, the comprehensive cost of products with low volume production. Raw material saving, almost 100% of the material can be converted into products. Mold no runner, gate, does not produce waste, and the product of uniform wall thickness, chamfer at slightly thickened, can give full play to the material performance.Rotational molding technology suitable for the production of large and super large products, suitable for molding a variety of complex hollow shape of parts. In the rotational molding process, material is gradually applied to the mold surface, have very strong ability to copy on the cavity surface pattern and other fine structure, at the same time as the mold without pressure during the whole process, can be directly used precision die casting methods made of a variety of fine and complex in forming such as toys, animal model of all kinds of resin based composite material products.Rotational molding process is also suitable for resin based composite material product production of multilayer material. Rotational molding multi-layer products, just different melting point will be reasonable matching, the resin into the mold, forming process of low melting temperature of the material is first heated to melt, adhesion to the cavity wall, the outer layer formed parts. After the high melting temperature materials and melting, and attached to the outer layer of material is formed on the inner or outer layer, first resin into mould, rotational molding for parts of the outer layer, and then join the inner resin, obtain a multi-layer rotary molding.Rotational molding products made without stress, almost no orientation or residual strain, also do not cause depression, such as deformation and cracking problem.Rotational molding products suitable for multi variety, small batch of resin based composite material production, and easy to transform composite color. In addition, the molding process is simple, strong adaptability, easy to change die. Equipment, chess has the advantages of simple structure, convenient manufacture, rapid, low price, thus to transform the product very favorable.A rotary molding machine, in the production process, but also can product very different size and shape and forming.Rotational molding also has some disadvantages, such as high energy consumption, the molding cycle is longer, molded product size precision is poor, large labor intensity etc..Equipment and mouldRotational molding equipment in general by the transmission system, heating system, cooling system and control system etc.. Rotational molding machine for single arm traditional biaxial (perpendicular) rotation, single station (there are 2 ~ 4 station). Driving system consists of motor, speed governor, vice principal, rotating shaft etc.. The heating system is composed of a heating furnace, burner, an ignition device etc.. The heating medium is liquefied petroleum gas, coal gas, diesel oil etc.. Cooling system consists of water supply pipe and a nozzle. The heated die through air, water mist, water spray, the uniform cooling. The characteristics of rotational molding machine is simple in structure, low price, stable transmission, strong adaptability of products, can meet the needs of medium and small batch production.Compared with injection molding, blow molding and other plastic molding die, rotational molding with mould has the advantages of simple structure, the characteristics of large volume, low weight, simple and cheap production. Rotational mould by ordinary low carbon steel (also available aluminum) welding process, divided into 2.5 modules, the use of fixture is fixedly connected. In order to prevent the deformation of product, mould must open the exhaust hole. On the premise of not affecting the strength and deformation, die thickness as thin as possible, generally use 3 ~ 6mm steel is appropriate. Products flat portion is greater than 400mm, the mold should consider strengthening ribs or corresponding structure design.Molding resinRotational molding with resin often need to pre processing. For example, the solid granular resin often need to pre crushed into powder material, so that the resin price rise. But the rotational molding of less waste, resin prices rise part can thus be compensated. Can be used for resin rotational moulding of polyolefin, polyester, nylon, polycarbonate, EV A, ABS, PS and thermosetting resin, polyethylene powder in twentieth Century 60's development has injected vitality to the development of rotational molding processing, until today, 90% rotational molding materials used for all grades of polyethylene resin still.Because of the particularity of rotational molding technology, has brought the special requirements for the selection of raw materials. First, since there is no pressure molding, the used raw materials must have good flowability, so the resin particle size is 100 ~ 500 m, the melt flow rate at 4 ~ 8g / 10min is appropriate. Because the molding cycle is longer, the raw material to withstand high temperature, thus better thermal stability. Strength and impact toughness in the selection of the resin is also a very important factor, linear low density polyethylene can satisfy this requirement, so it has been widely used. In recent years, metallocene catalyst polyethylene provides excellent raw materials for rotational molding.Rotational molding technologyThe technological process of rotational molding: ingredients, loading in mould, die rotating and heating, cooling, demoulding and mould rotation.Heating method of rotational moulding with a hot air circulating and direct flame heating, the molten salt heating, heating medium and infrared radiation heating. Hot air circulation is will be circulating air heating as the heat source for abrasives. Direct flame heating method is the direct injection fuel flame to rotary mould. These two methods are widely used, the heating temperature is 200 DEG to 500 deg.. Hot air circulating generally with the gas furnace heating. Direct flameheating with fuel gas, liquefied gas, heavy oil, coal etc.. Molten salt heating is the heating and melting of 200 DEG C to about 300 DEG C molten salt spray directly blowing in rotary die outer surface. The uniform heating, fast heat transfer, so the production cycle is short. Heating medium for the complex structure of rotational molding mould, heating cycle is short, easy temperature control, high heat utilization rate. Infrared radiation heating method is advanced, heating does not require any heat transfer medium, the operation is convenient, fast heating speed, no pollution, the law in Japan has. In short, rotational molding methods are diverse, should be used to determine the heating mode according to the specific conditions of the local areas, departments.Rotational molding cooling method and cooling speed have great influence on the quality of rotational molding products, it is not only related to product size stability and appearance quality, internal performance, but also directly affect the product so, must strictly control.Rotational molding process parameter refers to the molding temperature, time, cooling speed. Because the rotary form and the different heating methods, process parameters vary greatly. Especially because it is more so direct flame heating, temperature control in 250 ~ 350 DEG C. Heating time varied with the product thickness, size, usually 25 ~ 50min, method of cooling by cold air and water binding, generally in about 25 ~ 40min.The main points of the process should pay attention to the rotational molding:There is a close relationship between the rotational molding rotational molding materials - and powder particle size distribution.- rotational molding process have great effects on the performance of forming products, in the process, select the appropriate process parameters is very important.Adopt the heating temperature, the suitable heating time and improved the performance of the material impact.In the higher heating temperature, heating time is longer under the conditions of crosslinking reaction, mainly in surface materials.The production process of products - different crosslinking degree (crystallinity) without significant difference.Rotational molding of thermosetting resin matrix compositeThermosetting composite rotational has two methods: pre mixing method and pre forming method.The following example illustrates with unsaturated polyester premixed legal steps:(1) the preparation of the resin system: according to the conventional formula of thermoset composites, joined the amount of curing agent, catalyst, pigment and other additives in seasoning or unsaturated polyester resin glue solution, then mixing evenly.(2) impregnated fiber reinforced materials: chopped fiber into resin system, fully stirring, mixing evenly after prepared with rotational molding material, this material for short fiber shape. It should be noted, short cut fiber before joining, surface treatment to deal with fiber. Or will cause the resin / fiber interface quality is not high.(3) the mixed material to join rotary abrasive, according to unsaturated polyester molding process conditions of heating, the rotational molding material, to be evenly attached to the cavity, and then finished the resin gel, curing reaction after cooling.(4) to be cooled to room temperature, can open mold, out products.(5) the products after processing, such as removing the flash, burrs, processing heat in, can be contained or put into use.The forming method has the advantages of simple process, low labor intensity, good production environment, but the product of glass fiber content is low, are generally not more than 20%, the length of glass fiber is less than 25mm. So the resulting low product mechanical strength, cannot make bearing structure products.This method is suitable for the preparation of hollow products that use hollow blow molding difficult molding, such as tanks, cans and other containers.The production process of pre forming process is divided into two steps, the first step to use glass fiber mixed with the thermoplastic resin molded blank, then adding unsaturated polyester mixed system, and then the two rotational molding system products. The specific operation steps:(1) the selection of the length of the 25mm surface treated glass fiber, or articles according to size or length of glass fiber length decision.(2) the selection of excellent adhesion properties of thermoplastic resin, such as ABS, acrylic acid, polystyrene, polyurethane and other resin. The thermoplastic resin not only has excellent adhesion and fiber, but also has good compatibility of unsaturated polyester.(3) the glass fiber prepared with 30% content join cavity, and then adding the thermoplastic resin cavity, and the hybrid 5~10min, mixed evenly.(4) according to the selected thermoplastic resin process conditions, the mixture is heated, the heating time is 10~15min.(5) a preform thickness up to 3~5mm, can be cooled to finalize the design, cooling time is 3~5min, the stand-by thermosetting resin impregnated.(6) the selection of viscosity of 0.6Pa * s unsaturated polyester catalyst, adding proper amount of room temperature curing, selection of methyl ethyl ketone peroxide, heating and solidifying the selection of benzoyl peroxide, after 3~5min mixing evenly add cavity is provided with a preform.(7) rotates the unsaturated polyester glue impregnation and curing 15~20min.(8) the product is fully cured and then cooled and demoulded, take out the products, the forming period of about 45~60min.(9) the article in a 120 DEG ~160 DEG 6~24h heat treatment.(10) cleaning mold, prepared for rotational molding next time.The main advantage of pre formed a:- can use long more than 25mm of fiber, fiber content can be increased to 40%~50%, fiber distribution, no product performance orientation, can be comparable with the spray molding and hand lay up molding products.Can be large and complex shape product molding.- a good production environment, labor intensity is low, the workplace without harmful gas and glass fiber dust.- products can be used for heating and solidifying, shorten the molding cycle.Hollow products, - rotational molding of large containers and other mechanical properties, dimensional stability are better than the blow molding products, can be used as load bearing structure.Rotational foaming molding technologyContinuous rotational foaming molding is generally divided into two steps, multi step and step. 1, two step methodTwo step method of rotational foaming molding technology is developed on the basis of intermittent rotational foaming molding on. The two step forming process of most of the input boxis placed a pre loaded rotational moulding foaming resin powder in the. When the non foaming resin powder mold covering the mold wall began to melt, open the input box, release the foaming resin powder, foaming inner core can be formed in the non foaming layer of dense on. The operator can also use high melting point of the thermoplastic plastic into the bag, bag in investment in advance into the foaming resin powder, when the mold temperature reaches the melting temperature of thermoplastic plastic bag, put into the bag melt rupture, releasing resin powder.Two step although not interrupt processing, but how to correctly open input box or how to accurately control temperature makes the input bag complete rupture, the full release of non foaming resin is the most difficult part of the method. At the same time, processing and manufacturing into the box or put into bags will undoubtedly increase the cost of production, and put forward higher requirements of control system of the equipment.2, multi step methodMulti step method is generally used for the production of multi-layer products, the working principle and the two step is similar. If the foam on the inner wall and a layer of foam layer, second input box or a plurality of thermoplastic into the bag is used in foaming, already formed in the surface of the core layer release of non foaming resin, forming a non foam layer.The two step and multi step problems still exist, the need for a large number of complex equipment, transformation of the old equipment rotomolding process conditions difficult to control. In order to maximize the use of the original rotational molding equipment, people developed a one-step rotational foaming molding technology.3, a stepRotational molding rotational foaming molding equipment one-step method basically can directly use traditional, without the need for additional equipment transformation, production process is relatively simple. Compared with the traditional rotational molding equipment, one-step rotational foaming equipment without the need for large-scale transformation, but the heating and cooling, the temperature control system is put forward higher requirements. Requirements for accurate temperature control, high heat conduction efficiency. At present, due to a step rotational foaming molding technology has obvious advantages in the aspects of equipment, technology and quality products, has developed rapidly in recent years, will become the rotational foaming molding technology in the future is the most important, most has the development prospect of application. In order to obtain a dense non foaming and foaming inner core shell, one step rotational foaming is mainly products processing production using different foaming and non foaming resin, resin of the heat capacity of different density, different particle size characteristics. At present, there are mainly 3 kinds of process route and forming method:Responding to use non foaming resin powder and different foaming resin powder density characteristics obtained non foaming and foaming inner core shell. Non foaming resin is the method chosen density than foaming resin, in feeding time also joined the two resin. Die rotating into the heating furnace, because of the different density of the resin, under the action of centrifugal force density larger non foaming resin from the cavity wall recently, the first heat began to melt, forming a non foam layer. Then the foam in the inner wall of non foaming layer on resin began to melt, foaming agent to release the gas, forming foam layer. However, if not the density difference of non foaming resin and foaming resin case, the difference between the foam layer and the non foam layer is not very obvious. Several hot plastic density difference is not toobig, so to get enough centrifugal force, the mold must be high speed rotation. But in the rotational molding process, the rotating speed of mold is generally low, to ensure that the inner surface of resin powder can well cover mould, get qualified product appearance.By using the properties of non - foaming resin powder and foaming resin powder heat different obtain non foaming and foaming inner core shell.The heat capacity of non foaming resin the method selection of the specific heat capacity of foaming resin powder in small, feeding time also joins the two resin. The mold into the heating furnace, due to non foaming resin capacity is small, first began to melt in the mold, the inner wall adhesion. At the same time, foaming resin heat capacity is large, began to melt when the non foaming resin, foaming resin or granular, with the mold rotation movement, gradually gathered in the middle of die mold, with the temperature rising, the foaming resin began to melt, foaming agent began to release the gas decomposition, so that the inner wall of the non foam layer on the the formation of foam layer. But this method of processing conditions and temperature control system with high request.By using the properties of non - foaming resin powder and foaming resin particle size is different to obtain non foaming and foaming inner core shell. Non foaming resin the method selected size is more obvious than the small size of foaming resin. Foaming resin pre and foaming agent are mixed evenly, preparation into larger particles. Feeding time at the same time to join the two resin. The mold is to send people to the heating furnace, due to the smaller size of non foaming resin, away from the wall of the heating furnace is close, the first heat began to melt, forming a non foam layer. Then the foam in the inner wall of non foaming layer on resin began to melt, foaming agent to release the gas, forming foam layer.At present, the research and development of an important aspect of rotational foaming molding is foaming resin, polymer resin should be selected with the melt elasticity must, must be able to resist the pressure of gas inside the bubble. If the elasticity of the melt is too small, the bubble will burst. And, in the resin grinding into powder before blowing agent and resin mixed foaming agent, to ensure that the powder can be uniformly dispersed in the polymer powder. Now, mostly combining resin density, heat capacity, resin size and chemical foaming agent and other factors, develop foaming resin raw materials suitable for rotational foaming molding.In theory, any type of thermoplastic plastics can be used for rotational foaming molding, but because of its special process, the selection of raw materials have some special requirements. First, since there is no pressure molding, rotational foaming material must have good fluidity, make every corner can flow into the mold smoothly like a liquid, to obtain the product with uniform wall thickness. Secondly, because of the longer cycle of rotational foaming molding, raw material to withstand high temperature, so it is better thermal stability. Finally, in order to be able to resist the pressure of gas bubbles within the melt elasticity plastic raw materials requires a certain. If the elasticity of the melt is too small, the bubble bursts, bubble influence quality.Impact strength or toughness is a very important consideration in choosing the material, is also the main requirements for the rotational foaming products. Linear low density polyethylene can satisfy this requirement, so it is widely used in rotational foam molding. PVC plasticized powder, vinyl acetate copolymer (EV A), ethylene butyl acrylate copolymer (EBA) and nylon, ABS, ethylene - three fluorine ethylene copolymer (ECTFE) also for special applications. With the development prospects of the material further comprises polyphenylene ether (PPO), ABS-, PEEK, PPS and polycarbonate alloy glass fiber reinforced nylon etc.. In recent years, metallocene catalystpolyethylene provides excellent raw materials for the rotational foaming polyethylene. Generally speaking, the foaming agent with physical foaming agent and foaming agent. However, due to rotational foaming molding is basically no pressure molding, not by the physical foaming agent. Because of the use of physical foaming agent to improve the mold pressure, which will greatly increase the cost of equipment, therefore in the rotational foaming molding in general the use of chemical blowing agent. Chemical foaming agent within a specific temperature range start decomposing gases. The use of a chemical foaming agent needs to pay attention is the blowing agent decomposition temperature range must be higher than the polymer melt temperature. If the foaming agent has began to decompose and melt phase of the polymer melt is just beginning, the gas is easy to overflow, not the formation of bubbles in the melt. In addition to the decomposition temperature of the foaming agent, but also pay attention to the decomposition of blowing agent series, produced or the ability to absorb energy, gas production. Because foaming the final structure are related to these factors, the choice of suitable blowing agent is the key of polymer foam molding, foaming agent commonly used at present are CelogenOT and AZ.In addition to the foaming agent outside, also need to consider the various other additives. Need to pay attention to is some colorants, especially carbon black or iron oxide pigment. These additives may absorb gas foaming agent generated, or will and chemical foaming agent to react, reducing the efficiency of the foaming agent, sometimes can bring serious consequence. (end)。