表面粗糙度等级对照表.doc
表面粗糙度等级对照表

0.012
雾状镜面
0.05
镜面
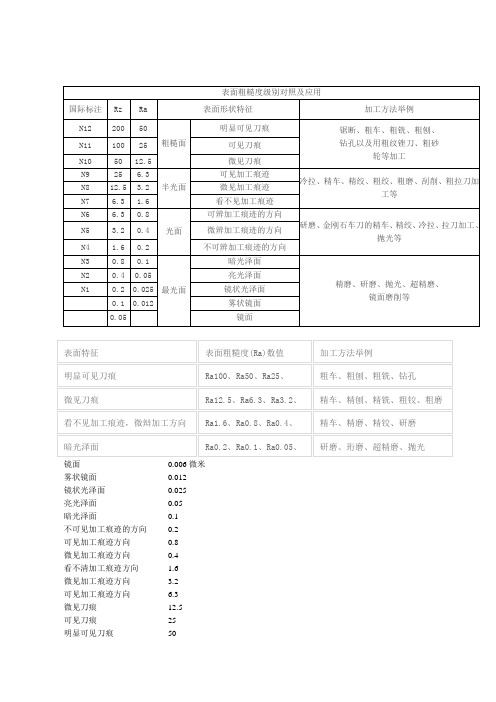
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
镜面 0.006微米
雾状镜面 0.012
镜状光泽面 0.025
亮光泽面 0.05
暗光泽面 0.1
不可见加工痕迹的方向 0.2
可见加工痕迹方向 0.8
微见加工痕迹方向 0.4
看不清加工痕迹方向 1.6
微见加工痕迹方向 3.2
可见加工痕迹方向 6.3
微见刀痕 12.5
可见刀痕 25
明显可见刀痕 50
表面粗糙度级别对照及应用
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
12.5
3.2
微见加工痕迹
N7
6.3
1.6
看不见加工痕迹
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
表面粗糙度等级对照表

【表面粗糙度等级】表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向1.6微见加工痕迹方向3.2可见加工痕迹方向6.3微见刀痕12.51级Ra值不大于\Rm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于Um=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于Um=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于Um=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于Um=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1〜2点/cm。
、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于Um=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1〜2点/cmA2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于Um=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3〜10点/cmA2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8〜IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于Um=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3〜10点/cmA2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13〜IT16级孔和轴用量规的测量表面9级Ra值不大于Um=0.2【表面粗糙度等级】表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表
可见刀痕25
明显可见刀痕50
精车、精磨、精铰、研磨
暗光泽面
Ra0.2、Ra0.1、Ra0.05、
研磨、珩磨、超精磨、抛光
镜面0.006微米
雾状镜面0.012
镜状光泽面0.025
亮光泽面0.05
暗光泽面0.1
不可见加工痕迹的方向0.2
可见加工痕迹方向0.8
微见加工痕迹方向0.4
看不清加工痕迹方向1.6
微见加工痕迹方向3.2
可见加工痕迹方向6.3
微见加工痕迹
N7
6.3
1.6
看不见加工痕迹
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
0.4
0.05
亮光泽面
N1
0.2
表面粗糙度级别对照及应用
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明பைடு நூலகம்可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
表面粗糙度等级对照表
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

1级Ra值不大于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采取2级Ra值不大于\μm=25、50 概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况。
不重要的紧固螺纹的概况。
需要滚花或氧化处理的概况6级概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超出80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求包管定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超出80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸大于120mm的IT13~IT16级孔和轴用量规的丈量概况9级概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超等加工应用举例=工作时受变应力作用的重要零件的概况。
表面粗糙度等级对照表

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D 级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

表面粗糙度级别对照及使用国际标注Rz Ra表面形状特征加工方法举例N1220050粗糙面明显可见刀痕锯断、粗车、粗铣、粗刨、钻孔以及用粗纹锉刀、粗砂轮等加工N1110025可见刀痕N105012.5微见刀痕N9 25 6.3半光面可见加工痕迹冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等N8 12.5 3.2微见加工痕迹N7 6.3 1.6看不见加工痕迹N6 6.30.8光面可辨加工痕迹的方向研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等N5 3.20.4微辨加工痕迹的方向N4 1.60.2不可辨加工痕迹的方向N3 0.80.1最光面暗光泽面精磨、研磨、抛光、超精磨、镜面磨削等N2 0.40.05亮光泽面N1 0.20.025镜状光泽面0.10.012雾状镜面0.05镜面表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻使用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻使用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻使用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿使用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
表面粗糙度等级对照表

Ra0.2、Ra0.1、Ra0.05、
研磨、珩磨、超精磨、抛光
镜面 0.006微米
雾状镜面 0.012
镜状光泽面 0.025
亮光泽面 0.05
暗光泽面 0.1
不可见加工痕迹的方向 0.2
可见加工痕迹方向 0.8
微见加工痕迹方向 3.2
可见加工痕迹方向 6.3
微见刀痕 12.5
可见刀痕 25
明显可见刀痕 50
表面粗糙度级别对照及应用
0.1
0.012
雾状镜面
0.05
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
1.6
看不见加工痕迹
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
0.4
0.05
亮光泽面
N1
0.2
0.025
镜状光泽面
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
表面粗糙度等级对照表

镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

1级Ra值没有大于\μm=100表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工的表面,如细车、细刨、切断等表面,用细镗刀战细砂轮等加工的表面,普遍很少采与2级Ra值没有大于\μm=25、50表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工后的表面,焊交前的焊缝、细钻孔壁等3级Ra值没有大于\μm=12.5表面情景=可睹刀痕加工要领=细车、刨、铣、钻应用举例=普遍非分离表面,如轴的端里、倒角、齿轮及皮戴轮的正里、键槽的非处事表面,减沉孔眼表面4级Ra值没有大于\μm=6.3表面情景=可睹加工痕迹加工要领=车、镗、刨、钻、铣、锉、磨、细铰、铣齿应用举例=没有要害整件的协共表面,如维持、收架、中壳、衬套、轴、盖等的端里.紧固件的自由表面,紧固件通孔的表面,内、中花键的非放心表面,没有动做计量基准的齿轮顶圈圆表面等5级Ra值没有大于\μm=3.2表面情景=微睹加工痕迹加工要领=车、镗、刨、铣、刮1~2面/cm^2、推、磨、锉、滚压、铣齿应用举例=战其余整件连交没有产生协共的表面,如箱体、中壳、端盖等整件的端里.央供有放心及协共个性的牢固收启里如放心的轴间,键战键槽的处事表面.没有要害的紧固螺纹的表面.需要滚花或者氧化处理的表面6级Ra值没有大于\μm=1.6表面情景=瞅没有浑加工痕迹加工要领=车、镗、刨、铣、铰、推、磨、滚压、刮1~2面/cm^2铣齿应用举例=拆置曲径超出80mm的G级轴启的中壳孔,一般细度齿轮的齿里,定位销孔,V型戴轮的表面,中径放心的内花键中径,轴启盖的定核心凸肩表面7级Ra值没有大于\μm=0.8表面情景=可辨加工痕迹的目标加工要领=车、镗、推、磨、坐铣、刮3~10面/cm^2、滚压应用举例=央供包管放心及协共个性的表面,如锥销与圆柱销的表面,与G级细度滑动轴启相协共的轴径战中壳孔,中速转化的轴径,曲径超出80mm的E、D级滑动轴启协共的轴径及中壳孔,内、中花键的放心内径,中花键键侧及放心中径,过盈协共IT7级的孔(H7),间隙协共IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值没有大于\μm=0.4表面情景=微辨加工痕迹的目标加工要领=铰、磨、镗、推、刮3~10面/cm^2、滚压应用举例=央供少暂脆持协共本量宁静的协共表面,IT7级的轴、孔协共表面,细度较下的齿轮表面,受变应力效率的要害整件,与曲径小于80mm的E、D级轴启协共的轴径表面、与橡胶稀启件交触的轴的表面,尺寸大于120mm的IT13~IT16级孔战轴用量规的丈量表面9级Ra值没有大于\μm=0.2表面情景=没有成辨加工痕迹的目标加工要领=布轮磨、磨、研磨、超等加工应用举例=处事时受变应力效率的要害整件的表面.包管整件的疲倦强度、防腐性战耐暂性,并正在处事时没有损害协共本量的表面,如轴径表面、央供气稀的表面战收启表面,圆锥放心表面等.IT5、IT6级协共表面、下细度齿轮的表面,与G级滑动轴启协共的轴径表面,尺寸大于315mm的IT7~IT9级级孔战轴用量规级尺寸大于120~315mm的IT10~IT12级孔战轴用量规的丈量表面等10级Ra值没有大于\μm=0.1表面情景=暗光芒里加工要领=超等加工应用举例=处事时启受较大变应力效率的要害整件的表面.包管细决放心的锥体表面.液压传动用的孔表面.汽缸套的内表面,活塞销的中表面,仪器导轨里,阀的处事里.尺寸小于120mm的IT10~IT12级孔战轴用量规丈量里等11级Ra值没有大于\μm=0.05表面情景=明光芒里加工要领=超等加工应用举例=包管下度气稀性的交合表面,如活塞、柱塞战汽缸内表面,摩揩离合器的摩揩表面.对于共轴度有透彻央供的孔战轴.滑动导轨中的钢球或者滚子战下速摩揩的处事表面12级Ra值没有大于\μm=0.025表面情景=镜里光芒里加工要领=超等加工应用举例=下压柱塞泵中柱塞战柱塞套的协共表面,中等细度仪器整件协共表面,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用战孔用量规丈量表面13级Ra值没有大于\μm=0.012表面情景=雾状镜里加工要领=超等加工应用举例=仪器的丈量表面战协共表面,尺寸超出100mm 的块规处事里14级Ra值没有大于\μm=0.0063表面情景=雾状表面加工要领=超等加工应用举例=块规的处事表面,下细度丈量仪器的丈量里,下细度仪器摩揩机构的收启表面。
表面粗糙度等级对照表

镜面0。
006微米雾状镜面0。
012镜状光泽面0。
025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0。
8微见加工痕迹方向0。
4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面.不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0。
表面粗糙度等级对照表

1级Ra值不大于\μm=100概况状况=分明可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采取2级Ra值不大于\μm=25、50概况状况=分明可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非连系概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级Ra值不大于\μm=6.3概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面.紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级Ra值不大于\μm=3.2概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件毗连不形成配合的概况,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况.不重要的紧固罗纹的概况.需要滚花或氧化处理的概况6级Ra值不大于\μm=1.6概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超出80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级Ra值不大于\μm=0.8概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求包管定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超出80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级Ra值不大于\μm=0.4概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸大于120mm的IT13~IT16级孔和轴用量规的丈量概况9级Ra值不大于\μm=0.2概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超等加工应用举例=工作时受变应力作用的重要零件的概况.包管零件的疲劳强度、防腐性和经久性,并在工作时不破坏配合性质的概况,如轴径概况、要求气密的概况和支承概况,圆锥定心概况等.IT5、IT6级配合概况、高精度齿轮的概况,与G级滚动轴承配合的轴径概况,尺寸大于315mm 的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm 的IT10~IT12级孔和轴用量规的丈量概况等10级Ra值不大于\μm=0.1概况状况=暗光泽面加工方法=超等加工应用举例=工作时承受较大变应力作用的重要零件的概况.包管切确定心的锥体概况.液压传动用的孔概况.汽缸套的内概况,活塞销的外概况,仪器导轨面,阀的工作面.尺寸小于120mm的IT10~IT12级孔和轴用量规丈量面等11级Ra值不大于\μm=0.05概况状况=亮光泽面加工方法=超等加工应用举例=包管高度气密性的接合概况,如活塞、柱塞和汽缸内概况,磨擦聚散器的磨擦概况.对同轴度有切确要求的孔和轴.滚动导轨中的钢球或滚子和高速磨擦的工作概况12级Ra值不大于\μm=0.025概况状况=镜面光泽面加工方法=超等加工应用举例=高压柱塞泵中柱塞和柱塞套的配合概况,中等精度仪器零件配合概况,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规丈量概况13级Ra值不大于\μm=0.012概况状况=雾状镜面加工方法=超等加工应用举例=仪器的丈量概况和配合概况,尺寸超出100mm 的块规工作面14级Ra值不大于\μm=0.0063概况状况=雾状概况加工方法=超等加工应用举例=块规的工作概况,高精度丈量仪器的丈量面,高精度仪器磨擦机构的支承概况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
暗光泽面
Ra0.2、Ra0.1、Ra0.05、
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等ห้องสมุดไป่ตู้
N2
0.4
0.05
亮光泽面
N1
0.2
0.025
镜状光泽面
0.1
0.012
雾状镜面
镜面0.006微米
雾状镜面0.012
镜状光泽面0.025
亮光泽面0.05
暗光泽面0.1
不可见加工痕迹的方向0.2
可见加工痕迹方向0.8
微见加工痕迹方向0.4
看不清加工痕迹方向1.6
微见加工痕迹方向3.2
可见加工痕迹方向6.3
微见刀痕12.5
可见刀痕25
明显可见刀痕50
表面粗糙度级别对照及应用
国际标注
研磨、珩磨、超精磨、抛光
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
12.5
3.2
微见加工痕迹
N7
6.3
1.6
看不见加工痕迹