尺寸链例题
尺寸链例题

2
EI 5 )
( 0 . 22 0 . 16 ) ( 0 . 25 0 . 048 0 . 048 ) 0 . 726 mm
校核结果符合要求。 最后结果为(单位均为mm)
A1 140
0 0 . 25
mm
A 2 A 5 5 0 . 048 mm
0
A 3 101
0 . 22 0
mm
A 4 50
0 . 16 0
mm
A0 10
0 . 726
mm
(3)按式(7-4)、式(7-5)计算封闭环的极限偏差 ES0=ES3-(EI1+EI2+EI4+EI5) =+0.18mm-(-0.13-0.075-0.04-0.075)mm =+0.50mm EI0=EI3-(ES1+ES2+ES4+ES5) =+0.02mm-(0+0+0+0) mm =+0.02 mm
0 . 04 0 . 12
mm
,内孔尺寸 mm,求壁厚A0。
mm
解 (1)确定封闭环、组成 环、画尺寸链图:车外圆和 镗内孔后就形成了壁厚,因 此,壁厚A0是封闭环。
取半径组成尺寸链,此时 A1、A2的极限尺寸均按半值 计算: A
1
35
2
A2 2 30
0 . 02 0 . 06
(4)按式(7-6)计算封闭环的公差 T0=T1+T2+T3+T4+T5 =(0.13+0.075+0.16+0.075+0.04)mm =0.48mm 校核结果表明,封闭环的上、下偏差及公差均已超过规定范围, 必须调整组成环的极限偏差。
尺寸链反计算例题
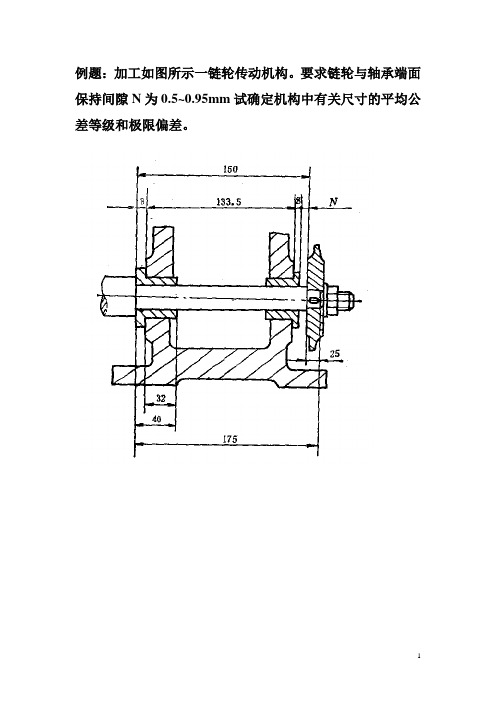
例题:加工如图所示一链轮传动机构。
要求链轮与轴承端面保持间隙N为0.5~0.95mm试确定机构中有关尺寸的平均公差等级和极限偏差。
解:⑴绘尺寸链图.(2)间隙N 装配后得到的,故为封闭环。
由尺寸链图中知:A1为增环、A2、A3、A4为减环。
总环数N=5(3)按平均公差法确定各组成环公差及偏差T平均=T N/N-1式中T N=(0.95-0.5)mm=0.45mmT平均=0.45/(5-1)=0.1125mm根据加工难易程度及基本尺寸大小,分配各环公差为T1=0.15mm T2=0.07mm T3=0.15mm为满足公式TN=T1+T2+T3+T4TN应进行计算:T4=TN-(T1+T2+T3)={0.45-(0.15+0.07+0.15)}mm=0.08mm 封闭环的基本尺寸及上、下偏差如下N=A1-(A2+A3+A4)={150-(8+133.5+8)}mm=0.5mmES N=N MAX-N=0.95-0.5=0.45mmEI N=N MIN-N=0.5-0.5=0为组成环公差带分布符合“向体内原则”,则按EI1=ES2=S3=ES4=0于是各组成环的尺寸为A1=150+0.150mm A2=8 0-0.07mm A3=133.5 0-0.15mm A4=8 0-0.08mm本题亦可按平均等级法确定各组成环公差及偏差。
18.如图4-17所示齿轮内孔,加工工艺过程为:先粗镗孔至Ф84.8+0.070mm,插键槽后,再精镗孔尺寸至Ф85.00+0.036mm,并同时保证键槽深度尺寸87.90 +0.23mm,试求插键槽工序中的工序尺寸A及其误差。
18.解:据题意,加工最后形成的深度尺寸87.90+0.23 0㎜为封闭环尺寸,画尺寸链图(答案图4-2)。
根据公式计算计算工序尺寸A及公差、极限偏差。
由画箭头方法可判断出A、85+0.036 0mm为增环,84.8+0.07 0/2 mm为减环。
A=(87.9+84.8/2-85/2) =(87.9+42.4-42.5)mm=87.8mmES=(+0.23+0-0.036/2)mm=+0.212mmEI=(0+0.07/2-0)mm=+0.035mm故工序尺寸为87.8 +0.212 +0.035 mm答案图 4-2。
尺寸链练习题

t=4+0.16
封闭环
增环
t H
ESH=0.098 下偏差0= EIH+0.004-0
EIH=-0.004
H 4.2500..009084
14
0.012 0.004
增环
14.25
0 0.05
减环
5.图5为轴套类零件,在车床上已加工好外圆、内孔及各 端面,现需在铣床铣出右端槽并保证5-0.06及26±0.3的尺 寸,求试切调刀时的度量尺寸H、A及上、下偏差。
16-0.025、0.8+0.2为增环,d/2为减环。
d/2 16-0.025
2)计算 基本尺寸 0.5= 16 +0.8 –d/2
d/2= 16.3 上偏差0.3= 0+0.2-EId/2
EId/2= -0.1 下偏差0= -0.025+0-ESd/2
ESd/2= -0.025
d
/
2
16
.30.025 0.1
图4
解: 1)确定封闭环:加工时间接保证的尺寸为t=4+0.16。画 出尺寸链图。
t H
14
0.012 0.004
14.25
0 0.05
2)判断增减环 :1400..001024
、H
为增环
,14.25
0 0.05
为减环。
3)计算
基本尺寸 4= H+14-14.25 H=4.25
上偏差0.16= ESH+0.012-(-0.05)
0.0175 0.005
为减环。
16 0.0175 0.005
t
15.900.07
2)计算 基本尺寸 0.1= t +15.9 –16
尺寸链计算例题及习题

4.保证渗氮、渗碳层深度的工艺计
算 有些零件的表面需进行渗氮或渗碳 处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
例2-5如图2-28a所示某零
件内孔,材料为 38CrMoAlA,孔径为 Ø1450+0.04 mm内孔表 面需要渗氮,渗氮层深度 为0. 3~0. 5mm。其加工 过程为 磨内孔至 Ø144.760+0.04mm; 2)渗氮,深度t1; 3)磨内孔至 Ø1450+0.04mm,并保 留渗层深度t0=0. 3~0. 5mm 。 试求渗氮时的深度t1。
3.计算其余的工序尺寸及偏差 由尺寸链计算公式:
封闭环的基本尺寸=所有增环的基本尺寸-所有减
环的基本尺寸; 封闭环的上偏差=所有增环的上偏差-所有减环的 下偏差; 封闭环的下偏差=所有增环的下偏差-所有减环的 上偏差。 计算尺寸链2 得mm 计算尺寸链3 得mm 4.计算结果: mm mm mm 通过这种方法求解工序尺寸时简捷、明了,省去了 封闭环的判断,尺寸之间的联系一目了然。
作业2 根据设计尺寸(见图1),确定工序尺
寸(见下图)。
图1 设计尺寸
作业3 如图2-40所示为某模板简图,镗削
两孔O1, O2时均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两孔孔距时,因 其测量不便,试标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定该模板为废品?
2.确定公共环的偏差
通过分析三个尺寸链可知为公共环(即三个尺寸链
都含有)根据封闭环的公差等于所有组成环公差之 和的理论,在定的偏差时要看这三个尺寸链中哪个 尺寸链给分的公差最小,的公差就按该尺寸链来定。 如果按公差平均分配的原则,在尺寸链1中给分的 公差为0.07mm;在尺寸链2中给分的公差为 0.05mm;在尺寸链3中给分的公差为0.042mm。 显然,第三个尺寸链给分的公差最小,的公差就可 按尺寸链3来定。(即的公差为0.042mm)。当的 公差确定后,的偏差布置是根据尺寸链1中的布置 方式来分布(即mm,和设计尺寸mm的布置形式是 一致的)。
典型机械零件的加工工艺尺寸链计算例题及习题

基本尺寸计算:43.6=A+20-19. 8mm
A=43.4
上偏差计算:+0. 34=Bs(A)+0. 025-0
Bs (A)=+0. 315mm
下偏差计算:0=B,(A)+0-0. 05
Bx (A)=+0. 05mm
所以
A=43.4+0.05+0.315mm
按入体原则标注为:A=43.450+0.265mm
磨内孔至 Ø144.760+0.04mm;
2)渗氮,深度t1;
3)磨内孔至 Ø145+0.04mm,并保留 渗层深度t0=0. 3~0. 5mm 。
试求渗氮时的深度t1。
解 在孔的半径方向上画尺寸链如图2-28d 所示,显然t0=0. 3~0.5=0. 3+0.2mm是间接 获得,为封闭环。t1的求解如下:
解先列出尺寸链如图2-21b。要注意的是,当有直径尺寸时,
一般应考虑用半径尺寸来列尺寸链。因最后工序是直接保证 Ø40+0.05mm,间接保证43. 60+0.34mm,故43.6+0.3434 mm为封闭环,尺寸A和20+0.025mm为增环,19. 8+0.05mm为减环。利用基本公式计算可得
4.保证渗氮、渗碳层深度的工艺计 算
有些零件的表面需进行渗氮或渗碳 处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
例 如图 所示某零件内孔, 材料为38CrMoAlA,孔径 为Ø145+0.04 mm内孔表 面需要渗氮,渗氮层深度 为0. 3~0. 5mm。其加工 过程为
尺寸链练习题
例2:有一尺寸链如图所示,已知
A2
A1 620
0.10
mm
A1 A4
A2 44 0.10 mm A4 18 0.1 mm A0 78 0.35 mm
0.40 0
0.15
A3 A0
求组成环A3的基本尺寸及其上下偏差。
解:确定增减环 A1、A2、A4为增环、A3为减环 A0 = A1+A2+A4-A3 A3 = A1+A2+A4-A0=62+44+18-78=46 mm ESA0 = ESA1+ ESA2+ ESA4- EIA3 EIA3 = ESA1+ ESA2+ ESA4- ESA0 =0.1+0.15+0-0.4 = -0.15 mm EIA0 = EIA1+ EIA2+ EIA4- ESA3 ESA3 = EIA1+ EIA2+ EIA4- EIA0 =0+(-0.10)+(-0.10)-(-0.35) = 0.15 mm 有 A3 = 46±0.15 mm 校核 T0 =0.40-(-0.35)=0.75 mm =0.1-0+0.15-(-0.10)+0.15-(-0.15)+0-(-0.1)=0.75 mm 经校核算正确。
A4
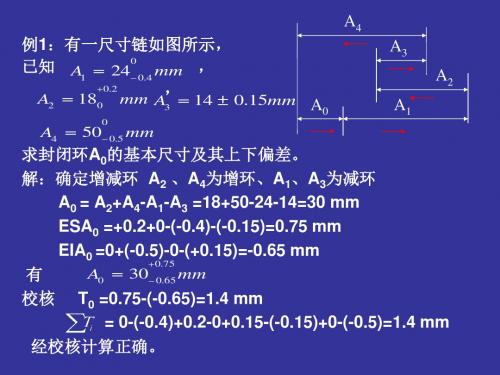
例1:有一尺寸链如图所示, 0 已知 A 24 mm , 1 0.4 0.2 ,
A2 180 A4 50 0.5 mm
0
A3 A2
mm A3 14 0.15mm A 0
A1
求封闭环A0的基本尺寸及其上下偏差。 解:确定增减环 A2 、A4为增环、A1、A3为减环 A0 = A2+A4-A1-A3 =18+50-24-14=30 mm ESA0 =+0.2+0-(-0.4)-(-0.15)=0.75 mm EIA0 =0+(-0.5)-0-(+0.15)=-0.65 mm 0.75 A0 30 0.65 mm 有 校核 T0 =0.75-(-0.65)=1.4 mm = 0-(-0.4)+0.2-0+0.15-(-0.15)+0-(-0.5)=1.4 mm 经校核计算正确。
尺寸链计算例题及习题 ppt课件
t1的基本尺寸:0. 3=72. 38+t1一72. 5 则t、=0. 42mm
t1的上偏差:+0. 2 =+0. 02+Bs1-0 则Bs1=+0. 18mm
t1的下偏差:0=0+Bx1-0. 02
则
Bx1=+0. 02mm
所以t1 =0. 42+0.02+0.18mm;即渗层深度为 0. 44~0. 6mm 。
基本尺寸计算:43.6=A+20-19. 8mm
A=43.4
上偏差计算:+0. 34=Bs(A)+0. 025-0
Bs (A)=+0. 315mm
下偏差计算:0=B,(A)+0-0. 05
Bx (A)=+0. 05mm
所以
A=43.4+0.05+0.315mm
按入体原则标注为:A=43.450+0.265mm
作业2 根据设计尺寸(见图1),确定工序尺 寸(见下图)。
图1 设计尺寸
ppt课件
13
ppt课件
14
作业3 如图2-40所示为某模板简图,镗削 两孔O1, O2时均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两孔孔距时,因 其测量不便,试标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定该模板为废品?
ppt课件
6
5.列表计算法
将式(2-1)、式(2-4)、式(2-5)、 式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
机械制造技术(尺寸链计算)
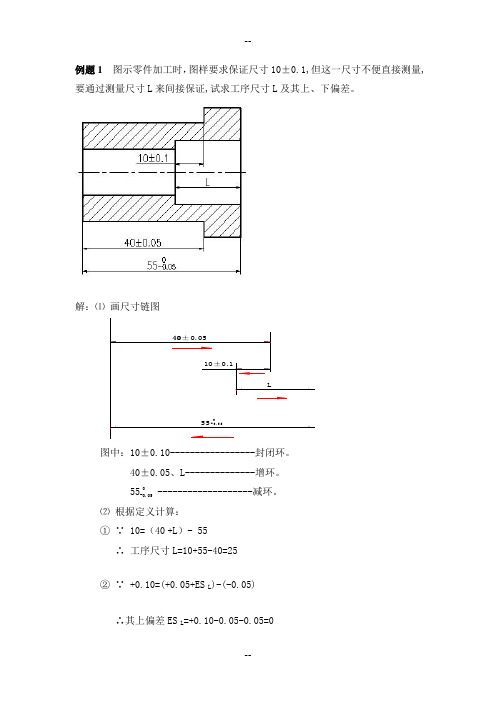
例题1图示零件加工时,图样要求保证尺寸10±0.1,但这一尺寸不便直接测量,要通过测量尺寸L来间接保证,试求工序尺寸L及其上、下偏差。
解:⑴画尺寸链图550-0.05L±0.054010±0.1图中:10±0.10-----------------封闭环。
40±0.05、L--------------增环。
55 0-0.05-------------------减环。
⑵根据定义计算:①∵ 10=(40+L)- 55∴工序尺寸L=10+55-40=25②∵ +0.10=(+0.05+ES L)-(-0.05)∴其上偏差ES L=+0.10-0.05-0.05=0③ ∵-0.10=(-0.05+EIL )-0 ∴其下偏差EIL=-0.10+0.05=-0.05答:工序尺寸及其上下偏差为25 0-0.05 。
例题2 如图所示零件,镗孔前表面A 、B 、C 已加工好。
镗孔时,为了使工件装夹方便,选择了A 面为定位基准,此时通过测量尺寸L 来间接保证20±0.15,试求工序尺寸L 及其上、下偏差。
-0.06解:⑴ 画尺寸链图100-0.06L50+0.1020±0.15图中:20±0.15------------封闭环L 、100-0.06------------增环 50+0.10----------- 减环⑵根据定义计算:①∵ 20=(10+L)- 50∴工序尺寸 L = 20+50–10=60②∵ +0.15=(0+ ES L)- 0∴其上偏差 ES L=+0.15③∵ -0.15=(-0.06+EI L)-(+0.10)∴其下偏差EI L=-0.15+0.10+0.06=+0.01答:工序尺寸及其上下偏差为60+0.15+0.01。
例题3 如图所示的箱体零件需要加工孔D,面底面A、孔B和孔C均已加工,各设计尺寸如图示。
(完整版)尺寸链试题及答案
1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。
2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。
3、尺寸链由封闭环和组成环构成。
4、组成环包含增环和减环。
5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。
6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。
7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。
8、封闭环公差等于所有组成环公差之和。
9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。
10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。
12-2 选择题:1、一个尺寸链至少由3 个尺寸组成,有1 个封闭环。
2、零件在加工过程中间接获得的尺寸称为 C 。
C、封闭环3、封闭环的精度由尺寸链中 C 的精度确定。
C、其他各环4、按“入体原则”确定各组成环极限偏差应A 。
A、向材料内分布1、什么叫尺寸链?它有何特点?答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。
尺寸链具有如下特性:(1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。
(2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。
2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环?答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。
在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。
零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。
工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。
尺寸链计算题

一.定位基准与设计基准不重合例1.要镗的孔ΦD 设计尺寸100±0.15mm ,(镗孔前A 、B 、C 已加工)设计基准C 孔轴线,而镗孔时A 面定位。
解:二.从待加工的设计基准标注工序尺寸例1.课本57,例1-2例2.课本58,例1-3mmA A A A 30028080100123=+-=+-=∑mmEI ES ES ES A A A A 15.00015.0123=+-=+-=∑mmES EI EI EI A A A A 01.0123=+-=∑mmA 15.001.03300++=三.设计基准与测量基准不重合 图12-5例1.C 面设计基准为B ,测量基准为A 。
解:A2=A ∑+A1=30+10=40mmESA2=ESA ∑+EIA1=0+(-0.1)= -0.1mmEIA2=EIA ∑+ESA1=-0.2+0=-0.2mm四.工序尺寸的基准有加工余量时工艺尺寸链的计算 图12-6例1.(1)镗孔至Ø49.8+0.1. (2)插键槽至尺寸A1. (3)磨内孔至Ø50+0.05,同时间接保证键槽深度54.3+0.3.解:A1=A ∑+A2-A3=54.3+24.9-25=54.2mmESA1=ESA ∑+EIA2-ESA3=0.3+0-0.025= 0.275mmEIA1=EIA ∑+ESA3-ESA3=0+0.05-0=0.05mmmmA 275.005.022.54++=mmA 1.02.0240--=五.一次加工后要保证多个设计尺寸时的工艺尺寸链的计算图12-7例1.(1)A为基准车B,保证A1; (2) B为基准车C,保证A2;(3)磨ØD和A面,保证40+0.1,同时间接保证80±0.15.建立尺寸链求得A2.六.为保证表面处理(淬火、渗碳、电镀)层深度而进行的工艺尺寸链计算图12-8例1.外圆加工顺序:(1)精车到尺寸Ø40.4-0.1;(2)表面渗碳处理,渗碳层深度A2;(3)精磨至Ø40.4-0.016,同时保证渗碳层深度为0.5~0.8mm.经计算A2=0.7+0.25.0008。
尺寸链计算例题
尺寸链计算例题
尺寸链计算是一种用于计算物体尺寸关系的方法,其中一个物体的尺寸可以通过另一个物体的尺寸和比例关系来推导出来。
以下是一个尺寸链计算的例题:
问题:一个正方形纸片的边长为3厘米,将其对角线分割成两段,其中一段的长度是另一段长度的2倍,求两段的长度。
解答:首先,我们知道对角线可以将正方形分割成两个等边三角形。
设其中一段的长度为x厘米,则另一段的长度为2x厘米。
根据勾股定理,正方形的边长的平方等于对角线的两段长度的平方之和。
因此,有:
3^2 = x^2 + (2x)^2
9 = x^2 + 4x^2
9 = 5x^2
x^2 = 9 / 5
x = √(9/5)
因为边长不能为负数,所以x = √(9/5) ≈ 1.34。
因此,其中一段的长度约为1.34厘米,另一段的长度约为2.68厘米。
尺寸链例题#(精选.)

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=mi i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05 则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
机械制造工艺学装配尺寸链例题

最后得出各组成环的尺寸和极限偏差
0.1 0.12 0.3 0 0 A , A2 250 , A3 6 1 130 0 0.35 , A 4 143 0.07 , A 5 60.06
1)画尺寸链图,校验基本尺寸同上。 2)确定各组成环公差和极限偏差 该产品在大批量生产下,工艺过程稳定,各组成环尺寸趋近正态分布, k0 ki 1, e0 ei 0, 则各组成环平均平方公差为:
结论:采用概率法计算出的结果,各组成环的公差远大于采用极 值法算出的公差,组成环平均公差扩大 m 倍,所以零件的公差 等级下降,制造成本下降,但是会出现极少量的废品,可是在大 批量生产的前提下,还是比较科学经济的。
作业3:车床装配前后轴线等高, A0=0+0.06, A1=202,A2=46, A3=156,试确定修配环及尺寸公差。
装配的轴向间隙 A0= ? 。 有关零件基本尺寸是: A1=? ,A2=, A3=5,A4=? ,A5=? 。分别按极值 法和概率法确定各组成环零件尺寸的公差及上下偏差。
1)画装配尺寸链图,校验各环基本尺寸
A1 A2
A5
A0
A4
A3
0.7 T0 0.4mm 根据题意,轴向间隙为0.3-0.7mm,所以封闭环 A0 0 0.,封闭环公差 3 A1 , A2 为增环,A3 , A4 , A5为减环。
可得封闭环基本尺寸:A0 A1 A2 ( A3 A4 A5 ) 130 25 (6 143 6) 0 得出各组成环基本尺寸无误 2)确定各组成环公差以及极限偏差 计算各组成环平均极限公差
T0 0.4 Tav1 0.08mm m 5
以平均极值公差为基础,根据各组成环尺寸,零件加工难以程度,确定各组成环公差。 取A3为协调环,然后根据零件加工难易程度取T1=0.1mm,T2=0.12mm,T4=0.07mm, T5=0.06mm。
尺寸链作业答案

尺寸链作业1、有一孔、轴配合,装配前轴和孔均需要镀铬,铬层厚度均为10±2μm,镀铬后应满足Φ30H7/f7的配合要求。
问轴和孔在镀前的尺寸应是多少?解: 由题知孔和轴应满足Φ30H7/f7的配合要求,则:孔加工后的尺寸为Φ30021.00+mm,轴加工后的尺寸为Φ300021.0-mm;铬层的尺寸为0012.0008.0++;加工后的孔为封闭环A0,镀层为减环A1,加工前的孔为增环A2,则:孔的尺寸连:A2= 2A1+A0=0+30=30mmA2的极限偏差为:ES2=ES0+2EI1=0.021+0.016=0.037mmEI2=EI0+2ES1=0+0.024=0.024mm;加工后的轴为封闭环B0,镀层为增环B1,加工前的轴为增环B2,则:B 2=B 0-2B 1=30-0=30mmB2的极限偏差为:ES 2=ES 0-2ES 1=0-0.024=-0.024mm EI 2=EI 0-2EI 1=-0.021-0.016=-0.037mm ; 加工前孔的尺寸为 300370024.0。
++mm ,加工前轴的尺寸为30024.0-037.0-mm 。
2、某套筒零件的尺寸标注如图所示,试计算其壁厚尺寸。
已知加工顺序为:先车外圆至Φ30-00.04mm ,其次加工内孔至Φ20+00.06mm ,内孔对外圆的同轴度公差为Φ0.02mm 。
由题可知该题的尺寸连为:如图所示,A 0为封闭环,R 1为增环,R 2为减环,则: 壁厚尺寸为:A 0= R 1- R 2-0=15-10-0=5mm ;壁厚的极限尺寸偏差为:ES0=ES1-EI2+0.02=0-0+0.02=0.02mm;EI0=EI1-ES2-0.02=-0.02-0.03-0.02=-0.07mm; 所以壁厚的尺寸为A0=502.007.0- mm。
尺寸链计算例题及习题[18P][279KB]
![尺寸链计算例题及习题[18P][279KB]](https://img.taocdn.com/s3/m/b811b1077cd184254b353515.png)
解先列出尺寸链如图2-21b。要注意的是,当有直径尺寸时,
一般应考虑用半径尺寸来列尺寸链。因最后工序是直接保证 Ø400+0.05mm,间接保证43. 60+0.34mm,故43.6+0.3434 mm为封闭环,尺寸A和20+0.025mm为增环,19. 8+0.05mm为减环。利用基本公式计算可得 基本尺寸计算:43.6=A+20-19. 8mm A=43.4 上偏差计算:+0. 34=Bs(A)+0. 025-0 Bs (A)=+0. 315mm 下偏差计算:0=B,(A)+0-0. 05 Bx (A)=+0. 05mm 所以 A=43.4+0.05+0.315mm 按入体原则标注为:A=43.450+0.265mm
5.列表计算法 将式(2-1)、式(2-4)、式(2-5)、
式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
好外圆、内孔及各表面,现需在铣床上以端 面A定位铣出表面C,保证尺寸20-0.2mm试 计算铣此缺口时的工序尺寸。
作业4 要求在轴上铣一个键槽,如下图所示。加工
顺序为车削外圆A1=Ø70.5-00.10mm;铣键槽尺 寸为A2;磨外圆A3=Ø70-00.06mm,要求磨外圆 后保证键槽尺寸为N=62-00.3mm,求键槽尺寸A2。
尺寸链例题

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
尺寸链计算例题及习题尺寸

精品PPT | 借鉴参考
8
第八页,共十九页。
表2-25 列表计算 法
列号 I
Ⅱ
名称
基本尺 寸
数据
代 号A 环的名 称
上偏差 ES
增环
Ⅲ
Ⅳ
下偏差 公差
EI
T
减环
封闭环 A∑
ESA∑
EIA∑
精品PPT | 借鉴参考
TA∑
9
第九页,共十九页。
词语:如下
拼音:rúxià
解释♦:如确同定下面工所序叙述尺或寸列的举的一。种《中新共方中央法、国务院关于普及小学教育若干问题的决定(1980年12月3日)》:“为了切实改变这种 状况♦,以当利零于新件时的斯设总任计务基的实准现与,工特对艺普基及准小学不教重育,合作时如,下决工定艺。规”如程:列编举制如下的;关现键将应环注节意之的事一情是说明工如序下尺。 寸及偏
便想起花来?”老舍《我这一辈子》三:“我不是个糊涂人,不必等谁告诉我才能明白这个。”表示夸张。《传统相声集·小神仙》:“药铺
掌柜这个链赌心(哪!有”表几示训个斥设。《计传统尺相寸声集就·小可神仙以》:建“这立个老几头个儿,尺说话寸不明链啊),你。丢什么我不知道。”
♦ 将mm这个设计尺寸看作封闭环(带框的尺寸)建立的尺寸链 为(尺寸链1);将mm这个设计尺寸看作封闭环(带框的尺寸) 建立的尺寸链为(尺寸链2);将 mm这个设计尺寸看作封闭 环(带框的尺寸)建立的尺寸链为(尺寸链3)。
这个材料,是为了帮助同志们找一个研究问题的方法。”如:学习材料。比喻适于做某种事情的人才。元秦简夫《东堂老》第一折:“那
♦ 磨内孔至Ø144.760+0.04mm; 泼烟花专等你个腌材料,快准备着五千船盐引,十万担茶挑。”清李渔《比目鱼·改生》:“我看他的喉咙身段,倒是做生的材料。”姚雪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A0
(70) A (35)C源自Ba0A2
0.25 A0 250
0.1 C
7
8
9
4、余量校核
工序余量的为化量取决于本工序以及前面 有关工序加工误差的大小,在已知工序尺寸 及其公差的情况下,可以利用工艺尺寸链计 算余量的变化,校核余量大小是否适宜。由 于粗加工的余量一般取值较大,因此,对粗 加工余量一般不进行校核,而仅需校精加工 余量。
17
18
19
Z A ( A A ) 80 ( 30 49 . 5 ) 0 . 5 mm 3 1 2
Z A ( A A ) 80 ( 30 0 . 14 ) ( 49 . 5 0 ) 0 . 64 mm max 3 min 1 min 2 min
Z A ( A A ) 0 mm mi n 3 mi n 1 max 2 max
14
15
16
• 2)零件进行表面渗碳、渗碳、渗氮处理 时工序尺寸的换算 • 这类工艺尺寸链计算要解决的问题是: 在最终加工前使渗碳或渗氮层达到一 定深度,然后进行最终加工。在最终 加工时,不仅要保证加工表面的尺寸 精度,而且还要同时保证获得图纸上 规定的渗碳或渗氮层深度。显然,在 此种情况下,图纸上所规定的渗碳或 渗氮层深度就是封闭环。
尺寸链例题
2
3
4
A1 600 0.1
0.05 A
(70) C A (35)
B
0.25 A0 250
0.1 C
A2
5
A1 600 0.1
0.05 A
(70) A (35)
C
B
A2
0.25 A0 250
0.1 C
6
A1 600 0.1
A1 A2 a1 a2
0.05 A
第5章 工艺过程设计
• 解尺寸链的一般步骤: • 1、分析零件加工或者装配的过程。 • 2、找出与所解决问题的相关的尺寸组成尺寸 链。 • 3、通过分析找出封闭环。 • 4、判断组成环中的增环和减环。 • 5、进行计算,解出结果。 • 6、进行计算结果分析,判断尺寸是否合理。
1
第5章 工艺过程设计
10
• 例 如图所示小轴的轴向尺寸需作如下加工 • 1)车端面1 • 2)车端面2,保证端面1和端面2之间距离尺 寸; • 3)车端面3,保证总长; • 4)磨端面2,保证端面2和端面3之间距离尺 寸。 30 • 试校核磨端面2的余量。 2
0 0 .1 4
1 3
800 0 .2
11
• 解:有关轴向尺寸的工艺尺寸链如图所示,由于余量Z是 在加工过程中间间接获得的,因而是尺寸链的封闭环。 • 由尺寸链的基本算式,有
300 0 .1 4 2 1
A 1
Z A 3
A 2
3
800 0 .2
12
13
5、零件进行表面处理工艺时的工序尺寸的换算 • 零件表面处理工艺一般分为两类:一类是镀层 类,如镀铬、镀锌、镀铜等;另一类是渗入类, 如渗碳、渗氮、氰化等。 • 1)零件进行表面镀层处理时工序尺寸的换算 • 一般情况下,工件表面电镀后不再进行加工, 而电镀层的厚度是通过控制电镀工艺条件来直 接获得的,所以电镀层的厚度是组成环,而工 件电镀后的尺寸则是间接获得的封闭环。