BP神经网络在电火花成形加工中的应用
基于Neurosolutions人工神经网络的电火花加工工艺专家系统

基于Neurosolutions人工神经网络的电火花加工工艺专家系
统
基于Neurosolutions人工神经网络的电火花加工工艺专
家系统
作者:吴蓉;刘石安;田耀杰
作者机构:华侨大学机电工程及自动化学院,福建,泉州,362021;华侨大学机电工程及自动化学院,福建,泉州,362021;华侨大学机电工程及自动化学院,福建,泉州,362021
来源:制造技术与机床
ISSN:1005-2402
年:2008
卷:000
期:011
页码:46-48
页数:3
中图分类:TG5
正文语种:chi
关键词:电火花加工;Neurosolutions;专家系统
摘要:针对电火花加工工艺的特点极其复杂性,提出了人工神经网络电火花加工工艺的智能预测方案.研究结果表明,所建立的专家系统能够较精确地预测出给定条件下的切割速度和表面粗糙度,实现了电火花加工工艺知识和加工经验的有效共享.。
人工智能技术在电火花成形加工中的应用
人工智能技术在电火花成形加工中的应用人工智能技术在电火花成形加工中的应用人工智能(Artificial Intelligence, AI)技术是目前科技领域的热门话题,它正在深刻地改变着各行各业的发展方式。
在制造业领域,人工智能技术也逐渐被应用于各种工艺和加工方法中,其中之一就是电火花成形加工。
在本文中,我们将深入探讨人工智能技术在电火花成形加工中的应用,讨论其优势、局限性以及未来的发展方向。
1. 电火花成形加工简介电火花成形加工是一种通过高压电流通过两个金属电极之间的间隙,产生强烈的电火花放电,来去除工件表面金属的加工方法。
该加工方法广泛应用于模具制造、航空航天等领域,可以加工出高精度和复杂形状的工件。
2. 人工智能技术在电火花成形加工中的应用2.1 数据分析与预测人工智能技术可以对历史电火花成形加工数据进行分析和挖掘,提取出其中的规律和趋势。
通过对这些数据进行训练和学习,人工智能系统可以预测出不同工艺参数对成形质量的影响,为操作人员提供合理的参数设置建议,提高加工效率和成形质量。
2.2 自动化和智能控制传统的电火花成形加工需要操作人员手动设置工艺参数、监控加工过程和调整参数以达到预期的加工效果。
而人工智能技术可以实现加工过程的自动化控制,通过集成传感器和电火花放电监测系统,能够实时监测加工过程的各个参数,并根据预设的目标来自动调整加工参数,使得成形加工过程更加精确和稳定。
2.3 缺陷检测与质量控制人工智能技术可以通过对电火花成形加工过程中产生的图像和信号进行处理和分析,实现对成形工件的缺陷检测和质量控制。
通过复杂的算法和深度学习技术,人工智能系统可以识别出工件表面的缺陷和异常,及时报警并采取相应的纠正措施,从而提高成形工件的质量和一致性。
3. 人工智能技术的优势与局限性3.1 优势人工智能技术可以处理大量的数据并从中提取有用的信息,使得电火花成形加工更加智能化和高效化。
通过自动化控制和预测分析,可以减少操作人员的工作量和错误率,提高生产效率和成形质量。
人工神经网络在材料加工中的应用
人工神经网络在材料加工中的应用
谢谢!
二、国内外研究、应用现状
3.相变规律的预测
与热力学和动力学方法预测相变相比,人工神经网络方法不需要 知道相变的具体过程和热力学参数,而是以已有的实验数据为基础, 经训练后进行推理,适用于己有大量数据积累的场合。
二、国内外研究、应用现状
4.力学性能的预测
材料力学性能是结构材料最主要的性能。力学性能受 材料组织结构、成分、加工过程的影响,是一个影响因素 较多的量。近年来采用人工神经网络的方法预测钢的力学 性能,表明多元数据分析能用来改进神经网络的预测质量, 并对预测结果提供解释。
3.6.2 长期学习:长期学习采用离线的形式,在不影响正常生 产的情况下去训练神经网络,得到网络的权值并保存在数据库中。 离线学习在一台独立的计算机上进行,可以起到对神经网络微调的 作用。
3.6.2 短期学习:在线使用时,如果发现网络的输出结果出现 较大的偏差或者是错误的结果,通过实时数据的学习修改神经网络 的输出结果进行调整,短期学习起到对神经网络粗调的作用。
二、国内外研究、应用现状
2.1材料设计与成分优化
所需性能
训练 神经网络
数据库
Yes
No
优化
参考材料
知识库
评价
No
预测
验证
Yes
结束
二、国内外研究、应用现状
2.材料加工的智能控制与工艺优化
通过检测与生产过程相关的一系列动态信号,从中提取 特征参数作为神经网络的输入,网络的输出则为所识别的 工艺系统的状态。通过对网络的训练,掌握控制对象的非 线性函数关系,从而作出相应的控制决策,以实现对生产过 程的在线控制。
人工神经网络在材料加究方向 :
轧制自动化
人工智能技术在电火花成形加工中的应用
人工智能技术在电火花成形加工中的应用一、前言电火花成形是一种高精度的加工方法,已经广泛应用于模具制造、航空航天等领域。
然而,传统的电火花成形仍存在着许多问题,例如加工效率低、精度不够高等问题。
随着人工智能技术的发展,越来越多的企业开始将人工智能技术应用于电火花成形加工中,以提高生产效率和产品质量。
本文将从以下几个方面详细介绍人工智能技术在电火花成形加工中的应用。
二、人工智能技术在电火花成形加工中的应用1. 基于神经网络的自适应控制技术传统的电火花成形控制系统通常采用PID控制器,但是由于模具表面复杂度高和放电过程不稳定等因素影响,PID控制器无法满足实际生产需求。
因此,基于神经网络的自适应控制技术被广泛应用于电火花成形加工中。
基于神经网络的自适应控制技术可以通过学习样本数据来预测下一步放电位置,并根据实际情况自适应调整放电参数,从而提高加工精度和效率。
目前,已经有许多企业采用基于神经网络的自适应控制技术来优化电火花成形加工过程。
2. 基于机器学习的放电参数优化技术电火花成形加工过程中,放电参数的选择对加工效率和产品质量有着至关重要的影响。
传统的放电参数选择方法通常是根据经验或试错法进行调整,这种方法存在着效率低、精度不够高等问题。
基于机器学习的放电参数优化技术可以通过对大量数据进行分析和学习,自动确定最佳放电参数组合。
这种方法可以大大提高加工效率和产品质量,并且减少了人为因素对加工结果的影响。
目前,已经有许多企业采用基于机器学习的放电参数优化技术来改善电火花成形加工过程。
3. 基于图像识别的表面检测技术在模具制造等领域中,表面质量是一个非常重要的指标。
传统的表面检测方法通常是通过人眼进行观察和判断,但是由于人为因素和视觉疲劳等问题,这种方法存在着精度不够高、效率低等问题。
基于图像识别的表面检测技术可以通过对模具表面图像进行分析和识别,自动检测出表面缺陷和瑕疵,并且可以根据实际情况自动调整加工参数,从而提高产品质量和生产效率。
电火花成形加工中的人工智能技术应用案例
电火花成形加工中的人工智能技术应用案例电火花成形加工是一种常用于金属加工的工艺,通过放电来切削和成形金属工件。
随着人工智能技术的快速发展,其在电火花成形加工中的应用也日益广泛,为加工行业带来了许多创新和改进。
本文将深入探讨电火花成形加工中的人工智能技术应用案例,以帮助读者更好地理解其在该领域的重要性和潜力。
1. 机器学习优化参数电火花成形加工涉及到多个参数的控制和优化,如放电电压、放电电流、脉冲宽度等。
传统上,调整这些参数是依靠工艺师的经验和试错方法。
然而,借助人工智能的算法和模型,可以通过对大量数据进行训练和学习,以实现参数的自动优化。
机器学习算法可以分析和预测各个参数对成形效果的影响,并提供最佳的参数组合,从而提高成形加工的效率和品质。
2. 智能监测和故障预警电火花成形加工过程中,工件和电极之间的间隙状态对成形效果至关重要。
传统上,对间隙状态的监测往往依赖于人工的观察和判断,存在主观性和误判的问题。
而人工智能技术的应用可以实现对间隙状态的智能监测和故障预警。
通过对成形过程的数据采集和分析,机器学习算法可以自动识别和分析间隙状态的变化,并及时预警可能的故障和问题,提高设备的稳定性和可靠性。
3. 联网和远程监控随着物联网技术的不断发展,电火花成形加工设备可以与其他设备和系统进行联网。
利用人工智能技术,可以实现对电火花成形加工设备的远程监控和管理。
工艺师可以通过手机或电脑远程监控设备的状态、参数和成形效果,及时了解设备的运行情况并进行调整。
通过数据的远程传输和共享,还可以实现设备之间的协同和优化,提高生产效率和资源利用率。
4. 智能预测和维护电火花成形加工设备的运行和维护需要耗费大量的时间和精力。
然而,借助人工智能技术,可以实现设备的智能预测和维护。
通过对设备运行数据的分析和建模,机器学习算法可以预测设备的故障和维护需求,并提供相应的建议和方案。
这可以帮助企业提前进行维护,减少停机时间和维修成本,提高设备的可靠性和使用寿命。
神经网络在工程陶瓷电火花加工中的应用研究
p o e he r l b l y o he mo e . r v st e i ii ft d 1 a t Ke wo ds:En i e rn r mi s;Ne r lNewo k;Elcrc lS s h r e Ma hii g y r g n e i g Ce a c u a t r e tia ic a g c n n
② D pr e t f e hncl n ier g e a ntueo nier g Z eghu4 19 , H eat n o c aia E gne n ,H nnIstt f g ei , hn zo 5 1 1 C N; m M i i E n n
⑧ Sh o o ca i l nier g B iu nvr t, in12 2 , H col f Meh nc g ei , e aU iesy J i 3 0 1 C N) aE n n h 迅 速发 展 , 特别是 电子 技 术、 航空 航天技 术 、 原子 能 和 先 进 能源 技 术 的发展 , 对 高温 、 强度材 料 的要 求 越 来 越 苛刻 。金 属基 高 温 合 高
这些 加工 方法 中 , 统 的 机械 加 工 方 法 目前 主 要是 采 传 用金 刚石 刀具 加工 , 工 效 率低 , 工 费 用 高 ; 声加 加 加 超
Ab t a t n o d rt ov h s u fd f c l e t b ih n fmah ma ia d lb t e r c s a a t r s r c :I r e o s le t e is e o i u t sa l me to te tc lmo e ewe n p o e s p r mee s i s a d s ra e q a i fe g n e n e a c y e e tia ic a g c i i g,i to u i ga i ca u n u c u lt o n i e r g c r misb lc rc ld s h r e ma h n n f y i n r d c n r f ilne — ti
电火花加工效果预测及工艺参数智能选择系统的研究
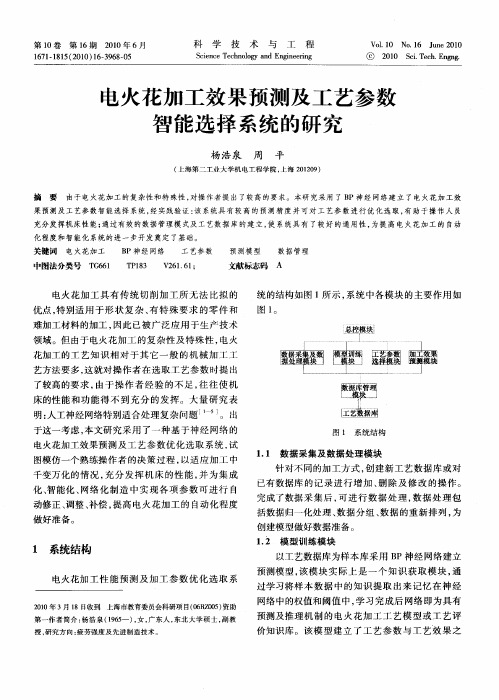
1 3 J -效 果预测 模块 . j r n
对设 定 的 加 工 条 件 , 用 所 建 立 的 预 测 模 型 , 使
预测 出该 加工 条件 的工艺效 果 。
1 4 工 艺参数 选择模 块 . 输入 期望 的加 工 工 艺 效 果 , 行 优 化 模 型 , 运 得 出最优 的加工参 数 。 1 5 数据 库管 理模块 . 将某种 工艺 条件 下 的工 艺数 据 、 据 处 理结 果 数 及 建模 过 程 中所 产 生 的 中 间 数 据 进 行 集 中 统 一
管理。
1 6 工艺 数据库 .
从 试验所 得工 艺 数 据 可 知 : 中放 电 时 间最 小 其 为 l s 而最 大则 为 1 0 S相 差 10倍 , 面粗 0 , 0t , 9 L 9 表
糙 度最 小为 2 6 i 而 最 大 为 6 4 m, 差近 3 0 . m, x 8 相 0
化程 度 和 智 能 化 系 统 的进 一步 开 发 奠 定 了基础 。
关键词 电火花加工
B P神经网络
工艺参数
预测模型
数据管理
中图法分类号
T61 G 6
T 13 P 8
V 6 . 1 2 16 ;
文献标志码
A
电火花 加 工 具 有 传 统 切 削 加 工 所 无 法 比拟 的
优点 , 特别适 用 于形 状 复 杂 、 特 殊 要 求 的 零 件 和 有 难加 工材料 的加工 , 因此 已被 广 泛 应用 于 生产 技 术 领域 。但 由于 电火 花 加工 的复 杂性 及 特殊 性 , 电火
花加工 的工 艺 知 识 相 对 于 其 它 一 般 的 机 械 加 工 工
基于神经网络的电火花加工过程的分类

基于神经网络的电火花加工过程的分类哈尔滨工业大学 罗元丰 狄士春 迟关心 赵万生广州大学 罗海丰摘 要 根据电火花加工放电状态百分率,对电火花加工过程进行了分类。
通过引入三个新的变量,建立了电火花加工过程分类的神经网络模型。
仿真结果表明,该种分类方法具有很高的可信度。
Abstract T he paper classifies the EDM process according to the percent of discharge state,and presents the artificial neural networks model for the EDM process classifying throug h another three new variables.T he simulation results show that this classification method has hig h reliability.关键词 电火花加工 神经网络 分类 电火花加工中能否有效地防止非正常放电的发生,保持稳定的放电状态,直接关系到加工效果的好坏,这对加工过程状态的鉴别具有重要的意义。
本文采用目前常用的判别间隙电压放电波形的方法,设定加工过程的放电状态,通过对一定量的脉冲进行统计,得到统计意义下的平均相对放电状态百分率,同时引入新的参量,对电火花加工的放电过程加以分类,将整个加工分解为不同的放电过程。
分类的目的就是鉴别出对加工效果有害的和有益的过程,有利于控制系统针对不同的过程采取不同的控制策略。
1 电火花加工放电状态与加工过程的分类根据电火花加工放电时放电间隙内单个放电脉冲的状态,可以分为五种基本放电状态:空载,火花放电,过渡电弧,稳定电弧,短路,如图1所示。
但在实际加工中,由于加工过程的随机性,各种放电状态波形形状不一,单位时间内各种放电状态交替出现的时间比例差别很大,有时一个脉冲中还可能出现多种放电状态。
粒子群优化神经网络的工程陶瓷电火花加工效果预测模型

粒子群优化神经网络的工程陶瓷电火花加工效果预测模型王鹤;杨勇【摘要】针对工程陶瓷电火花加工的工艺电参数与工件的加工效果之间具有高度的非线性关系,难以建立精确数学模型的问题,建立了BP神经网络模型,以预测工程陶瓷电火花加工工艺效果.采用自适应位置变异粒子群算法,优化了网络模型的阈值和连接权值,解决了BP神经网络算法迭代速度慢、易于陷入局部最优解的问题;以碳化硼为例完成了算法的实现,对该材料工件的加工效果进行了预测.研究结果表明:自适应位置变异粒子群神经网络算法可以较好地反映电参数与表面粗糙度之间的非线性关系,算法的迭代次数显著减少,并具有较高的预测精度,模型的可靠性和有效性得以证实.【期刊名称】《机电工程》【年(卷),期】2019(036)007【总页数】5页(P727-731)【关键词】工程陶瓷;电火花加工;神经网络;粒子群优化;自适应位置变异【作者】王鹤;杨勇【作者单位】河南工程学院机械工程学院,河南郑州451191;沈阳机床(东莞)智能装备有限公司,广东东莞523808【正文语种】中文【中图分类】TH161+.1;TG4840 引言工程陶瓷具有很多优异性能,如高硬度、高强度、高耐磨损性、高抗腐蚀性、耐高温等,因此其应用前景广阔[1-2]。
但工程陶瓷材料也有其缺点,如硬脆性和低断裂韧性大,弹性极限和强度极其接近,其加工难度很大,想要实现高效可靠且高精度的加工困难,也抑制了工程陶瓷的进一步发展[3-4]。
采用电火花的方法来加工工程陶瓷,可在一定程度上解决以上问题。
但其加工过程复杂,要建立一个高精度的数学模型非常困难[5-7]。
神经网络自学习、自适应和非线性处理功能强大,可映射复杂的非线性关系,尤其适用于解决那些模糊的、非线性的和模式特征模糊的问题,为解决不确定非线性系统的建模开辟了新途径[8-9]。
因此,不少学者用其对工程陶瓷电火花加工进行了建模,并取得了一定的预测效果[10-11]。
但是由于该算法是按照误差下降的最大梯度方向进行搜索训练的,则易于陷入局部最小值,最终无法全局搜索;另外,搜索训练速度较慢,影响预测模型的精确性以及可靠性。
基于BP神经网络的压铸成型工艺参数的模拟与优化
压铸作为有色金属零件 的一种 少无切削 、高 效率生产精密铸件 的先进制造技术 ,在机器制造 、 仪器仪表 、汽车等产业领域具有重要的基础地位。 由于压 铸成 型过程 的瞬时性及其影响 因素 的多样
性 ,决 定 了成 型 工 艺 参 数 系 统 是 一 个 难 以建 立 精 确 数 学 模 型 的 系 统 。 因 此 通 常 不 得 不 依 赖 于 生 产 实践 所 积 累 的 经 验来 进 行 设 计 。但 工 艺 参 数 的选 择 涉及 成 千 上万 种 组 合 ,在 这 无 数 多 的组 合 面 前
p r mee n h r n t e o t z t n t f r c s a a tr . a a tra d s o t h p i a i i o o e sp r me e s e mi o me p Ke wo d : i a t g n me c i lto o t o o a e i n n u a ewo k, c n l gc a a t r y r s d e c si , u r a smu ain, rh g n d s , e r ln t r t h o o ia p r me e n il l g e l
Z AN Qig,IXa -a g, U F n C N z H G n L io tn Y e g, HE e
(c olfMehncl ni eig G i o n e i , u agG i o 5 0 3 C ia Sh o o c a i gn r , u h uU i rt G i n u hu5 00 ,hn ) aE e n z v sy y z
c si g wa s l td n o t z d, e s p o e t r u h a i l e a l . s d o P n u a ewo k t e d e c si g a t s i ae a d p i e t n wa rv d h o g s n mu mi h mp e x mp eBa e n B e r l n t r ,h i a t n tc n l g a a tr n o r s o d n o e ea u e s mp e r r i e t e n u a ewo k mo e f t e ma p n e ai n e h oo y p rmee a d c re p n ig l w t mp r t r a ls we e t n d, e r n t r d l o h p i g r l t s a h l o b t e n t e p o e s p r mee n h a t g tmp r t r s o t i e n h c u a y wa e f dT e r s l h w t a e r e w e r c s a a t r a d t e c si e e a u e wa b an d a d t e a c r c sv r e .h e u t s o h tn u a h s n i i s l
神经网络技术在工业制造中的应用研究

神经网络技术在工业制造中的应用研究随着科技的不断发展和进步,神经网络技术在各个领域得到了广泛的应用。
在工业制造领域,神经网络技术也得到了广泛的应用,使得生产效率和产品质量得到了更好的提升。
本文将介绍神经网络技术在工业制造中的应用研究。
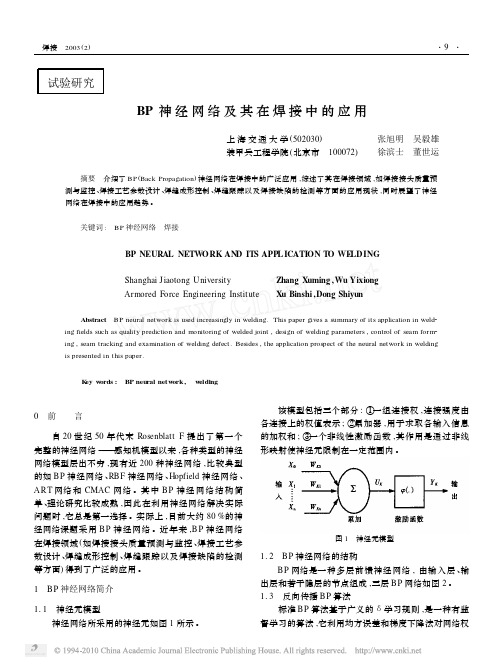
一、神经网络技术简介神经网络是一种由大量的人工神经元组成的信息处理系统。
它的工作模式与人类大脑的神经网络非常类似,能够模拟人类的神经系统,具有很强的自适应性和学习能力。
在神经网络中,每个神经元都有输入端和输出端,神经元之间通过连接传递信息,并可以根据输入信息的不同调整连接强度,从而达到学习和适应的目的。
二、神经网络技术在工业制造中的应用1. 质量管理在工业制造中,产品的质量是十分重要的,而神经网络技术可以帮助提高产品的质量。
通过对大量的生产数据进行分析,神经网络可以学习和识别不同因素之间的关系,并通过对这些因素的控制来提高产品的质量和生产效率。
比如,制造业中的缺陷检测可以通过神经网络技术来精确地检测和判定,可以有效地提高产品的质量和安全性。
2. 故障诊断在工业生产过程中,故障是难免的,但是及时的故障诊断可以减少停机时间和维修成本。
神经网络技术可以通过对生产过程中的数据进行分析和学习,识别出故障的因素和位置,从而可以提前预警和发现故障,减少因故障造成的损失。
3. 生产调度生产调度是生产过程中非常重要的环节,它涉及到生产计划的制定、生产线的优化和设备的调度等。
神经网络技术可以通过对生产数据和实时监测数据的分析和学习,自动预测生产线的瓶颈和加工时间等因素,从而帮助制定最优的生产计划和调度方案,提高生产效率和产品质量。
4. 机器人控制机器人是工业生产中经常使用的装备,它可以自动完成一些危险或繁琐的工作。
而神经网络技术可以帮助机器人更智能地完成任务,比如根据声音和图像来识别物体和场景,并对机器人的动作进行自适应控制,提高机器人的操作精度和效率。
三、总结神经网络技术在工业制造中的应用可以从多个方面提高生产效率和产品质量,减少因人为因素和机器故障造成的损失。
基于GN-BP模型在电火花工艺仿真中的应用

混粉电火花加工工艺及神经网络仿真研究的开题报告

混粉电火花加工工艺及神经网络仿真研究的开题报告一、研究背景及意义混合粉末冶金技术被广泛应用于制备复杂结构的零部件和先进材料等领域,其中粉末的制备过程是其中十分重要的一环。
电火花加工技术是一种可控高速切割工艺,用于制备混合粉末的纳米颗粒和微米颗粒已经被广泛研究。
针对电火花加工技术,可通过神经网络模拟加工过程,从而寻求更优的工艺参数,这对提高混合粉末在冶金学和材料学等领域的应用具有重大意义。
二、研究内容本研究将深入探究混粉电火花加工中工艺参数对颗粒大小和形状的影响规律,同时开展神经网络对电火花加工过程的仿真研究,旨在通过优化工艺参数,提高混粉制备的效率和质量。
三、研究方法和技术路线1、理论分析:对电火花加工技术和神经网络原理进行全面综述,明确工艺参数对制粉过程的影响机理。
2、实验设计:结合理论分析,设计混粉电火花加工的工艺参数设置,制备不同颗粒大小和形状的混合粉末。
3、数据采集和处理:采集电火花加工过程中的数据,分析混合粉末的颗粒大小、形状和单颗粒性质。
4、神经网络模拟:借助MATLAB等软件,搭建电火花加工过程的神经网络模型,对混合粉末的制备过程进行仿真分析。
5、模型优化:根据模拟结果,优化工艺参数,提高混合粉末的制备效率和质量。
四、研究预期成果和意义本研究旨在通过深入研究混粉电火花加工技术和神经网络仿真方法,寻求优化工艺参数的方法,进而提高混合粉末的制备效率和质量。
预期成果包括:明确工艺参数与混合粉末颗粒形状、大小的关系;建立电火花加工的神经网络模型,模拟混粉制备过程;优化工艺参数,提高混合粉末的制备效率和质量。
这样的研究对于推进混合粉末冶金技术的发展,提高其在多领域的应用贡献重要的理论依据。
BP神经网络及其在焊接中的应用
试验研究BP神经网络及其在焊接中的应用上海交通大学(502030) 张旭明 吴毅雄装甲兵工程学院(北京市 100072) 徐滨士 董世运摘要 介绍了BP(Back Propagation)神经网络在焊接中的广泛应用,综述了其在焊接领域,如焊接接头质量预测与监控、焊接工艺参数设计、焊缝成形控制、焊缝跟踪以及焊接缺陷的检测等方面的应用现状,同时展望了神经网络在焊接中的应用趋势。
关键词: BP神经网络 焊接BP NEURAL NETWORK AN D ITS APPL ICATION T O WE LDINGShanghai Jiaotong University Zhang Xuming,Wu YixiongArmored Force Engineering Institute Xu Binshi,Dong ShiyunAbstract BP neural network is used increasingly in welding.This paper gives a summary of its application in weld2 ing fields such as quality prediction and monitoring of welded joint,design of welding parameters,control of seam form2 ing,seam tracking and examination of welding defect.Besides,the application prospect of the neural network in welding is presented in this paper.K ey w ords: BP neural netw ork, w elding0 前 言自20世纪50年代末Rosenblatt F提出了第一个完整的神经网络———感知机模型以来,各种类型的神经网络模型层出不穷,现有近200种神经网络,比较典型的如BP神经网络、RBF神经网络、Hopfield神经网络、AR T网络和CMAC网络。
基于GA—BP神经网络的电火花线切割加工效果预测
E:
( k -O k ) :
二 k : 1
其 中: d k 、 0 分 别 是第 k组 数 据 期 望 输 出和 实 验 输 出 。
.
在神经 网络训练前 , 为避免输入 向量的单位和物理意义不 同而对神 经 网 络 预测 模 型造 成 的影 响 , 加 快 训 练 网 络 的 收 敛性 , 本 次 借 助 MATL A B 软 件p r e mn mx函数对输入 向量和 网络 期望输 出向量进行归一化处理 ,使数 据 归 一化 到 【 1 , 一 1 】 之 间, 归一化的公式如下:
科 学研 究
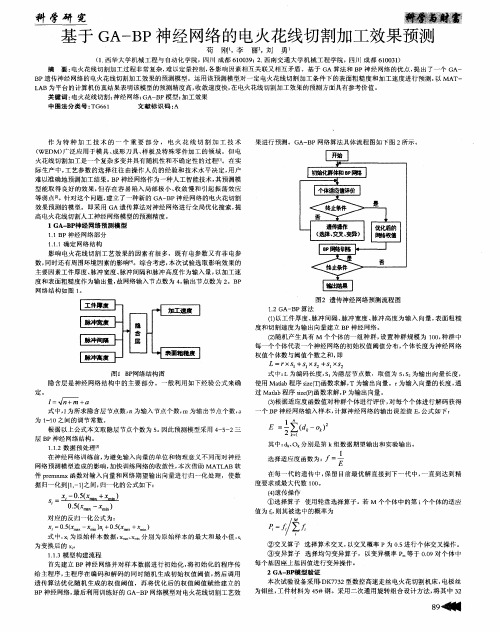
基于 G A — B P神经 网络 的电火花线切割加 工效 果预测
苟 刚- ,李 丽 , 刘 勇
( 1 . 西华大 学机械 工程与 自动化学 院,四川 成都 6 1 0 0 3 9 ; 2 . 西南 交通大学机械工程学 院,四川 成都 6 1 0 0 3 1 ) 摘 要: 电火花线切割加工过程非常 复杂, 难 以定量控 制, 各影响 因素相互关联又相互矛盾 。基于 G A算法和 B P神经 网络的优点 , 提 出了一个 G A — BP遗传神经 网络的 电火花线切割加工效果的预测模型 。运用该预测模型对一 定电火花 线切 割加工条件下 的表面粗糙度和加 工速度进 行预测 , 以 MAT — L A B为平 台的计算机仿真结果表 明该模型的预测精 度高, 收敛速度快 , 在 电火花线切割加工效果的预测 方面具有参考价值 。 关键 词 : 电火花线切割; 神经 网络 ; GA— BP模型; 加工效果 中图法分类号 : TG 6 6 1 文献标识 码 : A
一
, : 4 - n g T m+  ̄ - 口
式中, l 为所求 隐含层节点数, n为输入节点个数 , / T / 为输 出节点个数 , a
BP神经网络的发展及其在化学化工中的应用
BP神经网络的发展及其在化学化工中的应用BP神经网络是一种基于反向传播算法的人工神经网络结构,也是最常用的神经网络之一、BP神经网络经过几十年的发展,已经在许多领域取得了显著的成就,包括模式识别、控制系统、金融预测、生物信息学等多个领域。
在化学化工领域,BP神经网络也被广泛应用于化学过程的建模、优化、预测和控制等方面,为化工行业的生产提供了有效的技术支持。
BP神经网络的发展历程可以追溯到上世纪80年代初,由于具有多层结构和反向传播算法的特点,BP神经网络可以处理非线性问题,并能够学习和逼近任意复杂的函数。
通过多次反向传播计算误差,BP神经网络可以不断调整权值和偏置,从而提高网络的学习能力和泛化能力。
随着计算机技术和数学理论的不断发展,BP神经网络的应用范围也不断扩大,成为了一种强大的机器学习工具。
在化学化工领域,BP神经网络主要应用于以下几个方面:1.化学过程建模:化学过程是一个非常复杂的系统,其输入输出关系难以用传统的数学模型准确描述。
BP神经网络可以对化学过程进行数据建模,识别影响过程性能的关键因素,并预测未来的过程状态。
通过建立BP神经网络模型,可以更好地理解和控制化学过程,提高生产效率和质量。
2.化学过程优化:BP神经网络可以结合优化算法,如遗传算法、模拟退火算法等,对化学过程进行优化设计。
通过不断调整网络参数和优化目标函数,可以找到最优的操作策略和工艺条件,最大限度地提高产品产量和质量,降低成本和能耗。
3.化学过程预测:BP神经网络可以根据历史数据和实时监测数据,预测化学过程的未来发展趋势和可能出现的问题。
通过及时预警和调整,可以避免生产事故和质量问题,保障生产的安全稳定。
4.化学过程控制:BP神经网络可以与PID控制器等传统控制方法结合,实现对化学过程的智能控制。
通过不断学习和适应过程的变化,BP 神经网络可以动态调整控制策略,保持过程在最佳状态,实现最佳控制效果。
总之,BP神经网络在化学化工领域的应用具有显著的优势和潜力,可以帮助企业提高生产效率、降低成本、增强竞争力。
基于BP神经元网络优化电火花加工参数
引 言
电火 花/ 电加 工 பைடு நூலகம் lcr i h re Ma hn 放 E eti D s ag c i— c c
途 [ 。 由于E M 过程 中热 爆 炸力 、 】但 ] D 电动力和 流体 动 力 学等 因 素的 综 合效 应 , 料 的 气 化 、 溅 和冷 凝 作 材 飞 用 将 导 致工 件 / 电极 表面 无 规 地 形 成放 电痕 迹 , 直接
文献标识码 : A
文 章 编 号 :63 1 3 ( 0 8 0 — 0 2 — 0 1 7 — 4 32 0 ) 6 0 3 5
O ptm ia i n o l c r c d s ha g a h ni a a e e s i z to f e e t i i c r e m c i ng p r m t r
结 构 , 由 不 同训 练 函 数 的 学 习结 果 改 变 权 系数 ( 射 ) 仅 映 实现 网络 结 构优 化 , 可 能 较 好 地 预 言 加 工 效 果 。 则
关 键 词 : P神 经 元 网络 ; 火花 加 工 ; 硬 材 料 B 电 超
中 图分 类 号 : I , TP 5 TG6 1 6
( 四川大学 高温高 压物理所 , 成 都 四J
606) 1 0 5
摘
要: 于B 基 P神 经 网络 模 型 对 用 电 极 ( C ) 材料 ( 具 钢 NA 0 电 火花 加 工 系统 的 一 组 参 数 进 行 铜 u一 模 K8 )
了优 化 。 算 结 果 表 明 , 少 输 入 层 神 经 元 的 数 量 可 以 加 快 收 敛 速 度 , 计 算 精 度 将 受 到 影 响 。 保 持 隐 层 计 减 但 若
第 2 卷 第 6期 O
基于BP神经网络的压铸成型工艺参数的模拟与优化

基于BP神经网络的压铸成型工艺参数的模拟与优化张庆;李晓棠;于峰;陈泽【摘要】利用数值模拟、BP神经网络和正交试验相结合的方法对压铸成型的工艺参数进行模拟和优化.并且通过一个简单的实例对该方法的可行性进行了验证.基于BP神经网络对压铸工艺参数及其相对应的铸件最低温度点样本进行训练,得到了工艺参数到铸件温度映射关系的神经网络模型,并验证该模型的准确性.结果表明,神经网络结合正交实验设计方法的优化算法,可以确定出最优的工艺参数组合,缩短了优化工艺参数的时间.【期刊名称】《铸造设备与工艺》【年(卷),期】2011(000)005【总页数】4页(P35-37,47)【关键词】压铸成型;数值模拟;正交试验;神经网络;工艺参数【作者】张庆;李晓棠;于峰;陈泽【作者单位】贵州大学机械工程学院,贵州贵阳 550003;贵州大学机械工程学院,贵州贵阳 550003;贵州大学机械工程学院,贵州贵阳 550003;贵州大学机械工程学院,贵州贵阳 550003【正文语种】中文【中图分类】TG249.2压铸作为有色金属零件的一种少无切削、高效率生产精密铸件的先进制造技术,在机器制造、仪器仪表、汽车等产业领域具有重要的基础地位。
由于压铸成型过程的瞬时性及其影响因素的多样性,决定了成型工艺参数系统是一个难以建立精确数学模型的系统。
因此通常不得不依赖于生产实践所积累的经验来进行设计。
但工艺参数的选择涉及成千上万种组合,在这无数多的组合面前如果仅凭经验试凑难以得到最优的成型工艺参数组合[1~2]。
本文利用正交试验和数值模拟获得的数据作为神经网络的训练学习的样本与检验,用BP神经网络对压铸成型工艺参数进行预测和优化,可以缩短优化工艺参数的时间,提高工艺设计效率。
利用得到的最佳压铸工艺条件,随后进行实验验证。
1 神经网络模型的建立BP神经网络是一种多层前馈神经网络,该网络的主要特点是信号向前传递,误差反向传播。
在前向传递中,输入信号从输入层经隐含层逐层处理,直至输出层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
△ =r l ( t l — ) 厂『 ( , )
△ = ’ ( ) ( 一q)
式中, 为 学习 率 , , ( ) 为 传递 函数 ,q 为 网络 计算 输 出 ,
人 工 神经 网络 是 由大量 简单 处理 元 件相 互连 接 构成 的 高度 并 行 的 非线 性 系 统 , 具 有 高 度非 线 性 、 自学 习 、 自组 织与 自适
4×8 ×3 , 如 图 l所 示 。
输 入层 峰{ 直电流 隐 合层 输 出屡
标准 的 B P 学 习 算法 收 敛速度 慢 , 存在 多个 局 部极 小 点 , 为 了克服标 准算 法 的这 些缺 点 , 本文 采 用具有 较快 学 习速度 的 L — M 算 法 ,L — M算 法 根 据 L e v e n b e r g — M a r q u a r d t优化 理论 对 网络 阈 值 和权值 进行 调整 ,参数 调整 的学 习算 法如 下 J : t 3 i 3 U I ) j t E 式 中 ,J为 网络 误 差 对 网 络 参 数 ( n 的 导 数 的 雅 可 比
真 实反 映 出机 床 的加 工 工 艺规 律 。
关键 词 电火花 成 形加 工 ; 人 工神经 网络 ; 建模 中图分类号 : T G 6 6 1 文献标识码 : A 经过 半 个 多世 纪 的发 展 ,电火 花加 工 技 术 已取 得 了巨 大 的
进步 , 突破 了传 统观 念 的束 缚 , 成 为现 代 制 造技 术 的 重 要 组成 部分 。 国 内企 业 把 重 点放 在 市场 的份 额上 , 忽视 了基 础 理 论研 究和技术创 新 , 这使 得与 国外的 电火花加工技 术水平差 距增大 …。 作 为 电火花 加 工 的 一 部分 , 电火 花 成形 加 工 在模 具 生 产 中 得到 了广 泛 的应 用 。然 而 电火 花 成形 加 工 的影 响 因 素太 复 杂 , 加 工 过 程 很难 用 传 统 的数 学 模 型 来描 述 , 工 艺 参 数 的选 择 往往 依 赖 于 操 作 者 的经 验 和 熟练 程 度 ,由于 实 际加 工 的千 变 万 化 , 这 在
为输 出节 点 的期望 输 出 , X i为 节 点输入 值 , 为神 经元 输入 , 为输 入节 点 与 隐节 点 之 间的 网络权 值 , 为 隐节 点与 输 出 节 点之 间 的网络 权值 。 上述 B P算法 为标 准 B P 算法 , 标准 总体 误差为 :
一
r l 寺 1 ( 一 一 %) ] I
= 一
( J a c o n b i a n )矩阵 ;I 为单 位矩 阵 ; E 为 误差 矩阵 ; u 为 适应 值 。
2 0 1 4 年第1 1 期总第1 5 5 期
S_ LI C0 N VALLEY
画
B P 神经 网络在 电火花成形加工中的应用
苟 刚。 刘 勇 ( 西 华大 学机 械 工程 与 自动 化学 院 , 四川成 都 6 1 0 0 3 9 )
摘 要 针对电火花成形加工工艺特点 , 以峰值电流、脉冲间隔、脉冲宽度、峰值 电压 为输入参数 , 加工速度 、电极 损耗 和表 面粗糙度为输 出参数 , 提 出了用 B P 神经网络对 电火花成形加工过程建立加工效果预测模型 , 通过计算机仿 真的结果与实验数据对比 , 认为该模型能够比较精确地预 测出一定条件下的加 工速度 、电极损耗和表面粗糙度 , 并能
J
p = l L‘ i = l
电极形状 、加 工深 度 、抬 刀 时 间、加 工面 积 以及 电介液 等 因素 , 它们 相 互 影 响 , 错 综 复杂 。假 如将 所 有 的 因素 都作 为 自变 量 处 理, 这 样会 使 模 型 变得 相 当复 杂 , 实 际加 工 中要 同时 获 得 这些 参数 的数 据 也是 不 现 实 的 。根据 大 量 的 实验 分 析和 相 关 研 究人 员 的研 究 分析 , 本课 题 在 其 它加 工 条 件 一定 的情况 下 ,以峰值 电流 、 脉 冲 间隔 、 脉冲 宽度 、 峰值 电压 为输 入参 数 , 以加 工 速度 、 电极 损 耗 和表 面 粗 糙度 为 输 出参数 , 以此 建 立 电火 花 成 形加 工 的神 经 网络模 型 。本 次采 用 目前应用 比较广 泛 的三层 B P神 经 网 络 , 经试 错实 验 , 此 处 隐含 层节 点数 取 8 , 因此 网络 拓 扑结 电火花 成 形 加工 工 艺 效果 的 问题 , 提 出了一 种基 于神 经 网络 的工 艺效 果预 测模 型 。
1 电火 花成 形加 工神 经 网络 模型
1 )神经 网 络结 构 的建 立 。影 响 电火花 成形 加 工工 艺 效果 的 因 素分 为 电参 数和 非 电参 数 , 其 中 电参 数 包括 加 工 极 性 、峰 值 电流 、 脉 冲 宽度 、 脉 冲 间隔 、 峰值 电压等 , 非 电参数 有 电极 材料 、
很 大程 度上 影 响 了机 床 性 能的 发挥 。
文章编号 :1 6 7 卜7 5 9 7( 2 0 1 4 )l 1 — 0 0 7 5 - 0 2
2 ) B P网络 的学 习算法 。B P网络能 学 习和 存贮 大量 的输 入 一 输 出模 式 映射 关 系 , 而 无 需事 前揭 示 描述 这 种 映射 关 系 的数 学 方程 。它 的学 习规 则 是 使 用 最速 下 降法 , 通 过 反 向传 播来 不 断 调整 网络 的 权值 和 阈值 , 使 网络 的误 差 平方 和最 小 。B P网络 常 规 的学 习规 则 是 D e l t a 规则 , 输 入 节 点与 隐 层节 点 权 值和 闽值 的算法 为如 下 :