模具等级表.xls
模具等级表

無
加模座
加內導柱
裝在模座內
0.8
無
無
無
無
無
無
無
無
無
無
0.01mm
無
加模座
加內導柱
裝在模座內
0.7
模具用料補充規定(特殊要求,經討論可作特殊規定) A級:(脫板,下模)入塊,剪口衝,成形衝用料:SKH-9,夾板入塊用料:SLD B級:(脫板,下模)入塊,剪口衝用料SKH-9,成形衝:1.活動塊(浮料類)用料:SLD.2.固定塊:不銹鋼、磷銅、青銅、黃銅、鈹銅、洋白板用料:SKH-9 單光板、電解板、馬口鐵用料:SLD C級以下:剪口衝,下模入塊,固定銷用料如下:1.不銹鋼、磷銅、青銅、黃銅、鈹銅、洋白板料用料:SKH-9 2.單光板、電解板、馬口鐵用料:SLD 活動用料:SLD 其它:浮升兩用銷,引導衝,引導入塊,廢料刀用料:SLD 氣嘴,氣缸用支架等用料:SLD. 衝子固定方式:A級和B級:所有衝子、入塊均采用止板,壓板固定(脫板入塊處除外). C級以下:均采用挂台或C角固定. 下模固定成型入塊不作挂位.壓板有模座模具彈簧止附螺絲固定,深固板不鑽彈簧孔. 無模座模具;深固板鑽孔,彈簧不通過蓋板.
無
無
加模座
加內導柱
裝在底板內
1.2
150萬以上
80次/分
無
無
普通
無
加模座
加內導柱
裝在模座內
1
一 100萬以上 般 一 60萬以上 般
50次/分
無
無
普通
無
加模座
加內導柱
裝在模座內
0.9
54萬 51萬 280萬 233萬 186萬 163萬
30次/分 10-15次/ 分
模具等级表

產 模 具 等 品 類 級 精 別 度 A 高 模具 生產 總量 1000萬 以上 5001000萬 生產 速度 要求
400 次/分 280 次/分
盛
用 料
模
熱處 硬度 理廠 要求 用 料
具
導向板 熱處 理廠
等
硬度 要求 用 料
級
限位板 熱處 理廠 硬度 要求 各板 平面 度
表
線切割 線切割 要求 割一修三,脫板 滑配,下模依圖 間隙 割一修二,脫板 滑配,下模依圖 間隙 導柱 導套 類別 進口導 柱導套 進口導 柱導套 模座 是否 加 模座 加模 座 加模 座 內導 柱 導套 加內 導柱 導套 加內 導柱 加內 導柱 衝頭 挂台 製作 止板 螺絲 止板 螺絲 彈簧 安裝 方式 裝在 模座 內 裝在 模座 內 裝在 模座 內
D2
500萬 200次/分 以上 產量大 500萬 以上 300萬 以上
150 次/分 100 次/分 10-15 次/分 10-15 次/分 10-15 次/分
D2
外廠
D2
中 C下 一 般
D2
外廠
HRC 45#鋼 外廠 58~60 HRC 58~60 HRC 58~60
無
D2
D2
割一修一,脫板 進口導 加模 滑配,下模依圖 柱導套 座 間隙 割一修一,夾板 割一刀,脫板滑 國產導 無 配,下模依圖間 柱導套 隙 割一修一,夾板 割一刀,脫板滑 無導套 無 配,下模依圖間 普通導柱 隙 割一刀,脫板滑 無導套 配,下模依圖間 無 普通導柱 隙 無
上板
無
裝在 台階式 底板 挂台 內 裝在 台階式 底板 挂台 內 裝在 台階式 底板 挂台 內 台階式 挂台
無
無
模具等级表

HRC
55-58
無
無
無
無
本廠
HRC
55-58
0.005
mm
慢走絲
切割
(外廠)
割一修一
脫板滑配,下模依圖間隙
進口導套導柱
加模座
加內導柱,導套
銷螺絲
A3
乙
中等
100萬以上
10-15
次/分
凸凹模
SKD-11
外廠
HRC
58-60
45鋼
外廠
HRC
55-58
D2
本廠
HRC
55-58
無
無
無
無
本廠
HRC
55-58
0.005mm
慢走絲
切割
(外廠)
割一修一
脫板滑配,下模依圖間隙
普通
無
無
銷螺絲
A3
丙
一般
100萬以上
10-15
次/分
外廠
HRC
58-60
A3
無
無
無
無
無
無
無
無
無
無
無
0.01 mm
快走絲
切割
(本廠)
割一刀
脫板滑配,下模依圖間隙
普通
無
無
銷螺絲
A3
沖頭,入塊用料:
沖黃銅料:沖頭SKH-9,入塊SKH-9沖洋白板料:沖頭SKH-9,入塊SKH-9沖不鏽鋼301#料:沖頭SKH-9,入塊SKH-9
止板
螺絲
裝在模座內
D2
B+
高
500-1000萬
280次/分
SKD-11
外廠作深冷處理
模具等级规范

凸凹模 SLD
真空热 处理
HRC60 ±2°
抚顺D2
外厂
夹板.止挡板,脱 HRC 真空热 HRC60 慢走丝线切 割一修二,脱板滑 进口导 加模座 加內导 止板 装在底板 內(用大同 抚顺D2 抚顺D2 板.下模板0.01mm <0.01mm 55-58 处理 ±2° 割 配.下模依图间隙. 套导柱 外导柱 柱,导套 螺丝 弹簧) 其余垫板两面见光 无 Cr12 淬火 夹板.止挡板,脱 HRC58 板.下模板0.02mm ±2° 其余垫板两面见光 HRC58 ±2° 无 各板均两面见光 <0.02 mm <0.02 mm <0.02 mm
A3
无
无
45#
无
各板均两面见光
快走线切割
无
普通
无
掛台 內(国产弹
簧)
A3
冲洋白板料:冲头SKH-9,入块SKH-9 冲单光板料:冲头SKH-9,入块SKD-9 冲电解板料:冲头SKH-9,入块SKD-9 冲马口铁料:冲头SKH-9,入块SKD-9
如有特殊要求依特殊要求
制表:薛瑞勤 审核: 核准:
硬度 要求
各板 平面 度
线切割 线切割 要求
导柱 导套
冲头 掛台 是否加 內导柱 制作 類別 模座 导套
模座
弹簧安装 方式
下脱板 用料
500- 精度高300 1000万 次/分 精度中 200次/分 产量大
超深冷 HRC60 抚顺D2或 HRC60 深冷处理 处理 ±2° SLD ±2°
连 续 模
B
丙
一般
Cr12
45#
无
无
Cr12
淬火
快走线切割
无特别要求
(1-4-2)模具等级分类规范

侧面电蚀加工面需留0.05mm的抛光余量
外观面抛光时可使用240#以上的细油石及砂纸圈打磨机,不能使用火石仔打磨机
非外观部分,不影响脱模的部位不用抛,可保留刀痕及火花纹。抛光时可使用油石和火石仔打磨机
外观面精公电极需抛光。
非外观面精公及粗公电极不需抛光。
分型面可以打磨。
外观成型部分Ra6.4。
非外观成型部分Ra8.0
筋位:Ra5.0
顶面NC加工面和火花加工面接顺即可
侧面电蚀加工面需留0.10mm的抛光余量
外观面抛光时可以使用油石及火石仔打磨机等打磨设备
非外观面不影响脱模的部位不用抛,可保留加工痕迹。
粗精公电极都不需抛光。
成型部位研配时可以使用凿子、锉刀、打磨机等研配和修整刀具,分型面可以打磨。
后模精公电极和所有粗公电极不需抛光。
研配时只能研磨碰穿面、插穿面。分型面不能打磨。
D
尺寸精度低(外形和大部分装配尺寸公差大于0.5mm)
外观要求高
冰箱抽屉、果菜盒、瓶座、下饰条等,无装配要求的外观件、洗衣机箱体及一体桶、底台、波轮
同C
同C
外观成型部分:Ra3.2
非外观成型部分:Ra6.4
筋位:Ra3.2
1ቤተ መጻሕፍቲ ባይዱ4-2模具等级分类规范
为提高加工效率,节约加工成本,特针对不同尺寸精度要求和外观要求的模具制定与之对应的加工要求。
模具类别
尺寸及外观要求
代表性模具
设计要求
NC加工要求
电蚀加工要求
抛光要求
备注
A
尺寸精度高(外形和装配尺寸公差在0.10mm以内)
外观要求高
手机、遥控器、照相机、电话机、电熨斗、防护眼镜、电源按钮、各类小家电等有装配尺寸要求且外观要求高的小型制品。双色模由于结构问题,无论大小加工时都按A类或B类对待。
模具规格表

12/15
M14 M14 10
15/20
10 M16 M16 12 12 12 12 12 12 M20 M20
20/30
139 × 100 10 159 × 120 10 193 × 120 M14 600 193 × 140 139 × 100 10 159 × 120 10 178 × 130 135 12 12 60/90 65 10 198 × 150 155 12 12 60/90 75 10 1000 228 × 150 180 12 12 60/90 90 M16 178 × 130 10 198 × 130 10 248 × 160 190 14 14 60/90 80 12 248 × 180 190 14 14 60/90 90 12 248 × 200 278 × 180 220 14 14 45/60 135/120 90 12 278 × 200 220 14 14 45/60 135/120 110 12 1800 278 × 220 328 × 220 328 × 240 270 16 16 45/60 135/120 140 12 380 × 240 380 × 280 销钉角度和螺钉角度按照下模打开后的俯视图 以上销钉角度和螺钉角度适用于常规模。分流模定位销在特殊情况根据设计自定 φ 139-φ 240一般平模定位销角度为60/90度和240/180度二销,不用螺钉 φ 278开始一般平模定位销角度为45/60度和135/120度二销,对角二螺钉。特殊情况设计定。
ቤተ መጻሕፍቲ ባይዱ销钉 螺丝角 角度 度 60/90 60/90 60/90
家强铝业模具规格表
分流模: 吨位 规格 止口 直径 120 140 170 170 158 178 205 205 220 220 250 250 300 300 350 350 定位 外径 100 120 150 止 口 突 9 9 10 10 10 10 10 10 11 11 11 11 12 12 12 12 销 径 10 10 12 止 口 深 6 6 7 7 7 7 7 7 8 8 8 8 8 8 8 8 螺 径 10 10 12 定位 外径 100 120 150 150 135 155 180 180 190 190 220 220 270 270 320 320 销径 10 10 12 12 12 12 12 12 14 14 14 14 16 16 16 16 螺径 10 10 12 12 12 12 12 12 14 14 14 14 16 16 16 16 模面 厚度 50 60 60 销钉角 度 45/60 60 45 45 45/60 45/60 45 45 45/60 45/60 45/60 45/60 45/60 45/60 45 45 顶销 螺丝角 下模 度 净厚 135/120 50 120 60 135 60 135 70 135/120 65 135/120 135 135 135/120 135/120 135/120 135/120 135/120 135/120 135 135 吊装 75 75 90 80 100 100 100 100 100 100 130 暗室深度 12 14 14 15 15 16 18 18 20 20 22 22 25 25 28 28 顶 销 10 10 吊 装 139 × 100 159 × 120 600 193 × 120 193 × 140 178 × 130 198 × 130 1000 198 × 150 228 × 150 228 × 180 248 × 160 248 × 180 248 × 200 278 × 180 278 × 200 1800 278 × 220 328 × 220 328 × 240 380 × 240 380 × 280 平面模/整体模 吨位 规格
模具(工装)编号明细表

赶形模(铣 车边模(车 工装) 工装) 手工冲具 其它 弯形胎
拉延模(首 拉延模(二 拉延模(三 次) 次) 次) 落料冲孔模 压印模 铆合模 滚边模 翻边胎 玻璃弯形胎 连续模 落料压印模 初装合模 连续拉延模 压凸起模 终装合模
切断兼弯曲 落料冲孔反边 模 成形模 冲镦模 校正模 铆挤工具 冷拉模 钻孔、攻丝、 综合工装模
ቤተ መጻሕፍቲ ባይዱ
换位初装合 换位初装合 模 模 拉形模 调直工具 滚筒模 装配辅具
模具(工装)编号明细表
分类组成号 组分类 符号 10 材料分解类 11 12 弯形、压延 、成形模 13 14 15 16 17 18 19 复合冲模 材料体积重 新分配模 装铆类 非冲压成形 类 手工加工类 其它 落料模 卷筒模 冲圆孔模 卷边模 冲方孔模 折边模 冲异形孔模 内翻边模 拉延模(四 次) 落料拉延模 镦粗模 冲孔模 外翻边模 整形模 冲多孔模 翻边模 反拉延模 弯曲模、压圆 模 胀形模 冲孔兼切边模 冲孔压印模 扣合模 爆炸成形模 侧面冲孔模 扭面模 塑料拉延模 切断压弯冲孔 模 挤压模 装合模 镗孔工装 压装模 冲孔切口模 扩口模 成形模 落料拉延冲 孔模 切口模 缩口模 拉延波纹模 冲孔翻边模 名称 0 1 2 3 圆管切断模 4 分离模(切 开) 5 裁头模 6 裁头冲孔模 7 冲缺口模 8 剪裁模 9 修(切)边 模
模具一二三级维护保养表

客户: 申请日期:
保养项目
模具编号: 保养级别
完成日期:
一级保养
保养要求
二级保养 申请人:
良/OK 否/NG 保养者
三级保养 记录
一级保养
限位柱、限位块、限位销的紧固状态及安全性
1.滑动机构
二级保养 三级保养
拆检滑动部件及抽芯并清洁
间隙过大需更换磨损的导轨(间隙大于0.05mm 时需做调整)
顶杆无弯曲变形、无拉蹭痕迹、无杂音
一级保养
顶针油、润滑油等
清洁、润滑(WD40等)
顶杆导套无磨损
2.项出结构
螺丝无缺失、紧固 定位销无缺失
二级保养
推板导柱无弯曲变形、无拉蹭痕迹
第
一
推杆导套无磨损
联
紧固、无磨损、清洁
保 养
顶出顺畅,无干涉
部
门
三级保养
配合状态稳定(最后一模产品无飞边)
水路畅通、无渗水
一级保养
10.其它
备注:在保养时不适用的部分打N/A,要量测的部分需填写数据,有异常时请记录清楚。
审核 :
确认:
表单编号:TM-QF-
水管无老化、开裂
3.冷却系统
二级保养
无渗水、漏水 水路畅通
第 二 联
水管卡箍安全牢靠
品
质
三级保养
密封效果良好
部
油管无磨损、开裂、漏油
4.油路系统
一级保养
无内泄漏、无渗油 无缺失、紧固
无渗油、漏油
一级保养
正常升温
第
5.热流道系统
二级保养
无漏料
三 联
无漏油、渗水
申
6.信号系统
模具规格表格

模具编号:
3:模 具 要 求
客户:
水口形式:
日期:
码模要求:
1:产 品 要 求
模具类型
生产要求: A B板要求 A板原身
B板原身
AB板不原身
产品名称:
其他
产品编号
模坯品牌:
原料:
材料
硬度
其他/热处理
材料
牌号:
A板
缩水率:
模坯材料: B板
颜色
模腔数: 3D图 模具寿命:
颜色: Pantone : 色粉:
运水铭牌
热流道铭牌
顶棍孔直径
主要配件:
4:其他
1:模具需要提供详细可读的2D图后方开开工,请参考附图提供样图提供确认图纸; 2:模具没有得到书面或者邮件的确认不得烧焊; 3:走模时需提供最终的模具2D和3D图,以及加工中用到的精电极和电火花加工时的碰数图和水咀。 4:产品需要配手柄;
制表:
审核:
位置开关:
2:注塑机要求
机型:
立式机
卧式机
浇注系统
油缸品牌: 浇口形式: 流道截面: 流道位置: 拉料井:
锁模力: 取件方式: 取水口方式:
运水:
其他: 运水直径: 喉牙: Nhomakorabea水INOUT标 识 规格
需要
法兰直径: 唧咀球半径: 唧咀直径:
其他:
顶出复位:
弹簧复位 构
模具外观: 模具编号
强制复位 油缸复位 先复位机
注塑周期:
已拔模
未拔模
50万啤
无需拔模
顶针底板
模坯证明书
其他:
前模仁: 后模仁:
S7(1.2379)
54-56 HRC
模具品质确认表
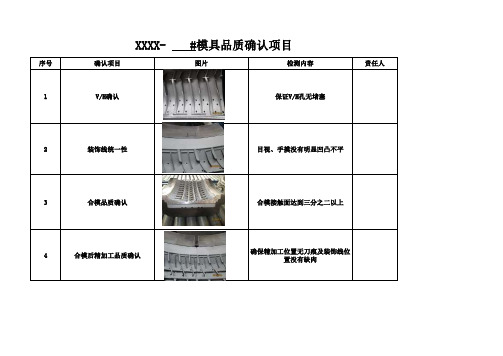
序号确认项目图片检测内容责任人1V/H确认保证V/H孔无堵塞
2装饰线统一性目视、手摸没有明显凹凸不平
3合模品质确认合模接触面达到三分之二以上
4合模后精加工品质确认确保精加工位置无刀痕及装饰线位
置没有缺肉
XXXX- #模具品质确认项目
5 焊接位置精加工品质确认无刀痕,主骨尽可能保证平整,胎面及踏面确保无高低
6模套背面螺纹孔的确认确保螺丝可以放进去
7模芯背面螺纹孔的确认没有松动现象
8除去维修痕迹敲楔子(9-9)位置
9轮胎面、伤痕、段差等胎面、胎肩无段差,主骨无段差TWI维修等 有 ・ 无
10有无伤痕
附加拓写表 OK ・ NG
11
活模品质确认
(外观、伤痕、异物等)
表面洁净程度,喷砂效果,模具表
面有无异物
12
侧模品质确认
(刀边、花纹、V/P孔的确认
等)
刀边有无伤痕、花纹是否有伤痕、
V/P孔是否堵塞
13活模内径、侧模外径的确认尺寸是否合格
14间隙(总间隙、模块间)确认总间隙与模块间是否合格10有无伤痕。
模具设计技术要求表
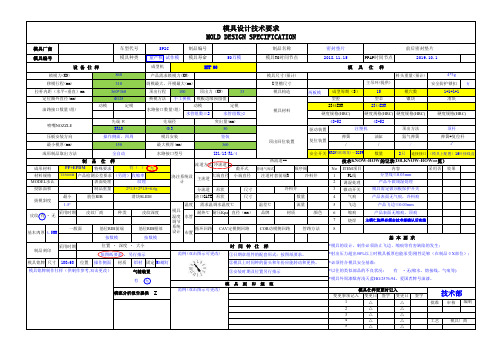
两板模驱动装置安全开关连接接口普通气阀式顺序阀No ITEM 项目采用否效果TE5008B收缩率大端直径1PL线2调湿处理分流道形状尺寸3微动开关最小浇口GATE 形状尺寸数量4气痕1.5°温度温差℃流量5飞边采用时期耐热℃耐压Kpa 品牌颜色6缩痕7烧焊循环回路8采用时期模具铭牌尺寸100*60位置材质铝材固定M4螺钉变更日变更日签字△△批准审核△△△△△△工艺△△油路接口数量(组)皮纹: 有 ・ 无浇注系统设计范例(双击图示可更改)技术部顶出回位装置范例(双击图示可更改)拔模斜度喷嘴NOZZLE 有 无5基本肉厚4.5MM模具温度调节系统设计水管布置制品刻印34模具厂商编制2变更事项记入签字1模流分析报告提供*模具外周漆酞青浅天蓝HG/2576-94,爱国者牌号油漆。
模 具 刻 印 规 范模具仕样变更时记入操作侧面②模具上时间钟的箭头和年份应能转动和更换。
*必须符合模具安全基准;模具铭牌制作仕样(供制作参考,双击更改)气辅装置③安装时期及位置另行指示*以往的类似部品的不良状况: 有 ・无(缩水、熔接线、气痕等)位置 ・ 深度 ・ 大小时 间 钟 仕 样*模具的设计、制作必须防止飞边、缩痕等有害缺陷的发生;依图纸要求 . 另行指示①日期章组件的配套形式:按图纸要求。
*射出压力超出50%以上时模具板厚也能承受/刚性足够(在制品0X 部位);按数模按数模基 本 要 求一般面筋位RIB 前端筋位RIB 根部CAV 定模侧回路COR 动模侧回路管路方法主模仁烧焊必须由技术部确认后实施皮纹厂商种类皮纹深度直径(mm)材质产品表面无缩痕,顶痕筋位RIB滑块SLIDE产品表面无气痕,冷料痕需求温调水温度℃产品飞边≤0.03mm 产品不做调湿处理投影面积制品重量2*1.5+2*1.8=6.6g 冷料井模具需定做顶板保护开关MODEL 承认表面处理纹理主流道材料规格产品检测公差要求(另附)小端直径注道衬套前端R冷料井分型线≤0.03mm 成形材料PP+EPDM特殊要求有( )・无敞开式内容流道方式冷流道2只(模具上配置)16针接线盒制 品 仕 样热流道--技术KNOW-HOW 的记录(DR,KNOW-HOW 一览)成形制品取出方法全自动水路接口型号Z81/13/R1/4OMRON(欧姆龙)—D2SW数量氮气弹簧弹簧+复位杆最小模厚(mm)150最大模厚(mm)360///P压板安装方向操作侧面、四周模具安装竖装弹簧油缸复位装置SR10Ф350注塑机顶出方法顶杆硬度规格(HRC)硬度规格(HRC)先端 R先端径突出量(mm)48-5248-52模具材料水管组数≥2水管组数≥2硬度规格(HRC)硬度规格(HRC)水路接口数量(组)镶块滑块动模定模动模定模2344ESR2344ESR模穴数1+1+1+1定位圈外直径(mm)Ф125换模方法手工换模模板边缘预留值型腔型芯有拉杆内距(水平×垂直)m m360*360顶出行程100顶出力(KN)33模具构造成型周期(S)15料头重量(预计)4*3g移模行程(mm)310调模最大、开模最大(mm)U型槽尺寸主吊环(提供)安全防护锁扣锁模力(KN)860产品需求锁模力(KN)模具尺寸(预计)模具T0时间节点2018.11.15PPAP时间节点2019.10.1设 备 仕 样成型机HTF 90模 具 仕 样模具编号模具种类量产模 试作模模具寿命50万模模具设计技术要求MOLD DESIGN SPECIFICATION模具厂商车型代号SP2C 制品编号制品名称密封垫片前后密封垫片。
模具分级标准(新版)

深圳市金三维模具有限公司
模具分级标准(试行)
一、模具分级的作用与标识
模具分级包括三个方面,第一为模具复杂程度等级,共分为A、B、C、D、E五级。
第二为工期紧迫度等级,共分为A、B、C三级,第三为尺寸精度等级,共分为A、B、C三级。
分级对日常工作的安排、跟进以及对人员的考核起到一定的参考作用。
模具分级将在模具结构图、设计任务书中给予明确标识,具体标识示例如下:
A B C
尺寸精度等级(示例为B级)
工期紧迫度等级(示例为B级)
模具复杂程度等级(示例为A级)
二、分级标准与方法
1、模具复杂程度等级
模具由许多基本的特征组成,现将基本的模具特征及其相对于模具复杂程
注:表中用分数区间表示的每项模具特征的具体分数根据该特征数量和复杂程度进行判断确定。
依据上表,将模具复杂程度分类列于下表:
1、工期紧迫度等级
工期紧迫度等级由相关部门在召开模具方案论证会议时确这。
具体做法如下,首先由工程部讨论完成模具初步方案,并据此确定模具复杂程度等级。
紧迫程度为A级,由业务部、生产部、工程部共同参与方案论证,讨论给出正常工期。
紧迫程度为B级,由生产部、工程部、业务部必要时参加,共同参与方案论证,讨论给出正常工期。
紧迫程度为C级,由生产部、工程部共同参与方案论证,讨论给出正常工期。
紧迫程度为D、E级由工程部给出正常工期。
将以上得出正常工期同客户订单(PO)工期相比较,得出模具工期紧迫度等
2、尺寸精度等级
根据GB/T1486-93工程塑料模塑塑料件尺寸分差标准,依模塑材料的收缩值确
附页:GB/T 14486-93尺寸公差表
编制:批准:。
各种模具设计标准数据查询
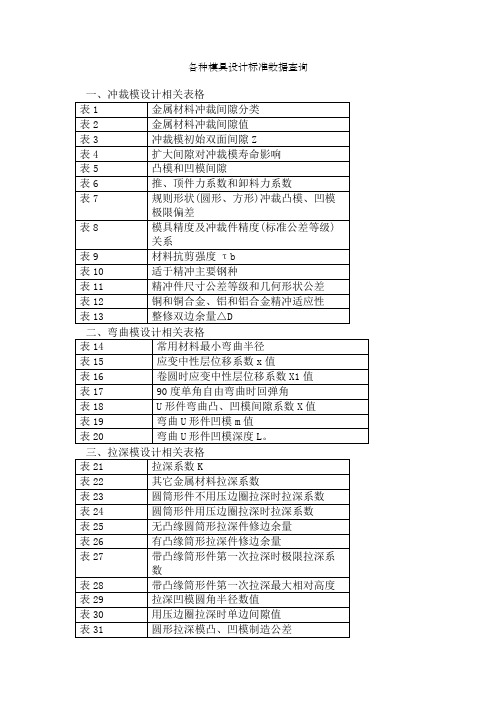
各种模具设计标准数据查询
表1 金属材料冲裁间隙分类
表2 金属材料冲裁间隙值
表3 冲裁模初始双面间隙Z
表4 扩大间隙对冲裁模寿命影响
表5 凸模和凹模间隙
表6 推、顶件力系数和卸料力系数
表7 规则形状(圆形、方形)冲裁凸模、凹模极限偏差
表8 模具精度及冲裁件精度(标准公差等级)关系
表9 材料抗剪强度τb
表10 适于精冲主要钢种
表11 精冲件尺寸公差等级和几何形状公差
表12 铜和铜合金、铝和铝合金精冲适应性
表13 整修双边余量△D
表14 常用材料最小弯曲半径
表15 应变中性层位移系数x值
表16 卷圆时应变中性层位移系数X1值
表17 90度单角自由弯曲时回弹角
表18 U形件弯曲凸、凹模间隙系数X值
表19 弯曲U形件凹模m值
表20 弯曲U形件凹模深度L。
表21 拉深系数K
表22 其它金属材料拉深系数
表23 圆筒形件不用压边圈拉深时拉深系数
表24 圆筒形件用压边圈拉深时拉深系数
表25 无凸缘圆筒形拉深件修边余量
表26 有凸缘筒形拉深件修边余量
表27 带凸缘筒形件第一次拉深时极限拉深系数
表28 带凸缘筒形件第一次拉深最大相对高度
表29 拉深凹模圆角半径数值
表30 用压边圈拉深时单边间隙值
表31 圆形拉深模凸、凹模制造公差
表32 低碳钢极限圆孔翻边系数K1
表33 其它金属材料极限翻边系数K1
表34 外缘翻边允许极限变形程度
表35 平均缩口系数Ksp
表36 材料厚度及缩口系数关系
表37 极限胀形系数和切向许用伸长率。
模具设计评审表(新编)

铸造设备T 节拍 试制次数 模具承包费用 计划试模费用
T 测漏压力:
S/模
产 品
皮纹处理:
特 性
表面处理:
要 求
浸渗要求:
其他:
序号
分析步骤内容
方案确定
序号
分析步骤内容
方案确定
关键部位草图(可手绘)
1 缩水检查
11
模芯材料
2 分型线确认
12 冷却水接头是否为快换
3 镶拼方案,拆装是否方便
13
附件标准件品牌
产品难易度:A级 □、B级 □、C级 □
xxxx有限公司
模具设计评审单
模具工技术等级: 1级 □、2级 □、3级 □ 4级 □
评审日期:
编号: 版本:A/0
评审地点:
客户名称 销售代表 零件材料 毛坯重量 试制总重量
零件名称 毛坯图号 成品图号 送样时间 送样模数
模具编号 模具穴数 设计工程师 模具设计完成 模具制作完成
会签人员:
日期:
4 滑块结构
14
分型面公差更改
5 顶杠顶出方案确定
15
滑块公差更改
6 是否有加压点冷却
16
关键公差更改
7
对喷塑电镀是否有影响
17 夹具定位孔公差更改
8
进浇 口位
浇口切边是否方便
9
置设 定
加工后是否可去除浇口
18 夹具支撑凸台公差更改
19
图纸特性公差更改
10
类似的以往经验是什么20加工 Nhomakorabea量公差更改
备注:模具验证需要动、定模以及滑块等关键位置尺寸报告以及设计公差尺寸报告合格后方可开出试模申请单给生产部。尺寸报告需要附图纸,图纸中的公差需符合模具评审设计公 差要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
連續 模
C+
中上
500萬 以上
精度中 200次/分 產量大
D2
外廠
HRC 58~60 D2或SKD-11 外廠
HRC 55~58
D2本 廠線割 外廠
HRC 55~58
C
中
500萬 以上 200次/分 產量大
D2
外廠
HRC 58~60
D2鋼
外廠
HRC 55~58
D2本 廠線割 外廠
HRC 55~58
C-
外廠
HRC 58~60
A3
無
無
無
無
無
無
衝頭入塊用料:
衝黃銅料:衝頭SKH-9,入塊SKH-9 衝青銅料:衝頭SKH-9,入塊SKH-9 衝磷銅料:衝頭SKH-9,入塊SKH-9 衝鈹銅料:衝頭SKH-9,入塊SKH-9
衝洋白板料:衝頭SKH-9,入塊SKH-9 衝單光板料:衝頭SKH-9,入塊SKH-9 衝電解板料:衝頭SKH-9,入塊SKH-9 衝馬口鐵料:衝頭SKH-9,入塊SKH-9
裝在底板 內
中下
500萬 以上 150
次/分
D2
外廠
HRC 58~60
45#鋼
外廠
無
D2本 廠線割 外廠
HRC 55~58
E
一般
300萬 以上 100
次/分
D2
外廠
HRC 58~60
45鋼
無
無
D2本 廠線 割
外廠
HRC 55~58
甲
高
單衝 模
乙
中等
100萬以上 10-15
次/分 凸凹模 SKD-11
100萬以上
外廠
HRC 55~58
B+
高
500-1000萬
280
次/
分
SKD-11
外廠作 深冷處理 HRC 60~62
D2
外廠
HRC 55~58
D2本 廠線割 外廠
HRC 55~58
B
高
500-1000萬 精度高 200次/分
D2
外廠
HRC 60~62
D2
外廠
HRC 55~58
D2本 廠線割 外廠
HRC 55~58
0.005mm
外廠
HRC 55~58
D2
外廠
HRC 55~58
0.005mm
本廠
無
D2
外廠
HRC 55~58
0.01mm
無
無
無
外廠
HRC 55~58
0.005mm
無
無
無
外廠
HRC 55~58
0.005mm
線切割
線切割 要求
導柱 導套
類別
慢走絲 線割 外廠
割一修三,脫板滑配,下模依圖間隙
進口導柱導套
模座
要
求
HRC 55~58
各板 平面 度
0.005mm
外廠
HRC 55~58
SKD-11 本 廠割
外廠
HRC 55~58
0.005mm
外廠
HRC 55~58
D2
外廠
HRC 55~58
0.005mm
外廠
HRC 55~58
D2
外廠
HRC 55~58
0.005mm
外廠
HRC 55~58
D2
外廠
HRC 55~58
衝不鏽鋼301#料:衝頭SKH-9,入塊SKH-9 衝不鏽鋼420#料:衝頭SKH-9,入塊SKH-9 衝黑皮鐵板料:衝頭SKH-9,入塊SKH-9 衝不鏽鋼301#≧0.8衝頭ASSP60
導向
第二頁
導向板 熱處 理廠
外廠
限位板
硬度
要
用
求
料
熱處 理廠
HRC 55~58
SKD-11 本 廠割
外廠
硬度
10-15 次/分 凸凹模 SKD-11
外廠 外廠
HRC 58~60
D2
HRC 58~6058
HRC 55~58
D2
外廠
HRC 55~58
D2
外廠
HRC 55~58
用 料 SKD-11 SKD-11 D2 SKD-11 D2 D2 D2 無 無
丙 一般 100萬 以上 10-15 次/分 凸凹模 SKD-11
艾 维 泰 模具等 級
表
模具 等 產 品 模具
生 生產
速
脫板、下模板
類別 級 精 度 產
總量 度
要求
用
熱處
硬度
要
用
料
理廠
求
料
A
高
1000萬以上
400
次/
分
SKD-11
外廠作 深冷處 理
HRC
60~62
D2
夾板 熱處 理廠
外廠
上、下墊 板
硬度
要
用
求
料
熱處 理廠
硬度
要
求
HRC 55~58
D2本 廠線 割
進口導柱 導套
加模座 加內導柱導套
慢走絲 線割 外廠
割一刀脫板滑配,下模依圖間隙 無導套 普通導柱
無
無
銷螺絲 銷螺絲
無
無
無
無
無
0.01mm
國產機線割本廠
脫板滑配,下模依圖間隙
無導套 普通導柱
無
無
銷螺絲
核準:
制表:
彈簧 安裝 方式
裝在 模座 內 裝在 模座 內 裝在 模座 內
裝在底板 內
裝在底板 內
無
無
台階式 挂台
慢走絲 線割 外廠
割一修一,夾板割一刀,脫板滑配, 下模依圖間隙
無導套
普通導柱
無
無
台階式 挂台
慢走絲 線割 外廠
割一刀,脫板滑配,下模依圖間隙 無導套 普通導柱
無
無
台階式 挂台
國產機線割本廠
脫板滑配,下模依圖間隙
無導套 普通導柱
無
無
台階式 挂台
慢走絲 線割 外廠
割一修一,脫板滑配,下模依圖間隙
是否加 模座
內導柱 導套
加模座 加內導柱導套
衝頭 挂台 製作
止板 螺絲
慢走絲 線割 外廠
割一修二,脫板滑配,下模依圖間隙
進口導柱導套
加模座
加內導柱
止板 螺絲
慢走絲 線割 外廠
割一修一,脫板滑配,下模依圖間隙
進口導柱導套
加模座
加內導柱
上板
慢走絲 線割 割一修一,夾板割一刀,脫板滑配,
外廠
下模依圖間隙
國產導柱導套