模具抛光等级表
抛光等级、表面粗糙度对应表

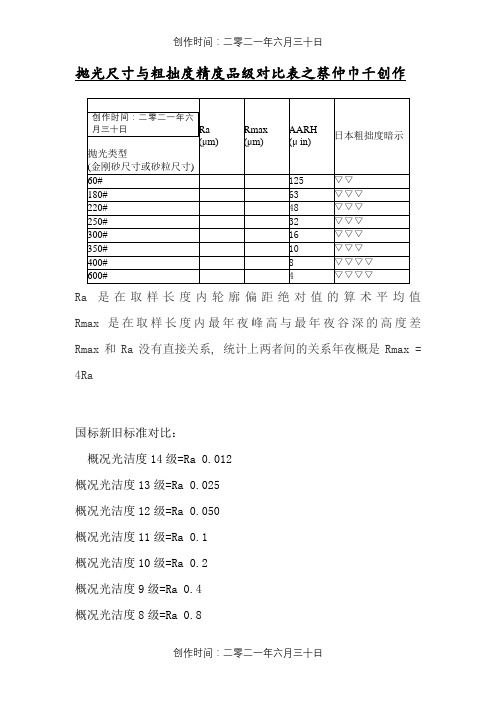
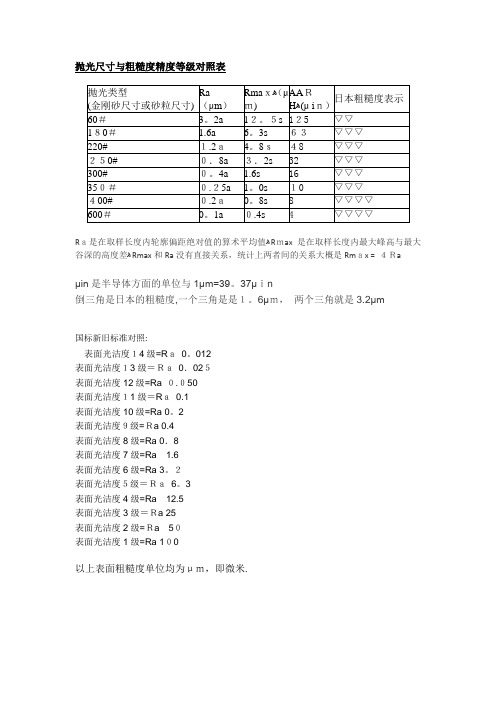
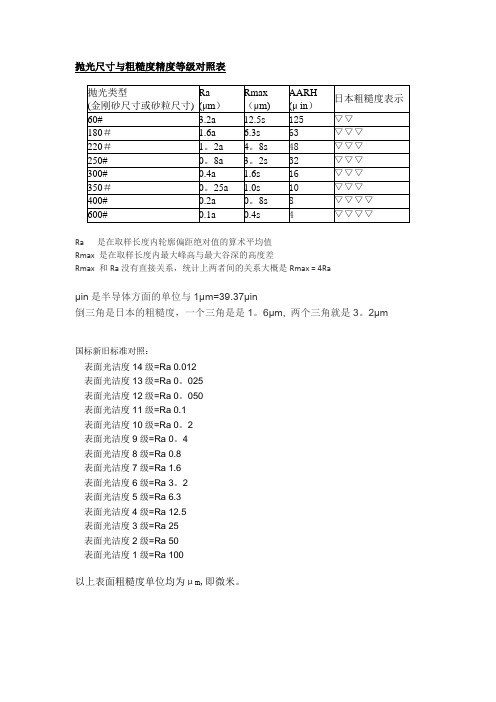
抛光尺寸与粗拙度精度等级比较表
抛光种类(金刚砂尺
AARH(μ日本粗拙度表
寸
Ra(μm)Rmax(μm)
或砂粒尺寸)in)示
60#125▽▽
180#63▽▽▽
220#48▽▽▽
250#32▽▽▽
300#16▽▽▽
350#10▽▽▽
400#8▽▽▽▽
600#4▽▽▽▽
Ra 是在取样长度内轮廓偏距绝对值的算术均匀值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上二者间的关系大体是Rmax=4Ra
μin是半导体方面的单位与1μm=μin
倒三角是日本的粗拙度,一个三角是是μm,两个三角就是μm
国标新旧标准比较:
表面光洁度14级=Ra
表面光洁度13级=Ra
表面光洁度12级=Ra
表面光洁度11级=Ra 表面光洁度10级=Ra 表面光洁度9级=Ra 表面光洁度8级=Ra 表面光洁度7级=Ra 表面光洁度6级=Ra
表面光洁度5级=Ra
表面光洁度4级=Ra
表面光洁度3级=Ra25
表面光洁度2级=Ra50
表面光洁度1级=Ra100
以上表面粗拙度单位均为μm,即微米。
塑胶模具型腔面抛光标准

D3
3.各国模具表面粗糙度标准及加工方法对照见 Q/TKM 4《注塑模具技术标准》 附录 E 。
4.通用模具表面粗糙度最低要求参照 Q/TKM 4《注塑模具技术标准》第 6 章 附表五:模具表
面粗糙度。
本标准生效日期为:
制定: 日期:
——版本所有
第1页共1页
模具工程标准
标准名称:模具型腔面抛光标准
文件编号: 版 本 号:
本公司采用美国 SPI 标准(即 SPI AR-106 Mold Finish Guide)作为模具型腔面抛光标准, SPI 为 Society of the Plastics Industry 美国塑胶工业协会的缩写。
一.范围
本标准参照 SPI 标准规定了模具型腔表面 12 级不同类型、对应使用的表面处理材料及对应
0.5 -1.0
A1
#2
1200 号钻石膏(#15 钻石膏)
1.0-2.0
A3
#3
320 号砂纸
7.0 - 7.5
B3
#4
280 号油石
12.0 - 15.0
C3Leabharlann #5(干喷)240 号砂 (5"@ 100 psi)
26.0 - 32.0
D2
#6
(干喷)24 号砂 (3"@ 100 psi)
160.0 - 190.0
平均粗糙度和通用模具表面粗糙度要求,适用于注塑模具的设计、制造及验收。
二.引用标准
Q/TKM 4 注塑模具技术标准
三.模具型腔面抛光等级
1.SPI AR-106 标准将模具型腔表面分为 12 种不同等级,见表一。SPI AR-106 标准样块是 使用厚度 3/8 英寸直径 1 英寸的 H13 钢料,在圆形平面上用表一所列的表面处理材料加工而成。
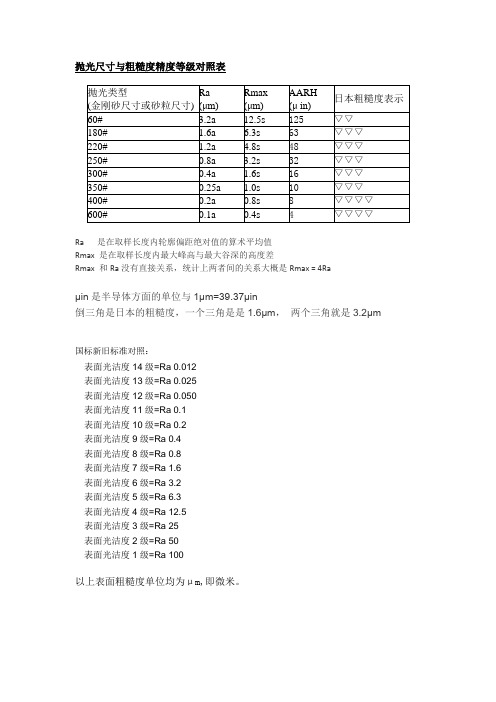
抛光等级、表面粗糙度对应表

抛光尺寸与粗糙度精度等级对照表
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6μm,两个三角就是3.2μm
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
精品文档word文档可以编辑!谢谢下载!。
(完整版)模具型腔表面标准-01
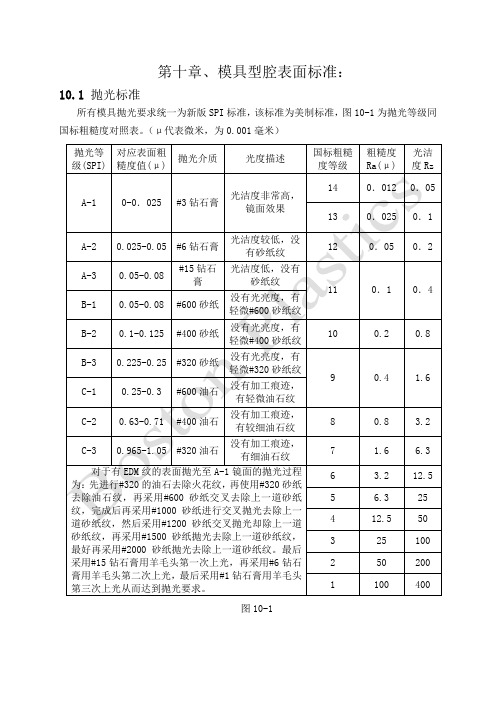
0.012
0.05
13
0.025
0.1
A-2
0.025-0.05
#6钻石膏
光洁度较低,没有砂纸纹
12
0.05
0.2
A-3
0.05-0.08
#15钻石膏
光洁度低,没有砂纸纹
11
0.1
0.4
B-1
0.05-0.08
#600砂纸
没有光亮度,有轻微#600砂纸纹
B-2
0.1-0.125
#400砂纸
没有光亮度,有轻微#400砂纸纹
1.6
6.3
对于有EDM纹的表面抛光至A-1镜面的抛光过程为:先进行#320的油石去除火花纹,再使用#320砂纸去除油石纹,再采用#600砂纸交叉去除上一道砂纸纹,完成后再采用#1000砂纸进行交叉抛光去除上一道砂纸纹,然后采用#1200砂纸交叉抛光却除上一道砂纸纹,再采用#1500砂纸抛光去除上一道砂纸纹,最好再采用#2000砂纸抛光去除上一道砂纸纹。最后采用#15钻石膏用羊毛头第一次上光,再采用#6钻石膏用羊毛头第二次上光,最后采用#1钻石膏用羊毛头第三次上光从而达到抛光要求。
6
3.2
12.5
5
6.3
25
4
12.5
50
3
25
100
2
50
200
1
100
400
图10-1
10.2纹路标准
10.2.1模具上纹的标准主要分为三大类:火花纹;皮纹;喷砂纹。
10.2.1.1火花纹为模具型腔经过电极电脉冲加工腐蚀形成的一种纹。
10.2.1.2皮纹为采用化学药物对模具型腔腐蚀形成的一种纹。
第十章、模具型腔表面标准:
抛光等级、表面粗糙度对应表

抛光尺寸与粗糙度精度等级对照表
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6μm,两个三角就是3.2μm
国标新旧标准对照:
表面光洁度14级=Ra 0。
012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0。
1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0。
4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6。
3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
抛光等级、表面粗糙度对应表
抛光尺寸与粗拙度精度品级对比表之蔡仲巾千创作
Ra是在取样长度内轮廓偏距绝对值的算术平均值Rmax是在取样长度内最年夜峰高与最年夜谷深的高度差Rmax和Ra没有直接关系, 统计上两者间的关系年夜概是Rmax = 4Ra
国标新旧标准对比:
概况光洁度14级=Ra 0.012
概况光洁度13级=Ra 0.025
概况光洁度12级=Ra 0.050
概况光洁度11级=Ra 0.1
概况光洁度10级=Ra 0.2
概况光洁度9级=Ra 0.4
概况光洁度8级=Ra 0.8
概况光洁度7级=Ra 1.6
概况光洁度6级=Ra 3.2
概况光洁度5级=Ra 6.3
概况光洁度4级=Ra 12.5
概况光洁度3级=Ra 25
概况光洁度2级=Ra 50
概况光洁度1级=Ra 100
以上概况粗拙度单元均为μm,即微米.。
抛光等级、表面粗糙度对应表
抛光尺寸与粗糙度精度等级对照表
Ra 是在取样长度内轮廓偏距绝对值的算术平均值
Rmax 是在取样长度内最大峰高与最大谷深的高度差
Rmax 和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6μm,两个三角就是3.2μm
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
抛光等级、表面粗糙度对应表

抛光尺寸与粗糙度精度等级对照表之南宫帮珍创作
Ra是在取样长度内轮廓偏距绝对值的算术平均值Rmax是在取样长度内最大峰高与最大谷深的高度差Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
国标新旧尺度对照:
概况光洁度14级=Ra 0.012
概况光洁度13级=Ra 0.025
概况光洁度12级=Ra 0.050
概况光洁度11级=Ra 0.1
概况光洁度10级=Ra 0.2
概况光洁度9级=Ra 0.4
概况光洁度8级=Ra 0.8
概况光洁度7级=Ra 1.6
概况光洁度6级=Ra 3.2
概况光洁度5级=Ra 6.3
概况光洁度4级=Ra 12.5
概况光洁度3级=Ra 25
概况光洁度2级=Ra 50
概况光洁度1级=Ra 100
以上概况粗糙度单位均为μm,即微米。
模具抛光等级
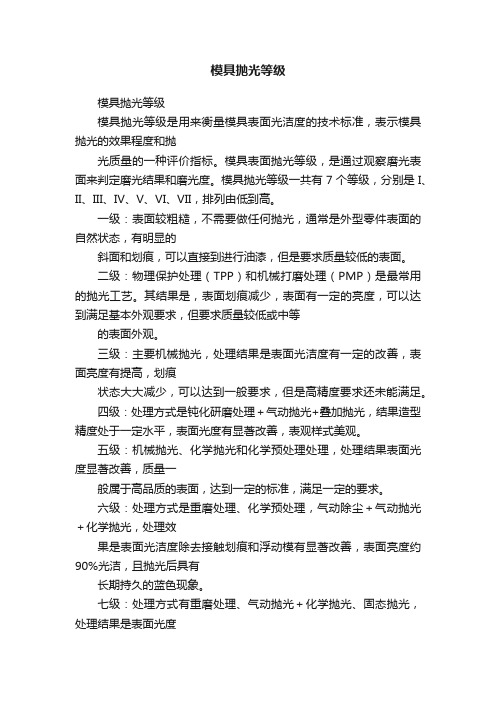
模具抛光等级
模具抛光等级
模具抛光等级是用来衡量模具表面光洁度的技术标准,表示模具抛光的效果程度和抛
光质量的一种评价指标。
模具表面抛光等级,是通过观察磨光表面来判定磨光结果和磨光度。
模具抛光等级一共有7个等级,分别是I、II、III、IV、V、VI、VII,排列由低到高。
一级:表面较粗糙,不需要做任何抛光,通常是外型零件表面的自然状态,有明显的
斜面和划痕,可以直接到进行油漆,但是要求质量较低的表面。
二级:物理保护处理(TPP)和机械打磨处理(PMP)是最常用的抛光工艺。
其结果是,表面划痕减少,表面有一定的亮度,可以达到满足基本外观要求,但要求质量较低或中等
的表面外观。
三级:主要机械抛光,处理结果是表面光洁度有一定的改善,表面亮度有提高,划痕
状态大大减少,可以达到一般要求,但是高精度要求还未能满足。
四级:处理方式是钝化研磨处理+气动抛光+叠加抛光,结果造型精度处于一定水平,表面光度有显著改善,表观样式美观。
五级:机械抛光、化学抛光和化学预处理处理,处理结果表面光度显著改善,质量一
般属于高品质的表面,达到一定的标准,满足一定的要求。
六级:处理方式是重磨处理、化学预处理,气动除尘+气动抛光+化学抛光,处理效
果是表面光洁度除去接触划痕和浮动模有显著改善,表面亮度约90%光洁,且抛光后具有
长期持久的蓝色现象。
七级:处理方式有重磨处理、气动抛光+化学抛光、固态抛光,处理结果是表面光度
显著改善,无明显接触划痕和浮动模,表面达到所需光度95%-98%,少数表面达到极高亮度,镜面抛光效果达到原子镜水准,满足特殊要求的高精度表面处理。
抛光等级、表面粗糙度对应表
抛光尺寸与粗糙度精度等级对照表
Ra是在取样长度内轮廓偏距绝对值的算术平均值ﻫRmax是在取样长度内最大峰高与最大谷深的高度差ﻫRmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39。
37μin
倒三角是日本的粗糙度,一个三角是是1。
6μm,两个三角就是3.2μm
国标新旧标准对照:
表面光洁度14级=Ra0。
012
表面光洁度13级=Ra0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra0.1
表面光洁度10级=Ra 0。
2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3。
2
表面光洁度5级=Ra6。
3
表面光洁度4级=Ra12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米.。
抛光等级、表面粗糙度对应表
抛光尺寸与粗糙度精度等级对照表
Ra 是在取样长度内轮廓偏距绝对值的算术平均值
Rmax 是在取样长度内最大峰高与最大谷深的高度差
Rmax 和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1。
6μm, 两个三角就是3。
2μm
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0。
025
表面光洁度12级=Ra 0。
050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0。
2
表面光洁度9级=Ra 0。
4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3。
2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
抛光汇总第2章节 模具镜面抛光知识

第二节模具镜面抛光知识简介一、模具镜面抛光加工的标准分为四级:A0=Ra0.008µm; A1=Ra0.016µm; A2=Ra0.032µm; A3=Ra0.063µm;二、什么是模具镜面抛光?定义:在不损伤工件的形状之下,尽可能减小表面粗度的作业。
镜面抛光直接取决于光洁度的高低,直接解释为像镜面一样光洁,抛光后的表面粗糙度至少Ra0.16µm以下才可达镜面要求。
三、为何要进行模具镜面抛光?1)赋予产品光学性能及外观上的价值。
2)减少树脂的流动阻抗,改善填充;3)降低产品脱模摩擦,改善产品脱模(但模腔越光滑越易形成真空,软胶模腔需要有一定粗糙度,避免吸附);4)提高工件间的接合精度,消除树脂的溢出。
5)提高模具的刚性,延长模具寿命。
金属模具不易生锈。
四、镜面抛光的方法有哪些?镜面抛光分成机械镜面抛光和化学溶液(化学分解(气体、液体、固体))镜面抛光。
还有电解、热分解、蒸发(镭射、电子束)、溅射、化学附着、电化学附着、热附着、物理附着等工艺。
化学溶液镜面抛光是使用化学溶液进行浸泡,去除表面氧化皮从而达到光亮效果。
机械镜面抛光是在金属材料上经过磨光工序(粗磨、细磨)和抛光工序(WENDT三步抛光)从而达到平整、光亮似镜面般的表面。
本节重点讲解机械镜面抛光的方法与工序:1.磨光工序:磨光的目的是为了获得平整光滑的磨面。
此时磨面上还留有极细而均匀的磨痕。
磨光分为粗磨和细磨两种。
◆粗磨:粗磨是将粗糙的表面和不规则外形修正成形。
◆细磨:经过粗磨后金属表面尚有很深的磨痕,需要在细磨中消除,为抛光做准备。
2.表面抛光工序:抛光工序是为了获得光亮似镜的表面加工过程。
多数采用抛光轮来反复磨光后的零件表面上极微小的不平,通用于镀层表面的修饰。
抛光是镀层表面或零件表面最后-道工序,其目的是要消除在磨光工序后还残留在表面上的细微磨痕。
理想的抛光面应该是平整、光亮、无痕、无浮雕、无坑、无金属扰乱层的似镜面状态的表面。
粗糙度、光洁度、抛光级别对应表
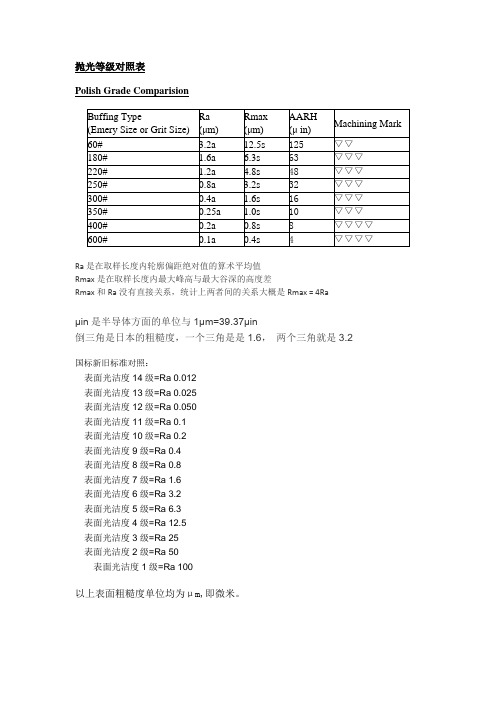
抛光等级对照表
Polish Grade Comparision
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6,两个三角就是3.2
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
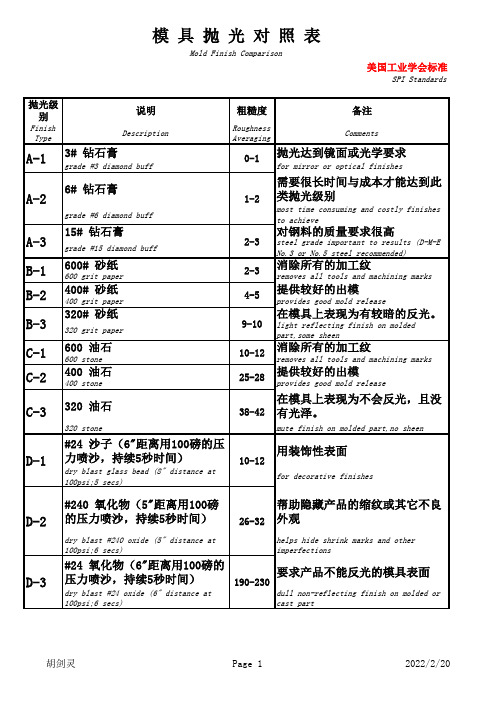
模具抛光对照表

用装饰性表面
for decorative finishes
D-2
#240 氧化物(5"距离用100磅 的压力喷沙,持续5秒时间)
dry blast #240 oxide (5" distance at 100psi;6 secs)
26-32
帮助隐藏产品的缩纹或其它不良 外观
helps hide shrink marks and other imperfections
15# 钻石膏
grade #15 diamond buff
2-3 2-3 4-5 9-10 10-12 25-28 38-42
steel grade important to results (D-M-E No.3 or No.5 steel recommended)
对钢料的质量要求很高 消除所有的加工纹
3# 钻石膏
grade #3 diamond buff
0-1
抛光达到镜面或光学要求
for mirror or optical finishes
6# 钻石膏
grade #6 diamond buff
1-2
需要很长时间与成本才能达到此 类抛光级别
most time consuming and costly finishes to achieve
de69
ห้องสมุดไป่ตู้
Page 1
2018/11/10
320 stone
在模具上表现为不会反光,且没 有光泽。
mute finish on molded part,no sheen
D-1
#24 沙子(6"距离用100磅的压 力喷沙,持续5秒时间)
dry blast glass bead (8" distance at 100psi;5 secs)
模具抛光对照表
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxide (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
模具抛光对照表
Mold Finish Comparison
美国工业学会标准
SPI Standards
抛光级 别
Finish Type
说明
Description
粗糙度
Roughness Averaging
备注
Comments
A-1
3# 钻石膏
grade #3 diamond buff
0-1 抛光达到镜面或光学要求
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
消除所有的加工纹
removes all tools and machining marks
胡剑灵
Page 1
2022/2/20
for mirror or optical finishes
6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
模具抛光等级表

1
#200000
---
---
2
#14000
1
钻石膏(光学要求)
3
#10000
2
3#钻石膏(镜面)
4
#8000
3
3#钻石膏(镜面)
5
#5000
4.5
6#钻石膏(镜面)
6
#3000
6
6#钻石膏(镜面)
7#20008Fra bibliotek15#钻石膏(镜面)
8
#1000
15
15#钻石膏(镜面)
9
#1000
3~4 2~3 1~2
2A 1.5A 1A
-------
备注
抛光达到镜面或光学要求
1、需要很长时间与成本才能达到此类抛光级 别; 2、对钢料的质量要求很高。
1、消除所有的加工纹; 2、提供较好的出 模; 3、在模具上表现为有较暗的反光。
1、消除所有的加工纹; 2、提供较好的出 模; 3、在模具上表现为不会反光,且没有 光泽。
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面
0.04~0.06 0.06~0.07 0.07~0.08 0.08~0.095 0.09~0.1 0.11~0.12 0.12~0.16 0.16~0.17 0.23~0.27 0.34~0.39 0.92~0.99 1.77~1.89 3.15~3.58 1.83~1.99 3.62~4.31
抛光等级、表面粗糙度对应表

抛光尺寸与粗糙度精度等级对照表
Ra 是在取样长度内轮廓偏距绝对值的算术平均值
Rmax 是在取样长度内最大峰高与最大谷深的高度差
Rmax 和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6μm,两个三角就是3。
2μm
国标新旧标准对照:
表面光洁度14级=Ra 0。
012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0。
050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0。
4
表面光洁度8级=Ra 0。
8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3。
2
表面光洁度5级=Ra 6。
3
表面光洁度4级=Ra 12。
5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
#200000
---
---
2
#14000
1
钻石膏(光学要求)
3
#10000
2
3#钻石膏(镜面)
4
#8000
3
3#钻石膏(镜面)
5
#5000
4.5
6#钻石膏(镜面)
6
#3000
6
6#钻石膏(镜面)
7
#2000
8
15#钻石膏(镜面)
8
#1000
15
15#钻石膏(镜面)
9
#1000
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面
15
砂纸(光面)
10
#800
21
砂纸(光面)
11
#600
30
砂纸(光面)
12
#400
37
砂纸(光面)
13
#320
45
砂纸(光面)
14
---
30
油石
15
---
37
油石
16
---
45
油石
17
---
11#
咬花
18
---
240#
咬花
19
---
24#
咬花
20
---
=
咬花
21
---
3AEDM22源自---2AEDM
抛光代 号
光学级 A0 A1
A1A2 A2
A2A3 A3 A3 ----B1 B2 B3 C1 C2 C3 D1 D2 D3 SPI5 3A 2A 1.5A
24
---
1A
25
140#
---
26
230#
---
27
400#
---
EDM 研磨 研磨 研磨
1.31~1.53
1A
3~4
---
2~3
---
1~2
23
---
1.5A
EDM
粗糙度
0.003~0.01 0.019~0.025 0.02~0.028 0.025~0.03 0.029~0.04 0.032~0.045
0.04~0.06 0.06~0.07 0.07~0.08 0.08~0.095 0.09~0.1 0.11~0.12 0.12~0.16 0.16~0.17 0.23~0.27 0.34~0.39 0.92~0.99 1.77~1.89 3.15~3.58 1.83~1.99 3.62~4.31 2.33~2.41 2.07~2.14
---
备注
抛光达到镜面或光学要求
1、需要很长时间与成本才能达到此类抛光级 别; 2、对钢料的质量要求很高。
1、消除所有的加工纹; 2、提供较好的出 模; 3、在模具上表现为有较暗的反光。
1、消除所有的加工纹; 2、提供较好的出 模; 3、在模具上表现为不会反光,且没有 光泽。
1、用装饰性表面; 2、帮助隐藏产品的缩纹 或其它不良外观; 3、要求产品不能反光的 模具表面