SAE AS4395B密封接头标准
橡胶软管液压接头标准

橡胶软管液压接头标准
一、接头材料
接头主体应采用耐油、耐压、耐腐蚀的合成橡胶或其他符合要求的材料制成。
金属件应采用防锈、高强度、耐压的材料,如不锈钢、碳钢等。
二、接头尺寸
接头尺寸应符合相关标准,具体尺寸应根据实际使用需要进行选择。
接头的内径应与橡胶软管的管径相匹配,以确保良好的流体密封性能。
三、外观质量
接头外观应光滑、无毛刺、无裂纹等缺陷。
金属件表面应进行防锈处理,不得有锈蚀、划痕等现象。
四、物理性能
1.接头应具有良好的抗拉、抗压性能,以确保在正常工作条件下不会发生断裂或变形。
2.接头应具有良好的耐油、耐水性能,以适应不同的流体介质。
3.接头应具有良好的耐高温性能,以适应高温环境下的工作需求。
五、化学性能
接头应具有良好的化学稳定性,能够耐受常见的酸、碱、盐等化学物质的腐蚀。
六、温度适应性
接头应能在-40℃至+120℃的温度范围内正常工作,以确保在不同温度环境下都能保持良好的性能。
七、安装与拆卸
1.接头的安装应简单易行,不需要特殊的工具或技能。
2.接头拆卸时应方便快捷,不得损坏接头或软管。
八、寿命
接头的预期寿命应根据实际使用情况进行评估,一般应在5年以上。
在正常工作条件下,接头应能保持其性能指标不变。
九、安全性能
1.接头应具有良好的防爆性能,以防止在流体压力突然升高时发生爆炸。
2.接头应具有良好的防漏性能,以确保流体不会泄漏。
SAE认证

SAE认证(美国机动车工程师学会)美国机动车工程师学会(SAE)的认证:规定了市场上销售的汽车配件(SAE认证)的标准.至于包铅和包塑,是生产工艺,只有通过这道工艺才能保证管子的表面光滑。
目前一般工厂都是采用包铅的,因为包塑的工艺并不是很成熟。
附:SAE标准目录编号名称修订日期字数(千字)页数备注SAE J1019高温输油软管、发动机润滑油软管、以及软管总成试验及程序1990-06-122.665SAE J1037挡风玻璃喷洗器软管2001-082.935SAE J1183弹性材料及部件的疲劳试验推荐指南1998-0211.317SAE J1273液压软管总成推荐操作规程2001-038.6SAE J1288液压制动软管总成的包装、贮存和贮存期1999-042.394SAE J1401公路车辆——采用非石油基液压液体的液压软管总成1999-0912.7SAE J1403真空制动软管1989-073.38SAE J1405液压软管总成可选脉冲试验程序1990-06-182.87SAE J1406液压制动软管在机动车辆上的应用2002-043.816SAE J1527船用燃油软管1993-02-055.6SAE J1570液压盘式制动活塞橡胶防尘套1991-09-303.976SAE J1661CFC-12(R-12)汽车空调系统至HFC-134a(R -134a)改型程序1998-115.268SAE J1662致冷剂改型对于空调系统材料的兼容性1998-113.46SAE J1873传输所含水分试验程序——液压制动软管总成2000-102.474SAE J188动力转向回流软管——高膨胀型1998-013.266SAE J189动力转向回流软管——低压1998-013.29SAE J190动力转向压力软管——钢丝编织型1998-052.985SAE J191动力转向压力软管——低膨胀型1998-053.076SAE J20冷却剂系统软管2002-017.6713SAE J2050高温动力转向压力软管2001-043.46SAE J2064R134a制冷剂汽车空调软管1999-067.3911SAE J30燃料及油软管1998-0635.83SAE J343SAE 100R系列液压软管及软管总成试验及试验程序2001-074.79SAE J51致冷剂12汽车空调系统软管1998-085.698SAE J51附表1.052SAE J517液压软管2001-0435.7通用规范合计25185.22172SAE标准简介SAE各汽车协议和标准的简介1905年初,美国汽车工程师学会(SAE)认识到必须标准化。
SAEJ189

1970年发表2003年6月修订动力转向回油软管-低压管前言:此文献描述了原始设备制造商和胶管供应商所认可的最小质量要求,用来满足自身和动力转向系统的性能和安全需要。
原始设备制造商可以根据OEM 规格说明随意增加或改变试验。
1.范围这篇SAE标准主要涵盖由纤维编织物和合成橡胶加工而成的两种类型的胶管,装配上螺纹扣或者用户自制卡子的软管可以作为汽车动力转向的柔韧连接,其正常工作范围在-40°C—+120°c(–40 °F to 250 °F)之间,最高温度可达到+135°c (275 °F)。
软管总成在扣压接头处最大可承受的压力值为1.72MPa(250psi),在自制卡子处最大可承受压力值为0.69MPa(100psi)。
2.引用标准2.1 应用出版物--在SAE范围内声明的一部分包含下列出版物。
2.1.1 ASTM 出版物可以从ASTM 中查得:100 Barr harbor Drive,West Conshocken,PA 19428-2959ASTM D 380-橡胶软管试验方法。
ASTM D 413-硫化橡胶的黏结试验方法(摩擦试验)。
3.软管结构软管结构包括:适当的合成橡胶为材料的光滑内胶层、两层编织纤维的加强层和合成橡胶为材料的外胶层。
4.尺寸表1B是推荐的尺寸,与表中推荐尺寸不同,但符合本文件其他所有要求的软管同样能够使用。
另外,以软管内径和外径之间的量表读数差为根据的同轴度误差不能超过0.076cm(0.030英寸)。
表格1A(公制)表格1B(英制)5.试验程序在需要处采用ASTM D380标准描述的程序。
6.质量鉴定实验根据本文件鉴定软管质量,必须符合第九部分所给出的要求。
7.检验测试一批合格的产品应根据表二进行试验,并且要符合试验的要求,但用户可检测所提供的胶管或总成的任何一个或所有实验指标。
随机选取14根软管的总成,根据表2列出的项目做一个完全检验。
API_标准目录(中)

API_标准目录(中)(一)API标准最新版(2004)及新译标准中译本421-1 API Spec 2C-2004 海上平台起重机规范90.00421-2 API Spec 2F-1997 系泊锚链规范45.00421-3 API Spec 2Y-1999 海上结构用调质钢板规范35.00421-4 API RP 5A3-2003(ISO13678:2000)套管、油管和管线管的螺纹脂推荐方法60.00421-5 API RP 5B1-1999 套管、油管和管线管螺纹测量和检验90.00421-6 API RP 5C1-1999 推荐采用的套管、油管的维护和使用方法60.00421-7 API Spec 5L-2000 管线钢管规范150.00421-8 API Spec 5L-2004(相当API Spec 5L-2000的增补版)两者同时使用管线钢管规范50.00421-9 API Spec 9A-2004 钢丝绳规范60.00421-10 API RP 9B-2002 油田钢丝绳的应用、保养和使用的推荐方法55.00421-11 API RP 572-2001 压力容器检验90.00421-12 API Spec 576-2000 泄压装置的检验85.00421-13 API Std 653-2001 储油罐检验、修理、改造和重建140.00421-14 API Std 675-1994(R2000) 容积泵-计量泵60.00421-15 API Std 682-2002 用于离心泵和旋转泵的泵轴封系统220.00421-16 API Std 685-2000 石油、重化工和气体用无焊离心泵180.00411-1 2000年第四版API会标大纲许可证申请文件包20.00411-2 API Spec Q1-2003 第7版石油、石化和天然气工业质量纲要规范50.00411-3 API Spec 2B-2001 结构钢管制造技术规范30.00411-4 API Spec 2H-1999 海洋平台管接头用碳锰钢板规范30.00 411-5 API Spec 2MT1-2001 用于近海结构件改善韧性的碳锰钢板规范35.00411-6 API Spec 4F-1995(R2001) 钻井和修井井架40.00411-7 API Spec 5B-1996(含98勘误)套管、油管和管线管螺纹的加工、测量和检验(美制单位)100.00411-8 API Spec 5CT-2001 (ISO11960) 套管和油管规范240.00 411-9 API Spec 5D-2001 钻杆规范50.00411-11 API Spec 5L1-2002 管线钢管铁路运输的推荐实用规程30.00411-12 API Spec 5L2- 2002 非腐蚀性气体输送管线管内涂层推荐做法40.00411-13 API Spec 5LW-1996(R2003)管线管内陆及海上船舶运输推荐作法30.00411-14 API Spec 6A-1999(R2002)井口装置和采油树设备规范230.00411-15 API Spec 6AV1-1996 近海作业用地面和水下安全阀的验证试验规范40.00411-16 API Spec 6D-2002(ISO14313)管线阀门规范70.00 411-17 API Spec 6FA-1999 阀门耐火试验规范40.00411-18 API Spec 7-2001 旋转钻柱构件规范110.00411-19 API Spec 7F-2003 油井链条和链轮45.00411-20 API Spec 7K-2001(含A2002)钻井和井口操作设备规范70.00411-21 API Spec 8A-1997 (含A2001)钻井和采油提升设备规范40.00411-22 API Spec 8C-2003 钻井和采油提升设备规范55.00411-25 API Spec 10D-2002 弓簧套管扶正器规范35.00411-26 API Spec 11AX-2001(含2002勘误)地下杆式抽油泵及其配件的技术规范80.00411-27 API Spec 11B-1998 抽油杆规范60.00411-28 API Spec 11E-94(R2000)抽油机技术规范70.00411-29 API Spec 11V1-95(R2000)气举阀、孔板、回流阀和隔板阀规范50.00411-30 API RP 11V7-1999 气举阀的修理、试验和鉴定推荐作法40.00411-31 API Spec 12B-1995(R2000)螺栓连接储油罐规范40.00411-32 API Spec 12D-1994(R2000)油田现场焊接储油罐规范30.00411-33 API Spec 12F-1994(R2000)车间焊接的生产液体储罐技术45.00411-34 API Spec 12GDU-1990(R1999)二醇型天然气脱水装置规范50.00411-35 API Spec 14A-2000(ISO10432)井下安全阀设备规范80.00411-36 API Std 526-2002 钢制法兰端泄压阀50.00411-37 API Std 527-1991 泄压阀的阀座密封度20.00411-38 API RP 591-1998 炼油阀门的用户验收40.00411-39 ANSI/API Std 594-1997 双夹式、凸耳对夹式和双法兰式止回阀35.00411-40 API Std 598-1996 阀门的检验和试验40.00411-41 API Std 599-2002 法兰端、螺纹端和焊接端金属旋塞阀35.00411-42 API Std 600-2001 (ISO 10434-1998)石油和天然气工业用阀盖螺栓连接的钢制闸阀50.00411-43 API Std 602-1998 法兰、螺纹、焊接连接和阀体加长连接的紧凑型钢制闸阀40.00411-44 API Std 603-2001 法兰端、对焊端、耐腐蚀拴接阀盖闸阀40.00411-45 API Std 607-1993(R1998)转1/4周软阀座阀门的耐火试验40.00411-46 API Std 608-2002 法兰、螺纹和焊连接的金属球阀40.00 411-47 API Std 609-1997 双法兰连接、凸耳及饼式蝶阀50.00 411-48 API Std 610-2003 石油、重工化学和天然气工业用离心泵160.00411-49 API Spec 617-2002 石油、化工及气体工业用的离心压缩机210.00411-50 API Std 620-2002 大型焊接低压储罐设计与施工180.00 411-51 API Std 650-1998(A00、01) 钢制焊接石油储罐230.00 411-52 API Std 660-2003 炼油厂用通用管壳式换热器60.00411-53 API Std 661-2002 炼油厂用通用空气冷却换热器100.00 411-54 API Std 662-2002 炼油厂通用板式换热器45.00411-55 API Spec 683-1993(R2000)石油、化工与燃气工业机械设备质量改进细则45.00411-56 API Std 1104-1999(含2001勘误)管道及有关设施的焊接90.00411-57 API RP 1110-1997 液体石油管道压力试验40.00411-58 API标准中译本丛书(一)(含12个标准:5L、6A、6AV1、14A、598、600、602、607、608、609、11V1和11V7) 600.00(二)ASME标准中译本422-1 ASME B16.5-2003 管法兰和法兰管件210.00422-2 ASME B1.5-1997 爱克母(ACME)螺纹130.00422-3 ASME B1.8-1988(R1994) 矮牙爱克母螺纹50.00412-1 ASME规范压力管道及管件B31、B16系列标准(上册)含5个标准 330.001. ASME B31.4-1998 液态烃和其他液体管线输送系统2. ASME B31.5-1992 (含1994年增补)制冷管道3. ASME B31.8-1999 输气和配气管道系统4. ASME B31.9-1996 建筑管道规范5. ASME B31.11a-1989(R1998)浆液输送管道系统412-2 ASME B31G-1991 确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)70.00412-3 ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准 320.001. ASME B16.1-1998 铸铁管法兰和法兰管件(25、125和250磅级)2. ASME B16.3-1998 可锻铸铁螺纹管件(150和300磅级)3. ASME B16.4-1998 灰铸铁螺纹管件(125和250磅级)4. ASME B16.9-1993 工厂制造的锻钢对焊管件5. ASME B16.10-1992 阀门的面至面和端至端尺寸6. ASME B16.11-1996 承插焊式和螺纹式锻造管件7. ASME B16.14-1991 钢铁管螺纹管堵、内外螺丝和锁紧螺母8. ASME B16.28-1994 锻轧钢制对接焊小弯头半径弯头和180。
SAE J标准目录中文
代号 180-2002 182-1997 183-2002 184-1998 185-2003 187 188-2003 189-1998 190-1998 191-2003 192-2003 193-1996 195-1988 198-2003 200-2001 201-1997 207-1985
65. SAE J 66. SAE J 67. SAE J 68. SAE J 69. SAE J 70. SAE J 71. SAE J 72. SAE J 73. SAE J 74. SAE J 75. SAE J 76. SAE J 77. SAE J 78. SAE J 79. SAE J 80. SAE J 81. SAE J 82. SAE J
代号 249-1988 250 253-1989 254-1993 257-1997 259 264-1998 265-2002 266-1996 267-1999 268-1989 272-1981 273-1981 274-1989 276-2002 277-1995 278-1995 279-1995 280-1984 283-1999 284-2002 285-1999 286-1996 287-1988 288-2002 291-1980 292-1995 293-1995 294-1993
135-1993 138 139-1999 140-1995 141-1995 153-1987 156-2000 159-2002 160-2001 163-2001 164-1997 167-2002 169-1985 174-1998 174M-1998 175-2003 176-1994 179-2001
技术委员会指南
汽车和非道路车辆气制动储气罐性能要求和识别要求
燃气炉具连接器CSA标准

炉具连接器和配件第一部分结构1.1范围1.1.1本标准适用于新式生产的气体炉具连接器,连接器的零件和材料都是未使用过的,其名义直径为1/4、3/8、1/2、5/8、3/4和1英寸,还有其管子两端有锥形螺蚊的连接器。
本标准适用于不超过一个名义长度为1.83m.的组装炉具连接器。
本标准列出的连接器是用于家庭和商业气体炉具的,安装之后就不经常拆除的。
基于本标准的目的,一条未使用过的连接器,包括端口部件,是没有被安装过的连接器。
1.1.2适用于本标准的炉具连接器被认为适合与天然气、人造煤气、混合煤气、液化石油气和液化石油气空气混合物使用。
1.1.3适用于本标准的炉具连接器是与管路系统连接使用的,该管路系统的可燃气压每平方英寸(3.5kPa)不超过1/2磅。
1.1.4如果本标准给予的一个测量数值是遵循一个等效值,那么第一个设定数值就被视为规范值。
1.1.5除非另有规定,否则本标准的所有PSI参考值被视为规范压力。
1.1.6附录A包括属于加拿大的供应品。
1.1.7附录B 包括在本标准涉及到的标准的清单,和从这些参考标准中取得的资料。
1.2测试样板1.2.1基于本标准下送检的连接器是具有代表性的生产样板。
1.2.2根据检测代理的规定,制造商需提供每一种名义尺寸、型号和材料的连接器样板的数量。
基于检测的目的,检测代理可以规定连接器样板的长度不超过1.83m.。
1.3材料1.3.1用于炉具连接器结构的材料需符合表格I的规定、在普通公差范围之内,且这些实情的证据需提供给检测代理。
1.3.2用于连接器外部结构的材料需具有防潮湿、防普通家用的化学药品和防食用油的特性,或者加上一涂层可以防止这些变质的发生。
1.3.3用于连接器内部结构的材料需具有防可燃气体的特性。
1.3.4配件材料、做工和设计的质量都要良好。
1.4管子结构金属管子需有相同的厚度(允许普通公差),但没有截面的这些管子的厚度小于0.254mm。
管子应没有变形、裂纹或其它缺陷。
sae100r5标准

sae100r5标准
SAE 100R5是美国汽车工程师学会(SAE)制定的一项液压软管标准。
该标准适用于中等压力液压油管和高温油管,用于各种液压系统中的液压传输和控制。
SAE 100R5标准要求软管具有耐蚀、耐油、耐摩擦和耐高温
的特性。
软管内部通常由耐油橡胶制成,外部由耐磨橡胶或聚酯编织层进行增强。
该标准还对软管的尺寸、工作压力和爆破压力等进行了规定。
SAE 100R5标准广泛应用于汽车、卡车和工程机械等领域的
液压系统中。
根据不同的需求,这些软管可与各种接头配套使用,以实现液压传输、液压动力和液压操纵等功能。
总体而言,SAE 100R5标准对液压软管的设计、制造和性能
进行了规范,确保其在各种液压应用中的安全可靠性和耐久性。
as4375标准

SAE AS4375是一个涉及到航空航天用流体系统和零部件的标准,主要涉及到接头端的设计和镁合金板材的退火和再结晶。
具体来说,该标准包括以下部分:* SAE AS4375A-1997:接头端 Flareless 设计标准* SAE AS4375-1992:接头端外螺纹无扩口设计标准* SAE AS4375B-2003:接头端 Flareless 设计标准* SAE AMS4375A-1951:镁合金板材和板材 AZ31X 退火* SAE AMS4375D-1962:镁合金板材 AZ31B-0* SAE AMS4375G-1978:镁合金板材 3.0Al 1.0Zn(AZ31B-0)* SAE AMS4375H-1984:镁合金板材和板材 3.0Al 1.0Zn(AZ31B-0)退火和再结晶(UNS M11311)* SAE AMS4375B-1958:镁合金板材 AZ31B-0* SAE AMS4375E-1966:镁合金板材 3.0Al 1.0Zn(AZ31B-0)* SAE AMS4375F-1968:镁合金板材 3.0Al 1.0Zn(AZ31B-0)* SAE AMS4375C-2017:板材和板材镁合金 3.0Al 1.0Zn 0.20Mn(AZ31B-O)退火和再结晶(UNS M11311)* SAE AS4375C-2003:无扩口接头端的设计标准* SAE AMS4375L-2011:退火和再结晶镁合金 3.0Al 1.0Zn 0.20Mn (AZ31B-0)薄片和板* SAE AMS4375J-1991:退火的镁合金薄板和板 3.0Al 1.0Zn 0.20Mn* SAE AMS4375K-2005:退火和重结晶的镁合金薄板和板材3.0Al 1.0Zn 0.20Mn (AZ31B-0)* SAE AMS4375J-1995:板材和板材,镁合金 3.0Al 1.0Zn 020Mn(AZ31B-0)退火和再结晶SAE AS4375是一个关于航空航天领域材料的标准,包括各种接头端设计和镁合金的退火和再结晶处理。
BS4395-1高强度摩擦夹紧螺栓

英国标准4395:第一部分:1969高强度摩擦夹紧螺栓以及相关结构工程的螺母和垫圈目录详述1.概述1.1范围1.2术语2.螺栓2.1材料2.2热处理2.3机械性能2.4测试项目2.5一般测试要求2.6尺寸规格和常规处理2.7标注3.螺母3.1材料3.2热处理3.3机械性能3.4一般测试要求3.5尺寸规格和完善3.6标注4.垫圈4.1材料4.2热处理4.3机械性能4.4一般测试要求4.5尺寸规格和完成4.6标注5.检查5.1一般检查程序6.采购信息6.1询盘和订单中提供的信息7.附录A英国标准机构关于螺纹和公制的规定B钢螺栓机械性能的测试C钢螺母机械性能的测试D测试项目E推荐用于检测螺母的螺纹和面的垂直度的计量器F国际标准组织公制高强度摩擦螺栓(一般等级)的公制长度和首选规格1.一批螺栓包含的件数2.公制长度公差3.螺纹长度4.螺栓的机械性能5.六角头螺栓尺寸6.一批螺母包含件数7.螺母验证使用载荷(粗螺距系列)8.六角螺母尺寸9.一批垫圈包含件数10.扁平垫圈尺寸11.方斜垫圈尺寸12.楔子负荷测试尺寸图例1.螺栓的倒棱,剖面和标注2.六角螺栓3.螺母的标注4.六角螺母5.扁平垫圈6.方斜垫圈7.试样8.原大螺栓验证负荷的应用9.原大螺栓的楔子负荷10.螺母的验证负荷测试11.螺母垂直度计量器1.1范围本英标第一部分规定了淬火、回火高强度摩擦夹紧螺栓及其相关用于结构工程的螺母、垫圈等级的要求。
提供标称尺寸从12mm到36mm,及指定的机械性能。
所有测试细节,检查程序及标注规定都包含在内。
注:确保正确地使用这些螺栓以获得满意结果是非常重要的。
至于这些紧固件的使用在英国标准里已有规定:“高强度夹紧螺栓在结构工程里的使用”第一部分“一般等级公制系列”。
工程师需对任何使用方法的改变负责,并需记录在相关图纸或文件上,或两者都需要作出记录。
1.2术语高强度摩擦夹紧螺栓是指高强度钢质螺栓,和高强度螺母,淬火和回火后钢质垫圈一起使用,用于预先决定螺杆张力,以便所提供的夹紧力能够通过各部件之间的摩擦,而非螺栓或众多连接部件转移负荷。
USCAR-2(中文第5版)-2009[1].03.17
![USCAR-2(中文第5版)-2009[1].03.17](https://img.taocdn.com/s3/m/0c80bbcc0029bd64783e2cc5.png)
实用文档研究数据、分析、结论、观点和本文的其他内容仅仅是作者的产品。
无论是汽车工程师协会(SAE)还是美国汽车研究委员会(USCAR)都不会出具任何证明某些产品符合基本要求的证书,也不会对本文内容的准确性和适用性作任何介绍。
确定本文内容是否适用于自己的目的,完全是本文用户责任。
版权 2004, USCAR 美国印刷版权所有有关本文件的问题: (724) 772-8545 传真 (724)776-0243要订购文件: (724) 776-4970 传真 (724) 776-0790实用文档实用文档实用文档实用文档实用文档实用文档实用文档实用文档实用文档图5.1.5:A-方法1 毫伏导线附件也许可能发生这样的情况:被连接的电气部件或设备本身不能承受与它们所连接的连接器能够承受的试验。
在这种情况下,必须获取设备的连接器插座(容器)部分的样品。
然后执行试验需要的连接并进行密封。
为了测试对插端的完整性,设备中的漏洞需要密封。
这样的对设备的修改是适当的,但必须形成文件体现在测试报告中。
在任何情况下如果发生偏离正常试验性能规格的情况,应当向授权人咨询并且必须得到他的认可。
5.1.6 端子样品准备用来试验的端子是指用推荐的制造工具机械压接好导线的端子。
根据各自的端子类型和线径规格,压接尺寸物理特性和机械拉脱力必须在规定的容许公差范围内。
在单独的试验程序中,如果没有其他特殊说明,导线的导体部分和绝缘体部分都要压接。
如果适用,使用适当的电线密封件。
按照制造商推荐的装配标准装配绝缘替代类型的端子。
当试验具有对插端的端板类型的连接器时,只需准备插座连接器样品(参考5.1.5部分)。
记录具有代表性的每一批端子样品的压接高度和压接宽度(不包括绝缘替代类型的端子),并且为了跟踪和后期验证的需要对样品进行编号。
根据SAE/USCAR-21:电线到端子的电气压接性能标准,端子的压接状况应该被试验和验证。
表5.1.9.3 电路监控的通用方式说明:如果有实际经验,建议用“X”方式(所示孔位)图表5.1.9.3 连接器环境试验设备验收标准在那些需要的连贯性监控的地方,电流的连续性不能间断(在任何电阻器电流低于微秒。
SAE标准目录

ETA-UTP001 Revision 0(SAE J1263)[P19].pdfETA-UTP001-Effective March 23,2001 Implementation of SAE J1263-1996.pdfNASA-SAE-88-1448 LDV Surveys Over Fighter Model at Moderate High Angles of Attack[P27].pdf SAE- Automotive Chassis Engineering Principles (SECOND EDITION)[P454].pdfSAE- Automotive Chassis-Engineering Principles [SECOND EDITION][P456].pdfSAE- Automotive Physical Layer SAE-J1708 DS36277.pdfSAE- Structural Steel Designer's Handbook (Brockenbrough & Merritt)(3Rd Edition)[P1201].pdf SAE-174M-MAY1998 TORQUE-TENSION TEST PROCEDURESTEEL THREADED FASTENERS,METRIC SERIES.pdfSAE-2006 Formula SAE-Chassis Design(Queen's University)[P18].pdfSAE-720709-1972 Design&Development of a High horsepower torque sensing variable speed drive.pdfSAE-AIR1228-2001 Standard Impulse Machine Equipment&Operation[P6].pdfSAE-AIR1377A-2004 Fire Test Equipment for Flexible Hose&Tube Assemblies[P22].pdfSAE-AIR3260-2006 Identification of Standard Utility Parts - Bolts&Nuts[P4].pdfSAE-AIR4002-1994 8000 psi Hydraulic Systems Experience&Test Results.pdfSAE-AIR4069A-1998 Sealing of Integral Fuel Tanks [P94].pdfSAE-AIR4069A-1998 Sealing of Integral Fuel Tanks[P95].pdfSAE-AIR4176-1995(R2005) Cost Versus Benefits of Engine Monitoring Systems.pdfSAE-AIR5120-2006 Engine Monitoring System Reliability&Validity[P27].pdfSAE-AIR797E-2001 Hose Characteristics&Selection Chart[P15].pdfSAE-AMS1376B-1992 R1998 Remover,Epoxy Paint Acid-Type,Thickened.pdfSAE-AMS1379A-1996 COMPOUND,ALKALINE RUST REMOVER Aircraft Turbine Engine Components[P7].pdfSAE-AMS1380A-1992 SCALE CONDITIONER,ALKALINE Aircraft Turbine Engine Components[P6].pdfSAE-AMS1382A-1991 OXIDE REMOVER COMPOUND,ACIDIC Aircraft Turbine Engine Components[P6].pdfSAE-AMS1383A-1999 Oxide Conditioner,Alkaline Permanganate Aircraft Turbine Engine Components.pdfSAE-AMS1384A-1991 ACID,INHIBITED PHOSPHORIC Aircraft Turbine Engine Components Room Temperature Application[P6].pdfSAE-AMS1385A-2004 Compound,Hot Carbon&Paint Remover Aircraft Turbine Engine Components.pdfSAE-AMS1386A-2004 Compound,Silicone Rubber Remover Aircraft Turbine Engine Components Room Temperature Application.pdfSAE-AMS1387A-2004 Remover,Anti-Galling Compound Aircraft Turbine Engine Components Room Temperature Application.pdfSAE-AMS1424G-2006 (R) Deicing_Anti-Icing Fluid,Aircraft SAE-Type I.pdfSAE-AMS1424H-2007 Deicing_Anti-Icing Fluid,Aircraft,SAE-Type I[P15].pdfSAE-AMS1426C-1993 FLUID,DEICINGANTI-ICING,RUNWAYS&TAXIWAYS Glycol Base.pdf SAE-AMS1428E-2006 Fluid,Aircraft DeicingAnti-Icing,Non-Newtonian (Pseudoplastic),SAE-Types II,III,&IV.pdfSAE-AMS1431B-1998 Compound,Solid Runway&Taxiway Deicing_Anti-Icing.pdfSAE-AMS1435A-1999 Fluid,Generic,Deicing_Anti-Icing Runways&Taxiways.pdfSAE-AMS1453-2004 Disinfectant Cleaner for Aircraft Interior General Purpose Liquid .pdfSAE-AMS1476B-2004 Deodorant,Aircraft Toilet.pdfSAE-AMS1526B-2000 Cleaner for Aircraft Exterior Surfaces Water-Miscible,Pressure-Spraying Type.pdfSAE-AMS1534B-2004 Cleaner,Aircraft Glass Window.pdfSAE-AMS1535C-2002 Cleaner,Transparent Plastic.pdfSAE-AMS1537B-2001 Cleaner,Alkaline Hot-Tank Type.pdfSAE-AMS1538A-1996 DEOXIDER,ACIDIC,FOR MAGNESIUM ALLOYS.pdfSAE-AMS1547-1996 Cleaner,Anodic,Electrolytic,Alkaline For Steel,Tank Type .pdfSAE-AMS1595A-1998 Qualification of Aircraft,Missile&Aerospace Fusion Welders.pdfSAE-AMS1625B-1989 DESMUTTER,ALUMINUM,POWDERED.pdfSAE-AMS1626B-1989 DESMUTTER,ALUMINUM Liquid.pdfSAE-AMS1631C-2005 Cleaner,Carpet Water Extraction Type.pdfSAE-AMS1640B-1988 CORROSION REMOVING COMPOUND For Aircraft Surfaces.pdfSAE-AMS2154-2005 Inspection,Ultrasonic,Wrought Metals,Process For.pdfSAE-AMS2154-2005 Inspection,Ultrasonic,Wrought Metals,Process For[P41].pdfSAE-AMS2175-2003 Castings,Classification&Inspection of.pdfSAE-AMS2241P-2005 Tolerances,Corrosion&Heat-Resistant Steel,Iron Alloy,Titanium,&Titanium Alloy Bars&Wire.pdfSAE-AMS2242F-2006 Tolerances Corrosion&Heat Resistant Steel,Iron Alloy,Titanium,&Titanium Alloy Sheet,Strip,&Plate.pdfSAE-AMS2243H-2006 Tolerances Corrosion&Heat-Resistant Steel Tubing.pdfSAE-AMS2244C-2003 Tolerances (R) Titanium&Titanium Alloy Tubing.pdfSAE-AMS2249F-2005 Chemical Check Analysis Limits Titanium&Titanium Alloys.pdfSAE-AMS2249F-2005 Chemical Check Analysis Limits Titanium&Titanium Alloys[1].pdfSAE-AMS2251G-1998 Tolerances Low-Alloy Steel Bars.pdfSAE-AMS2251H-2006 Tolerances Low-Alloy Steel Bars.pdfSAE-AMS2252D-2006 Tolerances Low-Alloy Steel Sheet,Strip,&Plate.pdfSAE-AMS2269F-2006 Chemical Check Analysis Limits Nickel,Nickel Alloys,and Cobalt Alloys.pdf SAE-AMS2372D 碳钢和低合金钢取样规范[中文版].pdfSAE-AMS2372D-JAN2002 Quality Assurance Sampling&Testing Carbon&Low-Alloy Steel Forgings[P6].pdfSAE-AMS2375D-2007 Control of Forgings Requiring First Article Approval [P6].pdfSAE-AMS2406L-2007 Plating,Chromium Hard Deposit [p7].pdfSAE-AMS2411F-2007 Plating,Silver for High Temperature Applications [P8].pdfSAE-AMS2412H-2007 Plating,Silver Copper Strike,Low Bake[P7].pdfSAE-AMS2417G-2004 Plating,Zinc-Nickel Alloy.pdfSAE-AMS2422E-2007 Plating,Gold[P9].pdfSAE-AMS2435G-2007 Coating,Tungsten Carbide-Cobalt Coating,Detonation Process [P8].pdfSAE-AMS2448-2004 Application of Tungsten Carbide Coatings on Ultra High Strength Steels High Velocity Oxygen Fuel Process[P13].pdfSAE-AMS2448-2004 Application of Tungsten Carbide Coatings on Ultra High Strength Steels High Velocity Oxygen Fuel Process.pdfSAE-AMS2469G-2004 Hard Anodic Coating Treatment of Aluminum&Aluminum Alloys Processing&Performance Requirements.[P8].pdfSAE-AMS2470M-2007 Anodic Treatment of Aluminum Alloys Chromic Acid Process[P8].pdfSAE-AMS2482C-2006 Hard Coating Treatment of Aluminum Alloys Teflon-Impregnated or Codeposited.pdfSAE-AMS2482C-2006 Hard Coating Treatment of Aluminum Alloys Teflon-Impregnated or Codeposited[P7].pdfSAE-AMS2546-2004 Reaffirmed 2010-05 Laser Peening.pdfSAE-AMS2633C-2007 Ultrasonic Inspection Centrifugally-Cast,Corrosion-Resistant Steel Tubular Cylinders[P13].pdfSAE-AMS2643D-2007 Structural Examination of Titanium Alloys Chemical Etch Inspection Procedure [P5].pdfSAE-AMS2647C-2009 Fluorescent Penetrant Inspection Aircraft&Engine Component Maintenance.pdfSAE-AMS2649C-2008 Etch Inspection of High Strength Steel Parts.pdfSAE-AMS2753B-1991 Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath[P8].pdfSAE-AMS2757-B-2004 气体氮碳共渗.pdfSAE-AMS2759_11-2005 Stress Relief of Steel Parts[P5].pdfSAE-AMS2759_2C-2000 低合金钢零件的热处理最小拉伸强度大于等于220KSI[中文版][P13].pdfSAE-AMS2759_3C-2000 沉淀硬化不锈钢和马氏体时效钢的热处理[中文版][P16].pdfSAE-AMS2759_3D-2005 Heat Treatment Precipitation-Hardening Corrosion-Resistant&Maraging Steel Parts[P16].pdfSAE-AMS2759_3D-2005 Heat Treatment Precipitation-Hardening Corrosion-Resistant&Maraging Steel Parts[P16][1].pdfSAE-AMS2759-11-1992 Ion Nitriding.pdfSAE-AMS2759-11-2005 Stress Relief of Steel Parts.pdfSAE-AMS27591-12A-2007 Gaseous Nitrocarburizing,Automatically Controlled by Potentials.pdf SAE-AMS2759-12A 2007 Gaseous Nitrocarburizing,Automatically Controlled by Potentials.pdfSAE-AMS2759-1C-2000 最低抗拉强度低于220 ksi (1517 MPa)低合金碳钢零件的热处理.pdf SAE-AMS2759-2C-2000 Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi (1 51 7 MPa)&Higher.pdfSAE-AMS2759-2C-2000 中文版低合金钢零件的热处理最小拉伸强度大于等于220KSI(1517MPa).pdfSAE-AMS2759-3C-2000 中文版沉淀硬化不锈钢和马氏体时效钢的热处理.pdfSAE-AMS2759-3D-2005 Heat Treatment Precipitation-Hardening Corrosion-Resistant&Maraging Steel Parts.pdfSAE-AMS2759-4B-2001 Heat Treatment Austenitic Corrosion-Resistant Steel Parts.pdfSAE-AMS2759-5D-2004 Heat Treatment Martensitic Corrosion-Resistant Steel Parts.pdfSAE-AMS2759-6A-2002 Gas Nitriding&Heat Treatment of Low-Alloy Steel Parts.pdfSAE-AMS2759-7A-2006 Carburizing&Heat Treatment of Carburizing Grade Steel Parts.pdfSAE-AMS2759-9_8-1992 Ion Nitriding [P12].pdfSAE-AMS2759C-2000 Heat Treatment of Steel Parts General Requirements[P15].pdfSAE-AMS2770H-2006 Heat Treatment of Wrought Aluminum Alloy Parts.pdfSAE-AMS2771C-2004 Heat Treatment of Aluminum Alloy Castings.pdfSAE-AMS2772C-2002 Heat Treatment of Aluminum Alloy Raw Materials.pdfSAE-AMS2772E-2008 Heat Treatment of Aluminum Alloy Raw Materials.pdfSAE-AMS2809-1986 R2002 Identification Titanium&Titanium Alloy Wrought Products.pdfSAE-AMS2809-2002 Identification Titanium&Titanium Alloy Wrought Products.pdfSAE-AMS2814F-2001 优质焊丝包的包装和标识.pdfSAE-AMS2814F-2001 优质焊丝包的包装和标识[P8].pdfSAE-AMS3021D-2007 Fluid,Reference for Testing Di-Ester (Polyol) Resistant Material [P4].pdfSAE-AMS3302G-1990 Silicone Rubber,General Purpose,50 Durometer.pdfSAE-AMS3650C-1991 Rods,Sheets,&Molded Shapes,Polychlorotrifluoroethylene (PCTFE),Unplasticized.pdfSAE-AMS3901C-1998 Organic Fiber (Para-Aramid),Yarn&Roving,High Modulus[P13].pdfSAE-AMS4045J-2007 Aluminum Alloy Sheet&Plate 5.6Zn-2.5Mg-1.6Cu-0.23Cr 7075 (-T6 Sheet,-T651 Plate)[P5].pdfSAE-AMS4100D-2007 Aluminum Alloy,Alclad,Sheet 5.7Zn-2.2Mg-1.6Cu-0.22Cr (Alclad 7475-T761)[P6].pdfSAE-AMS4108F-2003 Aluminum Alloy,Hand Forgings 6.2Zn-2.3Cu-2.2Mg-0.12Zr (7050-T7452)Solution Heat Treated,Compression Stress-Relieved,and Overaged.pdfSAE-AMS4111D-2007 Aluminum Alloy Forgings 7.7Zn-2.5Mg-1.5Cu-0.16Cr (7049-T73)[P8].pdf SAE-AMS4143D-2001 Aluminum Alloy Forgings&Rolled or Forged Rings 6.3Cu-0.30Mn-0.18Zr-0.10V-0.06Ti (2219-T6) Solution&Precipitation Heat Treated.pdfSAE-AMS4147D-2007 Aluminum Alloy Forgings 5.6Zn-2.5Mg-1.6Cu-0.23Cr(7075-T7352) Solution Heat Treated,Stress Relieved by Compression,&Overaged[P7].pdfSAE-AMS4150L-2003(R2008) Aluminum Alloy,Extrusions&Rings 1.0Mg-0.60Si-0.28Cu-0.20Cr-(6061-T6) Solution&Precipitation Heat Treated.pdfSAE-AMS4152M-2007 Aluminum Alloy,Extrusions 4.4Cu 1.5Mg 0.60Mn Solution Heat Treated[P5].pdfSAE-AMS4157D-2007 Aluminum Alloy Extrusions 7.7Zn-2.4Mg-1.6Cu-0.16Cr (7049-T73511)[P5].pdfSAE-AMS4162D-2003 Aluminum Alloy,Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) Solution Treated,Stress Relief Stretched,Straightened,&Precipitation Heat Treated.pdf SAE-AMS4169K-2003 Aluminum Alloy,Extrusions 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T6511)&Precipitation Heat Treated.pdfSAE-AMS4173E-2003 Aluminum Alloy,Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution Heat Treated Stress.pdfSAE-AMS4206A-2006 Aluminum Alloy,Plate (7055-T7751) 8.0Zn - 2.3Cu - 2.0Mg - 0.16Zr Solution Heat Treated,Stress Relieved,&Overaged.pdfSAE-AMS4218H-2001 Aluminum Alloy Castings 7.0Si 0.35Mg (A356.0-T6P) (Formerly T61P Temper) Solution&Precipitation Heat Treated.pdfSAE-AMS4270B-2007 Aluminum Alloy,Alclad Flat Sheet 4.1Cu-1.4Mg-0.45Mn (Alclad 2424-T3) [P7].pdfSAE-AMS4279B-2006 Aluminum Alloy,Alclad Sheet 4.4Cu 1.5Mg 0.60Mn (2024-T4 Flat Sheet) Solution Heat Treated,High Formability.pdfSAE-AMS4324-2002(R2007) 固溶热处理的、消除应力的和过老化的(7055-T74511)含8.0Zn-2.3Cu-2.0Mg-0.16Zr挤压的铝合金杆材、棒材和型材.pdfSAE-AMS4329A-2006 Aluminum Alloy,Plate (7085-T7651) 7.5Zn - 1.6Cu - 1.5Mg - 0.12Zr Solution Heat Treated,Stress-Relieved,&Ove[P6].pdfSAE-AMS4337A-2006 Aluminum Alloy,Extruded Profiles (7055-T77511) 8.0Zn 2.3Cu 2.0Mg 0.16Zr Solution Heat Treated,Stress Relieved,&Overaged.pdfSAE-AMS4342E-2007 Aluminum Alloy,Extrusions 6.2Zn 2.3Cu 2.2Mg 0.12Zr (7050-T74511) Solution Heat Treated,Stress Relieved,Straightened,&Overaged.pdfSAE-AMS4484K-2007 Magnesium Alloy Castings,Permanent Mold 9.0Al-2.0Zn (AZ92A-T6) [P7].pdfSAE-AMS4500J-2007 Copper,Sheet,Strip,and Plate Soft Annealed [P4].pdfSAE-AMS4640-2005 ALUMINUM BRONZE BARS. RODS. SHAPES. TUBES.&FORGINGS 81.5 CU- 10.A1 - 4.8NI - 3.0FE DRAWN&STRESS RELIEVED (HR50) OR TEMPER ANNEALED (TQ50[P8 OCR].pdfSAE-AMS4775H-2005 Nickel Alloy,Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe 1790 to 1970 °F (977 to 1077 °C) Solidus-Liquidus Range.pdfSAE-AMS4805E-2007 Bearings,Sintered Metal Powder 89Cu-10Sn Oil Impregnated [P6].pdfSAE-AMS4900M-2006 AEROSPACE MATERIAL SPECIFICA TION Titanium Sheet,Strip,&Plate Commercially Pure Annealed,55 ksi (379 MPa) [P6].pdfSAE-AMS4911K-2007 Titanium Alloy,Sheet,Strip,and Plate 6AI-4V Annealed [P7].pdfSAE-AMS4911L-2007 Titanium Alloy,Sheet,Strip,and Plate 6AI-4V Annealed [P7].pdfSAE-AMS4918L-2006 Titanium Alloy,Sheet,Strip,&Plate6AI - 6V - 2Sn Annealed[P7].pdfSAE-AMS4921K-2006 [P8].pdfSAE-AMS4921L-2007 Titanium Bars,Wire,Forgings,and Rings Commercially Pure 70 ksi (483 MPa) Yield Strength [P7].pdfSAE-AMS4928Q-2001 Titanium Alloy Bars,Wire,Forgings,Rings,&Drawn Shapes.pdfSAE-AMS4928R-2007 Titanium Alloy Bars,Wire,Forgings,Rings,&Drawn Shapes 6Al - 4V Annealed.pdfSAE-AMS4931B-2002 含6Al-4V超低填隙的、二次退火的、断裂韧度的钛合金棒材、锻件和环件.pdfSAE-AMS4931C-2007 Titanium Alloy bars,Forgings&Rings 6Al-4V Extra low interstitial(ELI) Duplex.pdfSAE-AMS4933D-2008 Titanium Alloy Extrusions and Flash Welded Rings 8Al-1Mo-1V Solution Heat Treated and Stabilized[P8].pdfSAE-AMS4942E-2006 Titanium Tubing,Seamless Annealed,40.0 ksi (275 MPa) Yield Strength.pdf SAE-AMS4943H-2008 Titanium Alloy.Hydraulic. Seamless Tubing 3.0Al-2.5V Annealed.pdfSAE-AMS4944G-2006 Titanium Alloy Tubing,Seamless,Hydraulic 3.0Al - 2.5V Cold Worked,Stress Relieved.pdfSAE-AMS4958C-2008 Titanium Alloy Bars and Rods 3Al-8V-6Cr-4Mo-4Zr Consumable Electrode Melted Solution Heat Treated and Centerless Ground[P6].pdfSAE-AMS4965J-2007 Titanium Alloy,Bars,Wire,Forgings,and Rings 6.0AI-4.0V Solution Heat Treated&Aged [P8].pdfSAE-AMS4971G-2007 Titanium Alloy,Bars,Wire,Forgings,and Rings 6Al-6V-2Sn Annealed,Heat Treatable[P8].pdfSAE-AMS4975J-2007 Titanium Alloy,Bars,Wire,andRings6.0Al-2.0Sn-4.0Zr-2.0Mo-0.08SiSolution&Precipitation Heat Treated[P7].pdfSAE-AMS4982D-2007 Titanium Alloy Wire 44.5 Cb [P6].pdfSAE-AMS5010K-2006 Steel Bars Free Machining Cold Drawn (SAE-1212 or SAE-1215) UNS G12120[P4].pdfSAE-AMS5046C-2007 Carbon Steel,Sheet,Strip,and Plate (SAE-1020&1025) Annealed[P5].pdfSAE-AMS5047F-2007 Steel,Sheet&Strip 0.08-0.13C,Aluminum Killed (SAE-1010) Deep Forming Grade [P4].pdfSAE-AMS5085G-2008 Steel Sheet. Strip.&Plate 0.47-0.55C (SAE-1050) Annealed.pdfSAE-AMS5349D-2007 Steel,Corrosion-Resistant,Investment Castings 13Cr Free Machining; Hardened&Tempered[P11].pdfSAE-AMS5352E-2007 Steel,Corrosion-Resistant,Investment Castings 17Cr-0.55Mo (0.95-1.20C) Annealed[P9].pdfSAE-AMS5353D-2007 Steel,Corrosion-Resistant,Investment Castings 16Cr-1.8Ni-0.08N ASCast [P10].pdfSAE-AMS5355H-2001 steel,corrosion resistant,investment casting[P14 OCR].pdfSAE-AMS5383E-2007 Nickel Alloy,Corrosion&Heat-Resistant,Investment Castings 52.5Ni-19Cr-3.0Mo-5.1Cb(Nb)-0.90Ti-0.60Al-18Fe[P11].pdfSAE-AMS5385G-1999 铸造状态的含62Co-27Cr-2.8Ni-5.5Mo耐腐蚀和耐热的钴合金熔模铸件.pdfSAE-AMS5398F-2006 Steel,Corrosion Resistant,Sand&Centrifugal Castings 16Cr 4.1Ni 0.22(Cb + Ta) 2.8Cu Solution Heat Treated[P9].pdfSAE-AMS5512L-2007 Steel,Corrosion&Heat-Resistant,Sheet,Strip,and Plate 18Cr-10.5Ni-0.80Cb (SAE-30347)Solution Heat Treated[P5].pdfSAE-AMS5516P-2007 Steel,Corrosion-Resistant,Sheet,Strip,and Plate 18Cr-9.0Ni (SAE-30302)Solution Heat Treated[P5].pdfSAE-AMS5542N-2007 Nickel Alloy,Corrosion&Heat-Resistant,Sheet,Strip,and Plate72Ni-15.5Cr-0.95Cb(Nb)-2.5Ti-0.70Al-7.0Fe[p6].pdfSAE-AMS5548P-2007 Steel,Corrosion&Heat-Resistant,Sheet&Strip 16.5Cr-4.5Ni-2.9Mo-0.10N 1850 to 1975 °F (1010 to 1079 °C) Annealed[P6].pdfSAE-AMS5561G-2007 Steel,Corrosion&Heat-Resistant,Welded&Drawn or Seamless&Drawn Tubing 9.0Mn-20Cr-6.5Ni-0.28N High-Pressure Hydraulic[P8].pdfSAE-AMS5569A-2001 Steel,Corrosion&Heat Resistant,Seamless&Welded Hydraulic Tubing 19Cr-9.5Ni-0.03C max Cold Drawn,1∕8 Hard Temper.pdfSAE-AMS5575N-2007 Steel,Corrosion&Heat-Resistant,Welded Tubing 18Cr-10.5Ni-0.70Cb(Nb) (SAE-30347)Solution Heat Treated[P6].pdfSAE-AMS5581D-2001 Nickel Alloy,Corrosion&Heat Resistant,Seamless or Welded Tubing 62Ni-21.5Cr-9.0Mo-3.7Cb Annealed.pdfSAE-AMS5589E-2007 Nickel Alloy,Corrosion&Heat-Resistant,Seamless Tubing 52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50Al-18Fe[P6].pdfSAE-AMS5596K-2007 Nickel Alloy,Corrosion&Heat-Resistant,Sheet,Strip,Foil&Plate 52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50Al-18Fe[P8].pdfSAE-AMS5599G-2007 Nickel Alloy,Corrosion&Heat-Resistant,Sheet,Strip,and Plate 62Ni-21.5Cr-9.0Mo-3.7 Cb (Nb)[P5].pdfSAE-AMS5612J-2007 Steel,Corrosion&Heat-Resistant,Bars,Wire,Forgings,Tubing,and Rings 12CrFerrite Controlled,Annealed[P7].pdfSAE-AMS5629E-2002 真空感应加真空自耗预热处理沉淀硬化型耐蚀13Cr-8.0Ni-2.2Mo-1.1Al钢棒、丝、锻件、环和模锻件.pdfSAE-AMS5630G-2000 Steel,Corrosion Resistant,Bars,Wire,and Forgings 17Cr-0.52Mo (0.95-1.20C) (SAE-51440C).pdfSAE-AMS5639H-2002(R2007) 管口连接用备份密封圈的六角螺母[P7].pdfSAE-AMS5643Q-2003 Steel,Corrosion-Resistant,Bars,Wire,Forgings,Tubing,and Rings 16Cr-4.0Ni-0.30Cb-4.0Cu Solution Heat Treated,Precipitation Hardenable.pdfSAE-AMS5659K-1998 Steel,Corrosion Resistant,Bars,Wire,Forgings,Rings,&Extrusions 15Cr - 4.5Ni - 0.30Cb - 3.5Cu Consumable Electrode Melted Solution Heat Treated,Precipitation Hardenable.pdf SAE-AMS5659L-2004 Steel,Corrosion-Resistant,Bars,Wire,Forgings,Rings,&Extrusions[P10].pdf SAE-AMS5662M-2004 镍基高温合金[P17].pdfSAE-AMS5668J-2007 Nickel Alloy,Corrosion&Heat-Resistant,Bars,Forgings,and Rings 72Ni-15.5Cr-7.0Fe-2.5Ti-1.0Cb (Nb)-0.70Al[P7].pdfSAE-AMS5678F-2002(R2007) Steel,Corrosion Resistant,Wire 17Cr-7.1Ni-1.1Al Cold Drawn,Precipitation-Hardenable-UNS S17700.pdfSAE-AMS5688L-2007 Steel,Corrosion Resistant,Wire 18Cr 9.0Ni (SAE-30302) Spring Temper.pdf SAE-AMS5698G-2003(R2007) Nickel Alloy,Corrosion&Heat-Resistant,Wire 72Ni-15.5Cr-0.95Cb-2.5Ti-0.70Al-7.0Fe No.1 Temper,Precipitation Hardenable-UNS N07750.pdf SAE-AMS5699G-2003(R2007) Nickel Alloy,Corrosion&Heat-Resistant,Wire 72Ni 15.5Cr 0.95Cb 2.5Ti 0.70Al 7.0Fe Spring Temper,Precipitation Hardenable.pdfSAE-AMS5713J-2007 Nickel Alloy,Corrosion&Heat-Resistant,Bars,Forgings,&Rings 53Ni - 19Cr - 11Co - 9.8Mo - 3.2Ti - 1.6Al - 0.006B Vacuum Melted,Solution&Precipitation Heat Treated.pdfSAE-AMS5713J-2007 Nickel Alloy,Corrosion&Heat-Resistant,Bars,Forgings,and Rings 53Ni-19Cr-11Co-9.8Mo-3.2Ti-1.6Al-0.006B[P7].pdfSAE-AMS5732J-2006 Steel,Corrosion&Heat-Resistant,Bars,Wire,Forgings,Tubing,and Rings 15Cr-25.5Ni-1.2Mo-2.1Ti-0.006B-0.30V Consumable Electrode Melted 1800 °F (982 °C) Solution&P.pdfSAE-AMS5759-2004 Cobalt Alloy,Corrosion&Heat-Resistant,Bars,Forgings,&Rings 52Co- 20Cr- 10Ni- 15W Solution Heat Treated.pdfSAE-AMS5772D-2004(R2009) Cobalt Alloy,Corrosion&Heat-Resistant,Bars,Forgings&Rings 40Co 22Cr 22Ni 14.5W 0.07La,Solution Heat Treated.pdfSAE-AMS5786E-2002 Nickel Alloy,corrosion&heat-resistant,welding wire 62.5Ni-5.0Cr-24.5Mo-5.5Fe.pdfSAE-AMS5796D-2000 Cobalt Alloy,Corrosion&Heat Resistant,Welding Wire 52Co-20Cr-10Ni-15W.pdfSAE-AMS5830C-2007 Nickel-Iron Alloy,Corrosion&Heat-Resistant,Welding Wire 12.5Cr-42.5Ni-6.0Mo-2.7Ti-0.015B-35Fe.pdfSAE-AMS5830C-2007 Nickel-Iron Alloy,Corrosion&Heat-Resistant,Welding Wire 12.5Cr-42.5Ni-6.0Mo-2.7Ti-0.015B-35Fe[P6].pdfSAE-AMS5857B-2007 Steel,Corrosion-Resistant,Bars&Wire 19Cr-10Ni (SAE-30304)High Yield Strength Solution Heat Treated&Cold Worked[P4].pdfSAE-AMS5869C-2008 Nickel Alloy.Corrosion&Heat-Resistant.Sheet.Strip.and Plate 62Ni-21.5Cr-9.0Mo-3.7Cb Solution Heat Treated.pdfSAE-AMS6257D-2007 Steel Bars,Forgings,and Tubing 1.6Si-0.82Cr-1.8Ni-0.40Mo-0.08V (0.40-0.44C)[P9].pdfSAE-AMS6260P-2007 Steel,Bars,Forgings,and Tubing 1.2Cr-3.2Ni-0.12Mo (0.07-0.13C) (SAE-9310)[P6].pdfSAE-AMS6267G-2007 Steel Bars,Forgings,and Tubing 1.2Cr-3.25Ni-0.12Mo (0.07-0.13C) (SAE-9310)[p6].pdfSAE-AMS6345B-2007 Steel,Sheet,Strip,and Plate 0.95Cr-0.20Mo (0.28-0.33C) (SAE-4130)[p7].pdf SAE-AMS6354F-2007 Steel,Sheet,Strip,and Plate 0.75Si-0.62Cr-0.20Mo-0.10Zr (0.10-0.17C)[P5].pdf SAE-AMS6359H-2007 Steel,Sheet,Strip,and Plate 0.80Cr-1.8Ni-0.25Mo (0.38-0.43C) (SAE-4340)[p6].pdfSAE-AMS6409C-2007 Steel,Bars,Forgings,and Tubing 0.80Cr-1.8Ni-0.25Mo (0.38-0.43C) (SAE-4340)[p8].pdfSAE-AMS6414K-2007 Steel,Bars,Forgings,and Tubing 0.80Cr-1.8Ni-0.25Mo (0.38-0.43C) (SAE-4340)[p9].pdfSAE-AMS6415S-2007 Steel,Bars,Forgings,and Tubing 0.80Cr-1.8Ni-0.25Mo (0.38-0.43C) (SAE-4340)[P8].pdfSAE-AMS6417F-2006 Steel,Bars,Forgings,and Tubing 1.6Si-0.82Cr-1.8Ni-0.40Mo-0.08V (0.38-0.43C)Consumable Electrode Vacuum Remelted.pdfSAE-AMS6440P-2007 Steel,Bars,Forgings,and Tubing 1.45Cr (0.93-1.05C) (SAE-52100) For Bearing Applications[p7].pdfSAE-AMS6454D-2007 Steel,Sheet,Strip,and Plate 1.8Ni-0.80Cr-0.25Mo (0.38-0.43C) (SAE-4340)Vacuum Consumable Electrode Remelted[p7].pdfSAE-AMS6501D-2007 Steel,Maraging,Welding Wire 18Ni-8.0Co-4.9Mo-0.40Ti-0.10Al Vacuum Induction Melted,Environment Controlled Packaging[p6].pdfSAE-AMS753-1998 Corrosion-Resistant Steel Parts Sampling,Inspection&Testing for Surface Passivation[P11].pdfSAE-AMS7721C-2007 Lead Alloy Sheet&Extrusions 93Pb-6.5Sb-0.50Sn ASFabricated[p5].pdfSAE-AMS7731C-2007 Gold Wire&Ribbon 99.97Au Annealed[p6].pdfSAE-AMS7881-2007 Tungsten Carbide-Cobalt Powder Agglomerated&Sintered[p5].pdfSAE-AMS7881-2007 Tungsten Carbide--Cobalt Powder Agglomerated&Sintered[P5].pdfSAE-AMS7882A-2007 Tungsten Carbide-Cobalt Chrome Powder Agglomerated&Sintered[p5].pdf SAE-AMS7882A-2007 Tungsten Carbide--Cobalt Chrome Powder Agglomerated&Sintered[P5].pdf SAE-AMS-A-22771A-2007 Aluminum Alloy Forgings,Heat Treated[p25].pdfSAE-AMS-C-5541A-2003 Chemical Conversion Coatings on Aluminum&Aluminum Alloys.pdfSAE-AMS-F-7190A-2007 Forging,Steel,For Aircraft_Aerospace Equipment&Special Ordnance Applications[p11].pdfSAE-AMS-H-6875-1998(R2006) Heat Treatment of Steel Raw Materials [P29].pdfSAE-AMS-I-23011A-2007 Iron-Nickel Alloys for Sealing to Glasses&Ceramic[P22].pdfSAE-AMS-M-7866A-2007 Molybdenum Disulfide,Technical,Lubrication Grade[p11].pdfSAE-AMS-QQ-A-200-13B-2007 Aluminum Alloy 7178,Bar,Rod,Shapes,Tube,and Wire,Extruded[p8].pdfSAE-AMS-QQ-A-200-14A-2007 Aluminum Alloy,Bar,Rod,Shapes,and Wire,Extruded,7178-T76 Improved Exfoliation Resistance[p8].pdfSAE-AMS-QQ-A-200-5A-2007 Aluminum Alloy 5086,Bar,Rod,Shapes,Tube,andWire,Extruded[p7].pdfSAE-AMS-QQ-A-200-7B-2007 Aluminum Alloy 5456,Bar,Rod,Shapes,Tube,and Wire,Extruded[p6].pdfSAE-AMS-QQ-A-200-9-1997 Aluminum Alloy 6063,Bar,Rod,Shapes,Tube,&Wire,Extruded.pdfSAE-AMS-QQ-A-250-10A-2007 Aluminum Alloy 5454,Plate&Sheet.pdfSAE-AMS-QQ-A-250-11A-2007 Aluminum Alloy 6061,Plate&Sheet.pdfSAE-AMS-QQ-A-250-12-2007 Aluminum Alloy 7075,Plate&Sheet.pdfSAE-AMS-QQ-A-250-13-2007 Aluminum Alloy Alclad 7075,Plate&Sheet.pdfSAE-AMS-QQ-A-250-14A-2007 Aluminum Alloy 7178,Plate&Sheet [p7].pdfSAE-AMS-QQ-A-250-15B-2007 Aluminum Alloy Alclad 7178,Plate&Sheet[p8].pdfSAE-AMS-QQ-A-250-21B-2007 Aluminum Alloy,7178-T76,Plate&Sheet Improved Exfoliation Resistant[p7].pdfSAE-AMS-QQ-A-250-22B-2007 Aluminum Alloy,7178-T76,Alclad Plate&Sheet,Improved Exfoliation Resistant[p10].pdfSAE-AMS-QQ-A-250-28B-2007 Aluminum Alloy,7011 Alclad 7178 Plate&Sheet[p14].pdfSAE-AMS-QQ-A-250-4A-2007 Aluminum Alloy 2024,Plate&Sheet..pdfSAE-AMS-QQ-A-250-5A-2007 Aluminum Alloy Alclad 2024,Plate&Sheet.pdfSAE-AMS-QQ-A-250-8A-1998 Aluminum Alloy 5052,Plate&Sheet.pdfSAE-AMS-QQ-A-250-9A-2006 Aluminum Alloy 5456,Plate&Sheet.pdfSAE-AMS-QQ-A-250A-2004 Aluminum&Aluminum Alloy,Plate&Sheet General Specification for.pdf SAE-AMS-QQ-A-367A-2007 Aluminum Alloy Forgings[p29].pdfSAE-AMS-S-13165 Issued NOV1997 Shot Peening of Metal Parts[P27].pdfSAE-AMS-W-6858A-2000 Welding,Resistance Spot&Seam[P46].pdfSAE-ARP1232B-2001 Gland Design,Elastomeric O-Ring Seals,Static Radial..pdfSAE-ARP1420B-2002 Gas Turbine Engine Inlet Flow Distortion Guidelines.pdfSAE-ARP1420B-2002 Gas Turbine Engine Inlet Flow Distortion Guidelines[P24].pdfSAE-ARP1755B-2000 Effect of Cleaning Agents on Aircraft Engine Materials Stock Loss Test Method.PDFSAE-ARP1962A-1995 TRAINING&APPROVAL OF HEAT-TREA TING PERSONNEL.PDFSAE-ARP4191-2003 C Gas Turbine Engine Performance Presentation[P9].pdfSAE-ARP4191C-2003 Gas Turbine Engine Performance PresentationDigital Computer Programs Using FORTRAN 77.pdfSAE-ARP4191C-2003Gas Turbine Engine Performance Presentation [P9].pdfSAE-ARP4754-1996 ConsiderationsHighly-Integrated or Complex Aircraft Systems[P101].pdfSAE-ARP5316B-2002 Storage of Elastomer Seals&Seal Assemblies Which Include an Elastomer Element Prior to Hardware Assembly.pdfSAE-ARP5580-2001 非机动车用的故障模式和效果分析的推荐实施规范.pdfSAE-ARP598C-2003 Aerospace Microscopic Sizing&Counting of Particulate Contamination for Fluid Power Systems[P16].pdfSAE-AS122026A THRU AS122075A-2007 WASHER-LOCK,SPRING,CADMI[p3].pdfSAE-AS123601 THRU AS123750B-2007 RIVET,SOLID,100 FLUSH HEA[p3].pdfSAE-AS1241-1997 Fire Resistant Phosphate Ester Hydraulic Fluid for Aircraft.pdfSAE-AS14101-1998 低速自调心自润滑关节轴承.pdfSAE-AS14153B-2007 CIRCUIT BREAKER-AIRCRAFT,TRIP-FREE,[P3].pdfSAE-AS14154B-2007 Circuit Breaker-Aircraft,Trip-Free,Push-P[P3].pdfSAE-AS15001B-2007 FITTING,LUBRICATION,HYDRAULIC,SURFACE CHEC[P3].pdfSAE-AS15002B-2007 FITTING,LUBRICATION,HYDRAULIC,SURFACE CHEC[P3].pdfSAE-AS15003B-2007 FITTING,LUBRICATION,HYDRAULIC,SURFACE CHEC[P3].pdfSAE-AS15005B-2007 FITTING,LUBRICATION,HYDRAULIC,THROA T OR SU[P3].pdfSAE-AS15006B-2007 FITTING,LUBRICATION,HYDRAULIC,LEAKPROOF,1_8 PIPE THREADS[P3].pdfSAE-AS155001 THRU AS155300A-2007 STUD,STEPPED,2 DIA ENGAGEME[p3].pdfSAE-AS155301 THRU AS155600A-2007 STUD,STEPPED,2 DIA ENGAGEME[p3].pdfSAE-AS155901 THRU AS156200A-2007 STUD,STEPPED,2 DIA ENGAGEMENT,CADMIUM PLATED,STEEL UNS G87400,[p2].pdfSAE-AS158901 THRU AS159200A-2007 STUD,STEPPED,NECKED,1.5 DIA ENGAGEMENT,CADMIUM PLATED,STEEL[P3].pdfSAE-AS162501 THRU AS162800A-2007 STUD,STEPPED,DRILLED,NECKED,2 DIA ENGAGEMENT,CADMIUM PLATED,STEEL[p3].pdfSAE-AS17108A-2008 (R) bearing,ball,annular,primarily for aircraft generators&motor-generators,wide cartridge,type ii.pdfSAE-AS22759-10-2000 wire,electrical,fluoropolymer-insulated,extruded tfe,nickel-coated copper conductor,1000 volt.pdfSAE-AS22759-86B-2007 wire,electrical,polytetrafluoroethylene polyimide insulated,normal weight,silver coated,copper conductor,200 °c,600 volts.pdfSAE-AS22759-87B-2007 wire,electrical,polytetrafluoroethylene-polyimide insulated,normal weight,nickel coated,copper conductor,260 °c,600 volts.pdfSAE-AS22759-89B-2007 Wire,Electrical,Polytetrafluoroethylene-Polyimide Insulated,Normal Weight,Silver Coated,High Strength or Ultra High Strength Copper Alloy,200-mDC,600 V olts.pdf SAE-AS23190-1-1999(R2006) Straps,Clamps,&Mounting Hardware,Plastic for Cable Harness Tying&Support Clamp,Loop,Nylon,Adjustable,Wire Support[P5].pdfSAE-AS23190-1998 Straps,Clamps,&Mounting Hardware,Plastic&Metal for Cable Harness Tying&Support-FSC 5975[P42].pdfSAE-AS23190-2-1998(R2003) Straps,Clamps,Plastic&Metal,&Mounting Hardware,Plastic for Cable Harness Tying&Support Clamp,Loop,Metal[P9].pdfSAE-AS23190-3-2008 Straps,Clamps,&Mounting Hardware,Plastic&Metal for Cable Harness Tying&Support Strap,Tie down[P3].pdfSAE-AS25244-2007 CIRCUIT BREAKER,TRIP-FREE,PUSH-PULL,5 THRU [P6].pdfSAE-AS25361A-2007 CIRCUIT BREAKER -AIRCRAFT,TRIP-FREE,PUSH-PULL,50 THRU 100 AMP,TYPE I,[P3].pdfSAE-AS3086A-2007 STUD-STRAIGHT,KEY LOCKED,CADMIUM PLA TED,S[p2].pdfSAE-AS3087A-2007 STUD-STRAIGHT,KEY LOCKED,CADMIUM PLA TED,S[P3].pdfSAE-AS3088A-2007 STUD,STRAIGHT,KEY LOCKED,CADMIUM PLA TED,ST[P3].pdfSAE-AS3089A-2007 STUD,STRAIGHT,KEY LOCKED,CADMIUM PLA TED,ST[P3].pdfSAE-AS33514A-2007 Fitting End,Standard Dimensions for Flareles[P3].pdfSAE-AS33515A-2007 FITTING END,STANDARD DIMENSIONS FOR BULKHEAD[P3].pdfSAE-AS39029-19A-2007 CONTACTS,ELECTRICAL CONNECTOR,PIN,CRIMP[P5].pdfSAE-AS39029-21A-2007 CONTACTS,ELECTRICAL CONNECTOR,SOCKET,CR[P5].pdf。
USCAR-2(中文第5版)-2009[1].03.17
![USCAR-2(中文第5版)-2009[1].03.17](https://img.taocdn.com/s3/m/60a023f2bed5b9f3f80f1ca9.png)
研究数据、分析、结论、观点和本文的其他内容仅仅是作者的产品。
无论是汽车工程师协会(SAE)还是美国汽车研究委员会(USCAR)都不会出具任何证明某些产品符合基本要求的证书,也不会对本文内容的准确性和适用性作任何介绍.确定本文内容是否适用于自己的目的,完全是本文用户责任。
版权 2004, USCAR 美国印刷版权所有有关本文件的问题:(724) 772—8545 传真 (724)776—0243要订购文件: (724) 776—4970 传真(724) 776—0790图5.1。
5:A-方法1 毫伏导线附件也许可能发生这样的情况:被连接的电气部件或设备本身不能承受与它们所连接的连接器能够承受的试验。
在这种情况下,必须获取设备的连接器插座(容器)部分的样品。
然后执行试验需要的连接并进行密封。
为了测试对插端的完整性,设备中的漏洞需要密封。
这样的对设备的修改是适当的,但必须形成文件体现在测试报告中。
在任何情况下如果发生偏离正常试验性能规格的情况,应当向授权人咨询并且必须得到他的认可。
5。
1.6 端子样品准备用来试验的端子是指用推荐的制造工具机械压接好导线的端子。
根据各自的端子类型和线径规格,压接尺寸物理特性和机械拉脱力必须在规定的容许公差范围内。
在单独的试验程序中,如果没有其他特殊说明,导线的导体部分和绝缘体部分都要压接。
如果适用,使用适当的电线密封件。
按照制造商推荐的装配标准装配绝缘替代类型的端子.当试验具有对插端的端板类型的连接器时,只需准备插座连接器样品(参考5。
1.5部分)。
记录具有代表性的每一批端子样品的压接高度和压接宽度(不包括绝缘替代类型的端子),并且为了跟踪和后期验证的需要对样品进行编号.根据SAE/USCAR-21:电线到端子的电气压接性能标准,端子的压接状况应该被试验和验证。
表5.1.9。
3 电路监控的通用方式说明:如果有实际经验,建议用“X"方式(所示孔位)图表5。
1.9。
国标-锥密封焊接式管接头+技术条件
ICS 21 060 60备案号:20269--2007J霉J 15中华人民共和国机械行业标准JB/T 6386—-2007代替JB/T 6386—1992锥密封焊接式管接头 技术条件Specification of welding conecouplings2007—03—06发布2007—09—01实施中华人民共和国国家发展和改革委员会发布目次前言..Ⅲ1范围.1 2规范性引用文件1 3封沭要求一1 4词验方法..2 5检验规则..2 6标志、包装、运输和贮存3JB/T6386—-2007刖昌本标准代替JB,r6386---1992《锥密封焊接式管接头技术条件》。
本标准与JB,r6386--1992相比,其技术内容没有变化,仅做了编辑性的修改。
本标准由中国机械工业联合会提出。
本标准由机械工业冶金设备标准化技术委员会归口。
本标准起草单位:西安重型机械研究所。
本标准主要起草人:刘勇。
本标准所代替标准的历次版本发布情况:——m/T6386---1992。
Ⅲ锥密封焊接式管接头技术条件1范围本标准规定了锥密封焊接式管接头的技术条件、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于mIT6381~6385(所有部分)规定的各种锥密封焊接式管接头及有关零件。
2规范性引用文件下列文件中的条款,通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而。
鼓励根据本标准达成协议的各方研 究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3普通螺纹收尾、肩距、退刀槽和倒角(GB/T3—1997,eqv ISO 3508:1976:ISO4755:1983)GB/T196普通螺纹基本尺寸(GB,r196__2003,IsO 724:1993,MoD)GB/T197普通螺纹公差(GBfr197--2003,ISO965.1:1998,MOD)GB/'r699优质碳素结构钢GB/'r700碳素结构钢(GB/r71X)--2006,ISO630:1995,N-EQ)GB/r1184—1996形状和位置公差未注公差值(eqv ISO 2768-2;1989)GB/T1804--2000一般公差未注公差的线性和角度尺寸的公差(cqvIS02768.h1989)GB/T3103.1紧固件公差螺栓、螺钉、螺柱和螺母(GB,rI"3103.1—2002,IS04759-I:2000,IDT) GBFr7306(所有部分)559密封管螺纹(GB,rr7306.1~7306.2--2000,eqvIS07—1:1994)GB/'r730’卜-2001 55。
送粉管道连接器技术规范书_3、4、5

新疆东方希望有色金属有限公司动力站5x350MW工程#3、4、5机组送粉管道连接器招标文件技术部分招标人:新疆东方希望有色金属有限公司工程设计单位:吉林省电力勘测设计院2012年09月目录附件1 技术规范 (3)附件2 供货范围 (13)附件3 技术资料 (15)附件4 交货进度 (17)附件5 设备监造(检验)和性能验收试验 (17)附件6 技术服务和设计联络 (20)附件7招标文件附图 (23)附件8 分包商/外购部件情况 (23)附件9 大件部件情况 (23)附件10 差异表 (24)附件11 投标人需要说明的其它内容 (24)附件12 包装、标志、运输和储存 (25)附件13 投标人提供的其它技术文件和附图 (26)附件14 技术性能违约金支付条件 (26)附件1 技术规范1 总则(1)本技术规范适用于新疆东方希望有色金属有限公司动力站5³350MW工程#3、4、5机组国产燃煤亚临界直接空冷机组的送粉管道连接器设备,本技术规范包括送粉管道连接器及附属设备的功能设计、结构、性能、安装和试验等方面的技术要求。
(2)本技术规范提出的是最低限度的技术要求,并未对一切技术要求作出详细规定,也未充分引述有关标准及规范的条文。
投标方应保证提供符合本技术规范和相关的国际、国内工业标准的优质产品。
(3)如对本招标文件有偏差(无论多少)都必须清楚地表示在本招标文件的附件10“差异表”中。
否则将认为投标方提供的设备完全符合本招标文件和标准的要求。
(4)在合同签订生效之后,招标方有权提出因规范标准和规程发生变化而产生的一些补充修改要求,投标方应遵守执行,招标方不因此增加任何费用。
(5)本技术规范所引用的标准若与投标方所执行的标准发生矛盾时,按较严格的标准执行。
如果本技术规范与现行使用的有关国家标准以及部颁标准有明显抵触的条文,投标方及时书面通知招标方进行解决(6)本技术规范经招、投双方共同确认和签字后作为订货合同的技术附件,与订货合同正文具有同等效力。
各种密封圈标准号.docx

各种密封圈标准号1、O 形密封圈的形式、尺寸和公差 (BG 3452.1-1992)/mm2、O 形密封圈形式及沟槽尺寸( GB 3452.3-1988 ) (GB3452.2- 1988) 。
3、密封圈沟槽表面粗糙度( JB/T6658-1993/um4、活塞密封腔体L1用丫形圈尺寸系列(GB 10708.1-1989)/mm5、活塞密封腔体L2橡胶密封圈尺寸系列(GB 10708.1-1989)/mm6、活塞杆密封腔体L2 用密封圈的尺寸系列 ( GB 2879-1986)/mm7、液压缸活塞动密封沟槽尺寸和公差( GB 2879-1986) mm8、活塞密封腔体L3 组合密封圈(孔用)尺寸系列及公差( GB 10708.1-1989) /mm9、活塞密封腔体L3 组合密封圈(轴用)尺寸系列及公差( GB 2789-1989) /mm10、鼓形夹杂物橡胶密封圈和山形橡胶密封圈主要尺寸系列( GB 6577-1986) /mm11 、液压缸活塞用带支承环密封沟槽有关尺寸和公差( GB10708.2- 1989 ) /mm12、活塞用同轴密封圈尺寸系列( GB/T 15242.1-1994) /mm13、孔用同轴密封圈安装沟槽形式尺寸和公差( GB/T15243.3- 1994)/mm14、防尘圈和毡密封圈A型密封形式的尺寸系列GB/10708.3-1989 )/mm ,B型密封形式的尺寸系列GB/10708.3-1989 )/mm ,C型密封形式的尺寸系列GB/10708.3-1989 )/mm ,15、A、B、C 型防尘圈沟槽尺寸和公差( GB 6578-1986。
胶塞标准USP、EP、YBB对比
≤
易氧化物
样品液与空白液消耗滴定液的体积差应≤(II);(I类)
样品液与空白液消耗滴定液的体积差应≤(II);(I类)
≤
溶液澄清度
≤18 NTU
≤Ⅲ号浊度标准液(II类);≤II号(I类)
≤2号浊度标准液
溶液颜色 USP<88>
/
/
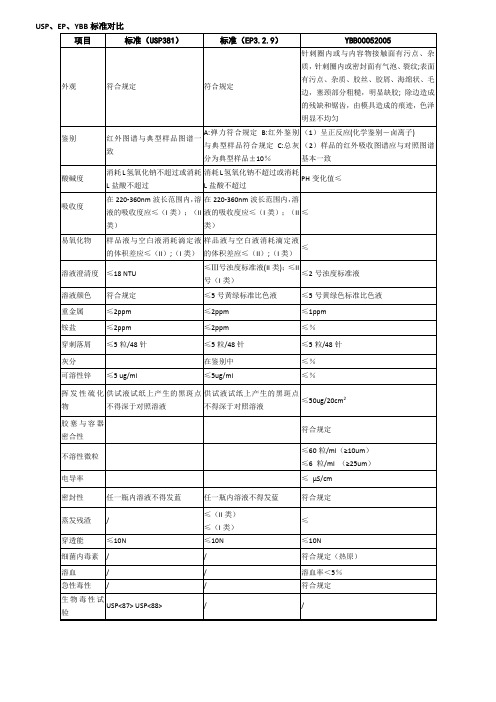
USP、EP、YBB标准对比
项目
标准(USP381)
标准(EP3.2.9)
YBB00052005
外观
符合规定
符合规定
针刺圈内或与内容物接触面有污点、杂质,针刺圈内或密封面有气泡、裂纹;表面有污点、杂质、胶丝、胶屑、海绵状、毛边,塞颈部分粗糙,明显缺胶;除边造成的残缺和锯齿,由模具造成的痕迹,色泽明显不均匀
鉴别
红外图谱与典型样品图谱一致
≤5号黄绿色标准比色液
重金属
≤2ppm
≤2ppm
≤1ppm
铵盐
≤2ppm
≤2ppm
≤%
穿刺落屑
≤5粒/48针
≤5粒/48针
≤5粒/48针
灰分
在鉴别中
≤%
可溶性锌
≤5 ug/ml
≤5ug/ml
≤%
挥发性硫化物
供试液试纸上产生的黑斑点不得深于对照溶液
供试液试纸上产生的黑斑点不得深于对照溶液
≤50ug/20cm2
胶塞与容器密合性
符合规定
不溶性微粒
≤60粒/ml(≥10um)
≤6 粒/ml (≥25um)
电导率
≤μS/cm
密封性
任一瓶内溶液不得发蓝
任一瓶内溶液不得发蓝
sae里关于油箱加油口的标准

sae里关于油箱加油口的标准
SAE国际是一个专门制定汽车和机械工程标准的组织,它制定了许多标准,包括了一系列的汽车工程标准。
关于油箱加油口的标准,SAE J2244 是一个相关的标准,它规定了汽车油箱加油口的设计和性能要求。
根据SAE J2244标准,油箱加油口的设计需要考虑以下几个方面的要求:
安全性:加油口设计需要确保加油过程中的安全性,包括避免溢油、防止静电火花等安全问题。
操作便利性:加油口的设计要方便车主进行加油操作,包括加油枪的插拔、加油口盖的开启和关闭等。
密封性能:加油口的密封性能对于防止燃油蒸发和外部杂质进入油箱非常重要。
耐久性:加油口需要具备良好的耐久性,能够经受长期使用和恶劣环境的考验。
除了上述方面的要求外,SAE J2244标准还规定了加油口的尺寸、形状、材料等方面的具体要求,以及对加油口的防盗设计和加油系统的完整性要求等内容。
需要注意的是,SAE J2244标准是一个专业的技术标准,其中包含了大量的工程设计和性能测试方面的内容,对于普通用户来说可能比较专业和复杂。
如果你需要具体了解汽车油箱加油口的标准,建议向专业的汽车制造商或研究机构进行咨询。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”
REV. B
FEDERAL SUPPLY CLASS 4730
RATIONALE AS4395B HAS BEEN REAFFIRMED TO COMPLY WITH THE SAE FIVE-YEAR REVIEW POLICY.
SAE reviews each technical report at least every five years at which time it may be revised, reaffirmed, stabilized, or cancelled. SAE invites your written comments and suggestions.
Copyright 2013 SAE International All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada) Tel: +1 724-776-4970 (outside USA) Fax: 724-776-0790 Email: CustomerService@ SAE WEB ADDRESS:
FITTING END, FLARED, TUBE CONNECTION, DESIGN STANDARD
AS4395
SHEET 3 OF 3
REV. B
ISSUED 1991-10
REVISED 2003-01
REAFFIRMED 2013-01
AEROSPACE STANDARD
FITTING END, FLARED, TUBE CONNECTION, DESIGN STANDARD
AS4395
SHEET 2 OF 3
REV. B
AEROSPACE STANDARD
CUSTODIAN: G-3/G-3B PROCUREMENT SPECIFICATION: NONE /1/
AEROSPACE STANDARD
FITTING END, FLARED, TUBE CONNECTION, DESIGN STANDARD
AS4395
SHEET 1
THIRD ANGLE PROJECTION
SAE values your input. To provide feedback on this Technical Report, please visit /technical/standards/AS4395B