无缝钢管穿孔机介绍
课题二-穿孔机机床结构和面板
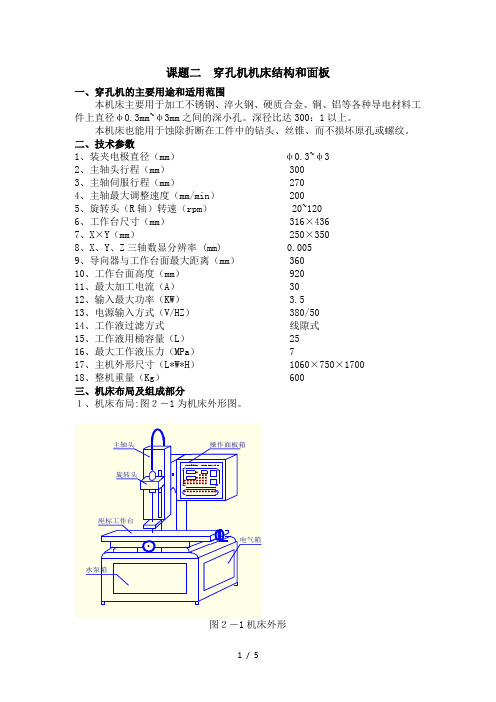
课题二穿孔机机床结构和面板一、穿孔机的主要用途和适用范围本机床主要用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料工件上直径φ0.3mm~φ3mm之间的深小孔。
深径比达300:1以上。
本机床也能用于蚀除折断在工件中的钻头、丝锥、而不损坏原孔或螺纹。
二、技术参数1、装夹电极直径(mm)φ0.3~φ32、主轴头行程(mm) 3003、主轴伺服行程(mm) 2704、主轴最大调整速度(mm/min) 2005、旋转头(R轴)转速(rpm) 20~1206、工作台尺寸(mm) 316×4367、X×Y(mm) 250×3508、X、Y、Z三轴数显分辨率 (mm) 0.0059、导向器与工作台面最大距离(mm) 3602、机床的组成部分本机床主要由主轴、旋转头、坐标工作台、机床电气、操作箱、工作液系统等六部分组成。
(1)、主轴主轴头装在立柱上,立柱装在底座上,主轴头是完成加工中电极伺服进给的主要部件。
(2)、旋转头它装在主轴头的滑块上,由主轴滑块带动上下运动。
它实现电极的装夹、旋转、导电及旋转时高压工作液的密封等功能。
(3)、坐标工作台坐标工作台由底座、下拖板、中拖板、上拖板、大理石台面组成,它安装在机床机架上。
它完成工件的装夹和前、后、左、右移动。
(4)、机床电气部分机床电气放置在机床机架内后侧,装有脉冲电源、主轴伺服系统、机床电器等。
(5)、操作箱主要实现机床的各功能操作,其面板上装有操作开关及按钮及数显装置。
(6)、工作液系统工作液系统放置在机床机架内前侧,是对工作液储存、过滤,循环,并将其运送到旋转头中实现电极的高压喷水排屑的部件。
四、机床主要部件概述1、主轴头的基本结构:见图2-3。
1 主轴(又称旋转头)(3):由步进电机(1)带动絲杆(2)上的螺母上下运动而运动同时主轴由直线导轨(5)控制。
在头部滑块整体内部,装有能使头部上下移动的电机,該电机由二次行程的开关(6)来控制。
无缝钢管穿孔机原理 电火花
无缝钢管穿孔机原理电火花
无缝钢管穿孔机是一种利用电火花技术进行穿孔加工的设备,它是由许多部件组成而成的。
下面我们就逐一介绍这些部件的原理以及相互之间的作用。
1.主轴
主轴是无缝钢管穿孔机的核心部件之一,它是用于承载刀具和工件的旋转轴。
在加工过程中,主轴会将刀具和工件一同旋转,这样就可以实现穿孔操作。
同时,主轴还需要满足一定的精度和刚性要求。
2.电极
电极是无缝钢管穿孔机中的另一个重要部件,它是通过放电改变切削状态,实现穿孔加工的关键。
电极的材料通常是铜或铜合金,在加工过程中会不断地磨损,需要定期更换。
3.生成器
生成器是无缝钢管穿孔机的主要控制系统,它负责产生高频电流,这些电流会被传递到电极上,进而产生放电现象。
生成器还需要具备较高的稳定性和可靠性,以确保加工效果。
4.工作台
工作台是无缝钢管穿孔机中的另一个重要部件,它是用于支撑工件进行加工的。
在加工过程中,工作台需要保持稳定,同时具备较高的精度和重量承载能力。
5.冷却系统
冷却系统是无缝钢管穿孔机中的一个必要部件,它主要用于降低电极温度,保证加工中的稳定性。
同时,冷却系统还可以起到清洗电极和冷却工件的作用。
总的来说,无缝钢管穿孔机是一种非常精密的设备,它采用电火花技术进行穿孔加工。
在加工过程中,各部件相互作用,协同完成加工任务。
只有这些部件运作良好,才能保证加工精度和效率。
无缝钢管菌式穿孔机顶头设计

1 绪论1.1钢管钢管是经济断面钢材品种这一,在国民经济各部门的用途十分广泛。
根据欧9统汁全世界钢管产量从1988年的最高峰7 400万t,一直呈下降趋势,1995年产量大约为5 500万t,8年间减产约四分之一。
在钢管产量中无缝钢管约220万t,占40%;焊管约330万t,占60 %;日等一些国家焊管占钢管比例较高,约75%左右在市场萎缩生产能力过剩,竞争更加激烈的情况下,工业发达国家在压缩生产能力的同时,把重点转移到采用新技术对老厂进行改造,扩大品种、提高质量、降低消耗和企业兼并组建跨国集团,以求增加竞争优势。
而发展中国家为了自身利益,减少进口 ,建设了许多钢管机组,成为近年来钢管建设的特点。
无缝钢管[2](Seamless Steel Tube)是一种具有中空截面、周边没有接缝的长条钢材。
钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。
钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。
钢管按横截面积形状的不同可分为圆管和异型管。
由于在周长相等的条件下,圆面积最大,用圆形管可以输送更多的流体。
此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。
根据不同用途还需有其他截面形状的异型钢管。
目前,全世界生产钢管的共计有110多个国家的1850多个公司下的5100多个生产厂,其中生产石油管的有44个国家的170多个公司下的260多个厂。
穿孔机讲义1
七、穿孔机常见缺陷及预防
2.穿孔机带来的壁厚不均 斜轧穿孔过程中,由于管坯边旋转、边前进, 在穿孔后的毛管产生螺旋状的壁厚偏差,其原 因有以下三点
1)定心定偏造成的壁厚不均 定心机常用于穿孔前的中心位确定,但由于钢 坯表面不平整,端面切斜度过大、标高的调整 等原因都会导致定心孔偏离中心。而偏心度大
三、穿孔机的分类及特点
锥形辊穿孔机、盘式穿孔机和桶形辊穿孔机三 种穿孔机的不同点包括:
1)由于辊轴的配置方位和辊形的重大差异以 及辊径的变化规律不同,不同辊形的的圆周速 度变化对轧件产生的影响差异很大。例如桶形 辊,出口锥的辊径由大到小,所以轧辊周速的 轴向分量也是逐渐降低,而轧件的速度愈向出 口愈快,
到一定的尺寸及表面光洁度。 3)出口锥。出口锥的作用是:使穿孔时
毛管并行分布均匀,并获得一定的扩径 值,穿孔结束后,促使顶头和毛管脱离, 防止刮伤,顺利的抛出毛管。
五、穿孔机原理
1 .孔腔形成理论 在斜轧穿孔时,管坯在未接触顶头前,
其中心部分由于应力的集中,金属连续 性被破坏,形成放射性的破裂。这种现 象被称为孔腔的形成。
一般情况下,顶头有以下几部分组成 ①鼻尖:其作用是对准定心孔,减少毛
管壁厚不均,同时顶头鼻尖可防止管坯 中心由于孔腔暴露氧化而造成的内折。
五、穿孔机工模具简介
②减壁锥:其作用是进行管壁的压缩, 完成主要变形。
③均壁锥:其作用是碾平管壁,轧平毛 管内表面,并使毛管沿长度方向上有较 为均匀的壁厚。
1.在斜轧穿孔时,由于两轧辊同向旋转, 使管坯获得与轧辊回转方向相反的转动, 同时又由于轧辊中心线的倾斜,因而管 坯即转动、又前进。即完成螺旋向前的 运动。
四、穿孔过程中的运动特点
无缝钢管穿孔机
无缝钢管穿孔机无缝钢管穿孔机是一种用于加工无缝钢管的重要设备,它具有高效、精确和可靠的特点。
本文将从机器原理、使用方法、应用领域等方面进行介绍,以帮助读者对无缝钢管穿孔机有更加全面的了解。
一、机器原理无缝钢管穿孔机是通过将钢管放入机器的夹具中,然后利用钻头进行钢管穿孔的机械设备。
它主要由机架、传动系统、夹具系统和控制系统等组成。
机架是无缝钢管穿孔机的主体部分,也是整个设备的支撑结构。
传动系统包括驱动轮、传动带、传动轴等,通过传动系统的配合,可以使钻头实现旋转和进给运动。
夹具系统是用于固定和夹持钢管的部分,它确保了钢管在加工过程中的稳定性和精度。
控制系统则负责协调和监控整个设备的运行情况。
二、使用方法无缝钢管穿孔机的使用方法相对简单,以下是一般的操作流程:1. 将要加工的无缝钢管放入机器的夹具中,并确保夹持牢固。
2. 调整传动系统,使钻头的转速和进给速度适应具体的加工要求。
3. 启动控制系统,激活机器的电源,确保各个部件正常运行。
4. 操作机器的控制面板,设置加工参数,如孔径大小、穿孔深度等。
5. 按下启动按钮,机器将开始钻孔作业,此时需要注意观察加工情况,确保穿孔质量。
6. 加工完成后,关闭机器的电源,将加工完成的无缝钢管取出,并进行质量检查。
三、应用领域无缝钢管穿孔机广泛应用于各个行业,主要用于开孔、钻孔和穿孔等加工工艺。
以下是一些常见的应用领域:1. 建筑业:在建筑领域,无缝钢管穿孔机可以用于开孔、安装电线、水管和空调管道等。
它能够提高施工效率和施工质量,节约人力和时间成本。
2. 汽车制造业:汽车制造过程中需要大量的无缝钢管,无缝钢管穿孔机可以用于开孔和穿孔,以及汽车零部件的加工。
3. 石油和天然气领域:石油和天然气输送需要使用大量的无缝钢管,无缝钢管穿孔机可用于加工石油管道、天然气管道等。
4. 航空航天领域:在航空航天领域,无缝钢管穿孔机可用于加工飞机部件、发动机部件和航天器部件等。
5. 其他领域:无缝钢管穿孔机还可以应用于冶金、化工、电力、电子、医疗等领域,满足不同行业的加工需求。
曼式穿孔机
曼式穿孔机管坯穿孔是热轧无缝钢管生产中的最重要变形工序,它的任务是将实心坯穿制成空心毛管。
我公司主要生产曼式穿孔机和卧式锥形辊穿孔机。
曼式穿孔机是目前应用最广泛的穿孔机,该穿孔机组具有投资少,设备安装、调试周期短,生产比较灵活、操作简单等特点。
卧式锥形辊穿孔机具有毛管几何尺寸精度高,延伸系数大,同心度和壁厚均匀性好,生产效率高,穿孔工艺性优于曼式穿孔机等特点。
与立式锥形辊穿孔机相比还具有穿孔性能相同,但设备投资较低的优点,是目前先进的穿孔机型。
可生产穿孔范围为φ50~φ300mm的各种穿孔机。
无缝钢管连轧机组生产线穿孔机工艺设计优化

无缝钢管连轧机组生产线穿孔机工艺设计优化摘要:以∅159mm无缝钢管连轧机组生产线穿孔机为例,简单介绍多孔型生产工艺及存在的问题,着重推导并提出穿孔机工艺设计优化方案,对于这类连轧机组生产线穿孔机工艺设计具有一定的参考意义。
关键词:穿孔机主电机;成材率;孔型∅159mm无缝钢管连轧机组生产线国际最先进的三辊连轧管机,其装备水平处于一流水平。
该生产线核心设备为穿孔+连轧+张力减径,早期由于该生产线投资较高,部分厂家为节省投资将核心设备改为穿孔+连轧+定径,且穿孔机主电机功率改小,造成生产过程中孔型较多,产能受到严重制约,降低该类型生产线的成材率,且无法轧制高合金钢种。
为提高该类型生产线的产能及轧制钢种,首先对该生产线穿孔机进行改造。
1现有的连轧管生产线穿孔机生产现状1.1穿孔机工艺参数穿孔机入口管坯规格:直径:Ф130mm、Ф185mm、Ф210mm;长度:1.8m~4.5m;最大管坯根重:~1226kg;穿孔机出口毛管规格:外径:Ф140mm、Ф205mm、Ф229mm;长度:max.10m;壁厚:13.38~40.38mm;最大根重:~1226kg;钢种:普通碳素钢、优质碳素钢、中低合金钢;年产能:27.28万吨。
1.2穿孔机设备参数型式:带导板的锥形辊穿孔机,轧辊上下布置,导板左右布置;类型:菌式穿孔机;前台金属线长度:4.5m;一段后台金属线长度:10m;轧辊直径:Φ900~Φ1000 mm,长度750mm;轧制速度: 0.54~1.1m/s;轧辊转速: 114 r/min(额定);送进角:6º~12º 可调;辗轧角:15º(固定);轧机辊缝最大开口度(两轧辊均为Φ1000mm时): 300mm;主传动主电机:功率:1500kW,电压:750V(DC),转速:550/1000 r/min;过载系数:2,冷却方式:IC86W,数量:2×2台;万向接轴:型号:SWF550;回转直径:Ф550 mm;公称转矩:800kN·m;主传动减速机:速比:~4.8125;最大输出扭矩:~450 kN·m。
无缝钢管穿孔机工作原理 穿孔机 电火花
无缝钢管穿孔机工作原理穿孔机电火花无缝钢管穿孔机是一种专门用于钢管穿孔的设备,具有高效、精度高的特点。
其工作原理主要是通过电火花放电加热钢管表面,使其达到熔点并钻穿,从而完成穿孔作业。
具体来说,无缝钢管穿孔机内置有一对电极,通过电流传输和放电产生高能量的电火花,使钢管表面产生高温,并在极短的时间内融化形成孔洞。
同时,穿孔机内置有冷却系统,能够迅速冷却钢管表面,避免过度加热而导致变形等问题。
除了以上基本原理,无缝钢管穿孔机的工作还需要注意以下几点: 1. 选择合适的放电电流和时间,以保证穿孔效果和钢管表面质量;
2. 要保持穿孔机内置的冷却系统的正常运转,以避免钢管过度
加热导致问题;
3. 进行穿孔作业时,需要注意安全问题,避免电火花和高温对
人员的伤害。
总之,无缝钢管穿孔机是一种高效、精度高的设备,在钢管加工领域有着广泛的应用前景。
- 1 -。
穿孔机简介

穿孔机简介1.穿孔机的分类应用比较多的穿孔机有压力穿孔机、PPM推轧穿孔机、斜轧穿孔机;其中斜轧穿孔机包括曼内斯曼穿孔机、Stiefel穿孔机、Diescher穿孔机和锥辊式穿孔机。
压力穿孔机和PPM推轧穿孔机采用的原料为连铸方坯。
穿轧过程中坯料中心处于全向压应力,消除了二辊斜轧穿孔出现的有害的拉伸剪切和滑动现象,毛管表面质量好;但此类型轧机穿孔延伸系数小,穿孔后须配备延伸机,设备投资大,在新建机组中已经很少使用。
曼内斯曼穿孔机是比较典型的二辊斜轧穿孔,采用轧制、锻造圆坯和圆锭为主要原料。
穿孔时受拉伸应力、剪切应力和连续滑动的影响,应力状态条件差,毛管表面质量差,是较老的机型。
Diescher穿孔机和Stiefel穿孔机同属斜轧机,都使用连铸圆坯作为原料。
Diescher穿孔机比Stiefel穿孔机延伸系数大,生产率高,生产成本低。
Stiefel穿孔机最大延伸率为4,而Diescher穿孔机最大延伸率达到5。
因此,Stiefel穿孔机已逐步由Diescher穿孔机所取代。
目前,全世界有Diescher穿孔机10余台。
Diescher穿孔机能在世界上得到广泛的应用,得益于它先进的生产技术。
Diescher穿孔机尽管取得了良好的生产效果,但为了进一步提高延伸率,经过多年工艺技术的研究,产生了更先进的新型锥辊式穿孔机。
新型锥辊式穿孔机采用圆坯为原料,最大延伸系数可达到6;锥形轧辊的直径沿穿孔出口方向逐渐加大,与穿孔时金属流动速度逐渐增加相一致,从而减小了作用在管坯上的周向剪切应力,减少了毛管内外表面上的缺陷,工艺性能优于Diescher穿孔机[2],是近年新建机组首选机型。
2.不同类型穿孔机应用分析连铸坯代替轧坯或者锻坯作为原料,是降低生产成本的有效手段。
根据无缝管变形分析研究,采用连铸圆坯比方坯更能减少不均匀变形和降低工具磨损,从而降低生产成本。
采用连铸圆坯作为原料已被普遍采纳。
曼内斯曼穿孔机、压力穿孔机和PPM穿孔机由于使用原料的限制和自身生产的局限性,已不能满足降低生产成本、提高生产率和产品质量的发展要求,已逐渐被淘汰。
无缝钢管穿孔机工作原理 穿孔机 电火花

无缝钢管穿孔机工作原理穿孔机电火花
1.原材料准备:首先要将无缝钢管放置在穿孔机的工作台上,并进行固定。
2. 穿孔机调整:根据实际需要,对穿孔机的参数进行调整,包括钻头的直径、转速、进给速度等等。
3. 穿孔加工:接下来,穿孔机开始工作,钻头通过高速旋转和进给等操作,将钢管中心位置处的一小段材料切割穿透,从而形成一个孔洞。
4. 电火花处理:由于钻头在进行穿孔过程中会受到高热和强磁场的影响,因此会导致钻头表面出现脱落、变形等情况。
为了解决这个问题,可以采用电火花处理技术对钻头进行处理,使其表面重新变得光滑、坚硬,并且保证其使用寿命。
通过以上的工作原理,无缝钢管穿孔机可以快速、精准地对无缝钢管进行穿孔加工,广泛应用于石油、化工、冶金、电力、航空等领域。
- 1 -。
无缝钢管穿孔机调整参数确定

无缝钢管穿孔机调整参数确定现代的穿孔机在整个机组中承担的变形量愈来愈大。
表示穿孔变形的参数有:直径扩径率、延伸系数、轧制带处的压下量、顶头前压下量。
直径扩径率一般在3~40%的范围内,锥形辊穿孔机的扩径率明显高于桶形辊穿孔机。
扩径率大,容易产生内外表面缺陷或恶化壁厚不均,因此最好采用等径或小扩径穿孔。
图4-8显示锥形辊与桶形辊扩径值的比较。
图4-8扩径值比较延伸系数延伸系数大意味着毛管壁厚薄。
管坯直径愈大,在同一壁厚下,延伸系数愈大。
随着锥形辊穿孔机的的广泛使用,以180机组为例,穿孔毛管的最小壁厚可以达到8mm。
轧制带处的压下量它表示管坯直径在轧制带处的变化量,取值范围在9~12%,穿孔薄壁管取大值,厚壁管取小值。
它表示管坯直径从一次咬入点到二次咬入点的变化量,它的大小决定管坯的二次咬入效果,过大又容易形成钢管内折缺陷。
穿孔机主要的调整参数有轧辊距离、顶头前伸量、导板(导盘)距离、前进角的大小和轧辊转速(导盘速度)。
调整的基本原则是毛管几何尺寸满足轧管机组的要求,壁厚均匀且内外表面良好。
调整的方法可以参考下表(表中没有涉及到前进角的调整):如何确定轧辊距离轧辊距离指的是两个轧辊的轧制带之间的距离,它是重要的调整参数之一。
确定轧辊距离(E)的前提条件是应明确:——管坯材质——管坯直径——毛管壁厚下列数据为标准数据:碳钢:E=(0.84~0.90)*DB 通常为(0.86~0.89)*DB低合金钢:E=(0.85~0.90)*DB 通常为(0.87~0.90)*DB高合金钢:E=(0.88~0.91)*DB 通常为(0.88~0.90)*DB一般情况下,厚壁管上限值为0.93*DB,薄壁管取下限。
如何确定导盘距离?导盘距离与轧辊距离的比值决定着轧件在变形区中的椭圆度,而椭圆度又影响毛管质量、咬入条件、轴向滑移、穿孔速度、扩径量、轧卡及毛管尺寸控制等。
特别是对毛管质量(穿孔合金钢管)影响更为明显,椭圆度越大,毛管内表面出现裂纹的可能性越大,过早形成空腔的可能性越大。
无缝钢管穿孔机介绍
无缝钢管穿孔机介绍无缝钢管穿孔机是一种用于在无缝钢管上进行穿孔加工的专用机械设备。
它能够通过机械力的作用,在无缝钢管上形成穿孔,用于连接其他零件、流体或气体的传输。
无缝钢管穿孔机可以在工业领域中广泛应用,包括石油、化工、天然气、建筑等行业。
无缝钢管穿孔机通常由几个主要部分组成:机架、输送系统、切削系统、控制系统等。
它通过电机驱动,使得刀具能够对无缝钢管进行旋转和前进运动。
无缝钢管首先通过输送系统被送到切割区域,然后由切削系统的旋转刀具进行穿孔。
控制系统可以调整切削参数,使得无缝钢管的穿孔尺寸满足要求。
1.高效率:无缝钢管穿孔机能够以很高的速度进行穿孔操作。
它可以快速完成大量无缝钢管的加工,提高生产效率。
2.精确性:无缝钢管穿孔机具有高精度的定位和切削能力。
机械力的应用可以保证穿孔位置的准确度,使得加工的无缝钢管具有一致的尺寸和质量。
3.可靠性:无缝钢管穿孔机采用高质量的材料和精密加工工艺,使得设备具有较长的使用寿命和高度的可靠性。
它可以在恶劣的工作环境下稳定运行。
4.操作简单:无缝钢管穿孔机的操作界面简单直观,操作人员只需简单的培训即可熟练操作设备。
切削参数可以通过控制系统进行调整,实现自动化生产。
1.石油行业:无缝钢管穿孔机可以用于石油井的穿孔作业。
通过对井口进行穿孔操作,可以实现石油的开采和输送。
2.化工行业:无缝钢管穿孔机可以应用于化工工艺中的管道连接。
通过穿孔加工,可以连接不同设备之间的管道,实现流体传输。
3.建筑行业:无缝钢管穿孔机可以用于建筑结构中的连接。
通过穿孔加工,可以将不同结构之间的无缝钢管连接起来,增强结构的稳定性和强度。
4.船舶行业:无缝钢管穿孔机可以用于造船业中的连接和安装。
通过穿孔加工,可以将不同船体部件连接起来,提高船舶的整体性能。
总之,无缝钢管穿孔机是一种用于在无缝钢管上进行穿孔加工的专用机械设备。
它具有高效率、精确性、可靠性和操作简单等特点。
在石油、化工、建筑、船舶等领域中具有广泛的应用前景。
无缝钢管穿孔机工作原理 电火花
无缝钢管穿孔机工作原理电火花
无缝钢管穿孔机,也称为孔模锻造机,它是一种利用电火花冲孔
技术对金属材料进行穿孔的专用设备。
工作原理是利用电力将电极和
金属材料之间的导电液体介质形成电路,通过放电产生高温和高压气
体瞬间冲击材料,使其达到穿孔的效果。
其工作过程主要分为定位、
引导、冲击和退回四个部分。
通过程序控制,将材料定位到指定位置,然后采用导向装置将电极引导至穿孔目标位置。
在电极和材料之间形
成电流后,通过高温和高压气体瞬间冲击穿孔,在冲击结束后将电极
退回到初始位置,完成整个穿孔过程。
无缝钢管穿孔机的工作原理简
单明了,但对于材料的选择、导电液体的加工以及穿孔时的冷却等问
题需要有深入的理解和精密的控制,才能保证穿孔效果的稳定性和高
效性。
穿孔机结构设计及参数选择

Abstract
With the modern production of seamless steel tubes have become increasingly demanding of their equipment has made new demands. Skew rolling process of seamless steel pipe production in the widely used, perforated, rolled tube (an extension), are the whole, are available for sizing the realization of cross rolling, cross rolling machine with two rollers and two three-roll system.
Φ220 puncher bucket is designed to have the following characteristics. Second Cross-Roll Barrel Roll puncher able to adapt to continuous casting and high-alloy steel direct perforation, including some less-deformable alloy pipe requirements. Perforation roller bucket extension function to achieve a relatively low rate, it is generally smaller in scope or specifications supporting an extension of the main extension machine set a higher rate of use. Barrel roll puncher relatively simple structure, so its relatively low investment costs. Second Cross-Roll Barrel Roll puncher seems it has not yet been reached the limits of the technology, but continue to tap the potential of technology to continuously adapt to these requirements and approach or reach the highest point of the above-mentioned request.
无缝钢管穿孔轧制
不锈钢无缝钢管穿孔轧制工程技术教材目录一、钢、钢管、钢管轧机及穿孔机的分类 2---5二、曼氏穿孔机的穿孔原理 6----8三、不锈钢无缝钢管斜轧穿孔的工作特点 9----11四、穿孔荒管缺陷的产生与注意事宜(不锈钢) 12----15一、钢、钢管、钢管轧机及穿孔机的分类1、钢分类1.1按化学成分分类:非合金钢、低合金钢、合金钢。
我们这里讲到的不锈钢属于合金钢中“特殊质量合金钢”中的“不锈、耐腐蚀和耐热钢”。
不锈钢按金相组织一般分为:马氏体(例:1Cr13-410)、铁素体(例:1Cr17-430) 、奥氏体(例:1Cr17Mn6Ni5-201、1Cr17Ni7-301、0Cr18Ni9-304)、奥氏体+铁素体双相钢(00Cr25Ni6Mo2N-SUS329JE)、沉淀硬化不锈钢。
马氏体和铁素体型的铬不锈钢,俗称“不锈铁”1.2钢产品分类:钢的工业产品、钢的其他产品钢的工业产品分类:A、初级产品---------液态钢或钢锭B、半成品------------有轧制或锻造钢锭获得C、轧制成品和最终产品D、锻制条钢实际关联较多的:(1)条钢(2)盘条(3)扁平产品(4)钢管(弯曲度5mm/米):无缝钢管、焊管。
中空型材、中空棒材。
2、钢管分类:无缝钢管、焊管无缝钢管:由钢锭、管坯或钢棒穿孔制成的没有缝的钢管。
用铸造方法生产的管子称铸钢管。
在无缝钢管中是按用途及材料综合分类的,按材料分为碳钢和不锈钢(习惯叫法,不是国际分类)在不锈钢无缝钢管中,国内主要有以下一些(按标准号顺序排列)GB/T3089 不锈耐酸极薄壁无缝钢管GB/T3090 不锈钢小直径无缝钢管GB/T13296 锅炉、热交换器用不锈钢无缝钢管GB/T14975 结构用不锈钢无缝钢管GB/T14976 流体输送用不锈钢无缝钢管3、钢管轧机及穿孔机的分类对于碳钢管、无缝钢管的生产方式既有共同的,也有各自特点。
我国无缝钢管生产始于1953年,在鞍钢由前苏联援建的140自动轧管机组。
斜轧穿孔机_现代化无缝钢管生产的关键设备
+ 结构特点
+) , 机 架 为满足穿孔毛管的壁厚精度要求,在机架设 计时必须特别注意最小回弹和最大弯曲强度的问 题。立式布置的轧辊及列于两边的轴承均安装在 转鼓上,锥形辊穿孔机就采用此种布置。
#$%%& ’(’% !"#$ %&&%’ ()*$ +,’ -)$ .
国外钢管
!"
量,从而使工具能得到迅速有效的优化。轧制期间 过大的壁厚偏差将被即时识别,其有关影响因素如 坯料温度不均、工具设定不正确、工具磨损等均可 得到修正。本文所述的测量穿孔毛管几何形状的装 置已研制成功。 #$ # 技术系统 最近, (*( *++, 公司开发了一种技术系统, 该系统为技术人员和操作人员进行生产优化作业提 供工具、计算程序和专家知识。借助此系统,轧机 技术人员就能计算出轧机设定值和穿孔机顶头几何
如南非的2326700钢管年生产能力达到无缝管生产的新技术高效率的斜轧穿孔机能有效地降低主延伸段的投资和生产成本但其基点是轧件的延伸率大穿月美国焊管行业正式向美国商务部提出对中国焊管的反倾销诉讼
国外钢管
!"
斜轧穿孔机—— — 现代化无缝钢管生产的关键设备
摘 要:随着斜轧穿孔工艺的不断发展,斜轧穿孔工艺满足无缝钢管生产要求的程度越来越高,因而其应 用范围越来越广。介绍了斜轧穿孔工艺特点及斜轧穿孔机的类型、结构特点及现代化的斜轧穿孔机设备各部的 自动化控制及产品质量优化的能力。同时还介绍了用现代化斜轧穿孔机进行技术改造的例证。 关键词:斜轧穿孔机;结构;自动控制功能 中图分类号:!"###$ % 文献标识码: & 文章编号:’((’ ) *#’’ + *((* , (- ) ((.’ ) (-
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无缝钢管穿孔机介绍1.穿孔的发展过程是什么?今天在无缝钢管生产过程中,穿孔工艺被广泛应用而且是非常经济的。
1886年德国的曼内斯曼兄弟申请了用斜辊穿孔机生产管状断面产品的专利。
专利中描述了金属变形时内部力的作用和使用两个或多个呈锥形的轧辊进行穿孔,因此被称作曼内斯曼穿孔过程。
由R.C 斯蒂菲尔发明的导板使得穿孔后的毛管长度得到增加。
后来S.狄舍尔发明了导盘,使穿孔效率得到更大提高。
在1981年出现了双支撑的锥形辊穿孔机(单支撑的锥形辊穿孔机由R.C 斯蒂菲尔发明于1899年发明),它比以前的穿孔机在金属的变形上有明显的改进。
德国和美国在20世纪上半叶将穿孔进行了很大改进,后半叶德国、俄罗斯和日本又将穿孔机向前推进了一步,近一段时间中国也取得了很大成绩。
当今无缝钢管生产中穿孔工艺更加合理和穿孔过程实现了自动化。
常见的穿孔机有锥形辊穿孔机和桶形辊穿孔机。
2.穿孔工序在现代钢管生产中的作用?在无缝钢管生产中,穿孔工序的作用是将实心的管坯穿成空心的毛管。
整个生产过程一般包括穿孔、轧管和定减径工序。
穿孔作为金属变形的第一道工序,穿出的管子壁厚较厚、长度较短、内外表面质量较差,因此叫做毛管。
如果在毛管上存在一些缺陷,经过后面的工序也很难消除或减轻。
所以在现代钢管生产中穿孔工序的起着重要作用。
3.管坯穿孔的方式有几种?管坯的穿孔方式有压力穿孔,推轧穿孔和斜轧穿孔。
(1)压力穿孔压力穿孔是在压力机上穿孔,这种穿孔方式所用的原料是方坯和多边形钢锭。
工作原理是首先将加热好的方坯或钢锭装入圆形模中(此圆形模带有很小的锥度),然后压力机驱动带有冲头的冲杆将管坯中心冲出一个圆孔。
这种穿孔方式变形量很小,一般中心被冲挤开的金属正好填满方坯和圆形模的间隙,从而得到几乎无延伸的圆形毛管,延伸系数最大不超过1.1。
(2)推轧穿孔推轧穿孔是在推轧穿孔机上穿孔,这种穿孔方式是压力穿孔的改进。
把固定的圆锥形模改成带圆孔型的一对轧辊。
这对轧辊由电机带动方向旋转(两个轧辊的旋转方向相反),旋转着的轧辊将管坯咬入轧辊的孔型,而固定在孔型中的冲头便将管坯中心冲出一个圆孔。
为了便于实现轧制,在坯料的尾端加上一个后推力(液压缸),因此,叫做推轧穿孔。
这种穿孔方式使用方坯,穿出的毛管较短,变形量很小,延伸系数一般不大于1.1。
推轧穿孔的优点如下:1)坯料中心处于压应力状态,过程是冲孔和纵轧相结合,不会产生二辊斜轧的内折缺陷,毛管内表面质量好,对坯料质量要求较低;2)冲头上的平均单位压力比压力穿孔小50%左右,因而工具消耗较小;3)穿孔过程中主要是坯料的中心部分金属变形,使中心粗大而疏松的组织很好的加工而致密化,同时在压应力作用下,毛管内外表面不易产生裂纹。
4)生产率比压力穿孔高,可达每分钟两支;以上两种穿孔多生产特殊钢种的无缝钢管,现存的机组很少,因变形量很小,毛管短且厚,因而在热轧无缝钢管机组中要设置斜轧延伸机,将毛管的外径和壁厚减小并使管子延长。
另外容易产生较大的壁厚不均。
(3)斜轧穿孔这种穿孔方式被广泛的应用于无缝钢管生产中,一般使用圆管坯,靠金属的塑性变形加工来形成内孔,因而没有金属的损耗。
4.斜轧穿孔机的分类?斜轧穿孔机按照轧辊的形状可分为锥形辊穿孔机、盘式穿孔机和桶形辊穿孔机。
按照轧辊的数目分又可分为二辊斜轧穿孔机和三辊斜轧穿孔机。
斜轧穿孔机不管轧辊的形状如何不同,为了保证管坯曳入和穿孔过程的实现,都由以下三部分组成:穿孔锥(轧辊入口锥),辗轧锥(轧辊出口锥)和轧辊压缩带——由入口锥到出口锥之过渡部分。
5.二辊式穿孔机和三辊式穿孔机的特点?二辊式穿孔机主要有带导辊的穿孔机、带导板的穿孔机和带导盘的穿孔机,带导辊的穿孔机一般不常用,只用于穿孔软而粘的有色金属,如铜管、钛管等。
带导板的穿孔机具有孔型封闭好、接触变形区长、穿出的毛管壁厚可以更薄的特点而仍然得到重视;带导盘的穿孔机越来越得到发展,它的特点是:1)生产率高,这是由于主动导盘对轧件产生轴向拉力作用,导致毛管轴向速度增加。
最快可以达到3~4支/分;2)由于导盘的轴向力作用,使管坯咬入容易一些,减少了形成管端内折的可能性,也可以提高壁厚的精度;3)导盘比导板有较高的耐磨性,从而减少了换工具的时间并提高了工具寿命;三辊式穿孔机的特点是:i.由于三个辊呈等边三角形布臵,因而在变形中管坯横断面的椭圆度小;ii.由于三个辊都是驱动的,仅存在顶头上的轴向力,因而穿孔速度较快,但顶头上的轴向阻力比二辊式大;iii.在轧制实心管坯时,由于管坯始终受到三个方向的压缩,加上椭圆度小,一般在管坯中心不会产生破裂,即形成孔腔,从而保证了毛管内表面质量。
这种变形方式更适合穿孔高合金钢管。
三个轧辊穿孔时坯料和顶头容易保正对中,因此毛管几何尺寸精度高,即毛管横断面壁厚偏差小。
iv.因穿孔薄壁毛管时容易形成尾三角,使毛管尾端卡在轧辊辊缝中,更适合穿孔中厚壁毛管。
d/s比不超过8。
6.导板和导盘的比较导板和导盘是穿孔机常用的导位装置,导辊是一种老式的导位装置,现在几乎不用了。
导板和导盘的区别为:1)导板对孔型的封闭好,可以根据变形区的长度设计导板的长度,而导盘在变形呈弧形分布,接触长度较短,轧辊和导盘的间隙逐渐增大,金属容易进入辊缝而产生链带;2)因导盘的主动旋转,可以提高穿孔效率,管坯也容易咬入。
导板则次之3)使用导板的穿孔机的延伸系数(即可以生产的毛管最小壁厚)比使用导盘的穿孔机要大。
基于以上特点,带导板的穿孔机仍然是一种主流机组。
7.穿孔机的孔型由什么组成?穿孔机的孔型由轧辊、导盘(或导板)和顶头组成。
见下图注:Roll—轧辊;plug---顶头;diescher Disc—狄舍尔导盘8.锥形辊穿孔机和桶形辊穿孔机的比较?这两种穿孔机是当今广泛使用的主要机组,锥形辊穿孔机的历史较短,具有更多优点。
比较如下:1)桶形辊穿孔机和锥形辊穿孔机的轧辊均可以上下和左右布臵;2)桶形辊穿孔机的轧辊由两个锥形组成,锥形辊穿孔机的轧辊由一个锥形组成;3)桶形辊穿孔机的轧件速度变化为小-大-小,锥形辊穿孔机的轧件速度随轧辊直径的增加从小逐步增大;4)毛管在孔型中的宽展,锥形辊穿孔机要小些,更有利金属轴向延伸变形,附加变形小,毛管内表面质量好,壁厚精度较桶形辊穿孔机高;5)锥形辊穿孔机的延伸系数比桶形辊穿孔机大,更适合穿孔薄壁毛管,使得轧管机组的机架数目可以减少;d/s比不超过27,使用中不超过20为最佳。
二辊式斜轧穿孔机的设备组成9.斜轧穿孔机的设备由哪几部分组成?穿孔机设备由主传动、前台、机架和后台四大部分组成。
主传动一般由主电机或主电极+变速箱组成。
前台设备一般包括受料槽、导管和推钢机组成。
机架中包括轧辊和导向设备(导盘或导板)。
后台设备主要包括定心辊、毛管回送辊道、顶杆小车、顶杆小车的止推座及将毛管从穿孔机组运送到轧辊机组的运输设备,常见的运输设备有传送链、回转臂和电动车。
10.主传动的方式及特点?穿孔机的主传动电机可以使用直流电机或交流电机。
直流电机一般通过传动轴直接与轧辊连接,而交流电机则通过减速机和传动轴与轧辊连接。
一个机组可以使用一个电机,即一个电机连接减速机,减速机输出两个输出轴用来驱动轧辊。
也可以每个轧辊使用一个电机单独驱动。
穿孔机使用的接轴有万向接轴和十字头接轴。
十字头接轴具有良好的调节性能,无论在水平面和垂直平面内都可以产生相对的角位移。
11.穿孔机传动轴与轧辊的连接方式?主要连接方式有两种.一种是螺栓连接,这种方式普遍使用,不足之处是拆卸时间较长且在生产中容易松动.两一种方式是扁轴连接,拆卸十分容易,越来越多被采用.12.管坯定心机的组成结构?定心方法有两种,即热定心和冷定心。
热定心是用压缩空气或液压在热状态下冲孔。
特点是生产效率高,设备简单,同时由于冲头形状与顶头鼻部形状相适应,能获得良好的定心孔形状。
从近些年的发展来看,热定心工序有逐步被取消的趋势。
冷定心是在离线状态下在机床上钻孔,冷定心仅在高合金或重要用途钢管的生产中采用。
13.推钢机的作用及形式?为了将管坯推入轧辊之间,在穿孔机的前台安置推钢机。
老式的推钢机采用气动,另外还有链式推钢机和液压推钢机。
推钢机的前端装有可以转动的推钢头。
现代的推钢机速度可以设定即靠近轧辊前高速推进以节省时间,靠近轧辊时降速以适应管坯的咬入状况。
14.穿孔机机座(牌坊)有哪几部分组成?穿孔机的机座大多由包括以下几部分:1)转鼓,又称作轧辊箱。
作用是放臵轧辊,轧辊在转鼓内滑动或与转鼓紧固在一起。
2)轧辊倾角调整装臵,常用的驱动设备是电机+蜗轮蜗杆+定位器(编码器),作用在转鼓上。
一般放臵的位臵在牌坊的侧面。
由于立式穿孔机的下转鼓在水平面以下,冷却水及氧化铁皮的长时间冲刷,工作环境恶劣,给电机的维护带来困难,用液压马达替代电极可以解决此问题。
3)轧辊倾角调整的平衡装臵与轧辊倾角调整装置组合,消除穿孔过程中产生的间隙和冲击。
根据转鼓的形状不同,安装的位置可以与倾角调整装置在一侧或另外一侧。
常使用液压缸实现此功能。
4)轧辊的平衡装臵作用是消除穿孔过程中对轧辊的瞬间冲击。
5)导向装臵导向装置主要指导板和导盘的驱动和调整装置。
6)机盖机盖上一般安装轧辊间距的调整装置。
15.机架盖的打开方式?常见的机架盖打开方式有以下几种:1)整体拆卸的机架盖,多见于老式的小机组,如76机组和100的卧式穿孔机;2)机架盖侧翻式,利用液压缸将机架盖侧翻起来并放臵在机架牌坊的一侧,不足的地方是增加了厂房的高度;3)侧移式,现代的穿孔机多采用此种方式,可以将机架盖移到一侧或者将机架盖一分为二分别移到两侧。
4)无机盖式,压下装臵装在牌坊的内侧,轧辊拆装很方便。
16.常用的轧辊平衡装臵有哪几种?轧辊平衡机构的作用是使轧辊或转鼓紧紧压在压下丝杠的端部,以消除丝杠和轧辊之间的间隙,使轧辊或转鼓能随压下螺丝一起进退。
轧辊的平衡装置主要通过液压缸完成(老式穿孔机采用弹簧),作用的位置视转鼓的样式而定,常用的有两种。
若转鼓与轧辊固定在一起,则平衡缸的位置一般放在机架内,液压缸直接作用在转鼓上,此种方式常见于锥形辊穿孔机;另一种方式是液压缸放在机架盖上通过T形装置作用于轧辊,此种方式常见于桶形辊穿孔机。
17.轧辊间距的调整方式有哪几种?轧辊间距的调整方式一般都是通过涡轮、涡杆来实现的,卧式穿孔机的调整机构放机架的侧面,立式穿孔机放置在在机盖上。
通过一个电机带动两套涡轮、涡杆分别作用在轧辊或者转鼓上,作用点在轧辊的入口侧和出口侧。
也有一台电机单独驱动一套涡轮、涡杆单独的调整方式,二者比较,后一种调整方式生产时更加方便,可以依据轧辊的磨损情况或者根据对毛管直径的要求单独调整一个压下装置。
18.导盘驱动的方式及特点?导盘的驱动方式主要有液压驱动和电机驱动,因导盘本身的重量大加之穿孔时作用在导盘上的扭矩较大,所以驱动的装置的功率就得较大。