未注公差标准
未注公差的检验标准(可打印修改)
目录一、公差等级————————————————2~4二、未注尺寸公差等级表―――――――――――4~61、线性尺寸极限偏差数值2、倒圆半径和倒角高度尺寸的极限偏差数值3、角度尺寸的极限偏差数值4、未注形位公差等级表三、原材料检验――――――――――――――――6~91、原材料检验标准2、板材尺寸公差及表面要求、修补条件2.1、板材尺寸公差2.2、板材表面要求、修补条件3、型材尺寸公差及表面要求、修补条件3.1、型材尺寸公差3.2、型材表面要求、修补条件4、形位公差5、紧固件6、预处理四、加工制造尺寸及公差要求――――――――――94.1、加工方式4.1.1、板材下料4.1.2、型材下料4.1.3、坡口加工4.1.4、焊接工作4.1.5、校整工作4.2、制造公差4.2.1、下料公差4.2.1.1、板块下料性允许公差4.2.1.2、型材下料公差4.2.1.3、角度尺寸允许公差4.2.1.4、坡口或导角允许偏差4.2.2.1、线性尺寸公差4.2.2.2、未标注的角度偏差或尺寸允差4.2.2.3、焊接构件的直线度、平面度允差4.2.2.4、热弯或冷弯工件的尺寸允差4.2.2.5、垂直度公差4.2.2.6、法兰制造公差一、公差等级具体可查询机械设计手册,不同的基本尺寸使用同一公差等级时,公差范围也不同。
选择及应用公差等级的选择及应用公差等级应,用,范,围,及,举,例IT01用于特别精密的尺寸传递基准,例如特别精密的标准量块IT0用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。
例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规IT1用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。
例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸IT2用于高精密的测量工具,特别重要的精密配合尺寸。
例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸IT3用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。
注塑件未注公差尺寸标准
注塑件未注公差尺寸标准一、引言随着我国制造业的飞速发展,注塑件在各行各业中的应用越来越广泛。
注塑件的尺寸精度直接影响到产品的质量和性能,因此,注塑件未注公差尺寸标准的研究与应用具有重要意义。
本文将对注塑件未注公差尺寸标准进行详细阐述,以期为我国注塑件生产提供有益参考。
二、注塑件未注公差尺寸标准概述1.定义及作用未注公差尺寸是指在注塑件图纸中未明确标注的公差尺寸。
这些尺寸对于产品的功能和性能具有重要意义,但在图纸中未作明确规定。
未注公差尺寸标准的作用在于为注塑件生产提供统一的技术要求,确保产品质量和互换性。
2.分类根据注塑件的特点和需求,未注公差尺寸标准可分为线性尺寸公差、角度尺寸公差、形状和位置公差、表面质量公差等。
三、各类未注公差尺寸标准的特点及应用1.线性尺寸公差线性尺寸公差是指注塑件线性尺寸在一定范围内的允许偏差。
在实际生产中,线性尺寸公差对于产品的装配和性能具有重要意义。
例如,在电子消费品领域,线性尺寸公差能确保产品的尺寸匹配和功能稳定。
2.角度尺寸公差角度尺寸公差是指注塑件角度尺寸在一定范围内的允许偏差。
在许多产品中,角度尺寸公差对于产品的形状和功能至关重要。
例如,在汽车零部件中,角度尺寸公差能保证零部件的装配精度和工作性能。
3.形状和位置公差形状和位置公差是指注塑件在形状和位置方面允许的偏差。
这类公差对于产品的整体外观、功能和性能具有重要影响。
例如,在家电产品中,形状和位置公差能确保产品外观美观、功能正常。
4.表面质量公差表面质量公差是指注塑件表面质量在一定范围内的允许偏差。
表面质量公差对于产品的耐磨性、耐腐蚀性及外观质量具有重要影响。
例如,在通讯设备中,表面质量公差能保证产品表面的平整度和光洁度。
四、我国注塑件未注公差尺寸标准的现状与与国际标准的对比1.我国标准体系我国已制定了一系列注塑件未注公差尺寸标准,包括GB/T 14473-2008《塑料注射成型零件未注公差尺寸》、GB/T 1804.1-2009《一般工业用塑料制品未注公差尺寸的形状和位置公差》等。
未注公差标准值
中华人民共和国国家标准一般公差线性尺寸未注公差 GB/T 1804-92 (代替GB 1804本标准等效采用国际标准ISO 2768-1:1989<<一般公差----第一部分:未注出公差的线形尺寸的公差部分.1.主题内容与适用范围本标准规定了线形尺寸的一般公差等级和极限偏差.本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和用.本标准规定的极限偏差适用于非配合尺寸.2.一般公差概念一般公差系指在车间一般加工条件下可保证的公差.采用一般公差的尺寸,在该尺寸1.线形尺寸的一般公差规定四个公差等级.线性尺寸的极限偏差数值见表1;倒圆角半径见表2.2.规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公出具体规定.倒圆半径与倒角高度尺寸的极限偏差数值注:倒圆半径与倒角高度的含义参照国家标准GB 6403.44.线性尺寸的一般公差的表示方法采用本标准规定的一般公差,在图样上,技术文件或标准中用本标准号和公差等级表示GB 1804-M新旧未注公差的等级过渡IT12 相当于 f(精密级)IT13 相当于 f(精密级)IT14 相当于 m(中等级)IT15 相当于 m(中等级)IT16 相当于 c(粗糙级)IT7 相当于 v(最粗级)直线度和平面度的未注公差值(GB/T 1184-1996)垂直度的未注公差值(GB/T 1184-1996)对称度的未注公差值(GB/T 1184-1996)1804-79)差的线性和角度尺寸的公差>>中未注出的线材料和其他工艺方法加工的尺寸可参照采该尺寸后不注出极限偏差.角半径和倒角的高度尺寸的极限偏差数值定的公差等级,由相应的技术文件或标准作数值级表示.例如选用中等级时,表示为:6)6)。
未注公差标准
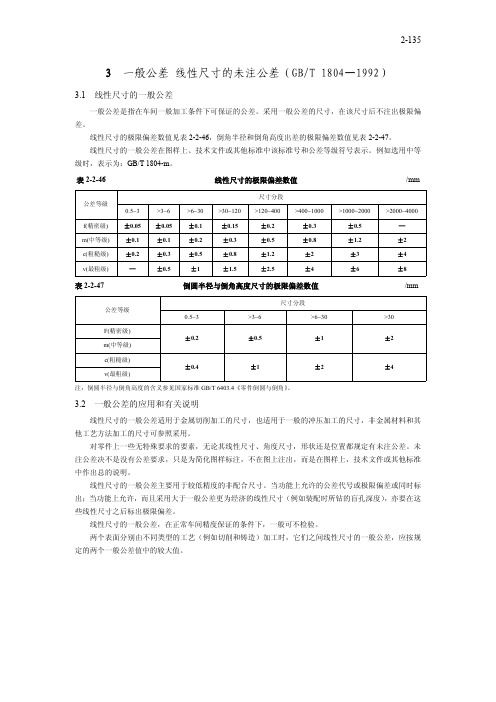
2-135 3一般公差线性尺寸的未注公差(GB/T1804—1992)3.1线性尺寸的一般公差一般公差是指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
线性尺寸的极限偏差数值见表2-2-46,倒角半径和倒角高度出差的极限偏差数值见表2-2-47。
线性尺寸的一般公差在图样上、技术文件或其他标准中该标准号和公差等级符号表示。
例如选用中等级时,表示为:GB/T1804-m。
表2-2-46线性尺寸的极限偏差数值/mm尺寸分段公差等级0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5—m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3±0.5±0.8±1.2±2±3±4 v(最粗级)—±0.5±1±1.5±2.5±4±6±8表2-2-47倒圆半径与倒角高度尺寸的极限偏差数值/mm尺寸分段公差等级0.5~3>3~6>6~30>30F(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)注:倒圆半径与倒角高度的含义参见国家标准GB/T6403.4《零件倒圆与倒角》。
3.2一般公差的应用和有关说明线性尺寸的一般公差适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和其他工艺方法加工的尺寸可参照采用。
未标注的公差标准

寸的极限偏差数值(粗糙C)倒圆半径和倒角高度尺寸的极限偏差数值(粗糙C)编制: 审核: 批准: 年月日浙江三维阀门有限公司技术文件GB/T1804-2000《一般公差未注公差的线性和角度尺寸的公差》线性尺寸的极限偏差数值(中等m)摘要线性尺寸的极限偏差数值(中等m)倒圆半径和倒角高度尺寸的极限偏差数值(中等m)编制: 审核: 批准: 年月日GB/T 1.1-2000 标准化工作导则第1部分:标准的结构和编写规则GB/T 1184-1996 形状和位置公差未注公差值GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差0.05 0.05 0.1 0.15 0.2 0.3 0.5 0.1 0.1 0.2 0.3 0.5 0.8 1.20.2 0.3 0.5 0.8 1.2 2 30.5 1 1.5 2.5 4 6300.2 0.5 1 20.4 1 2 440020.03 0.05 0.1 0.2 0.3 0.40.05 0.1 0.2 0.4 0.6 0.80.1 0.2 0.4 0.8 1.2 1.60.2 0.3 0.4 0.50.4 0.6 0.8 10.4 1 1.5 20.50.6 0.8 10.6 1 1.5 20.10.20.33.0.08 0.40.25 1.250.8 4.02.5 12.58.0 40.01 0.0120.0250.0500.100.200.400.80 1.60 3.2 6.312.525501002 0.0080.0100.0160.0200.0320.0400.0630.0800.1250.160 0.250.320.500.63 1.0 1.25 2.0 2.5 4.0 5.08.010.016.0203240638011 0.0250.0500.1000.200.400.80 1.60 3.2 6.312.5255010020040080016002 0.0320.0400.0630.0800.1250.1600.250.320.500.63 1.0 1.25 2.0 2.5 4.0 5.08.010.016.020324063801251602503205006301GB/T1804线性尺寸的极限偏差数值公差等级基本尺寸分段0.5≤X≤3 3<X≤6 6<X≤30 30<X≤120 120<X≤400 400<X≤1000 1000<X≤2000 2000<X≤4000F 精密±0.05±0.05±0.1±0.15±0.2±0.3±0.5M 中等±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2C 粗糙±0.2±0.3±0.5±0.8±1.2±2±3±4V 最粗±0.5±1±1.5±2.5±4±6±8倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段GB4357-89碳素弹簧钢丝0.5≤X≤3 3<X≤6 6<X≤30 X>30 弹簧钢丝直径公差F 精密±0.2±0.5±1±2钢丝直径d(mm) 允许偏差(mm)M 中等 1.0~3.0 ±0.030C 粗糙±0.4±1.0±2±4 3.0~6.0 ±0.038V 最粗 6.0~10.0 ±0.04510.0~16.0 ±0.055焊接尺寸的极限偏差数值公差等级基本尺寸分段X≤100 100<X≤250 250<X≤650 650<X≤1000 1000<X≤1600 1600<X≤2500 2500<X≤4000 4000<X≤6500外形尺寸±2±3±3.5±4±5±6±7±8各部分之间±1±1.5±2±2.5±3±3.5±4±5角度公差短边长度 0<X≤10 10<X≤50 50<X≤120 120<X≤400 400<X角度公差±10±0.50±0.30±0.150±0.107913。
常用未注公差
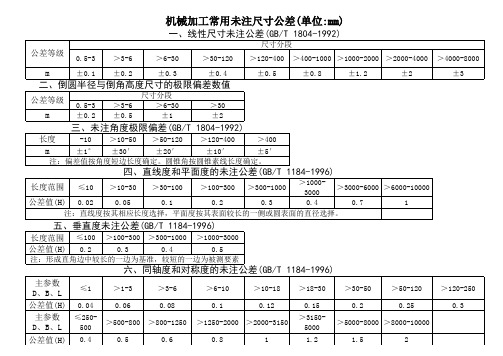
一、线性尺寸未注公差(GB/T 1804-1992)
公差等级 m 公差等级 m 长度 m
0.5-3 ±0.1 >3-6 ±0.2 >6-30 ±0.3 尺寸分段 >6-30 ±1 >30-120 ±0.4 尺寸分段 >120-400 >400-1000 >1000-2000 >2000-4000 ±0.5 ±0.8 ±1.2 ±2 >4000-8000 ±3
七、键槽对称度未注公差(GB/T 1184-1996)
键槽宽 公差值 螺栓直径 通孔 螺纹孔 螺栓直径 通孔 螺纹孔
>1-3 0.02 M4 0.5 0.25 M30 3 1.5
>3-6 0.025 M5 0.5 0.25 M36 3 1.5
>6-10 0.03 M6 0.6 0.3 M42 3 1.5
五、垂直度未注公差(GB/T 1184-1996)
≤100 >100-300 >300-1000 >1000-3000 0.2 0.3 0.4 0.5 注:形成直角边中较长的一边为基准,较短的一边为被测要素。
长度范围 公差值(H)
六、同轴度和对称度的未注公差(GB/T 1184-1996)
主参数 ≤1 >1-3 >3-6 D、B、L 0.06 0.08 公差值(H) 0.04 主参数 ≤250-500 >500-800 >800-1250 D、B、L 0.4 0.5 0.6 公差值(H)
二、倒圆半径与倒角高度尺寸的极限偏差数值
0.5-3 ±0.2 >3-6 ±0.5 >30 ±2
三、未注角度极限偏差(GB/T 1804-1992)
-10 >10-50 >50-120 >120-400 >400 ±1° ±30′ ±20′ ±10′ ±5′ 注:偏差值按角度短边长度确定。圆锥角按圆锥素线长度确定。
未注公差尺寸标准
基本尺寸
50~65 65~80 80~100 100~120 120~140 140~160 160~180 180~200 200~225
尺寸公差 ±0.77 ±0.90 ±1.05 ±1.2 ±1.35 ±1.50 ±1.65 ±1.85 ±2.05
等级MT6-A
基本尺寸
225~250250~280 280~315 315~355 355~400 400~450 450~500
尺寸公差 大于0~3 3~6 等级MT6-A
±0.19 ±0.24
6~10 ±0.29
基本尺寸 10~14 14~18 18~24 24~30 ±0.34 ±0.39 ±0.44 ±0.50
30~40 40~50 ±0.57 ±0.66
未注公差尺寸的 公差标准
文件编号:
版本/次:0
页/次:5/9
生效日期:2012.09.10
未注公差尺寸的 公差标准
文件编号:
版本/次:0
页/次:4/9
生效日期:2012.09.10
公差等级
起始 尺寸
公差极限
≤100
基本长度分段 >100~ >300~ >1000~
300 1000 3000 0.2
5.3 工程塑料件验收标准 5.3.1 本条款适用于注塑,压塑,传递和浇铸成型,挤塑成型,吹塑成型的工程塑料模塑料件,不适用于 烧结和泡沫制品。 5.3.2 塑料件验收标准符合GB/14486-1993中规定.本公司注塑,压塑,传递和浇铸产品未标注公差 尺寸采用MT6B级.挤塑成型,吹塑成型产品采用MT7A级。 a. 产品因材质缩水现象以公差等级MT7级 b. 塑料件检验应在成型之后24小时或后处理后,在温度23±2℃,相对温度(65±5)%时测量. 5.3.3 注塑,压塑,传递和浇铸成型塑料件尺寸公差数值:(mm)
未注形位公差标准
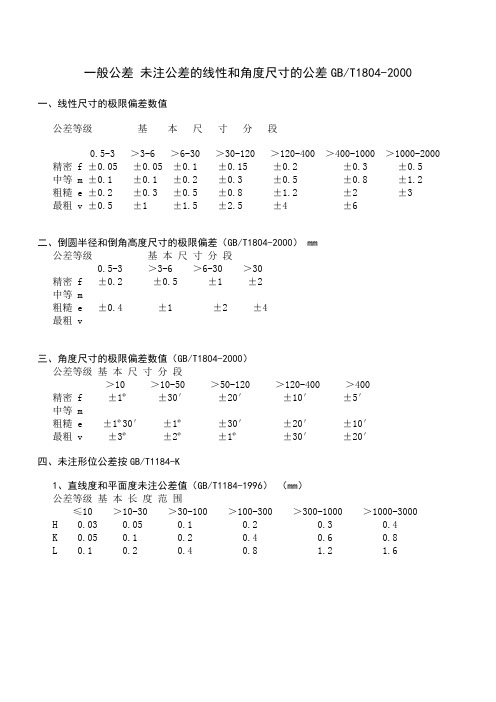
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
未标注公差等级标准
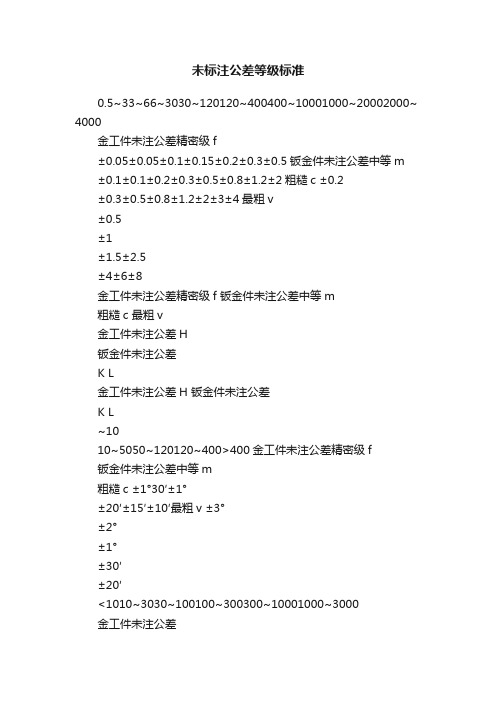
未标注公差等级标准0.5~33~66~3030~120120~400400~10001000~20002000~ 4000金工件未注公差精密级f±0.05±0.05±0.1±0.15±0.2±0.3±0.5钣金件未注公差中等m ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2粗糙c ±0.2±0.3±0.5±0.8±1.2±2±3±4最粗v±0.5±1±1.5±2.5±4±6±8金工件未注公差精密级f 钣金件未注公差中等m粗糙c 最粗v金工件未注公差H钣金件未注公差K L金工件未注公差H 钣金件未注公差K L~1010~5050~120120~400>400金工件未注公差精密级f钣金件未注公差中等m粗糙c ±1°30′±1°±20′±15′±10′最粗v ±3°±2°±1°±30′±20′<1010~3030~100100~300300~10001000~3000金工件未注公差H 0.020.050.10.20.30.4钣金件未注公差K 0.050.10.20.40.60.8L0.10.20.40.81.2 1.6公差等级金工件未注公差HK L0.81.50.6100~3000.50.61基本长度范围2GB/T1184垂直度未注公差标准<1000.5300~10000.51公差等级公差等级0.6<100100~300300~10000.20.40.6 0.30.20.52GB/T1184对称度未注公差标准GB/T1804 线性尺寸未注公差标准GB/T1804角度尺寸未注公差标准GB/T1184直线度和平面度未注公差标准圆跳动公差值0.1GB/T1184圆跳动未注公差标准1适用项±0.5±1±1±2±1°±30′±20′±10′公差等级长度分段,mm 公差等级基本尺寸段(mm)公差等级±2基本长度范围0.610.40.81.51000~30000.51000~30000.5公差等级基本长度范围±4GB/T1804倒圆尺寸和倒角高度尺寸未注公差标准基本尺寸段(mm)0.5~33~66~30>30±0.2±0.4±5′2~3030~120120~400400~10001000~20002000~40004000 ~8000焊接件未注公差A1112345 B223468C34681114D479121621~400400~1000>1000A±20′±15′±10′焊接件未注公差B±45′±30′±20′C±1°±45′±30′D±1°30′±1°15′±1°30~120120~400400~10001000~20002000~40004000~800 0E0.51 1.5234焊接件未注F1 1.53 4.568G 1.53 5.581116H 2.559111826尺寸段0~33~66~1010~1818~3030~50轴类尺寸未注公差标准标准-0.1~0-0.12~0-0.15~0-0.18~0-0.21~0-0.25~0 孔类尺寸未注公差标准标准0~0.140~0.180~0.220~0.270~0.330~0.39尺寸段50~8080~120120~180180~250轴类尺寸未注公差标准标准-0.3~0-0.35~0-0.4~0-0.46~0孔类尺寸未注公差标准标准0~0.460~0.540~0.630~0.72GB/T19804直线度、平面度、平行度未注公差标准长度分段,mmGB/T19804线性尺寸未注公差标准GB/T19804角度尺寸未注公差标准公差等级公称尺寸范围公差等级公称尺寸范围公差等级。
gb1804-m未注公差标准
gb1804-m未注公差标准引言GB1804-M是中国国家标准化管理委员会发布的标准,用于规定机械工业领域中螺纹标准中未注明公差的尺寸。
本文档将介绍GB1804-M标准的基本信息以及公差的计算方法,帮助读者了解和应用该标准。
标准概述GB1804-M标准适用于国内机械制造业中常用的螺纹标准,例如M螺纹、G螺纹、R螺纹等。
该标准规定了这些螺纹标准中未注明公差的尺寸范围和公差等级,以保证产品的互换性和质量稳定性。
公差计算方法根据GB1804-M标准,螺纹尺寸的公差由公差类别和公差等级共同决定。
公差类别分为A、B、C三类,公差等级分为1、2、3、4、5五个等级。
公差计算方法如下:1.确定公差类别:根据螺纹外径的公稳面(中间段)长度,确定公差类别。
当公稳面长度不超过螺纹外径1/2时,公差类别为A;当公稳面长度超过螺纹外径1/2但不满足公差类别A的条件时,公差类别为B;当公稳面长度超过螺纹外径1/2且满足公差类别A的条件时,公差类别为C。
2.确定公差等级:根据螺纹的公差大小,确定公差等级。
公差等级的选择应根据具体的工艺要求和质量要求进行选择,一般取中等或常用的等级。
3.根据公差类别和公差等级查表确定公差范围:从GB1804-M的公差表中查找相应的公差范围,根据螺纹尺寸和公差等级确定公差上限和公差下限。
4.计算公差区间:根据公差上限和公差下限,计算公差区间。
公差区间等于公差上限减去公差下限。
应用示例下面以M12×1.75螺纹为例,演示如何根据GB1804-M标准计算公差范围:1.确定公差类别:根据螺纹外径的公稳面长度,确定公差类别。
对于M12×1.75螺纹,公稳面长度为1.5mm,不超过外径的1/2,所以公差类别为A。
2.确定公差等级:一般选择常用的公差等级,比如2等级。
3.查表确定公差范围:从GB1804-M的公差表中查找M12×2螺纹的公差范围,根据公差等级为2等级确定公差上限和公差下限。
未注尺寸公差参考
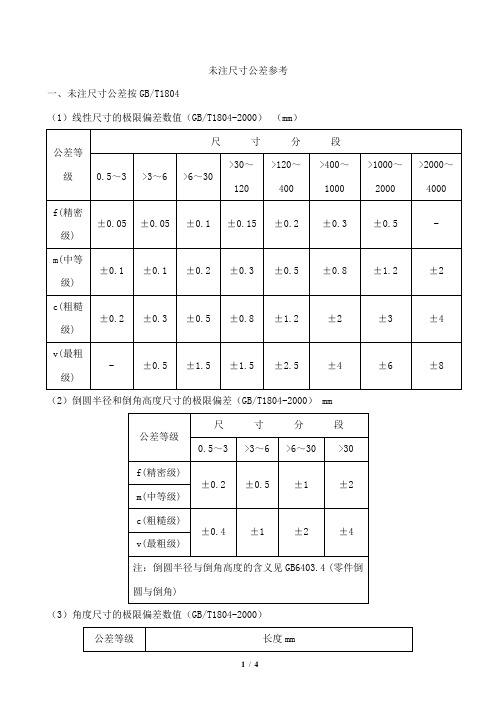
未注尺寸公差参考一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40,63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注公差等级和标准公差表
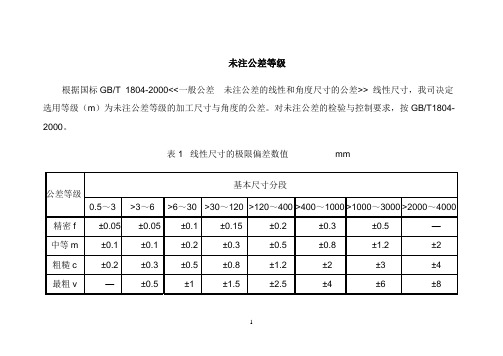
未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-2000。
表1 线性尺寸的极限偏差数值mm1表2 倒圆半径和倒角高度尺寸的极限偏差数值mm2表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值3未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±24中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围5≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.56K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
未注公差尺寸的极限偏差(GB1804-79)

未注公差标准

(无限个点)
公称组成要素 实际要素
拟合导出要素
公称导出要素 提取导出要素
一、形位公差的基本术语及定义(续)
2、形状公差 单一实际要素的形状所允许的变动全量。 如线?面?圆?圆柱?等,相应的形状公差项目有: 直线度、平面度、圆度、圆柱度等。 3、位置公差 关联实际要素的方向或位置对基准所允许的变动全 量,包括定向公差、定位公差、跳动公差。 4、形状和位置公差带 四要素是:形状、大小、方向、位置。 5、理论正确尺寸 确定被测要素的理想形状、理想方向或理想位置的 尺寸。
素允许的变动量。无 基准。 公差带随实际尺寸的 理想位置浮动。
1、直线度Straightness
直线度公差用于控制直线和轴线的形状误差, 根据零件的功能要求,直线度可以分为:
在给定平面内的直线度 在给定方向内的直线度 任意方向上的直线度
在给定平面内的直线度
其公差带是距离为公 差值t的两平行直线之 间的区域。
要求: 其公差带是直径为公 差值Øt的圆柱面内 的区域。 如图所示, ød圆柱体的轴线必 须位于直径为公差值 0.04mm的圆柱体。 标准规定, 形位公差值前加注 “ø”,表示其公差 带为一圆柱体。
2、平面度Flatness
平面度
是限制平面的形状误差。 公差带 是距离为公差值t的两平 行平面之间的区域。 如图所示 表面必须位于距离为公差 值0.1mm的两平行平面之 间的区域内。
同轴度 Coaxiality
用于限制被测轴线对基准轴线
的同轴位置要求。 公差带是直径为公差值t,且 与基准轴线同轴的圆柱面内的 区域。 标注特点 箭头对准尺寸线,基准粗横对 准尺寸线。 基准特点 组合基准,作为一个基准使用。
对称度 Symmetry
未注尺寸公差 机加工、钣金公差标准

一、未注尺寸公差按 GB/T1804
(1)线性尺寸的极限偏差数值(GB/T1804-2000) (mm)
公差等级
0.5~3
>3~6
>6~30
尺
寸
分
>30~120 >120~400
f(精密级)
±0.05
±0.05
±0.1
±0.15
±0.2
m(中等级)
±0.1
±0.1
±0.2
±0.3
±0.5
c(粗糙级)
±0.2
±0.3
±0.5
±0.8
±1.2
v(最粗级)
-
±0.5
±1.5
±1.5
±2.5
段 >400~1000
±0.3 ±0.8 ±2 ±4
>1000~2000 ±0.5 ±1.2 ±3 ±6
>2000~4000 ±2 ±4 ±8
(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm
2/2
H
0.5
K
0.6
0.8
1
L
0.6
1
1.5
2
(7)圆跳动的未注公差值(GB/T1184-1996) (mm)
公差等级
圆跳动一 般公差值
H
0.1
K
0.2
L
0.5
三、选用原则
(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。 (2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度
零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其 余”字样。
未注公差等级和标准公差表
未注公差等级和标准公差表未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-20 00。
表1 线性尺寸的极限偏差数值 mm精心整理,用心做精品2表2 倒圆半径和倒角高度尺寸的极限偏差数值 mm表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值精心整理,用心做精品3未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)精心整理,用心做精品4公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v精心整理,用心做精品5角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4精心整理,用心做精品6K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2精心整理,用心做精品7圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
未注尺寸公差规范大全

未注公差&表面粗糙度法规标准 2009-04-23 15:40:53 阅读190 评论1 字号:大中小1.未注尺寸公差按GB/T1804-2000-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 > 3~6 >6~30 > 30~120 > 120~400 > 400~1000 >1000~2000精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~ 10 >10~50 > 50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′12.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度2 零件的表面都应该注明粗糙度的等级。