er筒夹夹头价格
加工中心刀具怎么选择合适的?

加工中心刀具怎么选择合适的?加工中心刀具怎么选择合适的?加工中心刀具主要分为铣削刀具和孔加工刀具两大类。
铣削刀具的选择主要是铣刀型别和铣刀尺寸的选择。
铣刀型别应与工件表面形状与尺寸相适应。
加工较大的平面应选择面铣刀;加工凹槽或者是较小的台阶及平面轮廓时应选择立铣刀;加工曲面应选择球头铣刀;加工模具型腔或凸模成形表面等多选用模具铣刀;加工封闭的键槽选择键槽铣刀;加工变斜角面应选用鼓形铣刀;加工各种直的或圆弧形的凹槽、斜角面、特殊孔等应选用成形铣刀。
当粗铣或铣不重要的加工平面时,可使用粗齿铣刀;当精铣时,可选用密齿铣刀,用小进给量达到低的表面粗糙度;当铣材料较硬的金属时,必须选用密齿铣刀,同时进给量要小,以防止振动。
铣刀尺寸也应与被加工工件的表面尺寸和形状相适应。
刀具直径的选用主要取决于装置的规格和工件的加工尺寸,另外还要考虑刀具所需功率应在机床功率范围之内。
粗铣时铣刀直径要小些,精铣时铣刀直径要尽量大些,最好能够包容整个加工宽度。
表面要求高时,还可以选择使用具有修光效果的刀片。
而孔加工刀具可分为钻孔刀具、镗孔刀具、扩孔刀具和铰孔刀具。
(1)钻孔刀具较多,主要有普通麻花钻、可转位浅孔钻以及扁钻。
用加工中心钻孔通常都会采用普通麻花钻,普通麻花钻主要由工作部分和柄部组成的。
刀具柄部分为直柄和锥柄两种。
直柄工具的刀柄主要是弹簧夹头刀柄,其具有自动定心、自动消除偏摆的优点,所以小规格的刀具最好选用该型别。
而工作部分包括切削部分和导向部分,所示,麻花钻的切削部分有2个主切削刃、2个副切削刃、1个横刃。
麻花钻的导向部位起导向、修光排屑和输送切削液作用。
麻花钻一般用于精度较低孔的粗加工,由于加工中心所用夹具没有钻套定心导向,钻头在高速旋转切削时容易会发生偏摆运动,而且钻头的横刃长,所以在钻孔时,要用中心钻打中心孔,用以引正钻头。
(2)镗削的主要特点是获得精确的孔的位置尺寸,得到高精度的圆度、圆柱度和表面粗糙度,所以,对精度较高的孔可用镗刀来保证。
鑫方盛五金集团管工工具报价单
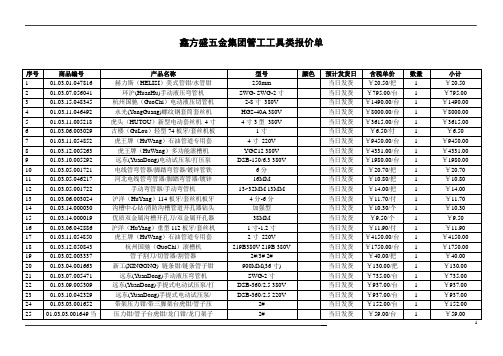
序号
商品编号
产品名称
型号
颜色
预计发货日
含税单价
数量
小计
1
01.03.01.047816
赫力斯(HELISI)美式管钳/水管钳
250mm
当日发货
¥20.50/把
1
¥20.50
2
01.03.07.056041
环沪(HuanHu)手动液压弯管机
SWG- SWG-2寸
当日发货
¥795.00/台
当日发货
¥1110.00/台
1
¥1110.00
40
01.03.04.047823
赫力斯(HELISI)高档链条钳
900mm
当日发货
¥165.00/把
1
¥165.00
总计:¥42708.05
签名:
日期:
4分-2寸
当日发货
¥173.00/付
1
¥173.00
33
01.03.01.001703
世达(SATA)管钳/管子钳8~24寸
200MM(8寸)
当日发货
¥38.20/把
1
¥38.20
34
01.03.01.001692
新工(XINGONG)管钳/管子钳/管钳扳
直头250MM(10寸)
当日发货
¥14.20/把
30
01.03.06.003038
永安(YongAn)轻型绞板/管子绞板
3个头
当日发货
¥90.30/付
1
¥90.30
31
01.03.06.003035
重型112管子绞板/112型绞板/手动套
112
BT刀柄筒夹型号对照表

48
ER COLLET CHUCK WITH BT SHANK(ball bearing nut) ER 筒夾式 BT 刀柄(鋼珠螺帽)
PARFAITE TOOL
HSC TECHNOLOGY
JIS B 6339 (MAS 403 BT)
English
Application: ●General hole making. ●High precision hole making. Run-out Precision: ≦0.005 mm.(with 3µ grade collet) Balanced Grade: ≦G6.3(Option) Use ball bearing nut.
60 75 90 120 60 75 90 120 60 75 90 120 60 75 90 120 60 75 90 105
38 53 68 98 38 53 68 98 38 53 68 98 38 53 68 98 38 53 68 83 41~49 41~64 41~78 41~91 CAP-ER32B ER-M22 ER32-AA PHS-ER32 35~78 CAP-ER25B ER-M18 ER25-AA PHS-ER25 32~68 CAP-ER20B ER-M14 ER20-AA PHS-ER20 29~58 CAP-ER16B ER-M11 ER16-AA PHS-ER16 19~48 CAP-ER11B ER-M8 ER11-AA PHS-ER11
ψd 4 6 8 10 12 4 6 8 10
ψd1 23 27 27 32 32 23 27 27 32
L 105 135 105 135 105 135 105 135 105 135 105 135 105 135 105 135 105 135 165 105 135 165
弹性筒夹

弹性筒夹
弹性筒夹又称高精度弹性夹头、精密筒夹,常用在精密仪器和设备上进行实验、钻铣。
弹性筒夹使用比较普遍,一般精度要求0.01MM 以下的工件,都需要用到。
夹持范围一般从0.5—34MM不等,其配套部件为:压帽、连接刀杆刀柄和扳手
弹性筒夹一般分为ER型和C型(强力直柄夹头),市场上多为ER型夹头,因其性能稳定、精度高、装卸简单、价格便宜因此使用较多。
其特性是径向跳动仅为C型筒夹的一半,大大提高产品在加工过程中的精度要求,从而减少报废率。
ER型筒夹分为公制和英制两种,可按照各自尺寸要求选择不同制式的筒夹。
ER夹头按其规格(公制)大致分为以下八大块:
ER50
6.0-10.0
505246.060.012.68.5 5.5
1.0
>10.0-34.0 2.0筒夹径向跳动所测量的距离值:
弹性筒夹一般型号
ER50筒夹加上ER50压帽和扳手:
三大普通型号及高速性螺母:
ER弹性筒夹材质分类较多,其中以65mn(弹簧钢)性能最为突出,是广大企业首选型号(AA级标准,可选英制:如1/8英寸,1/2英寸等常见单位)
配套装备—机床延长杆MT型锥柄连接杆
BT系列刀柄上的弹性筒夹
BT50型刀柄配合ER50弹性筒夹
带锥度的延长杆直柄延长杆带弹性筒夹
英制的弹性筒夹
弹性筒夹所配套的各种压帽C型强力夹头:。
丝锥夹头使用方法【技巧】
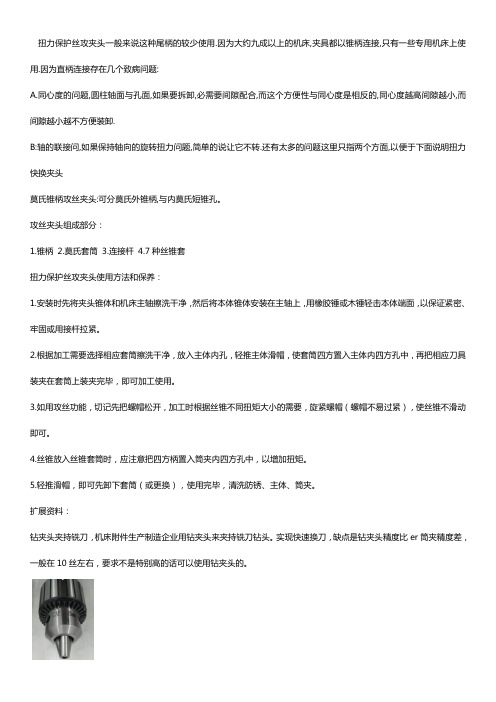
扭力保护丝攻夹头一般来说这种尾柄的较少使用.因为大约九成以上的机床,夹具都以锥柄连接,只有一些专用机床上使用.因为直柄连接存在几个致病问题:A.同心度的问题,圆柱轴面与孔面,如果要拆卸,必需要间隙配合,而这个方便性与同心度是相反的,同心度越高间隙越小,而间隙越小越不方便装卸.B:轴的联接问,如果保持轴向的旋转扭力问题,简单的说让它不转.还有太多的问题这里只指两个方面,以便于下面说明扭力快换夹头莫氏锥柄攻丝夹头:可分莫氏外锥柄,与内莫氏短锥孔。
攻丝夹头组成部分:1.锥柄2.莫氏套筒3.连接杆4.7种丝锥套扭力保护丝攻夹头使用方法和保养:1.安装时先将夹头锥体和机床主轴擦洗干净,然后将本体锥体安装在主轴上,用橡胶锤或木锤轻击本体端面,以保证紧密、牢固或用接杆拉紧。
2.根据加工需要选择相应套筒擦洗干净,放入主体内孔,轻推主体滑帽,使套筒四方置入主体内四方孔中,再把相应刀具装夹在套筒上装夹完毕,即可加工使用。
3.如用攻丝功能,切记先把螺帽松开,加工时根据丝锥不同扭矩大小的需要,旋紧螺帽(螺帽不易过紧),使丝锥不滑动即可。
4.丝锥放入丝锥套筒时,应注意把四方柄置入筒夹内四方孔中,以增加扭矩。
5.轻推滑帽,即可先卸下套筒(或更换),使用完毕,清洗防锈、主体、筒夹。
扩展资料:钻夹头夹持铣刀,机床附件生产制造企业用钻夹头来夹持铣刀钻头。
实现快速换刀,缺点是钻夹头精度比er筒夹精度差,一般在10丝左右,要求不是特别高的话可以使用钻夹头的。
钻夹头是由钻夹套、松紧拨环、连接块、后盖组成。
在钻夹套中,其轴向定位是利用连接块来实现的,通过圆周向拨动插孔,使在松紧拨环内螺纹的作用下轴向移动,作用下精确地自动定心并夹紧钻具,工作时需要采用装有不同刀具(如中心钻、钻头、铰刀、丝锥等)的钻夹头时,可以松开定位螺钉,转动扇形体到所需位置后,紧固定位螺钉,实现钻夹头多工位的移动。
夹头的三大主要参数是精度、夹持力和夹持范围。
精度是用来控制夹持柄类工具的跳动量,以保证加工孔的精度。
DCM型桶夹操作基准

2DCM/2DCMJ油桶夹操作基准一.油桶夹操作前点检:1、检查油桶夹各部位螺丝有无松动,属具是否断裂,脱焊等;2、检查油桶夹各部位开口销是否损坏、断裂或遗漏;3、油桶夹固定链条是否完好无损;4、检查各部位弹簧、销轴是否处于正常位置;5、检查桶夹鹦鹉嘴(夹具)能否张开、卡紧,不可用手触摸,防止伤手。
二.如何使用油桶夹装卸作业:1,在使用油桶夹装卸货物时,按照油桶夹两矩形管口尺寸调整好叉车货叉的间距;2,开动叉车将两叉脚同时伸进油桶夹矩形管内,确保叉脚插入油桶夹矩形管口底部,然后用安全链条把叉车门架横梁与油桶夹连接起来,以确保作业安全;3,根据不同直径的桶,作业前可适当调整油桶夹两立架的横向间距,即油桶夹横梁上标有2档位置,调整时可提起后部的锁紧销,将立架横向滑动至合适位置即可;4,将装有油桶夹的叉车开至装卸地点,控制叉车速度,确认需装卸的货物后,把货叉提升至物流车货厢相同高度,确保油桶夹与桶成直线位置,以方便油桶夹能准确将桶夹住;5,在搬运过程中,叉车司机应将叉车门架略向前倾斜,(这一点很重要,否则就没有正确动作!)并使夹爪稍低于桶的上缘,开动叉车靠近桶边,让夹具接触桶的侧壁,然后提升货叉,夹爪就会自动夹住桶的上缘,桶越重,夹紧力越大;6,夹住油桶后,将叉车门架稍往后倾斜,使其更牢固的夹住油桶,油桶夹不能夹取超过额定载重量物质(最大载重量为900KG);7,油桶夹在夹住桶后,叉车倒车离开物流车车厢后方可将门架下降,否则桶与车厢撞击后会导致夹爪夹不稳.桶变形或损坏;8,使用油桶夹装卸转运作业时,叉车车速不得过快或急转弯、门架急升急降等。
行驶中要保证叉车门架后倾,防止桶与地面摩擦,导致夹爪与桶分离.或将桶损坏/变形等;9,放置桶时,叉车门架应恢复抓桶时同样倾斜位置,慢慢落下货叉,待桶放稳后,夹爪就会自动与桶松开;10,放置桶时,应尽量慢慢将桶往地面放,避免猛烈放桶,防止将地面油漆损坏且易产生其它危险;11,在搬运纸质纤维桶时,应使用纤维桶保护罩,作业时将波形销从夹头顶部取下,使保护罩向前置于夹头前方,重新装好波形销,使用保护罩可保护桶上包口不受损坏,其它作业时,请将保护罩还原至原来位置。
ER筒夹的质量标准

ER筒夹的质量标准ER筒夹俗称弹簧夹头,是一种装在机床主轴上的钻夹头,其功能是锁紧刀具和主轴的衔接。
ER弹簧夹头由瑞士REGO-FIX公司发明制造。
现今广泛使用于各类机械加工夹持领域。
主要用于钻孔,铣削,铰孔,攻丝和磨削中使用。
因期有16条槽的设计,允许一个较大的夹持范围并同时拥有是佳的径向跳动误差,且分为ER8,ER11,ER16,ER20,ER25,ER32,ER40和ER50这几种规格,实用于所有的刀具夹持。
目前工业市场使用的筒夹材料为:65Mn。
购买高精筒夹认准钛浩机械,专业品质,质量保证。
钛浩机械有限公司奉行以质量赢得用户,以服务占领市场,诚信为本,互利共赢的宗旨,依靠雄厚的技术力量,科学的管理制度,先进的加工检测设备,始终坚持以客户为中心,为用户提供符合国家标准、德国标准、美国标准、日本标准等不同标准的各类机床附件,以满足客户的不同需求。
ER筒夹的规格:规格 d(H7) D D1 D2 L L1 L2 L3 弹性收缩量ER弹簧夹头8 0.5-5.0 8 8.5 6.5 13.5 2.7 1.5 1.2 0.5ER弹簧夹头11 1.0-7.0 11 11.5 9.5 18.0 3.8 2.5 2.0 0.5ER弹簧夹头16 1.0-2.0 16 17 13.8 27.5 6.26 4.02.7 0.5>2.0-10.0 1.0ER弹簧夹头20 1.0-2.5 20 21 17.4 31.5 6.36 4.8 2.8 0.5>2.5-13.0 1.0ER弹簧夹头25 1.0-2.5 25 26 22.0 34.0 6.66 5.0 3.1 0.5>2.5-16.0 1.0ER弹簧夹头32 2.0-3.5 32 33 29.2 40.0 7.16 5.5 3.6 0.5>3.5-20.0 1.0ER弹簧夹头40 3.0-26.0 40 41 36.2 46.0 7.66 7.0 4.1 1.0ER弹簧夹头50 6.0-10.0 50 52 46.0 60.0 12.6 8.5 5.5 1.0>10.0-34.0 2.0。
弹性夹头又称弹性筒夹

弹性夹头又称弹性筒夹,是一种装在钻\铣床上的钻铣夹头,其功能是夹紧钻刀或铣刀.目前用得最多的是ER弹性筒夹.其性能稳定,精度高,深受广大厂家信赖。
ER32指安装DIN6499标准的ER32夹头。
ER3夹头加持范围是1-20。
ER筒夹后面锥柄16度起到了定位作用,16度的和刀柄前头ER内锥的接触面的好坏,直接决定了筒夹的精度,钛浩筒夹16度的锥柄接触率达到90%,高精筒夹这个是主要的检测标准,16的前面就是直径29的宽度3.6mm的螺母偏心环锁紧槽,这个地方也是必交关键的,他决定了筒夹在螺母里面是否好拿出来,主要和螺母配合的,最前头是60度的锥锥度,这个锥度是和螺母里面的60度接触,螺母通过螺纹向刀柄里面压紧,通过60度的接触面向里面移动从而实现ER夹头加持。
用来装在钻、攻、铣床或加工中心主轴上的一种用来禁锢钻攻刀具或者是铣刀具的筒形夹具,也称ER筒夹。
也可以用来固定加固需要改造加工零件的一种固定锁紧装置。
ER弹簧夹头,夹紧力大,夹持范围广,精度好。
广泛用于镗、铣、钻、攻丝、磨雕刻等加工。
ER夹头,是弹簧夹头的一种,一般用于数控刀柄配套使用。
弹性夹头近两年使用率提高迅速,比两年前增长近百倍。
随着小型加工业不断兴起,加工的质量、精度无疑是目前最大的竞争对象,而此类筒夹的出现,在某种程度上成为了中小型企业生存的关键所在。
ER筒夹在其常规使用中,运用最多的是ER11-ER32.占此类筒夹的9/10。
丝锥介绍
日本OSG,名称:
日本OSG 螺旋槽丝锥长柄型E01 EX-LT-SFT HSE OH2 M3 X 0.5 X 100
日本OSG 螺旋槽丝锥长柄型E01 EX-LT-SFT HSE OH2 M4 X 0.7 X 100
日本OSG 螺旋槽丝锥长柄型E01 EX-LT-SFT HSE OH2 M5 X 0.8 X 100
日本OSG 螺旋槽丝锥长柄型E01 EX-LT-SFT HSE OH2 M6 X 1 X 100
日本OSG 螺旋槽丝锥长柄型E01 EX-LT-SFT HSE OH2 M8 X 1.25 X 100
注解: 螺旋槽丝锥长柄型,单位:E01,品名:EX-LT-SFT ,材质:HSE ,精度:OH2 一、数控刀柄:
BT30/BT40/BT50系列-
ER筒夹刀柄、
C32强力型刀柄、
OZ型立铣刀柄、
SLA侧固式刀柄、
FMA/FMB平面铣刀柄、
APU钻夹头刀柄、
扁尾莫氏锥度钻头刀柄、
SKS高速机刀柄
二、刀柄附件:ER弹簧夹头、OZ弹性筒夹、C32直柄筒夹、ER型直柄延长杆、
三、刀杆刀盘:舍弃式刀杆BAP系列、TJU系列、EMR系列、TRS系列、T2139系列、AJX 系列、AHU系列;平面铣刀盘BAP系列、TAP系列、EMR系列、TRS系列、R200系列、KM系列。
常用钻头价格表

SKH517GR
311
1.2
2.0
3.0
4.1
5.0
10.6
/
2.6
3.2
3.9
1.5
1.8
216
0.85
1.55
1.7
2.3
2.7
3.2
4.8
1.5
1.9
2.1
0.87
0.8
以上牙轮钻头同颜色为同性能产品,H、HJ、HJT为江汉制造;LR、LS、LST为立林制造。
KS/KM1652GAR(A)/GAG(A)
5刀19片
国产齿
4.4/4.5
MD9535/MD9531、MD9522
4.3
ES1952AU
/
3.7/4.4
KM1952R/KM1952D
混合齿
8.2/6.9
MD9535H/MD9538H
6.8
ES1952HAU
4.9
HTA2565
6.1
KM1952R(AB)
3.6
MD9431
4.1
ES1942AU
3.5
HT2465
3.6/3.6/3.9
KS1942G/KS/KM1942SGR
混合齿
7.8
MD9431H
5.4
ES1941H
4.9
HTA2465
6.1
KM/KS1942SGR(AB)
进口齿
11.5
MD9431ZC
10.7
TS1942
/
9.7/10.2
KS/KM1942SGR(A)
5刀16片
国产齿
4.4
MD6521L
/
SMC微型快速接头样本

1 8 KJW01-34S 11.11
10-32UNF KJW03-32 7
5 32
1 16 KJW03-33S 9.5 9.3
1 8 KJW03-34S 11.11
10-32UNF KJW07-32 7
14
1 16 KJW07-33S 9.5 12
1 8 KJW07-34S 11.11
※ NPT螺纹的螺纹拧入后的参考尺寸。 注) øD是最大直径。
直通接管: KJH
适合管子
注)
外径
型号
øD
(英寸)
1 8 KJH01-00 8.4 5 32 KJH03-00 9.3 1 4 KJH07-00 12
注) øD是最大直径。
L
M
最小 质量 孔径 g
26.3 12.7 2.5 1.4 26.3 12.7 3 1.7 28.1 13.6 4.6 2.6
T(带密封剂) 适合管子
注)
最小 质量
øD1 øD2 L1 L2 A M 孔径 g
8.4 6 14.5 23.8 15.3 12.7 2.2 1 9.3 6 15.6 24.7 16.7 12.7 2.5 1.2 12 7.6 16.7 27 19.4 13.6 4.6 2.1
适合管子 适合管接头
263
KJ 系列
插管减径弯管: KJL
英制尺寸 微型快换接头
适合管子-ø1/8 、ø5/32、ø1/4 连接螺纹-10-32UNF、NPT1/16、NPT1/8
KJ 系列
导套 1 导套 2 夹头
尼龙管、聚氨酯管都可使用 夹持力大
夹头能牢固夹住管子,增大夹持力。
释放套(浅灰色)
拔管子力小
拔管子时,夹头已张开,并防止夹头过分 咬住管子,故拔管容易。
ER11-1.5筒夹
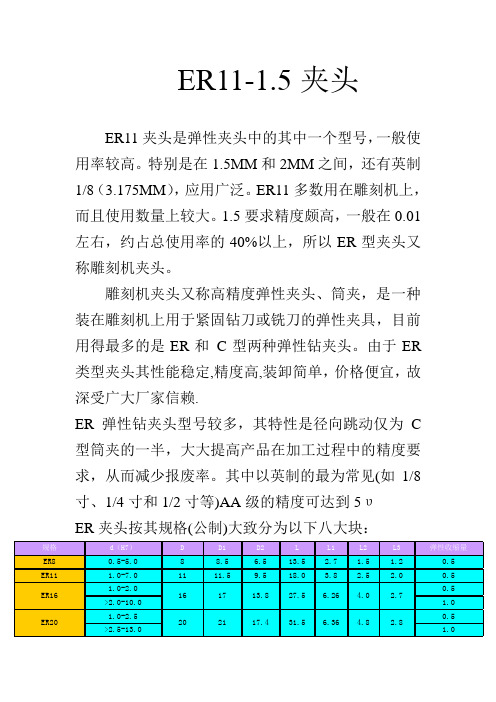
ER11-1.5夹头ER11夹头是弹性夹头中的其中一个型号,一般使用率较高。
特别是在1.5MM和2MM之间,还有英制1/8(3.175MM),应用广泛。
ER11多数用在雕刻机上,而且使用数量上较大。
1.5要求精度颇高,一般在0.01左右,约占总使用率的40%以上,所以ER型夹头又称雕刻机夹头。
雕刻机夹头又称高精度弹性夹头、筒夹,是一种装在雕刻机上用于紧固钻刀或铣刀的弹性夹具,目前用得最多的是ER和C型两种弹性钻夹头。
由于ER 类型夹头其性能稳定,精度高,装卸简单,价格便宜,故深受广大厂家信赖.ER弹性钻夹头型号较多,其特性是径向跳动仅为C 型筒夹的一半,大大提高产品在加工过程中的精度要求,从而减少报废率。
其中以英制的最为常见(如1/8寸、1/4寸和1/2寸等)AA级的精度可达到5υER夹头按其规格(公制)大致分为以下八大块:ER251.0-2.5252622.034.0 6.66 5.0 3.10.5 >2.5-16.0 1.0ER322.0-3.5323329.240.07.16 5.5 3.60.5 >3.5-20.0 1.0ER40 3.0-26.0404136.246.07.667.0 4.1 1.0ER506.0-10.0505246.060.012.68.5 5.51.0>10.0-34.0 2.0弹性夹头近两年使用率提高迅速,比两年前增长近百万倍。
随着小型加工业不断兴起,加工的质量、精度无疑是目前市场上最大的竞争对象,而此类筒夹的出现,在某种程度上成为了中小型企业生存的关键所在。
雕刻机筒夹在其常规使用中,运用最多的是1/8英寸1/4英寸和1/2英寸.占此类筒夹的9/10。
其对应的是ER11和ER20系列,年产量约为3.5亿套,在钻夹头领域份额之大,惊叹不已。
弹性夹头配合ER螺母使用弹性筒夹材质分类较多,其中以65mn(弹簧钢)性能最为突出,是广大企业首选型号成套装备—延长刀杆(刀杆+ER筒夹+ER螺母)。
快速夹钳选型表 文档

推拉式
36 CH-32500 37 CH-32500HL 38 CH-32500PR 39 CH-33500 40 CH-36003M 41 CH-36006 42 CH-36010M 43 CH-36012M 44 CH-36020 45 CH-36020-K 46 CH-36060 47 CH-36070 48 CH-36092M
型号 号
附件
36 CH-SF-06050 37 CH-SF-08065 38 CH-SF-10085 39 CH-SF-12100 40 CH-SF-16150 41 CH-FW-080 42 CH-FW-100 43 CH-FW-140 44 CH-FW-141 45 CH-FW-516 46 CH-FW-380 47 CH-FW-120 48 CH-FW-580 49 CH-NC-140 50 CH-NC-516 51 CH-NC-380 52 CH-NC-120 53 CH-BR-140 54 CH-BR-516 55 CH-BR-380
南京耐思特机电设备有限公司 025-86463110
水平式
1 CH-200-W
2 CH-200-WH
3 CH-200-WL
4 CH-200-WLH
5
CH-201
6 CH-20100
7 CH-201-A
8 CH-201-AI
9 CH-201-AL
10 CH-201-AR
11 CH-201-B
12 CH-201-BHB
13 CH-201-BI
14 CH-201-BS
15 CH-201-BSI
16 CH-201-BSM
17 CH-201-C
18 CH-201-I
筒夹

材质 → ← 功能
功能:其功能是夹紧钻刀或铣刀 材质: 65Mn具有一定的韧性和塑性;在相同表面状态和完全淬
透情况下,疲劳极限与合金弹簧相当。但淬透性差,主要 用于较小尺寸的弹簧
40Cr:调质处理后具有良好的综合力学性能,良
好的低温冲击韧性和低的缺口敏感性。
精度:
≤0.008mm
高精度ER筒夹是弹性夹头中的高端产品 一般径向跳动在0.008mm以内,是目前 市场趋势下的高端产物 一般安装在雕刻机及精密仪器上使用具有 以下特点:
有生之年 并肩同行
ห้องสมุดไป่ตู้
性能稳定 精度高 装卸简单 价格实惠
精度:
≤0.015
精选40Cr材质 价格实惠 轴承钢制造的ER弹性筒夹, 有较高的弹性和使用寿命 。 所有的ER弹性筒夹皆经过 精密研磨,符合德国DIN 6499精度规格制造.。
R8夹头
后尾螺纹
公制粗牙:M12*1.75 英制细压:7/16-20UNF
夹持范围
公制:1-20mm 英制:1/16-1/8
直柄筒夹----Straight Collets
C20: 3-16mm
C25:3-20mm
C32: 3-25mm C42: 3-32mm
SK筒夹----SK Collets
SK10:2-10mm
SK16:3-16mm
SK20:7-20mm
SK25:7.5-25mm
参数:
生产标准:DIN6499B
材质:65Mn
硬度:HRC44-48 精度:≤0.005mm ≤0.008mm ≤0.015mm
大小分类 ER8:1-5mm ER11:1-7mm ER16:1-10mm ER20:1-13mm
常用工具清单
108水准仪
109便携式洛氏硬度计110手持式粗糙度仪111动铁式交流弧焊机112六棱冲击钻头
113六棱冲击钻头
114六棱冲击钻头
115六棱冲击钻头
116六棱冲击钻头
117六棱冲击钻头
118六棱冲击钻头
119平面刮刀
120移动电缆盘
121移动电缆盘
122橡套软电缆
123线坠
124线坠
125划针
126移动脚手架
127滑石笔
128黄铜棒
129硅橡胶平面密封剂130瞬干胶
131高效清洗剂
132双钩阻燃安全带133透明钢丝管
134透明钢丝管
135单相潜水泵
136三相潜水排污泵137合成纤维吊装带138合成纤维吊装带139合成纤维吊装带140合成纤维吊装带141合成纤维吊装带142合成纤维吊装带143合成纤维吊装带144合成纤维吊装带145合成纤维吊装带146合成纤维吊装带147合成纤维吊装带148合成纤维吊装带149合成纤维吊装带150合成纤维吊装带151D型卸扣
152D型卸扣
153D型卸扣
154D型卸扣
155敲击呆扳手
156敲击呆扳手
157敲击呆扳手
158敲击呆扳手
159敲击呆扳手
160敲击呆扳手
161敲击呆扳手。
美国positrol快换式夹头卡盘系列

Collet Chucks & Collet Pads Selection Chart For Thru-Hole Collet Chucks:Hot Rolled Stock vs. Ground or Cold Rolled Stock If you contemplate using hot rolled bar stock then the "Hot Rolled" branch should be selected.Drawtube Pull Required vs. Drawtube Push Acceptable Some servo barfeeders require the drawtube to pull when closing the collet chuck. If no barfeeder is involved or the selected barfeeder does not have this requirement, then a collet chuck which closes when the drawtube is pushed forward would be acceptable.Dead Length Required vs. "Pull Back Action"A collet chuck with "Pull Back Action" will pull the bar away from the stop in the turret. If inconsistent stock length on a facing cut is unacceptable, or if the barfeed is servo driven, then a dead length collet chuck is indicated.Superior Cincinnati is an industry leader in the design and manufacturing of Collet Chucks, Collet Pads, Feed Finger Pads and workholding accessories. Since 1975 we have provided outstanding quality, value and service to our customers. We continuously strive to meet our customers ever increasing requirements to improve productivity and profits. Superior Cincinnati workholding products come with off-the-shelf delivery for most machine tools. Our national network of distributors, located in all major cities, are ready to serve your workholding needs. Our products are manufactured to the highest quality standards each and every day, priced to save you money and fully guaranteed to your satisfaction.Precision Required vs. Standard Accuracy Select "Precision Required" where close repeatability is required a distance from the face of the collet chuck.Solid Collet vs. Master Collet with Collet Pads Some collet chucks require the use of a solid collet such as 5C, 16C, 3J or "B" Style collets. This means that the solid collet must be changed to accommodate different diameters. With a master and pads, the master collet remains in the collet chuck and only the collet pads are changed. Solid collets are considered more accurate but cost about 50% more than collet pads of comparable size."S" Style vs. Turret Lathe Pads Some customers prefer one type of collet pad over the other. Turret Lathe Pads are more readily available from several manufacturers. "S" Style Pads are only available from a limited number of suppliers.• No part movement • True parallel grip = More gripping force = Faster feeds and speeds • Large .125" clamping range (opens & closes 0.6" from nominal) = Ability of the chuck to handle hot rolled stock • Exclusive Centr-Adjust feature to centralize the chuck • Short, totally sealed design – No exposed mating surfaces • Chuck is shorter than other competitive modelsCNS/CNT "S" Style & Turret Lathe Collet Chucks CRS/CRT "S" Style & Turret Lathe Collet Chucks for Servo BarfeedersCOLLET NUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTH CHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE COLLET NUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTH CHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE COLLET NUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTH CHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE Benefits • No part movement • Designed for Servo Barfeeders • True parallel grip = More gripping force = Faster feeds and speeds • Large .125" clamping range (opens & closes 0.6" from nominal) = ability of the chuck to handle hot rolled stock • Exclusive Centr-Adjust feature to centralize the chuck • Short, totally sealed design – No exposed mating surfaces •Chuck is shorter than other competitive models BenefitsCOLLETNUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTH CHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE COLLET NUMBER CHUCKNOSE DIAMETER SPINDLE NOSE OVERALL LENGTHCHUCKMODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGONSQUARE COLLETNUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTH CHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE CDC 5C, 16C, 3J Conventional Solid Collet Chucks COLLET NUMBER CHUCK NOSE DIAMETER SPINDLE NOSE OVERALL LENGTHCHUCK MODEL NUMBER MAXIMUM BAR CAPACITY ROUND HEXAGON SQUARE CDS "S" Style Conventional Master Collet Chucks• Extended grip length – Able to grip on two diameters• Exclusive Centr-Adjust feature to centralize the chuck• Sealed design – No exposed mating surfaces • Helps prevent vibration due to bar whip• No part movement • Ideal for subspindle applications, secondary operations and part transfers • Available with optional part ejector • Small size allows for greater tool clearances and more z-axis travelSHAPES AND SPECIALS PADS FOR TOP JAWS•Dovetail feature machined in the middle diameter of each segment • Clamp screw engages the dovetail feature to secure the pad segment(s) into the master collet • Used primarily on multi-spindle automatics and in some Collet Chucks • Designed to be changed without requiring the removal of the master collet from the chuck • Machinable Emergency Collet Pads available from stock • "S" Style Pads can be purchased in a variety of shapes, sizes and materials • Wrenches and clamps are sold separately (see page 11)• Available for popular jaw chucks • Used in jaw chucks with collet pad top jaws • For chucks that have master jaws that accept standard Turret Lathe Collet Pads • Increases flexibility of jaw chucks by eliminating wasted time spent on jaw change over • Offered in distinctive bidirectional serrated design to accommodate various stock diameters within working range of the chuck • Machinable Emergency Collet Pads available from stock • Jaw Chuck Pads can be purchased in a variety of shapes, sizes and materials• Identified by square lugs threaded into the periphery of the ground diameter closest to the face of the master collet • By turning the set screws, the lugs expand into slots thus securing the pad to the master collet • Master collet allows changing of the pad(s) without removing the master from the spindle • Pads are primarily used on multi-spindle automatics but are used in some Collet Chucks • Machinable Emergency Collet Pads available from stock • Martin Type Pads can be purchased in a variety of shapes, sizes and materials • Lugs can be purchased separately (see page 13)• Seated in the recess within the master feeder • One pad has a slot for engaging a key of the master feeder to eliminate pad rotation • For maximum wear the Feed Finger Pads are hardened • Pads are quickly and easily changed • Feed Finger Pads can be purchased in a variety of shapes, sizes and materials• Threaded holes in the periphery of the middle diameter are used to secure the pads to the master collet or top jaws • These pads were originally used on turret lathes, thus their name • Turret Lathe Pads are commonly used with Collet Chucks and collet pad top jaws • Machinable Emergency Collet Pads available from stock • Turret Lathe Pads can be purchased in a variety of shapes, sizes and materials • Mounting screws are sold separately (see page 9)• Manufactured for use in all Superior Cincinnati Collet Chucks • Also available for many other manufacturer's Collet Chucks • Designed for bar and chucking work, available from stock with up to 6" chuck capacity • Machinable Emergency Collet Pads available from stock • Collet Chuck Pads can be purchased in a variety of shapes, sizes and materialsCollet Pad IndexJAW CHUCK PADSPage 14FEED FINGER PADS (MODEL "A")Page 12MARTIN TYPE PADSPage 12"S" STYLE PADSPage 10TURRET LATHE PADSPage 8COLLET CHUCK PADSPage 16MACHINE SIZE MACHINE MODELSUPERIOR NUMBER MASTER COLLET NUMBER MASTER PAD NUMBER ROUND HEXAGON SQUARE COLLET PAD CAPACITYMACHINE SIZE MACHINE MODEL SUPERIOR NUMBERMASTER COLLET NUMBER MASTER PAD NUMBER ROUND HEXAGON SQUARE COLLET PAD CAPACITYPad capacity limited by machine spindle bore.WHEN ORDERING COLLET PADS SPECIFY:Make of machine, machine size, machine model, number of sets required and Superior Cincinnati part number. One set of pads required for each spindle. A six spindle machine requires six sets of pads to equip a full machine; a single spindle machine requires one set. Special Collet Pads or items not shown on the above list are available on application and require a sketch or sample part for positive identification. Special discount based on quantity and cost justification available on application.MACHINE SIZE MACHINE MODELSUPERIOR NUMBERROUND 1HEXAGON SQUARE COLLET PAD CAPACITY "S" STYLE MASTER COLLET PADS "S" STYLECollet Pads For Single & Multiple Spindle Automatics"S" STYLECollet Pads For Single & Multiple Spindle Automatics1Maximum capacity for round, serrated is 1/16" less than smooth except 1230, 1235, 1240 & 1250.2Pad capacity limited by machine spindle bore.MACHINE SIZE MACHINE MODEL SUPERIOR NUMBERROUND 1HEXAGON SQUARE COLLET PAD CAPACITY"S" STYLE MASTER COLLET PADSMACHINE SIZE MACHINE MODELCOLLET PAD CAPACITY MARTIN TYPE 1 MASTER COLLET PADS SUPERIOR NUMBERSUPERIOR NUMBER ROUND HEXAGON SQUARE ROUND HEXAGON SQUARE FEED FINGER PAD CAPACITY MODEL "A" FEED FINGER/PUSHER PADSMACHINE SIZE MACHINE MODEL COLLET PAD CAPACITYMARTIN TYPE 1 MASTER COLLET PADS SUPERIOR NUMBERSUPERIOR NUMBER ROUND HEXAGON SQUARE ROUND HEXAGON SQUARE FEED FINGER PAD CAPACITYMODEL "A" FEED FINGER/PUSHER PADSAll Feed Finger Pads are supplied as hardened steel pads. Martin Collet Pads and Feeder/Pusher Pads are not returnable.Lugs can only be used with Superior Cincinnati pads.WHEN ORDERING COLLET PADS SPECIFY:Make of machine, machine size, machine model, number of sets required and Superior Cincinnati part number. One set of pads required for each spindle. A six spindle machine requires six sets of pads to equip a full machine; a single spindle machine requires one set. Special Collet Pads or items not shown on the above list are available on application and require a sketch or sample part for positive identification. Special discount based on quantity and cost justification available on application.1All Martin Type Collet Pads are interchangeable with all Martin Type and Model "M" Masters.2 Pad capacity limited by machine spindle boreSTYLEDIAMETERREFERENCE DESCRIPTION SUPERIOR NUMBERJAW CHUCK PADSSTYLE DIAMETER REFERENCE DESCRIPTION SUPERIOR NUMBER JAW CHUCK PADS (continued)X – Denotes any number or letter (or series of numbers or letters) within a particular product line.Wide Range pads are only available with serrated I.D.ITEM/SERIES HURON TOP JAW CHUCK CAPACITY SUPERIOR NUMBER DESCRIPTIONCOLLET CHUCK PADSITEM/SERIESCHUCK CAPACITY CHUCK MODEL NUMBER DESCRIPTION SUPERIOR NUMBERCOLLET CHUCK PADS(continued)ITEM/SERIES CHUCK CAPACITY CHUCK MODEL NUMBER DESCRIPTION SUPERIOR NUMBER X – Denotes any number or letter (or series of numbers or letters) within a particular product line.Accu-Length TM is a registered trademark of Royal Products.ITEM/SERIESCAPACITY WITH PAD DESCRIPTION SUPERIOR NUMBER COLLET CHUCK PADS(continued)CUSTOM QUOTE REFERENCE GUIDE。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ER筒夹的精度一般标准如下:
一级:精度:0.01mm 。轴承钢制造的ER筒夹,有较高的弹性和使用寿命。所有的ER弹性筒夹皆经过精密研磨,符合德国DIN 6499精度规格制造,ER有1mm的伸缩弹性空间。二级:精度:0.01--0.015mm 。轴承钢制造的ER弹性筒夹,有较高的弹性和使用寿命,所有的ER弹性筒夹皆经过精密研磨,符合德国DIN 6499精度规格制造,ER有1mm的伸缩弹性空间。ER筒夹利用中间的一个弹簧筒夹的弹性变形来夹紧刀具,夹持比较简单、方便,对刀具柄部精度要求不高。