SSP1_09C
SSPC表面处理标准对照表
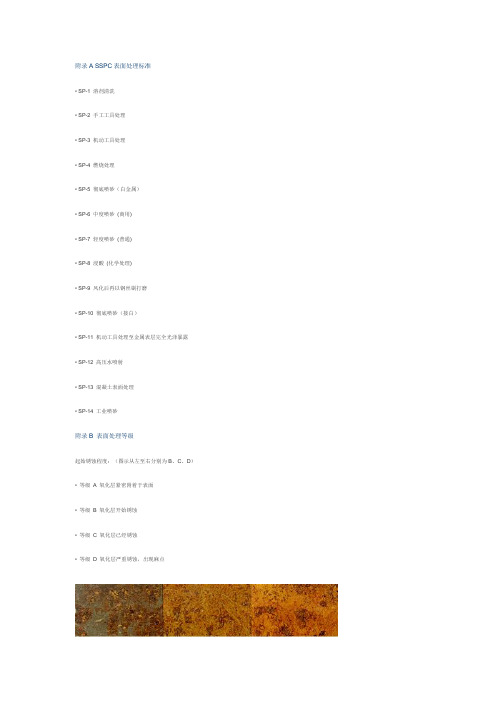
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比描述SSPC SP SIS 055900NACE ISO 8501BS 7079溶剂清洗手工工具清洁SP1SP2 St2 St2钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
业务和软件产品硬件质量标准V
业务和软件产品硬件质量标准总则:1.申明本标准旨在规范安装和维护华为公司设备的相关操作,不作为建设单位或监理单位用于工程验收的标准;本总则的各条说明与华为公司相关流程制度相冲突时,以华为公司相关流程制度为准;2.计分办法总分为35分;采用扣分制,违反一条就扣掉该条款对应的分数,质量得分为35减去所有扣分,最低0分;得分小于分为质量不合格;3.扣分原则一个工程对应一个工程号含有多个产品时,各产品质量问题扣分要累加计算;一个工程对应一个工程号含有多个局点时,各个局点质量问题扣分要累加计算,但最多累计3个局点;一个工程对应一个工程号,相同质量问题扣分必须累加计算,但最多累计3次;对于自检报告中遗漏的问题,或自检报告中注明的原因不符合华为公司相关规定,或没有注明原因的问题,华为公司在质量检查时要按照该标准条款进行扣分;4.整改要求i.违反A类条款标准条款编码的最后一位为“A”所有问题必须整改,否则必须与客户签署备忘录;经过多方协调客户仍然不同意签署备忘录时,请知会华为公司工程管理相关人员,且必须在自检报告中注明以备查;ii.违反B、C类条款标准条款编码的最后一位为“B”或“C”本次工程产生的问题:本次工程产生的无法整改的质量问题可以不整改必须在自检报告中注明原因以备查,其余必须全部整改;本次工程以前的遗留问题:本次工程如果有条件整改时必须整改;5.自检报告的填写规范工程督导必须将工程存在的所有违反质量标准的问题包括质量检查工具误判的问题,在自检报告中全部列出,同时注明其原因;未整改的以及没有注明合理原因的问题,在自检报告中应该按照质量标准进行扣分;6.数据的及时归档工程督导应在华为公司规定时间归档或刷新CEAS系统工程文档,华为公司在质量检查时所使用的相关数据若取自CEAS系统,因CEAS数据问题,造成华为公司的质量检查结果出错,责任由工程督导及相关单位承担,华为公司不会因此更改质量检查结果;7.备忘录的签署规范和归档要求工程督导自检时与客户签署的备忘录,须有客户的签章或签字,要尽量描述清楚存在的质量问题,以及可能引起的后果和相关各方应该承担的责任;工程督导必须在华为公司规定的时间内,将备忘录扫描件或数码照片随同自检报告一起上载到EPMS系统中;其它形式的或超时上载的备忘录无效,相关质量问题在工程督导自检或华为公司质量检查时应按照质量标准进行扣分;8.本标准适用范围一级标准,适用于县级以上含县级通信机房安装的增值特服ICD产品、数据业务产品设备、有线智能网、无线智能网、ITELLIN、SSP、AIP等产品的安装与维护涉及的工程督导自检、合作单位质量检查、华为公司工程质量检查、华为公司维护质量检查等;9.本标准解释与生效本标准的解释权归华为技术有限公司所有;对本标准存在任何疑问,必须向华为公司工程管理相关人员进行咨询和寻求解决,否则由此引起的后果由相关责任人或单位承担;本标准从颁布之日起执行,一切与以往标准的不同之处,以本标准为准;10.本标准各条款编码的含义A、第1、2、3位:“IHA”为本标准的代号;依次为:“I”指“业务与软件产品线”,“H”指“硬件质量标准”,“A”指本产品线硬件质量标准的序号;B、第4、5、6位:本标准中各条款的分类编号;第4位为大类编号,按照“A”、“B”、“C”等顺序编写,第5、6位为该大类下的序号;C、第7位:本标准中各条款的重要程度:用“A”、“B”、“C”表示;A类条款:重要问题;违反该条款,将严重影响设备安全运行;B类条款:次要问题;违反该条款,将影响设备正常运行,或给设备正常运行埋下隐患;C类条款:轻微问题;违反该条款,不影响设备正常运行,但是将影响、今后扩容和维护操作的便利性等;一、机架安装二、信号电缆布放三、终端、座席等安装四、电源线、地线、分线盒五、其它六、设备安装环境。
SSPC表面处理标准

表面处理说明书第二章目录第二章表面预处理说明书SSPC-SP COM 表面预处理摘要SSPC-GUIDE TO VIS 1-89 喷砂处理的钢材表面的目测标准SSPC-GUIDE TO VIS 2 已涂装表面锈蚀程度的标准评价方法SSPC-GUIDE TO VIS 3 动力和手动工具清理钢材表面的目测标准SSPC-SP 1 溶剂清理SSPC-SP 2 手动工具清理SSPC-SP 3 动力工具清理SSPC-SP 5/NACE 1 喷砂清理到金属表面呈彻底的金属光泽SSPC-SP 6/NACE 3 经济型喷砂清理SSPC-SP 7/NACE 4 扫砂清理SSPC-SP 8 酸洗法清理SSPC-SP 10/NACE 2 喷砂清理到表面呈金属光泽SSPC-SP 11 动力工具除锈至金属表面呈金属光泽SSPC-AB 1 天然矿石与工业废渣磨料SSPC-TR 1/NACE CG 1994 相关热力学方法钢材表面清理的科技报道表面处理概述1.简介本概述是为了帮助选择合适的表面预处理方法及评价表面预处理工作结束后其工作的质量。
本概述是为了使读者更好的理解SSPC说明书及其方法,本身不是其说明书的一部分。
另外,除了已经印刷发行的部分外,SSPC表面预处理说明书仅供参考。
表1中列出了经由使用者、服务商、及其他公众利益团体一致认可的SSPC的一些说明书。
2.表面预处理的重要性表面预处理的质量与配套的油漆系统在同等程度上影响着涂层的寿命。
因此,我们应对表面预处理给予全面的考虑。
表面处理的主要功能有:①清除材料表面可能导致涂层寿命缩短的物质;②提供一个容易湿润的表面以保证涂层具有足够的附着力。
虽然所有的涂层最终都会失效,但是涂层失效的主要原因往往是表面预处理不够或涂层附着力不够。
一般说来,表面预处理过程中需要清理的是湿气、油脂、氯化物、硫酸盐、锈、金属腐蚀产物及灰尘等。
氧化皮对涂层性能的影响是不稳定的;对于比较缓和的室外环境来说,附着紧密且完整的氧化皮是可以保留的。
SSPC与NACE对照表

Surface Preparation Standards
System Solvent Clean Hand Tool Clean Power Tool Clean Flame Clean (new steel) White Metal Blast SSPC Codes SSPC.SP1 SP1 Definition SSPC.SP2 SP2 Definition SSPC.SP3 SP3 Definition SSPC.SP4 SSPC.SP5 SP5 Definition SP5 Picture SSPC.SP6 SP6 Definition SP6 Picture SSPC.SP7 SP7 Definition SP7 Picture SSPC.SP8 SSPC.SP9 SSPC.SP10 SP10 Definition SP10 Picture SSPC.SP11 SP11 Definition Non-Ferrous Metals Aluminium Definition Brass, Bronze, Copper, Lead, Terne Definition Galvanized Metal Definition NACE #2 Sa. 2 ½ BS4232 Second Quality NACE #1 31 GP 401 31 GP 402 31 GP 403 31 GP 404 Type 1 31 GP 404 Type 2 31 GP 404 Type 3 Sa. 3 BS4232 First Quality BS4232 Third Quality Light blast to brush-off St. 2 (approx.) St. 3 NACE CDN. Govt. (CGSB) Swedish Standard British Standard
6-STEP7指令介绍2

I 0.7 I 0.5
Q 4.0
I 0.7 S5T#5s I 0.5
S TV R
BI BCD Q
Q4.0
T4 S_ODTS
I 0.7 I 0.5
Q 4.0
I 0.7 S5T#5s I 0.5
S TV R
BI BCD Q
Q4.0
T4 S_OFFDT
I 0.7 I 0.5
Q 4.0
I 0.7 S5T#5s I 0.5
MW7
乘法
MD66
MD6 MD12
MD6 MD66 MD12
L L *R T L L /R T
MD6 MD12 MD66 MD40 MD4 MD32
MD32
除法
MD40 MD4
MD40 MD32 MD4
IN1 IN2
ENO
Date: File:
2012-3-10 SSP1_09C.15
练习9.1: 练习9.1: 测试定时器
T4 S_PULSE
I 0.7 I 0.5
Q 4.0
I 0.7 S5T#5s I 0.5
S TV R
BI BCD Q
Q4.0
5s
T4 S_PEXT
I 0.7 I 0.5
Q4.0
I 0.7 S5T#5s I 0.5
S TV R
BI BCD Q
Q4.0
T4 S_ODT
南京恒志自动化系统有限责任公司
定时器概述
LAD STL
示例: 输入延时
S_ODT A L SD A R L T LC T A = I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 MW2 T4 Q8.5
Date: File:
SSPC 标准索引

2005 版的补充 SSPC- Guide 15
现场对钢结构和其他无孔材质表面分析和去除可溶性SPC-PA 3 Guide 5—大气环境下钢结构维护涂装的指导方针 SSPC-PA 6/NACE No. 10— 室外碳钢储罐内涂使用玻璃纤维增强材料 SSPC-PA 7— 混凝土上使用薄型涂料 SSPC-PA 8/NACE No.11—新造碳钢工艺结构上使用薄型有机内涂 CHAPTER 8—质量程序 SSPC-QP COM—质量控制程序注译 SSPC-QP 1— 油漆施工方评估标准程序(现场复杂工业结构施工) SSPC-QP 2— 油漆施工方相关资质的标准程序(现场从复杂结构中移除危险性涂料) SSPC-QP 3— 车间底漆施工的质量评估的标准程序 SSPC-QP 4— 油漆施工方在清洗和维修的工作中防止油漆发生危险的评估标准程序 SSPC-QP 5— 检验部门评估油漆和内涂施工质量的标准程序 SSPC-QP 6— 对钢结构和混凝土结构进行防腐热喷涂施工质量的标准程序 SSPC-QP 7—评估有限工业工作经验的油漆施工方的程序 SSPC-QP 8— 评估小型资质公司在混凝土和其他胶结性材料涂装的油漆和铺面的标准程序 SSPC-QS 1— 评估施工方高质量管理系统的标准程序 CHAPTER 9—技术指导 SSPC-Guide 6— 在脱漆操作过程中保留部分旧漆膜的指导方针 SSPC- Guide 7— 表面处理中处置受铅污染漆膜的指导方针
SSPC-Paint 37— 高性能用于胶结性材料上的水性环氧漆 SSPC-Paint 38— 高性能单组分湿固化耐候型脂肪族聚氨酯面漆 SSPC-Paint 39— 高性能快干或中等干燥双组分脂肪族聚氨酯面漆 SSPC-Paint 101— 铝粉醇酸漆 SSPC-Paint 102— 黑色醇酸漆 SSPC-Paint 104—白色或各色醇酸漆 SSPC-Paint 106— 黑色乙烯基漆 SSPC-Paint 108— 高触变厚浆型浮型铝粉漆 CHAPTER 7—油漆施工标准、指导、和规范 SSPC-PA 1— 钢结构车间底漆、现场涂装和维护 SSPC-PA 2— 用磁力仪测量干膜厚度 SSPC-PA 3 Guide 3 SSPC-PA 3 Guide 4
2022上海奇众阀门高端调节阀样本

作为流程控制管线的承压设备之一,阀门阀体铸件的质量对于阀门寿命及人员和环境安全是最重要的,特别是在高温高压工况领域。
因此,顾客在考核与批准阀门制造商作为合格供应商之前,会预先对其阀门铸件进行审核认证。
供应范围和能力:等1:单座调节阀2:气动三偏心蝶阀3:夹套调节阀4:套筒调节阀5:电动三片式固定球阀6:高压调节阀组7:耐冲刷角型调节阀8:偏心旋转调节阀9:超低温调节阀10:V型调节球阀高温波纹管调节阀项目名称:尼龙66切片连续聚合项目介质名称:导热油工况参数:操作温度:320°C阀门类型:高温波纹管密封单座调节阀工况特点:介质温度高、渗透性强高温高压大口径调节阀项目名称:热电厂蒸汽减温站介质名称:蒸汽工况参数:介质温度430°C 阀前压力3.53MPa 阀后压力0.9MPa 阀门规格:10" Class 600, 16" Class 300工况特点:高温、高压、流速高、噪音大安全切断阀项目名称:输气管道工程站场系统阀门规格:口径6"、8"、10",压力等级Class 600工况参数:阀前压力:4-5.7MPa 关闭压差:5.7MPa 阀门要求:泄漏等级:V 级 故障位置:FC (紧急关闭)工况特点:采用现场管道介质(天然气)作为驱动源夹套调节阀项目名称:高含硫气田天然气处理厂工程装置名称:硫磺装车装置介质名称:液硫 工况参数:压力0.25MPa 温度125~135°C 工况特点:介质粘度高、易结晶超低温阀门项目名称:江苏LNG 接收站阀门用途:LNG 流量调节介质名称:LNG 液化天然气工况参数:温度-160°C ,阀前压力2~3MPa 工况特点:超低温超高压差调节阀项目名称:泥浆泵、压裂泵性能测试试验台阀门用途:用于泥浆泵及压裂泵试验设备加载系统介质名称:常温水工况参数:阀前105MPa 阀后 ≤1MPa 工况特点:超高压差、超宽流量调节范围口 径压力等级主体材料阀盖型式密封面形式流量特性可调范围工作温度操作方式设计标准阀门结构泄漏等级标准型、延长型、加长型、低温型FF、RF、RTJ、LF、BW等等百分比、直线、快开50:1-196°C~538°C气动、电动IEC60534直通球形阀体,单座柱塞型阀内件结构FCI 70-2 IV、V、VI级(软密封)3/4"~12"ANSI Class150~2500碳钢、不锈钢、合金钢、双相钢等内件材质结构长度不锈钢、合金钢、双相钢等ISA S75.03 (ANSI Class 150~600)ISA S75.16 (ANSI Class 900~2500)详细技术规格,请详见纽威调节阀选型样本应用领域:石油、化工、冶金、造船、电力、建材、液化天然气工业、轻工业等行业适用于泄漏要求较严,介质压差不大的场合CSS系列单座调节阀选配驱动装置:气动执行机构:PDL及PCL系列等电动执行机构:AUMA、ROTORK等应用领域:石油、化工、冶金、造船、电力、建材、液化天然气工业、轻工业等行业适用于介质压差较大的场合CSC系列套筒调节阀选配驱动装置:气动执行机构:PDL及PCL系列等电动执行机构:AUMA、ROTORK等直行程系列产品范围口 径压力等级主体材料阀盖型式密封面形式流量特性可调范围工作温度操作方式设计标准阀门结构泄漏等级标准型、延长型、加长型、低温型FF、RF、RTJ、LF、BW等等百分比、直线、快开50:1-196℃~538℃气动、电动IEC60534直通球形阀体,压力平衡型内件结构FCI 70-2 IV、V、VI级(软密封)1-1/2"~20"ANSI Class150~2500碳钢、不锈钢、合金钢、双相钢等内件材质结构长度ISA S75.03 (ANSI Class 150~600)ISA S75.16 (ANSI Class 900~2500)详细技术规格,请详见纽威调节阀选型样本不锈钢、合金钢、双相钢等产品范围CTD(M)系列分(合)流三通调节阀选配驱动装置:应用领域:造纸、化工、石油、化纤、电力、冶金制药、环保等工业领域适用于对盐酸、硫酸、氢氟酸、硝酸、王水等各种强酸,强碱和强氧化剂介质的调节控制气动执行机构:PDL 及PCL 系列等电动执行机构:AUMA 、ROTORK 等选配驱动装置:应用领域:石油、化工、冶金、造船、电力、建材、液化天然气工业、轻工业等行业适用于介质分流或合流的场合气动执行机构:PDL 及PCL 系列等电动执行机构:AUMA 、ROTORK 等产品范围口 径压力等级 3/4"~8"ANSI Class150主体材料WCB 衬F46或PFA详细技术规格,请详见纽威调节阀选型样本IEC60534产品范围阀盖型式密封面形式流量特性可调范围工作温度操作方式标准型、延长型、加长型、低温型FF 、RF 、RTJ 、LF 、BW 等直线50:1-196°C~538°C 气动、电动口 径压力等级主体材料1"~12"ANSI Class150~600碳钢、不锈钢、合金钢、双相钢等内件材质结构长度ISA S75.03 (ANSI Class 150~600)详细技术规格,请详见纽威调节阀选型样本设计标准阀门结构泄漏等级不锈钢、合金钢、双相钢等IEC60534三通球形阀体,柱塞型阀内件结构FCI 70-2 IV 、V 、VI 级(软密封)CFS 系列衬塑调节阀选配驱动装置:应用领域:石油、化工、冶金、航天、航空、船舶、核动力、军工等领域适用于对介质有严格密封要求的场合气动执行机构:PDL 及PCL 系列等电动执行机构:AUMA 、ROTORK 等应用领域:石油、化工、冶金、航天、航空、船舶、核动力、军工等领域适用于对介质有严格密封要求的场合CBC 系列波纹管密封套筒调节阀选配驱动装置:气动执行机构:PDL 及PCL 系列等电动执行机构:AUMA 、ROTORK 等产品范围口 径压力等级主体材料3/4"~8"ANSI Class150~1500碳钢、不锈钢、合金钢、双相钢等阀盖型式密封面形式流量特性可调范围工作温度操作方式标准型、延长型、加长型、低温型FF 、RF 、RTJ 、LF 、BW 等等百分比、直线、快开50:1-196°C~538°C 气动、电动波纹管材质304,316,316Ti,INCONEL 等。
SSPC表面处理标准

表面处理说明书第二章目录第二章表面预处理说明书SSPC-SP COM 表面预处理摘要SSPC-GUIDE TO VIS 1-89 喷砂处理的钢材表面的目测标准SSPC-GUIDE TO VIS 2 已涂装表面锈蚀程度的标准评价方法SSPC-GUIDE TO VIS 3 动力和手动工具清理钢材表面的目测标准SSPC-SP 1 溶剂清理SSPC-SP 2 手动工具清理SSPC-SP 3 动力工具清理SSPC-SP 5/NACE 1 喷砂清理到金属表面呈彻底的金属光泽SSPC-SP 6/NACE 3 经济型喷砂清理SSPC-SP 7/NACE 4 扫砂清理SSPC-SP 8 酸洗法清理SSPC-SP 10/NACE 2 喷砂清理到表面呈金属光泽SSPC-SP 11 动力工具除锈至金属表面呈金属光泽SSPC-AB 1 天然矿石与工业废渣磨料SSPC-TR 1/NACE CG 1994 相关热力学方法钢材表面清理的科技报道表面处理概述1.简介本概述是为了帮助选择合适的表面预处理方法及评价表面预处理工作结束后其工作的质量。
本概述是为了使读者更好的理解SSPC说明书及其方法,本身不是其说明书的一部分。
另外,除了已经印刷发行的部分外,SSPC表面预处理说明书仅供参考。
表1中列出了经由使用者、服务商、及其他公众利益团体一致认可的SSPC的一些说明书。
2.表面预处理的重要性表面预处理的质量与配套的油漆系统在同等程度上影响着涂层的寿命。
因此,我们应对表面预处理给予全面的考虑。
表面处理的主要功能有:①清除材料表面可能导致涂层寿命缩短的物质;②提供一个容易湿润的表面以保证涂层具有足够的附着力。
虽然所有的涂层最终都会失效,但是涂层失效的主要原因往往是表面预处理不够或涂层附着力不够。
一般说来,表面预处理过程中需要清理的是湿气、油脂、氯化物、硫酸盐、锈、金属腐蚀产物及灰尘等。
氧化皮对涂层性能的影响是不稳定的;对于比较缓和的室外环境来说,附着紧密且完整的氧化皮是可以保留的。
SSPC标准概述
SSPC-PS Guide 8.00 Guide to Topcoating Zinc-Rich Primers
SSPC-PS 9.01 Cold-Applied Asphalt Mastic Painting System with Extra-Thick Film
TABLE OF CONTENTS
To Use this Index: Scroll down or use the bookmarks in the left-hand frame to move to a new location in this index. Click on a blue link to view that paper. To return to this index after viewing a paper, click the PREVIOUS MENU bookmark in the left frame.
CHAPTER 1—HOW TO USE SSPC STANDARDS, SPECIFICATIONS, AND GUIDES
How to Use SSPC Standards, Specifications, and Guides
CHAPTER 2—SURFACE PREPARATION STANDARDS, GUIDES, AND SPECIFICATIONS
SSPC-SP 7/NACE No. 4 Brush-Off Blast Cleaning
SSPC-SP 8 Pickling
SSPC-SP 10/NACE No. 2 Near-White Blast Cleaning
ITL纸币器SSP通讯协议说明

ITL纸币器 SSP 通讯协议Smiley® Secure Protocol - SSP i是ITL开发的专用串口协议。
采用的是主从模式,控制板作为主机,其他的外围设备例如纸币器,硬币器已经找零机作为从机。
数据传输采用16位CRC 效验。
每一个SSP的设备都有单独的产品序列码。
SSP最大的优点是支持远程升级。
特征: 串口控制 4线系统(Tx, Rx, +V, Gnd) 准RS232- 开集驱动 16位CRC效验 64比特加密1. SSP 硬件协议层:SSP 建立在普通的串行通讯(UART)方式之上, 使用全双工三线通讯: 发送(TXD)、接收(RXD)、公共地(Gnd)。
适用于任何有串行通讯(UART)方式的计算机、单片机、DSP、ARM 等系统中。
SSP 通讯参数:波特率: 9600bps编码: NRZ数据位: 8Bits起始位: 1Bit停止位: 2Bits校验位: 无特别说明:1、常规的串行通讯多数使用 1 个停止位,而 SSP 则使用 2 个停止位,因此,请特别注意。
2、NV10、NV9 在串行通讯中使用 TTL 电平,如果是与普通的 MCU 可以直接连接;如果是和计算机、工控系统或类似计算机使用 232 电平通讯的,必须增加电平转换设备,否则,可能会造成硬件损坏。
TTL 电平: 高电平为 MCU 电源电压值,如:5V、3.3V 或 3V,具体要看用户所用的 MCU 决定;低电平为 Gnd232 电平: 高电平理论值为 –12V,低电平为 +12V2. NV10、NV9 硬件接口:Pin1 ---- +12VPin2 ---- Gnd11 -------- Rxd (方向: Host Æ 识币器)15 ------ Txd (方向: 识币器 Æ Host)电源说明: 电压 12V, 电流: 1.5A图 1. NV9/NV10 硬件通讯接口3. SSP 传输协议:3.1. 通讯约定:为说明方便,先作如下约定:识币器一方用 slave 替代说明;计算机或单片机一方用 host 替代说明;3.2. 数据包格式(Packet Format):slave 与 Host 通讯时使用下列数据通讯格式:STX SEQ LENGTH DATA CRCL CRCHSTX: 起始字节,为十六进制: 0x7F.SEQ: 标志位. 使用 0x80 和 0x00 交替使用.LENGTH: 包长度,长度不包含 STX、SEQ、CRCL,CRCHDATA: 命令或数据CRCL,CRCH: CRC-16 校验 (详细见附件相关算法), 需要校验的数据从 SEQ 开始直到 Data 为止.数据包特别说明:如果发送到识币器的数据包中包含 0x7f (起始字节 STX 除外),必须使用 0x7f,0x7f 替代发送,注意将 0x7f替代成 0x7f,0x7f 只发生在发送过程,也就是必须在 CRC 校验完成之后,参加CRC校验的数据只能是单个0x7f。
西门子指令

Date: File:
2010-8-28 SSP1_09C.13
Information and Training Center Knowledge for Automation
定时器: 定时器:位指令
Date: File:
2010-8-28 SSP1_09C.9
Information and Training Center Knowledge for Automation
定时器: 定时器: 带保持接通延时 (SS)
LAD
T4 S_ODTS Q S TV R BI BCD
FBD
T4 S_ODTS I0.7 S5T#35s I0.5 S TV R BI BCD Q MW0 QW6 Q4.5 = A L SS A R L T LC T A =
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2010-8-28 SSP1_09C.8
Information and Training Center Knowledge for Automation
定时器: 定时器:接通延时 (SD)
I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 QW6 T4 Q4.5
例如
S5TIME 数据类型
0,01s <-0,1s <-1s <-10s <--
0 0 1 1
0 1 0 1
时间值: 0 . . . 999
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2010-8-28 SSP1_09C.7
SSPC标准索引.doc
SSPC StandardsSSPC-AB 1 - Mineral and Slag AbrasivesSSPC-AB 2 - Cleanliness of Recycled Ferrous Metallic AbrasivesSSPC-AB 3 - Newly Manufactured or Re-Manufactured Steel AbrasivesSSPC-CS 23.00(I) - Interim Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of SteelSSPC-Guide 10 - Guide to Specifying Coatings Conforming to V olatile Organic Compound (VOC) Content RequirementsSSPC-Guide 11 - Guide for Coating ConcreteSSPC-Guide 12 - Guide for Illumination of Industrial Painting ProjectsSSPC-Guide 13 - Guide for the Identification and Use of Industrial Coating Material in Computerized Product DatabasesSSPC-Guide 14 - Guide for the Repair of Imperfections in Galvanized or Inorganic Zinc Coated Steel Using Organic Zinc-Rich CoatingSSPC-Guide 6 - Guide for Containing Debris Generated During Paint Removal OperationsSSPC-Guide 7 - Guide for the Disposal of Lead-Contaminated Surface Preparation DebrisSSPC-Guide 9 - Guide for Atmospheric Testing of Coatings in the FieldSSPC-ME 1 - Uncontaminated Rusted SteelSSPC-PA 1 - Shop, Field, and Maintenance Painting of SteelSSPC-PA 2 - Measurement of Dry Coating Thickness With Magnetic GagesSSPC-PA COM - Commentary on Paint ApplicationSSPC-PA Guide 3 - A Guide to Safety in Paint ApplicationSSPC-PA Guide 4 - Guide to Maintenance Repainting with Oil Base or Alkyd Painting SystemsSSPC-PA Guide 5 - Guide to Maintenance Painting ProgramsSSPC-Paint 101 - Aluminum Alkyd Paint (Type I, Leafing and Type II, Non-Leafing) SSPC-Paint 102 - Black Alkyd PaintSSPC-Paint 103 - Black Phenolic PaintSSPC-Paint 104 - White or Tinted Alkyd PaintSSPC-Paint 106 - Black Vinyl PaintSSPC-Paint 108 - High-Build Thixotropic Leafing Aluminum PaintSSPC-Paint 11 - Red Iron Oxide, Zinc Chromate, Raw Linseed Oil, and Alkyd Primer SSPC-Paint 12 - Cold-Applied Asphalt Mastic (Extra Thick Film)SSPC-Paint 15 - Steel Joist Shop PrimerSSPC-Paint 16 - Coal Tar Epoxy-Polyamide Black (or Dark Red) PaintSSPC-Paint 17 - Chlorinated Rubber Inhibitive PrimerSSPC-Paint 18 - Chlorinated Rubber Intermediate Coat PaintSSPC-Paint 19 - Chlorinated Rubber Topcoat PaintSSPC-Paint 20 - Zinc-Rich Primers (Type I, Inorganic, and Type II, Organic)SSPC-Paint 21 - White or Colored Silicone Alkyd PaintSSPC-Paint 22 - Epoxy-Polyamide Paints (Primer, Intermediate, and Topcoat) SSPC-Paint 23 - Latex Primer for Steel SurfacesSSPC-Paint 24 - Latex Semi-gloss Exterior TopcoatSSPC-Paint 25 - Zinc Oxide, Alkyd, Linseed Oil Primer for Use Over Hand Cleaned Steel, Type I and Type IISSPC-Paint 25.1BCS - Zinc Oxide, Alkyd, Linseed Oil Primer for Use Over Blast Cleaned SteelSSPC-Paint 26 - Slow Drying Linseed Oil Black Maintenance Primer, (Without Lead and Chromate Pigment)SSPC-Paint 27 - Basic Zinc Chromate-Vinyl Butyral Wash PrimerSSPC-Paint 28 - Water-Borne Epoxy Primer for Steel SurfacesSSPC-Paint 29 - Zinc Dust Sacrificial Primer, Performance-BasedSSPC-Paint 30 - Weld-Through Inorganic Zinc PrimerSSPC-Paint 31 - Single-Package Waterborne Alkyd Primer for Steel Surfaces, Performance-BasedSSPC-Paint 32 - Coal Tar Emulsion CoatingSSPC-Paint 33 - Coal Tar Mastic, Cold AppliedSSPC-Paint 34 - Water-Borne Epoxy Topcoat for Steel SurfacesSSPC-Paint 35 - Medium Oil Alkyd Primer (Air Dry/Low Bake), Type I and Type II SSPC-Paint 36 - Two-Component Weatherable Aliphatic Polyurethane Topcoat, Performance-BasedSSPC-Paint 5 - Zinc Dust, Zinc Oxide, and Phenolic Varnish PaintSSPC-Paint 8 - Aluminum Vinyl PaintSSPC-Paint 9 - White (or Colored) Vinyl PaintSSPC-Paint COM - Commentary on Paint SpecificationsSSPC-PS 1.09 - Three-Coat Oil Base Zinc Oxide Painting System (Without Lead or Chromate Pigment)SSPC-PS 1.10 - Four-Coat Oil Base Zinc Oxide Painting System (Without Lead or Chromate Pigment)SSPC-PS 1.12 - Three-Coat Oil Base Zinc Chromate Painting SystemSSPC-PS 1.13 - One-Coat Oil Base Slow Drying Maintenance Painting System (Without Lead or Chromate Pigments)SSPC-PS 10.01 - Hot-Applied Coal Tar Enamel Painting SystemSSPC-PS 10.02 - Cold-Applied Coal Tar Mastic Painting SystemSSPC-PS 11.01 - Black (or Dark Red) Coal Tar Epoxy Polyamide Painting System SSPC-PS 12.01 - One-Coat Zinc-Rich Painting SystemSSPC-PS 13.01 - Epoxy Polyamide Painting SystemSSPC-PS 14.01 - Steel Joist Shop Painting SystemSSPC-PS 15.01 - Chlorinated Rubber Painting System for Salt Water Immersion SSPC-PS 15.02 - Chlorinated Rubber Painting System for Fresh Water Immersion SSPC-PS 15.03 - Chlorinated Rubber Painting System for Marine and Industrial EnvironmentsSSPC-PS 15.04 - Chlorinated Rubber Painting System for Field Application Over aShop-Applied Solvent Base Inorganic Zinc-Rich PrimerSSPC-PS 16.01 - Silicone Alkyd Painting System for New SteelSSPC-PS 18.01 - Three-Coat Latex Painting SystemSSPC-PS 24.00 - Latex Painting System for Industrial and Marine Atmospheres, Performance-BasedSSPC-PS 26.00 - Aluminum Pigmented Epoxy Coating System Materials Specification, Performance-Based Type I, for Use over Blast Cleaned Steel Type II, for Use over Hand Cleaned SteelSSPC-PS 27.00 - Alkyd Coating System Materials Specification, Performance-Based SSPC-PS 4.02 - Four-Coat Vinyl Painting System (For Fresh Water, Chemical, and Corrosive Atmospheres)SSPC-PS 4.04 - Four-Coat White or Colored Vinyl Painting System (For Fresh Water, Chemical, and Corrosive Atmospheres)SSPC-PS 9.01 - Cold-Applied Asphalt Mastic Painting System with Extra-Thick Film SSPC-PS COM - Commentary on Painting SystemsSSPC-PS Guide 1.00 - Guide for Selecting Oil Base Painting SystemsSSPC-PS Guide 12.00 - Guide to Selecting Zinc-Rich Coating SystemsSSPC-PS Guide 15.00 - Guide for Selecting Chlorinated Rubber Painting Systems SSPC-PS Guide 17.00 - Guide for Selecting Urethane Painting SystemsSSPC-PS Guide 19.00 - Guide for Selecting Painting Systems for Ship Bottoms SSPC-PS Guide 2.00 - Guide for Selecting Alkyd Painting SystemsSSPC-PS Guide 20.00 - Guide for Selecting Painting Systems for Boot-toppings SSPC-PS Guide 21.00 - Guide for Selecting Painting Systems for TopsidesSSPC-PS Guide 22.00 - Guide for Selecting One-Coat Preconstruction or Prefabrication Painting SystemsSSPC-PS Guide 3.00 - Guide for Selecting Phenolic Painting SystemsSSPC-PS Guide 4.00 - Guide for Selecting Vinyl Painting SystemsSSPC-PS Guide 7.00 - Guide for Selecting One-Coat Shop Painting SystemsSSPC-PS Guide 8.00 - Guide to Top-coating Zinc-Rich PrimersSSPC-QP 1 - Standard Procedure for Evaluating Painting Contractors (Field Application to Complex Industrial Structures)SSPC-QP 2 - Standard Procedure for the Qualification of Painting Contractors (Field Removal of Hazardous Coatings from Complex Structures)SSPC-QP 3 - Standard Procedure for Evaluating Qualifications of Shop Painting ApplicatorsSSPC-QP 4 - Standard Procedure for Evaluating the Qualifications of Contractors Disturbing Hazardous Coatings During Demolition and Repair WorkSSPC-QP 5 - Standard Procedure for Evaluating Qualifications of Coating and Lining Inspection CompaniesSSPC-QP COM - Commentary on Qualification ProceduresSSPC-SP 1 - Solvent CleaningSSPC-SP 10/NACE No. 2 - Near-White Blast CleaningSSPC-SP 11 - Power Tool Cleaning to Bare MetalSSPC-SP 12/NACE No. 5 - Surface Preparation and Cleaning of Steel and Other HardMaterials by High- and Ultrahigh-Pressure Water Jetting Prior to RecoatingSSPC-SP 13/NACE No. 6 - Surface Preparation of ConcreteSSPC-SP 14/NACE No. 8 - Industrial Blast CleaningSSPC-SP 2 - Hand Tool CleaningSSPC-SP 3 - Power Tool CleaningSSPC-SP 5/NACE No. 1 - White Metal Blast CleaningSSPC-SP 6/NACE No. 3 - Commercial Blast CleaningSSPC-SP 7/NACE No. 4 - Brush-Off Blast CleaningSSPC-SP 8 - PicklingSSPC-SP COM - Surface Preparation Commentary for Steel and Concrete Substrates SSPC-TR 1/NACE 6G194 - Thermal Pre-CleaningSSPC-TR 2/NACE 6G198 - Wet Abrasive Blast CleaningSSPC-TU 1 - Surface-Tolerant Coatings for SteelSSPC-TU 2/NACE 6G197 - Design, Installation, and Maintenance of Coating Systems for Concrete Used in Secondary ContainmentSSPC-TU 3 - Over-coatingSSPC-TU 4 - Field Methods for Retrieval and Analysis of Soluble Salts on Substrates SSPC-TU 5 - Accelerated Testing of Industrial Protective CoatingsSSPC-TU 6 - Chemical Stripping of Organic Coatings From Steel StructuresSSPC-TU 7 - Conducting Ambient Air, Soil, and Water Sampling During Surface Preparation and Paint Disturbance ActivitiesSSPC-VIS 1-89 - Visual Standard for Abrasive Blast Cleaned SteelSSPC-VIS 2 - Standard Method for Evaluating Degree of Rusting on Painted Steel SurfacesSSPC-VIS 3 - Visual Standard for Power- and Hand-Tool Cleaned SteelSSPC-VIS 4(I)/NACE No. 7 - Interim Guide and Visual Reference Photographs for Steel Cleaned by Water-jettingSSPC标准索引CHAPTER 1——如何使用SSPC的标准、规范和指导CHAPTER 2——表面处理标准、指导和规范SSPC-SP COM钢结构和混凝土基材表面处理的注译Guide to SSPC-VIS 1钢结构表面干喷砂处理指导和照片参考Guide to SSPC-VIS 2已涂装油漆的钢结构表面生锈等级的评估标准方法Guide to SSPC-VIS 3钢结构表面电动和手工喷砂处理的指导和照片参考Guide to SSPC-VIS 4/NACE VIS-7钢结构表面水喷射处理的指导和照片参考Guide to SSPC-VIS 5/NACE VIS-9钢结构表面湿喷砂处理指导和照片参考SSPC-SP1溶剂清理SSPC-SP2手工清理SSPC-SP3机械清理SSPC-SP5/NACE No.1白合金喷砂清理SSPC-SP 6/NACE No.3大规模喷砂清理(3级金属表面喷砂清理)SSPC-SP7/NACE No.4清扫级喷砂清理SSPC-SP8酸洗SSPC-SP 10/NACE No.2近喷砂除锈级清理SSPC-SP 11裸露金属表面的机械清理SSPC-SP 12/NACE No.5重涂之前金属表面水喷射处理和清洗SSPC-SP 13/NACE No.6混凝土表面处理SSPC-SP 14/NACE No.8工业化喷砂清理SSPC-SP 15商业动力设备清理CHAPTER 3——SSPC/NACE共同技术报告SSPC-TR 1/NACE 6G194热处理SSPC-TR 2/NACE 6G198湿喷砂SSPC-TR 3/NACE 6A192钢结构罐体、管道和其他封闭环境在表面预处理、喷涂和固化保养过程中的除湿和温度控制SSPC-TR 4/NACE 80200大气环境下工业漆预备规范SSPC-TR 5/ICRI 03741/NACE 02203混凝土防腐配套体系的设计、实施和保养CHAPTER 4——研磨剂规范SSPC-AB 1矿石和矿渣磨料SSPC-AB 2清洁的回收铁质磨料SSPC-AB 3铁质磨料CHAPTER 5——油漆和涂料体系的指导和规范SSPC-PS COM油漆配套体系的注译SSPC-PS Guide 1.00选用溶剂型油漆配套体系的指导SSPC-PS 1.09三层溶剂型氧化锌油漆配套体系(无铅盐或铬盐颜料)SSPC-PS 1.10四层溶剂型氧化锌油漆配套体系(无铅盐或铬盐颜料)SSPC-PS 1.13单层溶剂型慢干保养漆配套(无铅盐或铬盐颜料)SSPC-PS Guide 2.00选用醇酸类油漆配套体系的指导SSPC-PS Guide 4.00选用乙烯基类油漆配套体系的指导SSPC-PS 4.02四层乙烯基类油漆配套体系SSPC-PS 4.04四层纯白或各色乙烯基类油漆配套体系(适用淡水、化工和腐蚀环境)SSPC-PS Guide 7.00选用单层车间底漆配套的指导SSPC-PS Guide 8.00单层富锌底漆配套体系指导SSPC-PS 9.01超厚浆型室温施工沥青厚浆型油漆体系SSPC-PS 10.01热喷涂煤焦沥青油漆配套体系SSPC-PS 10.02室温喷涂煤焦沥青油漆配套体系SSPC-PS 11.01黑色(或铁红色)环氧聚酰胺煤焦沥青油漆配套体系SSPC-PS Guide 12.00富锌油漆配套体系的指导SSPC-PS 12.01单层富锌油漆体系SSPC-PS 13.01环氧聚酰胺油漆配套体系SSPC-PS 14.01钢箱梁车间底漆配套体系SSPC-PS Guide 15.00选用氯化橡胶油漆配套体系的指导SSPC-PS 15.01氯化橡胶配套体系的耐盐水浸泡SSPC-PS 15.02氯化橡胶配套体系的耐淡水浸泡SSPC-PS 15.03海洋性和工业环境下的氯化橡胶配套体系SSPC-PS 15.04现场涂装在溶剂型无机富锌底漆上的氯化橡胶配套体系SSPC-PS 16.01新钢材上有机硅改性醇酸油漆配套体系SSPC-PS Guide 17.00选择氨基甲酸酯油漆配套体系的指导SSPC-PS 18.01三层乳胶漆配套体系SSPC-PS Guide 19.00船底部位油漆配套体系的选用指导SSPC-PS Guide 20.00水线部位油漆配套体系的选用指导SSPC-PS Guide 21.00干舷部位油漆配套体系的选用指导SSPC-PS Guide 22.00施工前或预涂装单层油漆的选用指导SSPC-PS 23.00/AWS C2.23M/NACE No.12用于钢结构防腐的热喷铝、锌以及合金和混合物施工规范SSPC-PS 24.00用于工业性和海洋性大气环境下高性能的乳胶漆配套体系SSPC-PS 26.00高性能的环氧铝粉涂料配套体系的材料规范SSPC-PS 27.00高性能的醇酸涂料配套体系材料规范CHAPTER 6——油漆和涂料的标准和规范SSPC-Paint COM油漆规范注译SSPC-Paint 8乙烯基铝粉漆SSPC-Paint 9纯白(或各色)乙烯基漆SSPC-Paint 15钢箱梁车间底漆/金属结构底漆SSPC-Paint 16黑(或铁红)色环氧聚酰胺煤焦沥青漆SSPC-Paint 17氯化橡胶防锈底漆SSPC-Paint 18氯化橡胶中间漆SSPC-Paint 19氯化橡胶面漆SSPC-Paint 20富锌漆(I-有机型,II-无机型)SSPC-Paint 21纯白(或各色)有机硅改性醇酸漆SSPC-Paint 22环氧聚酰胺漆(底漆、中间漆和面漆)SSPC-Paint 23钢结构乳胶漆SSPC-Paint 24半光外墙乳胶面漆SSPC-Paint 25用于手工处理钢结构的氧化锌,醇酸,亚麻油底漆SSPC-Paint 25 BCS用于喷砂处理钢结构的氧化锌,醇酸,亚麻油底漆SSPC-Paint 26黑色慢干亚麻油保养底漆(无铅盐和铬盐颜料)SSPC-Paint 27铬酸锌聚乙烯醇缩丁醛磷化底漆SSPC-Paint 28钢结构水性环氧底漆SSPC-Paint 29高性能锌粉阴级保护底漆SSPC-Paint 30无机富锌可焊接底漆SSPC-Paint 31单组分高性能型水性醇酸底漆SSPC-Paint 32煤焦油乳胶漆SSPC-Paint 33室温厚浆型煤焦油漆SSPC-Paint 34钢结构水性环氧面漆SSPC-Paint 35中油度醇酸底漆(气干/低温烘烤)SSPC-Paint 36双组分高性能耐候脂肪族聚氨酯面漆SSPC-Paint 37高性能用于胶结性材料上的水性环氧漆SSPC-Paint 38高性能单组分湿固化耐候型脂肪族聚氨酯面漆SSPC-Paint 39高性能快干或中等干燥双组分脂肪族聚氨酯面漆SSPC-Paint 101铝粉醇酸漆SSPC-Paint 102黑色醇酸漆SSPC-Paint 104白色或各色醇酸漆SSPC-Paint 106黑色乙烯基漆SSPC-Paint 108高触变厚浆型浮型铝粉漆CHAPTER 7——油漆施工标准、指导、和规范SSPC-PA 1钢结构车间底漆、现场涂装和维护SSPC-PA 2用磁力仪测量干膜厚度SSPC-PA 3 Guide 3SSPC-PA 3 Guide 4油性或醇酸漆维修复涂指导方针SSPC-PA 3 Guide 5大气环境下钢结构维护涂装的指导方针SSPC-PA 6/NACE No. 10室外碳钢储罐内涂使用玻璃纤维增强材料SSPC-PA 7混凝土上使用薄型涂料SSPC-PA 8/NACE No.11新造碳钢工艺结构上使用薄型有机内涂CHAPTER 8——质量程序SSPC-QP COM质量控制程序注译SSPC-QP 1油漆施工方评估标准程序(现场复杂工业结构施工)SSPC-QP 2油漆施工方相关资质的标准程序(现场从复杂结构中移除危险性涂料)SSPC-QP 3车间底漆施工的质量评估的标准程序SSPC-QP 4油漆施工方在清洗和维修的工作中防止油漆发生危险的评估标准程序SSPC-QP 5检验部门评估油漆和内涂施工质量的标准程序SSPC-QP 6对钢结构和混凝土结构进行防腐热喷涂施工质量的标准程序SSPC-QP 7评估有限工业工作经验的油漆施工方的程序SSPC-QP 8评估小型资质公司在混凝土和其他胶结性材料涂装的油漆和铺面的标准程序SSPC-QS 1评估施工方高质量管理系统的标准程序CHAPTER 9——技术指导SSPC-Guide 6在脱漆操作过程中保留部分旧漆膜的指导方针SSPC- Guide 7表面处理中处置受铅污染漆膜的指导方针SSPC- Guide 9现场涂装时环境测试的指导方针SSPC- Guide 10对指定使用油漆测试有机挥发份(VOC)的指导方针SSPC- Guide 12阐明工程使用工业漆的的指导方针SSPC- Guide 13通过自动化产品库确认和使用工业漆的指导方针SSPC- Guide 14使用有机富锌油漆对已经涂覆电镀锌、有机富锌或无机富锌的钢表面缺陷进行修补的直到方针SSPC- Guide 16指定和选择铁锈收集器的指导方针SSPC- Guide 17为工业漆和油漆施工方开发社会安全程序的指导方针CHAPTER 10——技术更新SSPC- TU 1使用在钢结构上的表面容忍涂料SSPC- TU 2/NACE 6G197使用在混凝土上二次防护的油漆体系的设计、施工和维护SSPC- TU 3罩光涂层SSPC- TU 4现场分析和去除材质表面可溶性盐的方法SSPC- TU 5工业防护漆的加速测试法SSPC- TU 6从钢结构表面化学剥落的有机涂层SSPC- TU 7在表面预处理和油漆搅拌的过程中对周围空气、土壤和水的取样SSPC- TU 8使用含有异氰酸根的油漆,例如工业保养漆SSPC- TU 9评估工程中使用防腐涂料的成本SSPC- TU 10在混凝土基座上使用厚膜型涂料和铺面CHAPTER 11——测试样板的预备方法SSPC- ME 1未污染的生锈钢铁附录附录A参考标准和规范附录B参考组织附录C废弃规范2005版的补充SSPC- Guide 15现场对钢结构和其他无孔材质表面分析和去除可溶性盐的方法。
施耐德接触器产品选型手册

目录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/1 ● 选型指南. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/2 ● 说明,特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/3 ● 热继选型. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/5 ● 附件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/6 ● 尺寸,安装,线路图 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3/8
SSPC标准清单-SSPC Standard List

(共十二部分,75个标准)一Abrasives (AB)1234二Paint Application (PA)567891011121314三Painting Systems (PS) and Coating Systems (CS) 15161718192021222324四Paints and Coatings (PAINT)25 2627 28 29 3031 32 3334五Qualification Procedures (QP) 35363738 39 40 41 424344六Surface Preparation (SP) 45464748 49 5051 5253 54七Technology Guides (GUIDE) 55565758596061626364八Technology Reports (TR) 6566676869九Technology Updates (TU) 70717273747576777870十Test Panel Preparation Methods (ME) 71十一Technical Insight Reports727374十二SSPC - ACS 1 Applicator Certification Standard 1 75SSPC Standard List(共十二部分,75个标准)ves (AB)SSPC-AB 1, Mineral and Slag AbrasivesThis specification defines the requirements for selecting and evaluating mineral and slag abrasives used for blast cleaning steel and other surfaces for painting and other purposes.The abrasives covered by this specification are primarily intended for one-time use without recycling;reclaimed materials must again be tested against and meet the requirements of this specification.SSPC-AB 2, Cleanliness of Recycled Ferrous Metallic AbrasivesThis specification covers the requirements for cleanliness of recycled ferrous metallic blast cleaning abrasives used for the removal of coatings, paints, scale, rust and other foreign matter from steel or other surfaces.Requirements are given for lab and field testing of recycled ferrous metallic abrasives work mix.Recycled ferrous metallic abrasives are intended for use in field or shop abrasive blast cleaning of steel or other surfaces.SSPC-AB 3, Ferrous Metallic AbrasiveThis specification covers the requirements for ferrous metallic abrasive for the removal of rust, mill scale, paint, or other surface coating system by blast cleaning.This specification covers previously unused abrasive material. It does not address cleanliness of recycled abrasive processed through field or shop abrasive blast cleaning units. Requirements for recycled ferrous metallic abrasive is covered in SSPC-AB 2.SSPC-AB 4, Recyclable Encapsulated Abrasive Media (in a compressible cellular matrix)This standard provides requirements for selecting and evaluating abrasive media (i.e., steel grit, aluminum oxide, etc.) encapsulated in a compressible cellular matrix. This composite abrasive can be used to blast clean steel and other surfaces prior to the application of protective coatings. Thestandard also includes requirements for quality control of new and recycled media.Application (PA)SSPC-PA COM Commentary on Paint ApplicationThis commentary summarizes and presents a general description of the SSPC standards, guides and specifications for Paint Application (PA). This commentary is for information only and is not part of any PA standard, guide, or specification.SSPC-PA 1, Shop, Field, and Maintenance Printing of SteelThis specification covers procedures for the painting of steel surfaces. The scope of this specification is rather broad, covering both specific as well as general requirements for the application of paint.This specification does not provide detailed descriptions of surface preparation, pretreatments, or selection of primers and finish coats. This specification does provide detailed coverage of theprocedures and methods for application after the selection of the coating materials has been made.SSPC-PA 2, Measurement of Dry Coating Thickness with Magnetic GagesThis standard describes the procedures to measure the thickness of a dry film of a nonmagnetic coating applied on a magnetic substrate using commercially available magnetic gages. Theseprocedures are intended to supplement manufacturers' operating instructions for the manualoperation of the gages and are not intended to replace them.The procedures for adjustment and measurement are described for two types of gages: pull-off gages (Type 1) and electronic gages (Type 2).The standard defines a procedure to determine if the film thickness over an extended area conforms to the minimum and the maximum levels specified. This procedure may be modified when measuring dry film thickness on overcoated surfaces.SSPC-PA Guide 4, Guide to Maintenance Repainting with Oil Base or Alkyd Painting Systems This guide covers the steps necessary for the repainting of steel structures previously painted with oil base, alkyd, or other conventional oleoresinous paint systems with the same generic paint system as the existing one.When special paint systems such as zinc-rich, epoxy, or urethane are involved, spot tests may be necessary and the instructions of the manufacturer should be followed.The amount of maintenance cleaning and painting is determined by the need for corrosion protection and appearance and should be described in the procurement documents.SSPC-PA Guide 5, Guide to Maintenance Coating of Steel Structures in Atmospheric ServiceThis guide covers procedures for developing a maintenance coating program for steel structures. The guide may be used for one-time recoat programs or long-range recoat programs.The guide is intended for use primarily by owners' representatives. It is not intended to be a do-it-yourself guide, but is representative of the processes that a coating specialist, such as an SSPCCertified Protective Coatings Specialist (PCS), would follow to develop a maintenance coating plan for specific facilities.SSPC-PA 6/NACE No. 10, Fiberglass-Reinforced Plastic (FRP) Linings Applied to Bottoms of Carbon SteThis joint standard document specifies procedures for designing, applying, and inspecting fiberglass-reinforced plastic (FRP) linings for the internal bottoms of carbon steel aboveground storage tanks (ASTs).The document provides an overview of general requirements for the successful application of FRP lining systems; definitions of terms used throughout the document; a review of materials used in FRP lining systems; the cleaning and inspection of AST bottoms prior to surface preparation andapplication; and applicator submission and qualification requirements.The document states requirements for surface preparation and cleaning; the application of holding primers, caulking and coving, and laminates; wet film thickness measurement; FRP lining inspection, testing, and repair; ventilation, dehumidification, and lighting; and other related functions.SSPC-PA 7, Applying Thin Film Coatings to ConcreteThis specification covers methods and procedures for applying thin film organic coatings to concrete surfaces by brush, roller, or spray. It is not intended for coatings applied to concrete floors or similar surfaces where thick coatings or surfacings are applied by trowel or mechanical equipment.Surface preparation, pretreatments, and selection of coatings are not covered, except whereapplication requirements are affected, since these are discussed in referenced documents.This specification is intended for use by owners, applicators, and others in the coating industry.This document was prepared to meet the unique physical and chemical properties of concrete and should not be used for the coating of other substrates.This specification is only applicable to thin-film coatings.SSPC-PA 8/NACE No. 11, Thin-Film Organic Linings Applied in New Carbon Steel Process VesselsThis standard recommended practice specifies procedures to design, install, and inspect thin-film organic linings applied to new carbon steel process vessels to prevent corrosion and other forms of degradation, such as hydrogen-induced cracking, or to prevent product contamination. It is also useful for lining applications in existing process vessels and equipment. There is a recognized need for such a standard in order to achieve long-term durability in such applications. The standard is based on applications of organic linings 500 åm (20 mils)or less. Its concepts can be employed in the application of thicker linings but the specified procedures may be modified or not required. This recommended practice is useful for lining vessels in many industries including, but not limited to, SSPC - PA 9 - Measurement of Dry Coating Thickness on Cementitious SubThis standard describes procedures to measure the thickness of dry, homogeneous coatings applied on cementitious surfaces using commercially available ultrasonic coating thickness gages. These procedures are intended to supplement manufacturers’ operating instructions for the manualoperation of the gages and are not intended to replace them.SSPC-PA Guide 10 Guide to Safety and Health RequirementsThis guide replaces PA Guide 3. This Guide is intended for facility owners and project specifiers who have a mandate to incorporate appropriate requirements for safety and health program submittals and associated acceptance criteria in contract documents. It also alerts contractors to their responsibilities to protect workers as required by the US. Occupational Safety and Health Administration (OSHA).It also provides examples of contract language that can be incorporated into project specifications. ng Systems (PS) and Coating Systems (CS)SSPC-PS COM, Commentary on Painting SystemsThis commentary summarizes and presents a general description of the SSPC Painting System (PS) and C System (CS) documents, of which there are three types: complete painting systems, painting system guides, and performance-based painting system material specifications. The SSPC documents of this type were developed only for steel, not for wood or concrete. This commentary is for information only and is not part of any SSPC-PS Guide 1.00, Guide for Selecting Oil Base Painting SystemsThese specifications cover oil base painting systems for steel cleaned with hand or power tools.These systems are suitable for use on parts or structures exposed in Environmental Zone 1A (interior, no The oil base primers are slow in drying, but provide the wetting ability necessary for adhesion to nondesc The color of the finish paint must be specified.SSPC-PS 1.09, Three-Coat Oil Base Zinc Oxide Painting System (Without Lead or Chromate Pigment) This specification covers an oil base, lead- and chromate-free painting system for steel cleaned with hand This system is suitable for use on parts or structures exposed in Environmental Zone 1A (interior, normal The finish paint allows for a choice of durable, fade-resistant colors.SSPC-PS 1.10, Four-Coat Oil Base Zinc Oxide Painting System (Without Lead or Chromate Pigment)This specification covers an oil base, lead- and chromate-free painting system for steel cleaned with hand This system is suitable for use on parts or structures exposed in Environmental Zone 1A (interior, normal The finish paint allows for a choice of durable, fade-resistant colors.SSPC-PS 1.13, One-Coat Oil Base Slow Drying Maintenance Painting System (Without Lead or Chroma This specification covers a one-coat oil base, lead- and chromate-free painting system for steel cleaned w This system is suitable for use on parts or structures exposed in Environmental Zone 1A (interior, normal This system is never used as a shop coat because of its very long drying time. It is unsuitable for use whe SSPC-PS Guide 2.00, Guide for Selecting Alkyd Painting SystemsThese specifications cover alkyd painting systems for commercial blast cleaned or pickled steel.These systems are suitable for use on parts or structures exposed in Environmental Zones 1A (interior, no The color of the finish paint must be specified.SSPC-PS Guide 4.00, Guide for Selecting Vinyl Painting SystemsThis guide covers vinyl painting systems for blast cleaned or pickled steel.These systems are suitable for use on parts or structures exposed in Environmental Zones 1A (interior, no The color of the finish paint must be specified.SSPC-PS 4.02, Four-Coat Vinyl Painting System (For Fresh Water, Chemical, and Corrosive Atmospher This specification covers a complete vinyl painting system for structural steel.This system is suitable for use on parts or structures exposed in Environmental Zones 2C (fresh waterThe finish paint allows for a choice of colors.SSPC-PS 4.04, Four-Coat White or Colored Vinyl Painting System (For Fresh Water, Chemical, and Cor This specification covers a complete vinyl painting system for structural steel.This system is suitable for use on parts or structures exposed in Environmental Zones 2B (frequently wet The finish paint allows for a choice of colors.SSPC-PS Guide 7.00, Guide for Selecting One-Coat Shop Painting SystemsThis guide covers one-coat shop painting systems for steel that will not be exposed to corrosive condition These systems are suitable for use on parts or structures exposed in Environmental Zones 0 (encased in c These one-coat painting systems are not expected to protect steel exposed to the weather for periods lon The paints covered by this guide are primers, and if a color other than the standard color is required, thenand Coatings (PAINT)SSPC-Paint COM, Commentary on Paint SpecificationsThis commentary summarizes and presents a general description of the SSPC paint and coatingmaterials (SSPC-Paint) specifications. This commentary is for information only and is not part of any standard, guide, or specification.SSPC-Paint 8, Aluminum Vinyl PaintThis specification covers a ready-to-mix aluminum vinyl chloride, acetate copolymer paint intended for use over vinyl butyral wash primer (SSPC-Paint 27), or as a finish coat over vinyl chloride-acetate copolymer paint such as SSPC-Paint 9. This paint is not intended or recommended for use over bare steel.This paint is suitable for exposures in Environmental Zones 2C (fresh water immersion), 2D (salt water immersion), and 3B (chemical, neutral), and is intended primarily to be used as a finish coat in a system applied to blast cleaned (SSPC-SP 10) or pickled (SSPC-SP 8) steel. When used for salt water immersion, a wash primer is recommended. Because of the possibility of lifting of the undercoats, this paint is not intended to be used over types of paints which have poor solventresistance. This paint is intended primarily for application by conventional air spray and is to be SSPC-Paint 9, White (or Colored) Vinyl PaintThis specification covers a ready mixed white vinyl chloride-acetate copolymer paint intended for use as a primer over blast cleaned steel or over vinyl butyral wash primer (SSPC Paint 271). It may also be used as an intermediate or finish coat over vinyl chloride-acetate copolymer paint.This paint is suitable for exposures in Environmental Zones 2C (fresh water immersion), 2D (salt water immersion), 3A (chemical, acidic), and 3B (chemical, neutral), and is intended primarily to be used in a system applied to blast cleaned (SSPC-SP 10) or pickled (SSPC-SP 8) steel. When used for salt water immersion, a wash primer is recommended. Because of the possibility of lifting of the undercoats, this paint is not intended to be used over types of paints which have poor solventresistance. This paint is intended primarily for application by conventional air spray and is to be SSPC-Paint 15, Steel Joist Shop Primer/Metal Building PrimerThis specification covers a one coat shop-applied primer for open web and long span steel joist and joist girders and for cold formed steel framing, and primary and secondary structural framing for metal buildings. This coating is intended to provide temporary protection to the steel joist during delivery, storage on site, and erection in an atmosphere comparable with SSPC Environmental Zone1, normally dry. This coating is intended to be used as a holding primer that may or may not beThe specification does not address the formulation of the coating but covers the physical and performance characteristics of the coating.SSPC-Paint 16, Coal Tar Epoxy Polyamide Black (or Dark Red) CoatingThis specification covers a two-component coal tar epoxy-polyamide black (or dark red) paint for structural steel. It is self-priming and exhibits good adhesion to clean structural steel and concrete surfaces.This paint is suitable for exposures in Environmental Zones 2A (frequently wet by fresh water), 2B (frequently wet by salt water), 2C (fresh water immersion), 2D (salt water immersion), 3A (chemical, acidic), 3B (chemical, neutral), and 3C (chemical, alkaline); and is intended for spray application over steel surfaces prepared in accordance with SSPC-SP 6, Commercial Blast Cleaning, or SSPC-SP 8, Pickling. It is to be applied in accordance with SSPC-PA 1, Shop, Field, and Maintenance Painting ofSteel. The adhesion of the coating to smooth surfaces such as cold-rolled steel or intact mill scale has SSPC-Paint 17, Chlorinated Rubber Inhibitive PrimerThis specification covers a fast drying chlorinated rubber inhibitive primer for use on steel surfaces or exterior non-submerged surfaces, as well as most submerged surfaces prior to being overcoated with additional chlorinated rubber coatings. When applied as a shop coat to steel expected to be exposed to normal weathering or mild chemical environments for more than 60 days, it is recommended that either an additional coat of primer be applied or that the next succeeding coat be applied in the shop. This coating is not recommended for areas exposed to strong organic solvents, oxidizing acids, or to areas where the surface temperature exceeds 165—F (74—C). Straight chain unsaturated acids, andThis primer, when applied over properly prepared steel surfaces and coated with SSPC-Paint 18,Chlorinated Rubber Intermediate Coat Paint, and followed by at least one (optional) finish coat ofSSPC-Paint 19, Chlorinated Rubber Topcoat Paint, is suitable for exposures in Environmental Zones1A (interior, normally dry), 1B (exterior, normally dry), 2A (frequently wet by fresh water), 2B(frequently wet by salt water), 2C (fresh water immersion), 2D (salt water immersion), 3A (chemical, Steel surfaces shall be blast cleaned in accordance with SSPC-SP 6, Commercial Blast Cleaning, foratmospheric use or with SSPC-SP 10, Near-White Blast Cleaning, for immersion or heavy chemicaluse. Steel may also be prepared according to SSPC-SP 8, Pickling.This primer is intended for application by brush, roller, or spray and is to be applied in accordancewith SSPC-PA 1, Shop, Field, and Maintenance Painting of Steel.If this coating is applied over alkyd- or oil-base enamels, there is the possibility of lifting, particularlyon interior surfaces. A spot check is necessary to determine suitability. If lifting occurs, then a seal-coat, as recommended by the manufacturer, may be required. For immersion service, this coatingshould not be applied over alkyd or oil-base enamels.SSPC-Paint 18, Chlorinated Rubber Intermediate Coat PaintThis specification covers a fast drying chlorinated rubber intermediate paint, available in white ortints, intended for use as either an intermediate coat or topcoat over a chlorinated rubber primer orother suitable primers. It has good durability when exposed to exterior environments but may showsome tendency to chalk. This coating may be used on exterior nonsubmerged surfaces, as well asmost submerged surfaces. This coating is not recommended for areas exposed to strong organicsolvents, oxidizing acids, or areas where the surface temperature exceeds 165—F (74—C). Straight This coating, when applied over properly primed steel surfaces and followed by at least one(optional) finish coat of SSPC-Paint 19, Chlorinated Rubber Topcoat Paint, is suitable for exposuresin Environmental Zones 1A (interior, normally dry), 1B (exterior, normally dry), 2A (frequently wetby fresh water), 2B (frequently wet by salt water), 2C (fresh water immersion), 2D (salt waterimmersion), 3A (chemical, acid), 3B (chemical, neutral), and 3C (chemical, alkaline).This paint is intended for application by brush, roller, or spray and is to be applied in accordance withSSPC-PA 1, Shop, Field, and Maintenance Painting of Steel.SSPC-Paint 19, Chlorinated Rubber Topcoat PaintThis specification covers a fast drying chlorinated rubber topcoat paint, available in white or tints,intended for use as either a topcoat or intermediate coat over a chlorinated rubber intermediate,chlorinated rubber primer, or another suitable primer. It has good durability when exposed toexterior environments, but may show some tendency to chalk. This coating may be used on exteriornon-submerged surfaces, as well as most submerged surfaces. This coating is not recommended forareas exposed to strong organic solvents, oxidizing acids, or to areas where the surface temperature This coating is suitable for exposures in Environmental Zones 1A (interior, normally dry), 1B(exterior, normally dry), 2A (frequently wet by fresh water), 2B (frequently wet by salt water), 2C(fresh water immersion), 2D (salt water immersion), 3A (chemical, acid), 3B (chemical, neutral), and3C (chemical, alkaline).This paint is intended for application by brush, roller, or spray and is to be applied in accordance withSSPC-PA 1, Shop, Field, and Maintenance Painting of Steel.The preferred types of primers for use under this coating and on steel surfaces include chlorinatedrubber (SSPC-Paint 17), modified chlorinated rubber, chemically cured epoxy, zinc-rich, and othersspecifically recommended by the manufacturer. Recoat of each primer should conform to themanufacturer's directions. Where a zinc-rich primer is used and the system is considered for water-immersion services, a seal coat between the primer and this intermediate coat may be required to SSPC-Paint 20, Zinc-Rich Coating (Type 1 - Inorganic, and Type II - OrganicThis specification covers two types of highly pigmented zinc-rich coatings that are uniquely definedby their capabilities for protecting steel exposed at film discontinuities such as narrow scratches andholidays.The vehicle type may be inorganic (Type I) or organic (Type II).This specification does not cover weldable preconstruction primers such as SSPC-Paint 30.Zinc-rich coatings, both topcoated and untopcoated, have been used successfully in a wide variety of environmental zones. For a detailed breakdown of applicability of various types of zinc-rich coatings in different environmental zones, refer to SSPC-PS Guide 12.00. Consult the coating manufacturer for specific exposure recommendations.The specification covers a high grade air dry silicone alkyd type copolymer gloss and medium gloss enamels intended for use on primed metal but particularly on smooth exterior metal. It is highlyweather resistant and is characterized by excellent color and gloss retention. This coating is primarily intended for spray application, but may also be applied by brush or roller. It is to be applied in accordance with SSPC-PA 1, Shop, Field and Maintenance Painting of Steel.The color of the enamel specified in the procurement documents shall match that of the standard color chip in FEDSTD 595 or other colors agreed upon.ication Procedures (QP)SSPC-QP COM, Commentary on Qualification ProceduresThis commentary is for information only and is not part of any QP standard. SSPC currentlydevelops six types of consensus standards, one type being the Qualification Procedure, or QP. QPs are published procedures, developed by SSPC technical committees through a consensus process,which define a sequence of actions or functions a contracting firm or other entity must meet to This commentary summarizes the current QPs and explains how they can be used to improve the process of qualifying a contractor or other entity to perform work.SSPC-QP 1 - Standard for Evaluating Painting Contractors (Field Application)This procedure describes a method for evaluating the qualifications of industrial field painting contractors and defines a minimum standard for qualification.The objective of this procedure is to determine if a painting contractor has the personnel,organization, qualifications, procedures, knowledge, and capability to perform surface preparation and coating application of the required quality under the conditions and restrictions specified by the owner for complex structures.The procedure encompasses the field application of coatings in the industrial market. Specialty applications, such as lining materials, bituminous products, galvanizing, etc., are not covered by the requirements of this standard procedure.SSPC-QP 2, Standard for Evaluating Painting Contractors (Hazardous Coating Removal)Major Revisions to QP 2 in 2009 revisionThe scope has been expanded to cover qualification of contractors who perform hazardous coating removal on marine structures. Note that standards governing coating removal under 29 CFR 1915and 29 CFR 1910 apply for work in the marine and general industry areas not covered by 29 CFR 1926.The standard has been reorganized. Safety and Health Environmental Compliance requirements have been incorporated into Technical Capabilities Section.Some requirements have been clarified, for example, required documents that must be present at the jobsite and those that may be kept at the contractor’s office.Requirements for the training of a contractor’s Safety Coordinator now require 30 hours of OSHA-approved construction industry safety training not specific to lead paint removal in addition to C-3lead removal competent person training or equivalent. The requirement for approval of design and load analysis of loaded platforms by a licensedprofessional engineer has been removed.This standard procedure describes a method for evaluating the qualifications of industrial/marine field painting contractors to remove hazardous coatings (e.g., coatings containing lead or other hazardous metals) from industrial/marine structures. The requirements of this procedure are intended to supplement the general requirements of SSPC-QP 1, Standard Procedure for Evaluating Painting Contractors (Field Application to Complex industrial/marine Structures).This procedure establishes two qualification categories for contractors removing and containing hazardous coatings. The specifier shall designate the required category for the contractor based on the type and level of containment and ventilation required (negative air pressure inside containment).SSPC-Paint 21, White or Colored Silicone Alkyd Paint (Type I, High Gloss, and Type II, Medium Gloss This specification covers white or colored silicone alkyd paint suitable for the finish coat on primed struc This coating is intended for application by spray for use by itself or as a primer in a multi-coat system.This procedure also establishes minimum requirements for worker health and safety programs andenvironmental protection programs utilized by the contractor during hazardous coating removal operations.SSPC-QP 3, Standard Procedure for Evaluating Qualifications of Shop Painting ApplicatorsThis standard procedure describes a method for evaluating the qualification of shops whose primary function is to provide surface preparation and protective coating application services. However, the procedure may be applicable to a fabricating shop, shipyard, or other entity that applies coatings in the shop, even though providing coating application services is not its primary function.The procedure encompasses shop application of coatings in the industrial and lightindustrial/commercial market.In addition to the evaluation criteria outlined in this procedure, the qualifying agency should review the applicant's financial status, performance history, and ability to do a specific project in more detailthan required by this procedure.This standard is intended for work at fixed, permanent facilities. For field painting work that involves the use of a temporary structure, evaluating contractors using SSPC-QP 1, "Standard Procedure for Evaluating Qualifications of Painting Contractors," or an equivalent procedure, is more appropriate. SSPC-QP 4 – Standard for Evaluating Contractors Disturbing Hazardous CoatingsThis standard establishes a procedure for evaluating the qualifications of contractors whose work involves disturbance of hazardous coatings (e.g., containing lead or other hazardous metals) incidental to demolition or repair work on complex or conventional structures.This standard establishes two qualification categories for contractors disturbing and containing hazardous paint. The specifying agency shall designate the required qualification category for the contractor based on the type and level of containment and ventilation required.This standard procedure also establishes minimum requirements for worker health and safety programs and environmental protection programs utilized by the contractor who disturbs hazardous coatings incidental to demolition or repair work.Contractors qualified under SSPC-QP 2, Standard Procedure for the Qualification of Painting Contractors (Field Removal of Hazardous Coatings from Complex Structures), already meet the requirements of this standard procedure.SSPC-QP 5 - Standard for Evaluating Coating and Lining Inspection CompaniesSSPC QP5SM is not an additional certification for the individual coatings and lining inspector. No, it is a program that outlines the basic quality programs necessary for a coating and lining inspection COMPANY. The certification guidelines promote consistent quality service.On a fundamental level, QP 5 provides support to both the owner and inspection company by requiring checks and balances that ensure a high level of quality inspection regardless of which individual inspector is working the job site. This level of quality is accomplished by inspection service providers adopting quality programs that include regular maintenance training for inspectors, qualityand procedural standards, corporate internal auditing of inspection records, and accountability. SSPC-QP 6 - Standard for Evaluating Contractors (Thermal Spray Coatings)This procedure describes a method for evaluating the qualifications of industrial thermal spray (metallizing) contractors and defines a minimum standard to evaluate the contractor's capability to evaluate and accept the preparation of the surface to be metallized and to thermally spray (1)coatings of aluminum, zinc, and their alloys for corrosion protection of steel and/or (2) zinc anodes The contractor shall be qualified for steel, concrete, or both steel and concrete. The SSPC-QP 6certificate/designation will indicate the qualification category.The objective of this procedure is to determine if a thermal spray contractor or shop has the personnel, organization, qualifications, procedures, and knowledge, to determine acceptability of surface preparation, apply thermal spray (metallized) coatings, and apply sealing of the required quality under the conditions and restrictions specified by the owner.SSPC-QP 7, Procedure for Evaluating Painting Contractors with Limited Industrial Work ExperienceThe procedure describes a method for evaluating the qualifications of field painting contracting firms with less than 6 months industrial painting experience. The procedure defines minimum requirements for this qualification.The procedure determines if a painting contractor has the personnel, organization, qualifications, procedures, and knowledge to perform surface preparation and coating application of the required quality for complex steel structures under the conditions and restrictions specified by the owner.。
SSP 工艺说明

CONTENTS1基本资料.......................................... 1-11.1 What is special about PET ?......................1-11.2 SSP 厂主工艺...................................1-12总则.............................................. 2-12.1 结晶单元 .........................................2-12.2 预加热单元........................................2-22.3 从加热器至反应釜的输送系统........................2-32.4 固态反应单元.................................... 2-42.5. 冷却单元...................................... 2-52.6. 工艺气体洗涤单元............................... 2-62.7 SSP工艺控制系统..................................2-71 基本资料这个章节让我们了解SSP工艺1.1 什么是专用的PET ?PET和其他热塑性塑料在室温下热习性是非晶型状态. 加热超过它的玻璃转化点温度Tg (70...80°C), 聚合物链段间变成柔韧的.材料变成粘的和韧性的. 因为它是直链分子结构, 当继续加热PET 会产生部分结晶.加热达约100°C后自然的开使结晶. 无定形PET 是清晰透明的, 结晶后的PET 是不透明白色. 在玻璃转化点温度Tg以上的温度,结晶后的PET 是不粘结.通过加热PET 形成结晶和消失它的粘性.为了达到热平衡状态, 一定的最小热处理时间在各自的温度是必须的. 否则粘性將不会消失. 所谓的'低熔点' 表明材料已经接触最高温度,长且足够的时间. 在温度低于'低熔点', 一次退火材料是不在粘连的.材料状态由差式扫描量热仪(DSC)分析得到.1.2 SSP 厂主工艺以下是布勒公司PET固态聚合厂的各段工序的工艺反应:固态聚合是增加产品特性粘度(I.V)冷却:产品储存必须降温至60℃以下工艺气体清洗此段是工艺气体再生之处. 粉尘经过滤器移除,有机物移除是喷洗与吸附方式移除。
SSPC-SP NO.10

表面处理标准SSPC-SP NO. 10/NACE NO.2赤白色喷砂清洁度1.概述1.1此联合标准覆盖了使用研磨剂的非油漆及油漆面的赤白色喷砂清洁度要求。
这些要求包括了材料或表面应达到的最终清洁条件,及必要的工艺以达到及验证这个最终的条件。
1.2此联合材料允许单元表面上存在在2.6SECTION中所定义的百分之五的以下的污物。
1.3强制要求在以下面的SECTION 1到9中进行了说明。
SECTION 1 概述SECTION 2 定义SECTION 3 参考SECTION 4 喷砂前的流程SECTION 5 喷砂方法及操作SECTION 6 喷砂磨料SECTION 7 喷砂清洁及直接涂层流程SECTION 8 检验SECTION 9 安全及环境要求2.定义2.1 赤白金属喷砂表面,在无放大镜辅助的情况下,表面无可视油脂,灰尘,氧化皮,锈蚀,涂层,氧化物,产品腐蚀等其它杂志,除2.2中所描述的其他污物外。
2.2 单独区域表面污物应按2.6中所要求的控制在百分之五以内,它们包括少量的shadows, 轻微的streaks,或是由锈蚀造成的较小的色差,氧化皮的残留物或是在涂层前所出现的污迹。
2.3 不影响表面清洁度的可接受的外观变化见SECTION 2.1,包括由金属类型,原始表面条件,金属厚度,焊接用金属,拼装标识,热处理,热影响区,喷砂磨料及由不是同一批喷砂所形成的差异性。
2.4 当有涂层要求时,表面粗糙度必须满足涂层体系要求。
2.5 在直接涂层前,整个表面须满足此处所要求的清洁度。
2.6 单独区域应至少有5776平方米(如:76x76平米)2.7 SSPC-VIS 1-89 图片A SP-1-,B SP-10, C SP-10 或 D SP-10 可作为此定义的辅助文件。
在存在争议的情况下,文字性标准优先与视检标准。
其它相关的视检标准信息及对比表可以附件A中的Section A.4中看到。
3.参考3.1 此文件中所涉及的标准列在Section 3.4中3.2 最新下发版本或所涉及相关标准的改版shall govern 除非另有说明3.3 如果此标准中所涉及的相关标准与本标准相冲突,以此标准为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
STL
A L SP A R L T LC T A = I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 QW6 T4 Q8.5
I0.7 S5T#35s I0.5
Q4.5 MW0
QW6
R
S处的RLO R处的RLO 定时器 操作 Q
例如
SIMATIC S7
Siemens AG 2000. All rights reserved.
Information and Training Center Knowledge for Automation
数据装入和传递(3)
ACCU1内容 程序
31 23 15 7 0
L MB 0
装载
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
31 23 15 7
DINT L#+296
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 1 0 1 0 0 0
28
整数 (32 位) = REAL +0.75 或 +7.5 E-1 = 256 +
25
23
= = 32 + 8 = 296
实数的通用格式 = (Sign) • (1.f) • (2e-127)
- (412 + 1) = - 413
28 27
= = 256+ 128 +
24 23 22
= = = 16+8+ 4 = 412
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-9-10 SSP1_09C.3
Information and Training Center Knowledge for Automation
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-9-10 SSP1_09C.8
Information and Training Center Knowledge for Automation
定时器:接通延时 (SD)
LAD
T4 S_ODT
FBD
T4 S_ODT I0.7 S5T#35s I0.5 S BI BCD Q MW0
STL
I0.7
Q4.5
S
S5T#35s I0.5 TV R
Q
BI BCD MW0 QW6
TV
R
QW6 Q4.5 =
S处的RLO R处的RLO 定时器 操作 Q
A L SD A R L T LC T A =
Date: File:
2013-9-10 SSP1_09C.11
Information and Training Center Knowledge for Automation
定时器:脉冲 (SP)
LAD
T4 S_PULSE Q S TV R BI BCD
FBD
T4 S_PULSE I0.7 S5T#35s I0.5 S TV BI BCD Q MW0 QW6 Q4.5 =
Date: File:
2013-9-10 SSP1_09C.7
Information and Training Center Knowledge for Automation
定时器概述
LAD STL
示例: 输入延时
S_ODT A L SD A R L T LC T A = I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 MW2 T4 Q8.5
Information and Training Center Knowledge for Automation
数据格式
十进制 数 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
BCD 数 0000 0001 0010 0011 0100 0101 0110 0111 1000 1001
MOVE EN ENO EN
MOVE OUT MB5
L
T
+5
MB5
5
IN
OUT
MB5
5
IN
ENO
装载 举例
L +5 L L#523123
// //
16-位常数 (整数) 32-位常数 (双整数)
L B#16#EF
L 2#0010 0110 1110 0011 L 3.14
//
// //
十六进制字节
16-位二进制值 32-位常数 (实数)
Date: File:
2013-9-10 SSP1_09C.10
Information and Training Center Knowledge for Automation
定时器:关断延时 (SF)
LAD
T4 S_OFFDT Q S TV R BI BCD
FBD
T4 S_OFFDT I0.7 S5T#35s I0.5 S BI BCD Q MW0 QW6 Q4.5 =
数据格式 (32 位)
BCD DW#16#296 符号 (+) 0 0 0 0 2 9 6
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 0 0 1 0 1 1 0
31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
SIMATIC S7
Siemens AG 2000. All rights resP1_09C.4
Information and Training Center Knowledge for Automation
数据装入和传递 (1)
LAD FBD STL
15 0 0 0 0 0 0 0
8 0
7 1 1 0 0 1 1 0
0 1
十进制值: 符号位
128 + 64
+
8 + 4
+
1
数据类型 整型 例如 205
31
24 23
16 15
8 7
0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Date: File:
2013-9-10 SSP1_09C.12
Information and Training Center Knowledge for Automation
定时器:扩展脉冲 (SE)
LAD
T4 S_PEXT Q S TV R BI BCD
FBD
T4 S_PEXT I0.7 S5T#35s I0.5 S TV BI BCD Q MW0
STL
I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 QW6 T4 Q4.5
I0.7 S5T#35s I0.5
Q4.5 MW0 QW6
TV
R
S处的RLO R处的RLO 定时器 操作 Q
例如
SIMATIC S7
Siemens AG 2000. All rights reserved.
STL
A L SE A R L T LC T A = I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 QW6 T4 Q4.5
I0.7 S5T#35s I0.5
Q4.5 MW0 QW6
R
QW6 Q4.5 =
S处的RLO R处的RLO 定时器 操作 Q
例如
SIMATIC S7
Siemens AG 2000. All rights reserved.
I0.7 S5T#35s T4 I0.5 T4 T4 MW0 T4 QW6 T4 Q4.5
例如
S5TIME 数据类型
0,01s <-0,1s <-1s <-10s <--
0 0 1 1
0 1 0 1
时间值: 0 . . . 999
SIMATIC S7
Siemens AG 2000. All rights reserved.
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-9-10 SSP1_09C.5
Information and Training Center Knowledge for Automation
数据装入和传递(2)
ACCU1 内容 ACCU2 内容
Date: File:
2013-9-10 SSP1_09C.13
Information and Training Center Knowledge for Automation
定时器:位指令
LAD FBD STL
Network 1:
T4
T4 SD S5T#5s S5T#5s TV I0.0 & SD
数据格式 (16 位)
PG
符号 (+) 2
CPU
9 6
BCD
正数
W#16#296
0 0 0 0 0 0 1 0 1 0 0 1 0 1 1 0
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
整数
0 0 0 0 0 0 0 1 0 0 1 0 1 0 0 0 +296 28