注塑质量控制QC工程图
合集下载
塑胶成型QC工程图
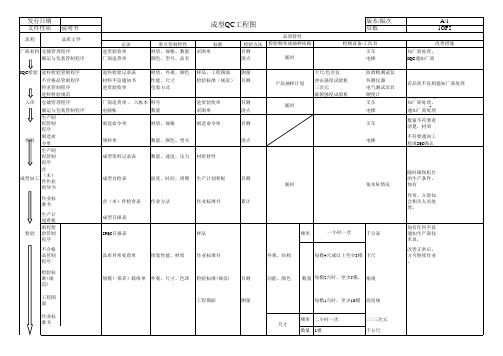
产品入 库检验 管制程 序
不合格 品管制 程序
检验标 准(规 范)
工程图 面
作业标 准书
核准
制定日期
发行日期 文件性质 说明书
流程
品质文件
入库
搬运与 包装管 制程序
仓储管 理程序
产品出 货检验 管制程 序
成型日报表
包装数量、包装方式 作业标准书 粘贴标签、标签书写
清点
随时
FQC日报表 重工单
尺寸、材质、外观 工程图面
发行日期 文件性质 说明书
流程
品质文件
厂商来料 仓储管理程序 搬运与包装管制程序
IQC检验 进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
入库 仓储管理程序
搬运与包装管制程序
生产制 程管制 程序
领料
制造命 令单
生产制 程管制 程序
首
成型加工
(末) 件作业
指导书
作业标 准书
检验
生产计 划看板
目测
首(末)件检查表 作业方法 成型日报表 IPQC日报表
作业标准书
累计
样品
随时
依实际情况
频率
一小时一次
千分表
品质异常处理单
组装性能、材质
作业标准书
外观、结构
每模4穴或以上至少3模 卡尺
随时确保机台 的生产条件, 如有
异常,立即知 会相关人员处 理。
如有任何不良 通知生产部技 术员,
改善正常后, 方可继续作业 。
目测叉车领料单 Nhomakorabea数量、颜色、型号
清点
电梯
成型资料记录表
数量、速度、压力 材质特性
A/1 1OF2
数量不对,通改善措施 知料厂有商误处,理由, IQC通知厂商
不合格 品管制 程序
检验标 准(规 范)
工程图 面
作业标 准书
核准
制定日期
发行日期 文件性质 说明书
流程
品质文件
入库
搬运与 包装管 制程序
仓储管 理程序
产品出 货检验 管制程 序
成型日报表
包装数量、包装方式 作业标准书 粘贴标签、标签书写
清点
随时
FQC日报表 重工单
尺寸、材质、外观 工程图面
发行日期 文件性质 说明书
流程
品质文件
厂商来料 仓储管理程序 搬运与包装管制程序
IQC检验 进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
入库 仓储管理程序
搬运与包装管制程序
生产制 程管制 程序
领料
制造命 令单
生产制 程管制 程序
首
成型加工
(末) 件作业
指导书
作业标 准书
检验
生产计 划看板
目测
首(末)件检查表 作业方法 成型日报表 IPQC日报表
作业标准书
累计
样品
随时
依实际情况
频率
一小时一次
千分表
品质异常处理单
组装性能、材质
作业标准书
外观、结构
每模4穴或以上至少3模 卡尺
随时确保机台 的生产条件, 如有
异常,立即知 会相关人员处 理。
如有任何不良 通知生产部技 术员,
改善正常后, 方可继续作业 。
目测叉车领料单 Nhomakorabea数量、颜色、型号
清点
电梯
成型资料记录表
数量、速度、压力 材质特性
A/1 1OF2
数量不对,通改善措施 知料厂有商误处,理由, IQC通知厂商
塑胶件QC工程图
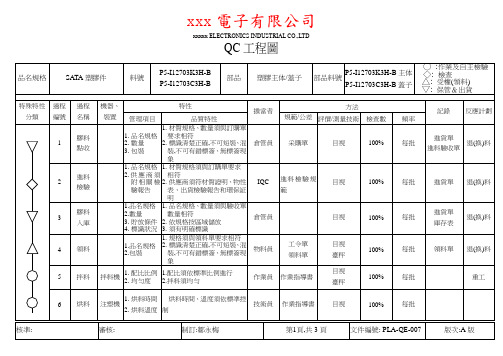
1.核對產品規格須與工令單要求之規格相符
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
塑胶制品QC工程图

次/2H 20PCS/次
/量治具
/※
※
《首件检查报告》
※ 《注塑射出成型参数表》
※ 《塑胶制程检验报告》
6
丝印
/
外观/尺寸
《进料检验规范》/工程图纸
抽检
MIL-STD- 目视/样板 105E 单次II /量治具
/
※
/
《进料检验报告》 外发加工
首检
1PC
※※ ※
《首件检查报告》
7
组装
/
外观/尺寸/跌落
东莞市XXXX有限公司
塑胶制品QC工程表
产品(零件)名称: 塑胶制品
制作单位: 工程部
制作:
文件编号: WI-PD-01
制作日期: 2020/1/6
版本: A/0
核准:
生产管理
质量管理
责任人
流程图
1
2 3
流程名称
领料 配料混料
烘料
使用设备 管制项目
检验要求参照文件 管制方式 检验频率
叉车 拌料机 烘料机
※
/
※
《成品检验报告》
注:1)QA针对特殊关键工序做首检及巡检,首检时机一般为:新模新材料、修模、转换model或停产已久的旧产品模具; 2)所有测量尺寸参照工程图纸要求或试装配为依据,只针对其装配尺寸做监控测量,其中不方便测量之尺寸可用配合零件试装;
第1頁,共1頁
先进先出 物料品质状态标识 UV粉/色粉与胶料掺 和比例原料与水口
掺和比例
《产品防护与仓储管制程序 》 《生管管制程序》
BOM/作业指导书
温度/时间
《塑料件成型条件表》
自检 自检 自检
100% 100% 100%
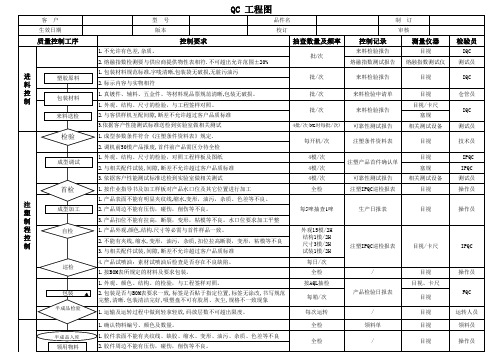
QC工程图
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
注塑生产工艺文件、QC工程图

生效日期 方法 抽样 数量 1次 1次 转机种 生产 频率 责任 部门
控制方法
反应措施/计划
《首件送检记录表》
通知技术员、注塑 工程师调整
2 70 首件确认
尺寸
3 4 5
组装 性能 标识 ` 外观 尺寸 组装 性能 环保检查 成型参数记 录 数量、标示 环保标示 HSF HSF 有害物质防 HSF 护 外观
注塑生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 过程 过程名称/过程描述 号 生产的机 器/设备/ NO 编 工装 号 1 2 3 10 进料检验 4 5 6 1 20 储存 货架 2 3 1 30 领料 平台车 2 1 40 拌料 拌料机 2 1 50 烘料 烘料机 2 注塑机/模 具 1 2 烘料温度 速度 压力 《注塑烘干作业指导书》 《注塑打样总结表》 《注塑制程控制记录表》 目视检查 标识 拌料时间 烘料时间 《注塑烘干作业指导书》 追溯性 拌料配重比 《拌料作业指导书》 《真机物料需求计划表》 目视检查 电子称配比 目视检查 记时器检测 记时器检测 100% 每批次 100% 每批次 料斗警示 线 1次/2H 1次 目视检查 1次 转机种 生产 《首件送检记录表》 每批次 每桶次 每批次 每桶次 连续 连续 《注塑生产记录管控表》 通知加料员、技术 生产/品 《注塑IPQC巡检日报表》 员调整 质 通知技术员、注塑 工程师调整 生产 PMC部 《注塑原料配比记录表》 隔离,标识,通知组 长处理 生产 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 材质证明 原料尺寸 原料外观 原料流动性 有害物质含 量 原料标识 材料存储 储存环境 有害物质防 HSF 护 原料防护 HSF HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《熔融指数测试仪规程》 Rosh&REACH&WEEE 《HSF管控标准》 《IQC来料检验规程》 /环保标识 《仓库管理制度》 《仓库管理制度》 环保与非环保管理区分 无原料受损 评估/测量技术 目视检查 卡尺,投影仪/目视 检查 目视检查 熔融指数测试仪 委外检测 HS测试仪 目视检查 目视检查 温湿计 目视检查 目视检查 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次
QC质量控制工程图

生产报表
10
二切
二切机
卡尺
外观
二切操作规范
IPQC
异常联络单
11
分光分色 分光分色机 波长分析仪
性能
分光检验标准
IPQC
IPQC检验日报表、 前10K中每K抽取 IPQC检验报表、品 20pcs检性能 质异常联络书 每包装箱抽取2 包
异常联络单
12
包装
目测
包装方法
成品检验标准
IPQC
IPQC检验日报表、 将不良品隔离、 通知相 IPQC检验报表、品 关部门 质异常联络书
5
烘烤
烤箱
温度计
外观、附着 力、
烘烤操作规范
IPQC
每10K中抽取1K 检外观、20pcs 检测推力
6
焊线
自动焊线机
目测
拉力、外观
焊线检验标准
QC
全检
分开分类标识
生产报表
7
灌封
自动灌封机
目测
外观
灌胶操作规范
IPQC
IPQC检验日报表、 每1K产品中抽检 将不良物料隔离、通知 IPQC检验报表、品 20PCS 相关部门 质异常联络书 全检 QC检验日报表 分开分类标识
晶片原料检 ····· 测
2
支架原料检 ····· 测
卡尺
IQC
见:支架检验规 进料检验记录表、 范 品质异常联络书
将不良物料隔离、通知 相关部门
采购单、收货单
3
模条原料检 ····· 测
卡尺
外观、
模条检验标准书
IQC
见:模条检验规 进料检验记录表、 范 品质异常联络书
将不良物料隔离、通知 相关部门
塑料成型QC工程图

德信诚培训网塑料成型QC工程表文件编号QC工程表 - 塑料成型制定日期类别作业标准版本保密等级口机密口一般页次项次工程名称管制项目管制规格质量特性(参考文件)管制方式记录窗体负责人检验方法工具/机器确认频度作业员品管员1 进料检验1.色差2.MI值1.△E≦0.72.参照溶融指数标准1.进货验收单2.包材、零组件进料检验规范3.塑料粒进料检验规范1.目视2.测试1.色差机2.溶融指数机1次/LOT 进料检验记录表进料异常分析报告V 1.外观2.材质1.SIP依物料规格2 成型成型条件存盘记录1.成型作业标准书2.客户签样3.试模报告4.成型条件目视测试游标卡尺1次/LOT成型条件卡V 首件检查客户签样开线后前3PCS.首/末件检查记录表V 检验标准书3 制程检验挂卡调整成型作业标准书1、客户签样2、每日首/未件检查记录表3、塑料成型制程检验规范4、检验标准书1.测量2.目视1、色差机2、游标卡尺3 、光泽机第一次巡检 1次/班IPQC巡检日报表异常处理单V 尺寸检验标准书2PCS/2hr外观结构依签样、首件20pcs/2hr色差依色板OR客户签样1pcs/2次/班光泽依标准书4 成品检验外观结构检验业标准书客户签样1.抽样计划表2.客户签样3.检验标准书4.塑料成型检验规范目视测试色差机光泽机游标卡尺批/AQL异常处理单成品入库检验表V 色差客户签样1PCS/LOT光泽检验标准书1PCS/LOT尺寸检验标准书8PCS/批5 入库/转移1.品名规格2.工令单3.数量1.依产品类别2.工令单号3.生产数量1.入库表目视计算机每批入库表V。
注塑外壳QC工程图

程序、不合格品控制程 单、样品、样品承认书 序
按MIL-STD- 进料检验记录表、品 按检验与试验状态控制 采购单、BOM表、收货
IQC
105E单次LEVER 质异常联络书
程序、不合格品控制程 单、样品、样品承认书
Ⅱ
序
IPQC
每200PCS产品中 IPQC检验日报表、 按检验与试验状态控制 BOM表、生产联络单、
105E单次LEVER 质异常联络书
IQC
Ⅱ
程序、不合格品控制程 单、样品、样品承认书 序
IPQC
每200PCS产品中 IPQC检验日报表、 按检验与试验状态控制 BOM表、生产联络单、
抽检20PCS
IPQC检验报表、品 程序、不合格品控制程 样品、贴片机作业指引
质异常联络书
序
外观、上锡 IPQC检验作业指导
质异常联络书
序
IPQC
每200PCS产品中 IPQC检验日报表、 按检验与试验状态控制 BOM表、生产联络单、
抽检20PCS
IPQC检验报表、品 程序、不合格品控制程 样品、喷油作业指引
质异常联络书
序
IPQC
每200PCS产品中 IPQC检验日报表、 按检验与试验状态控制 BOM表、生产联络单、
抽检20PCS
记录方法
异常处理
相关链接
按MIL-STD- 进料检验记录表、品 按检验与试验状态控制 采购单、收货单
IQC
105E单次LEVER 质异常联络书
Ⅱ
程序、不合格品控制程 序
IPQC
每200PCS产品中 IPQC检验日报表、 按检验与试验状态控制 BOM表、生产联络单、
抽检20PCS
IPQC检验报表、品 程序、不合格品控制程 样品、车床作业指导书
注塑件qc工程图

1. 物帐卡一致 抽验合格成品 半成品入 2.置放区域 入库
8库
及标示正确
目视
5%/批
注塑件成品检 验
游标卡 尺
V
V
规范
V
V
无
领料单
巡检记录表 注塑车间成品检
验 记录表
V
入库单
=操 作
3.防护措施 适当
= 测试
= 目视
目视
= 暂存
= 检验
核准
审核
注:以上为注塑件生产所需的所有工序,根据型号不同尺寸要求不同,具体以生产任务为准!
管理 生产 品管 制程
方法
频率
标准
1.工程资料
设备 操作者 检查员 工程師 者
2.检验规范
目视.量
测及对应 之检验与
1次/ 批
3.厂商出货检验
报告 4.GB/T2828.1-
各对应 之 检验设
V
实验
IL=I
品质记录 记录表单
备 注
1.物帐卡一致
材料
材料仓库
将原材料入
2
入库
数量检查
库存放
按标识区域存
2.放置区及标
1干燥度
设定 烘烤时间及
温度
作 规程
时间温度 烘料机
干燥度
目视
一批
V
6 注塑
1. 外观 2. 尺寸
注塑机操
按生产任务要 作
求
规程
注塑机 1.型号规格 2.外观
目视 量测
首件 检
作业指导书
游标卡
尺
V
V
巡检
7 检验
外观、尺寸
1.注塑件规格
对注塑件检验
注塑件成
塑胶产品QC工程图

XXX塑胶制品有限公司
QC工程图
第1页共2页
工程名称
塑胶产品
工程图编号
QC001
版本
A/0
发行日期
承认
审核
制定
零件过程编号
过程名称描述
机器、装置、夹具、工装
检查项目
产品/过程规范/公差
评价测量技术
样本
控制Байду номын сангаас法
反应计划
数量
频度
1
注塑、成型
注塑机
模具
1.料号5、结构
2.温度6、尺寸
3.压力7、外观
4.颜色
2.质检报表
汇报主管/汇报组长
3
移/丝印产品
移印机、钢板、网板
1.外观
2.颜色
3.测试
4.溶度
参照作业指导书
1.外观:目视
2.颜色:参板
3.测试:可靠性
4.溶度:溶度性
FQC全检
每批
FQC检查报表
汇报主管/汇报组长
4
包装
封箱机
1.外观
2.外箱标识
1.产品检验规格
2.包装规范
1.外观:目视
2.外箱标识:目视
1.堆放高度:卷尺
2.存放环境:温湿度计
全数
每批
IQC检验报告
汇报主管
6
出货检验
N/A
1.尺寸
2.外观
3.包装
4.外箱标示
参照出货检验规范
1.尺寸:游标卡尺
2.外观:目视
3.包装:目视
4.外箱标示:目视
IPQC巡检
每批
1.IPQC巡检报表。
2.质检报表
汇报主管/汇报组长
QC工程图
第1页共2页
工程名称
塑胶产品
工程图编号
QC001
版本
A/0
发行日期
承认
审核
制定
零件过程编号
过程名称描述
机器、装置、夹具、工装
检查项目
产品/过程规范/公差
评价测量技术
样本
控制Байду номын сангаас法
反应计划
数量
频度
1
注塑、成型
注塑机
模具
1.料号5、结构
2.温度6、尺寸
3.压力7、外观
4.颜色
2.质检报表
汇报主管/汇报组长
3
移/丝印产品
移印机、钢板、网板
1.外观
2.颜色
3.测试
4.溶度
参照作业指导书
1.外观:目视
2.颜色:参板
3.测试:可靠性
4.溶度:溶度性
FQC全检
每批
FQC检查报表
汇报主管/汇报组长
4
包装
封箱机
1.外观
2.外箱标识
1.产品检验规格
2.包装规范
1.外观:目视
2.外箱标识:目视
1.堆放高度:卷尺
2.存放环境:温湿度计
全数
每批
IQC检验报告
汇报主管
6
出货检验
N/A
1.尺寸
2.外观
3.包装
4.外箱标示
参照出货检验规范
1.尺寸:游标卡尺
2.外观:目视
3.包装:目视
4.外箱标示:目视
IPQC巡检
每批
1.IPQC巡检报表。
2.质检报表
汇报主管/汇报组长
注塑质量控制QC工程图

每班
8
倒置
倒置时间
每批次
9
调油
调漆柜
10 11 12
上件 除尘 喷涂
周转车 除尘枪、 除尘柜 喷枪、喷 柜 烘箱
13
烘干
2、油漆,稀 料,固化剂, 光油的准备 4 油漆粘稠度 检验工具的准 1 现场6S 2人员按要求穿 戴 岩田杯 、秒表 3工人操作指导 色差仪 1、产品除尘 、导电 1喷枪压力 试验仪 2喷幅半径 、砝码 、HB铅 1 烘干温度 笔 2烘干时间
IPQC
2次/班 2次/班
3
注塑
注塑机
卡尺、 色卡、 千分尺 、千分 表、色 差仪等
尺寸、外观、 注塑产品检 硬度、强度、 验指导书、 装配 检验标准
IPQC
水路连接检查 水路连接图
注塑工艺检查
工艺卡片
4
熔敷
熔敷机
N/A
温度 时间 盐水密度 时间 频率
熔敷机使用 规定 熔敷工艺 平衡环使用 盐水密度 超声波焊接 机使用规定 IPQC
注塑质量控制QC工
制程名称 NO 工序 主要设备 管制项目 检验规范 管制方法 权责单位 检查频率 生产设备量测仪器 管制项目
1
入厂物料 检测
N/A
入厂物料质量 检验要 物料入厂检 状态及产品标 求设备 验规范 识检测
IQC
根据检验 标准进行 检验
2
加料
加料设备
N/A
加料工艺及执 行 加料环境
工艺标准 6S标准
IPQC
每200PCS 产品中抽 检20PCS
20
包装
N/A
目测
外观
产品包装检 验作业指导 书、产品包 装标准
IPQC
(完整版)注塑产品QC工程图

IPQC
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备机
换料或增加水口料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包装数量
依包装要求
刀片
目视
IPQC
每批
2.成型标示单
作业员
作业完成
(入库检验)
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备机
换料或增加水口料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包装数量
依包装要求
刀片
目视
IPQC
每批
2.成型标示单
作业员
作业完成
(入库检验)
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
QC工程图

1产线实行配套发料,指定 巡检/成品检验控制 区域存放2换线及时清拉 针对热封工位进行培训作业 巡检/成品检验控制 技能 制作LQC检验文件,产线进行全 无 检验 1产线实行配套发料,指定 巡检/成品检验控制 区域存放 2换线及时清拉
过程潜在失效模式及后果分析
修订日期: 不 可 探 测 度 数 2 2 5 1 1 3 4 4 3 3 2 4 措 施 结 果 风险 责任及 纠正 顺序 目标完 采取 与预防措施 数 成日期 的措施 严重 频度 不可探 风险 度数 数 测度数 顺序 数
项目编号/项 目功能
潜在的失效模式
潜在失效后果
严重 度数
功能件与固定架装配 使用者操作过程有异响,使顾 松动 客不满意 印字内容不符 印字内容缺失 产品印字 移印附着力不足 影响外观,影响产品一致性 影响外观,使客户不满意 影响外观,使客户不满意
字体/尺寸/位置错误 影响外观,使客户不满意 材料用错 塑封不良 包装 缺件 混件 产品包装混乱,入/发错货 影响外观,使客户不满意 产品无法正确使用 产品无法正确使用
2 2 8
供应商提供的材料存在色差 1供应商抽粒制造过程中保护不当混进异物 2供应商添加再生料 供应商材料配方中阻燃材料过多导致机械 性能下降
5 5 2 3 3 2 2 3 3 3 5 2
无 无 无 无 无 无 无 无 无 无 无 无 1试模人员试模时发现问 题,解决问题 2依据《标准注塑工艺》生 产 无
3 2
48 28
产品无法正常使用
8 4 4 3 4 4 9 7 6 6 8 5 8 8
静电使IC烧坏 人为作业疏忽导致插件装不到位 1模具尺寸NG 2注塑工艺导致尺寸啤小配合过松 防护不当导致 人为作业疏忽 1模具尺寸NG 2注塑工艺导致尺寸啤小或大,按钮与过度 件配合过松或过紧 人为作业疏忽 塑胶表面脏污,导致喷印不良 印油不良 人为作业疏忽 1换机种时清拉有残留物料导致 2产品区域划分不清混入 作业员在热封技能上不熟悉导致 作业疏忽导致 1换机种时清拉有残留物料导致 2产品区域划分不清混入
注塑QC工程图
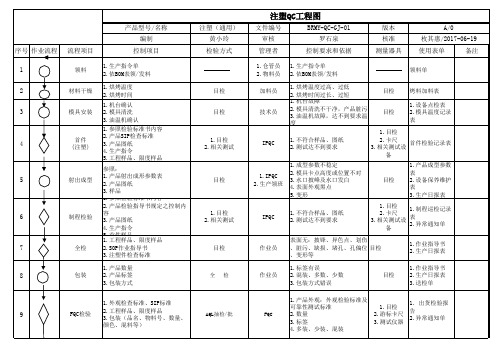
关测试设
首件检验记录表
备
1.IPQC 2.生产领班
1.成型参数不稳定 2.模具卡点高度或位置不对 3.水口披峰及水口发白 4.表面外观黑点 5.变形
目检
1.产品成型参数 表 2.设备保养维护 表 3.生产日报表
IPQC
1.不符合样品、图纸 2.测试达不到要求
1.目检 2.卡尺 3.相关测试设
射出成型
1.产品射出成形参数表 2.产品图纸
3.样品
1.参照检验标准书内容
2.产品检验指导书规定之控制内
6
制程检验
容 3.产品图纸
4.生产指令
5.首件样品 1.工程样品、限度样品
7
全检
2.SOP作业指导书
3.注塑件检查标准
1.产品数量
8
包装
2.产品标签
3.包装方式
注塑(通用) 黄小玲 检验方式
目检 目检
序号 作业流程 流程项目
产品型号/名称 编制
控制项目
1
领料
1.生产指令单 2.依BOM表领/发料
2
材料干燥
1.烘烤温度 2.烘烤时间
1.机台确认
3
模具安装 2.模具清洗
3.油温机确认
1.参照检验标准书内容
4
首件 (注塑)
2.产品SIP检查标准 3.产品图纸 4.生产指令
5.工程样品、限度样品
参照:
5
1.目检 2.相关测试
目检
1.目检 2.相关测试
目检
全检
1.外观检查标准、SIP标准
9
FQC检验
2.工程样品、限度样品 3.包装(品名、物料号、数量、
AQL抽检/批
颜色、混料等)
首件检验记录表
备
1.IPQC 2.生产领班
1.成型参数不稳定 2.模具卡点高度或位置不对 3.水口披峰及水口发白 4.表面外观黑点 5.变形
目检
1.产品成型参数 表 2.设备保养维护 表 3.生产日报表
IPQC
1.不符合样品、图纸 2.测试达不到要求
1.目检 2.卡尺 3.相关测试设
射出成型
1.产品射出成形参数表 2.产品图纸
3.样品
1.参照检验标准书内容
2.产品检验指导书规定之控制内
6
制程检验
容 3.产品图纸
4.生产指令
5.首件样品 1.工程样品、限度样品
7
全检
2.SOP作业指导书
3.注塑件检查标准
1.产品数量
8
包装
2.产品标签
3.包装方式
注塑(通用) 黄小玲 检验方式
目检 目检
序号 作业流程 流程项目
产品型号/名称 编制
控制项目
1
领料
1.生产指令单 2.依BOM表领/发料
2
材料干燥
1.烘烤温度 2.烘烤时间
1.机台确认
3
模具安装 2.模具清洗
3.油温机确认
1.参照检验标准书内容
4
首件 (注塑)
2.产品SIP检查标准 3.产品图纸 4.生产指令
5.工程样品、限度样品
参照:
5
1.目检 2.相关测试
目检
1.目检 2.相关测试
目检
全检
1.外观检查标准、SIP标准
9
FQC检验
2.工程样品、限度样品 3.包装(品名、物料号、数量、
AQL抽检/批
颜色、混料等)
注塑产品QC工程图

有限公司
注塑产品QC工程图
文件编号:QA- WI- 006
修订状态:A/0
工程流程图
工程名
使用设备
管理项目
管理水准
管理担当
管理依据
记录
原材料进厂
手动叉车
原材料检验
品名、型号、数量、外观、包装
AQL:CR=0,MAJ=0.4;
MIN=2.5
IQC
《IQC来料作业指导书》
《IQC来料检验报告》
原材料入仓
全数
操作员
《注塑产品操作指导书》
《生产记录表》
IPQC巡检
检测仪器(卡尺、塞规等)
无缺胶、缩水、料花等注塑不良缺陷
每2H检查一次,机台3啤,箱内30PCS
IPQC
《IPQC作业程序》、《注塑产品检验作指导书》
《生产线检查记录》
备注
开始作业
加工
作业
品质/数量检查
数量检查
品质
检查
储存
编制
审核
批准
珠海市弘光注塑模具
产品入仓
手动叉车
品名、型号、数量、
全数
仓管员
《仓库管理规定》
《产品进仓单》
产品保管
温度计、湿度计
温度,湿度、堆码高度
每日
仓管员
《仓库管理规定》
《温湿度记录表》
出货检验
检测仪器(卡尺、塞规等)无源自胶、缩水、料花等注塑不良缺陷AQL:CR=0,MAJ=0.4;
MIN=2.5
OQC
《仓库管理规定》、《检验与试验控制程序》、《注塑产品检验作业指导书》
《加料记录》
机器调校
注塑机、模具
无缺胶、缩水、料花等注塑不良缺陷
注塑产品QC工程图
文件编号:QA- WI- 006
修订状态:A/0
工程流程图
工程名
使用设备
管理项目
管理水准
管理担当
管理依据
记录
原材料进厂
手动叉车
原材料检验
品名、型号、数量、外观、包装
AQL:CR=0,MAJ=0.4;
MIN=2.5
IQC
《IQC来料作业指导书》
《IQC来料检验报告》
原材料入仓
全数
操作员
《注塑产品操作指导书》
《生产记录表》
IPQC巡检
检测仪器(卡尺、塞规等)
无缺胶、缩水、料花等注塑不良缺陷
每2H检查一次,机台3啤,箱内30PCS
IPQC
《IPQC作业程序》、《注塑产品检验作指导书》
《生产线检查记录》
备注
开始作业
加工
作业
品质/数量检查
数量检查
品质
检查
储存
编制
审核
批准
珠海市弘光注塑模具
产品入仓
手动叉车
品名、型号、数量、
全数
仓管员
《仓库管理规定》
《产品进仓单》
产品保管
温度计、湿度计
温度,湿度、堆码高度
每日
仓管员
《仓库管理规定》
《温湿度记录表》
出货检验
检测仪器(卡尺、塞规等)无源自胶、缩水、料花等注塑不良缺陷AQL:CR=0,MAJ=0.4;
MIN=2.5
OQC
《仓库管理规定》、《检验与试验控制程序》、《注塑产品检验作业指导书》
《加料记录》
机器调校
注塑机、模具
无缺胶、缩水、料花等注塑不良缺陷
注塑质量控制QC工程图
制程名称主要设备管制项目管制方法记录方法异常处理重点控制工序生产设备量测仪器管制项目检验规范权责单位检查频率重点管理项目问题描述涉及产品iqc检测轴承室尺寸轴承异音抱死外桶轴套阻燃物料油漆入厂进行耐水性导电性等试验油漆染色料色母入厂跟标准色板对比控制色差产品色差染色料色母加料加料设备加料工艺及执行工艺标准ipqc加料记录单阻燃物料控制粉碎料的添加不准许添加不阻燃粉碎料产品阻燃试验不合格阻燃产品平衡环控制粉碎料的添加只准许添加自身产生的粉碎料熔敷不牢固平衡环加料环境控制材料烘干时间和烘干温度产品银丝注塑注塑机ipqc上盖产品注塑过程中做装配试验防止产品变形装配不良装配产品外桶漏水洗衣机外桶对双连桶排水口飞边进行控制双连桶漏水洗衣机双连桶平衡环漏水平衡环部件桶底端径跳超标检测减震器孔飞边减震器孔裂对法兰高度进行全测量法兰高度不达标漏水海梅法兰排水孔处进行专检并做标示无法排水对接水盘控制变形装配闪缝空调接水盘水路连接检查水路连接图工艺巡检表生产过程中对盘座按键力检测按键断裂洗衣机盘座注塑工艺检查工艺卡片工艺巡检表缩水熔接痕验证等缺陷喷涂产品产品开裂ipqc每班熔敷工艺巡检记录熔敷机使用管理规定熔敷工艺洗衣机平衡环灌盐水压力泵电子称盐水密度每班工业盐添加记录盐水重量不足洗衣机平衡环每班根据焊接工艺超声波焊接工艺注水口封堵封堵不严洗衣机平衡环气压平衡环气压每班根据平衡环焊接时间压力不足漏水检验产品漏水洗衣机平衡环倒置时间每批次平衡环倒置时间记录倒置时间不足倒置时间倒置时间不够洗衣机平衡环ipqc每班10周转车每班11除尘每班除尘效果不佳颗粒纤维12喷涂喷枪喷柜每班13烘干烘箱每班14下件包装周转车每班不良品记录不合格品控制程序15检验外观检验标准检验记录按检验与试验状态控制程序掉漆漏底16印刷丝印机ipqc发生印刷版面错误漏底漏墨印刷面模糊17烘烤烤箱ipqc18外观全检目测外观外观检验标准qc分开分类标识19烫印机附着力不合格附着力不合格附着力不合格附着力试验产生偏差产生烫印颗粒20包装目测外观ipqc注塑质量控制qc工程图检验要求设备入厂物料质量状态及产品标识检测物料入厂检验规根据检验标准进行检验进料检验记录表品质异常联络书按检验与试验状态控制程序不合格品控制程序阻燃物料入厂每批次进行阻燃rohs试验产品不阻燃rohs不合格波轮内衬和桶底法兰入厂对孔径尺寸同心度进行检测控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附着力不合格
841温控器
外观和控制供应商的变 更,现用进口德国,附着力
附着力不合格
附着力不合格
附着力不合格
附着力试验产生偏差
176藏下饰条 /186藏下饰条 /525C冻上饰 条/双色饰条
产生烫印颗粒
不良品记录 不合格品控制程序
1下件工位光照强度是否达标(2盏40W灯泡) 2包装工位专用号与实际包装相符,数量无差 异,标识明确
检验记录
按检验与试验状态控制 检验工位按企标要求试验附着力、耐擦拭、耐
程序
水试验、耐汽油。
1.首件检验做好印刷版面的比对
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
1现场6S 2烘干工艺
每班
每班 每班 每班 每班
14 下件包装 周转车
15 检验
N/A
1、检验员对 首喷产品按照 标准检验
1现场6S 2下件区包装
2、现场环境卫
工艺
外观、附着力 外观检验标 、耐溶剂性 准、
每班
每200PCS 产品中抽 检20PCS
丝印产品检
卡尺、 尺寸、外观、 验指导书、
每200PCS
16
印刷
丝印机 色卡、 附着力、耐溶 塑胶壳类检
IPQC 产品中抽
千分尺 剂性
验标准、外
检20PCS
观检验标准
17
烘烤
烤箱
色卡、 外观、附着力 温度计 、耐溶剂性、 、酒精 温度
丝印产品检 验作业指导 书、塑胶壳 类检验标准
IPQC
每200PCS 产品中抽 检20PCS
18
外观全检 N/A
目测
外观
外观检验标
查看是否打开过 求在适当范围内
2、若纱布破损,则换 新1 若的发,现搅半拌成棍品脏有时质,量及 1上件工位需双手佩戴手套,件与件之间,线
N/A
问题,及时找质检员确 体与线体之间间距10cm以上。 认,是否可以上线生产 2打磨、抛光工位要求双手佩戴手套,无摞件
N/A
12、、半若成砂品纸摞型件号时不,对调, 整上件速度, 12、、半喷成枪品不擦能拭正,常产喷品
按检验与试验状态控制 程序、不合格品控制程 序
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
按检验与试验状态控制 程序、不合格品控制程 序
重点控制
问题描述
涉及产品
轴承异音抱死
外桶轴套
产品不阻燃、ROHS不合格 阻燃物料
掉漆
油漆
产品色差 波轮桶底径端跳超标 产品阻燃试验不合格
染色料、色母 波轮内衬 桶底法兰
2次/班
尺寸、外观、 注塑产品检
硬度、强度、 验指导书
注塑
注塑机
千分尺 、千分
IPQC
表、色
差仪等
水路连接检查 水路连接图
注塑工艺检查 工艺卡片
4
熔敷
熔敷机 N/A
温度 时间
熔敷机使用 规定
熔敷工艺
5
灌盐水
压力泵 电子称
盐水密度
平衡环使用 盐水密度
每班 每班
6
焊接
超声波 焊接机
制程名称
NO
工序
主要设备 管制项目
生产设备
量测仪 器
管制项目
注塑质量控制QC工
管制方法 检验规范 权责单位 检查频率
1
入厂物料 检测
N/A
检验要 求设备
入厂物料质量 状态及产品标
识检测
物料入厂检 验规范
IQC
根据检验 标准进行
检验
2
加料
加料设备
N/A
加料工艺及执 行
工艺标准
IPQC
2次/班
加料环境
6S标准
加料记录单 6S检查表
波轮内衬和桶底法兰入厂对孔径尺寸\同心度
进行检测控制. 阻燃物料控制粉碎料的添加,不准许添加不阻
按检验与试验状态控制 燃粉碎料
程序、不合格品控制程 平衡环控制粉碎料的添加,只准许添加自身产
序
生的粉碎料
控制材料烘干时间和烘干温度
上盖产品注塑过程中做装配试验,防止产品变
形
1.外桶封水口修正程度进行管控,防止修大。
N/A
时间 频率
超声波焊接 机使用规定
IPQC
每班
IPQC
7
检查
N/A
气密性 测试机
气压
平衡环气压
每班
8
倒置
N/A
N/A
倒置时间
平衡环熔敷 时间规定
每批次
2、油漆,稀
9
调油
调漆柜
料,固化剂, 1现场6S规定 光油的准备 2调油工艺
4 油漆粘稠度
10 上件 11 除尘 12 喷涂
周转车
除尘枪、 除尘柜
2.干燥温度的控制
按检验与试验状态控制 3.外观的检查
程序、不合格品控制程
序
4.跟线印刷时凉的件需要放置一段时间后才可
以包装
4.PP原料产品印刷面需要打磨
IPQC检验日报表 、IPQC检验报表 、品质异常联络
按检验与试验状态控制 程序、不合格品控制程 序
书
QC检验日报表
分开分类标识
1.电化铝的入厂检验
现象 除尘工位要求静电枪无故障,除尘布按规定频 次更换,除尘柜内部有足够量的水
温湿度记录 油,查找原因,并更换 1接触产品的工位必须双手佩戴手套及防静电
备用枪
2、产 装备 2喷漆工位要求控制喷房温湿度
品表面漆渣较多时,检
烘干记录
1、如果烘房温度不 按工艺要求烘干 控,找维修工修理 烘干时间、烘干温度
缩水、熔接痕验证等缺 陷
喷涂产品
产品开裂
PS透明抽屉\ 瓶座
1焊接不牢 2粘板
洗衣机平衡 环
盐水重量不足
洗衣机平衡 环
封堵不严
洗衣机平衡 环
产品漏水 倒置时间不够
洗衣机平衡 环
洗衣机平衡 环
色差、遮盖力差 温湿度影响油漆粘度
R3前壳/UV罩 光产品
手印 碰划伤 手印
R3前壳 控制板 外框
除尘效果不佳、颗粒纤 控制板
维
盘座
1产品手印 2 温湿度不达标油漆雾化 不足
控制板 们体外框、门 体外框 D50A外框
烘干不足造成油漆软, 易碰划伤,粘膜
前壳 控制板 外框
缺陷不能及时发现混装 少料
掉漆,漏底 发生印刷版面错误
前壳 控制板 外框
门体外框 D50A外框 前壳 控制板
附着力不合格 漏底漏墨
印刷饰条和 抽屉瓶座等
印刷面模糊
IPQC
每200PCS 产品中抽 检20PCS
注塑质量控制QC工程图
记录方法
异常处理
重点管理项目
重点控制
检测轴承室尺寸
阻燃物料入厂每批次进行阻燃、RoHS试验 进料检验记录表 按检验与试验状态控制
、品质异常联络 程序、不合格品控制程 油漆入厂进行耐水性、导电性等试验
书
序
染色料、色母入厂跟标准色板对比控制色差
按检验与试验状态控制 对法兰高度进行全测量
程序、不合格品控制程 序
排水孔处进行专检并做标示
对接水盘控制变形
工艺巡检表
生产过程中对盘座按键力检测
工艺巡检表
熔敷工艺巡检记 录
喷涂产品在注塑过程中进行试喷,验证熔接痕 、缩水程度是否满足喷涂要求。
1.控制产品熔接痕 2.做破坏性试验,检测产品是否开裂 3.做装配试验
熔敷机使用管理规定 熔敷工艺
1 加热板加热温度 2 焊接时间 3 加热板清理频次
工业盐添加记录
1 所灌盐水密度 2 灌盐水重量
根据焊接工艺
超声波焊接工艺 注水口封堵
根据平衡环焊接 时间
压力不足
漏水检验
平衡环倒置时间 记录
倒置时间不足 倒置时间
1、油漆、稀料等若是
调漆记录 温湿度记录
前期打开的,查看是否 变稠,若时新油漆,则 严格按照调漆工艺调试油漆,调漆室温湿度要
2.对外桶排水口处收缩进行控制,防止收缩成
IPQC检验日报表 、IPQC检验报表 、品质异常联络
书
对双连桶排水口飞边进行控制 1.防止平衡环穿孔,进行透光试验 21..检 检测测平桶衡底环产变品形热程流度道,温上度下是换否装平配衡杜绝出现 21..检 生测产桶过底程浇中口对进端料径是跳否进均行匀检测 2.波轮高度进行检测 检测减震器孔飞边
IPQC巡检记录表 、品质异常联络 书,质控点巡检记 录表
按检验与试验状态控制 程序、不合格品控制程 序
2.烫印温度和环境温度的控制 3.烫印压力的控制 4.转速的控制
5.专用3M胶带测试附着力,不能用普通PET胶带
6.烫印厂房禁止打磨上螺丝预装,禁止扫地
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
阻燃产品
熔敷不牢固 产品银丝 装配不良
平衡环 ABS.PA等需烘
干物料
装配产品
外桶漏水 双连桶漏水 平衡环漏水 桶底端径跳超标 波轮端径跳超标 减震器孔裂 法兰高度不达标漏水
无法排水
装配闪缝
洗衣机外桶
洗衣机双连桶 平衡环部件
桶底 波轮 HPM三套模具 海梅法兰 空调骨架、 接水盘
空调接水盘
按键断裂
洗衣机盘座
喷枪、喷 柜
检验1 现工场具6的S准
2人员按要求穿
戴
岩田杯 3工人操作指导 、秒表 色差仪 1、产品除尘
、导电 试验仪 、砝码
1喷枪压力 2喷幅半径
1现场6S 2 上件操作
指导书 1 现场6S 2 除尘操作 指导书 1现场6S 2 喷涂工艺 指导书
IPQC