【生产车间设备编码规则】基本生产车间
生产车间设备编码规则
生产车间设备编码规则GY03-03.0 设备编码规则生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
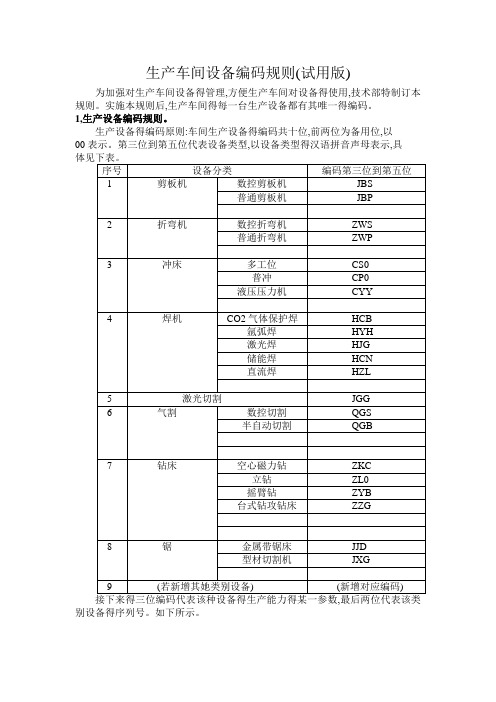
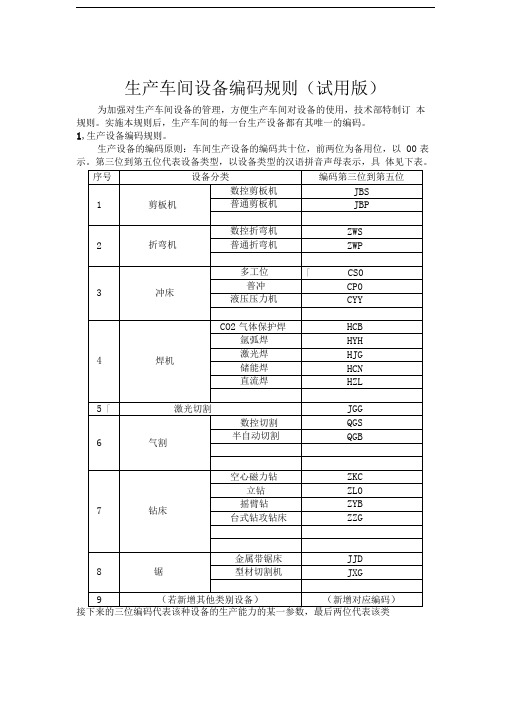
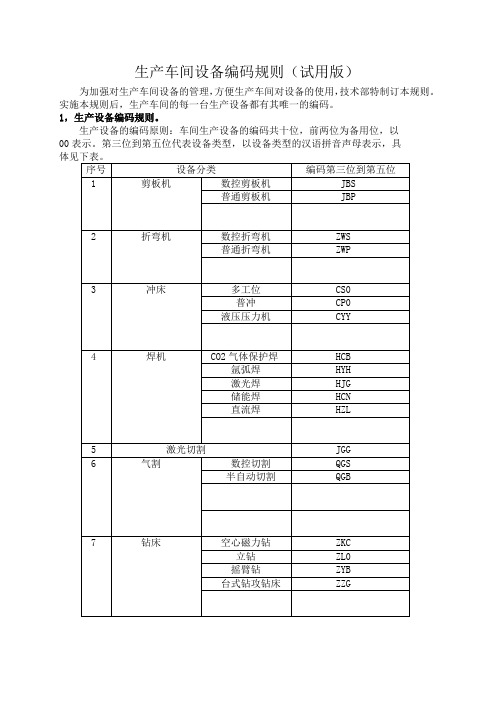
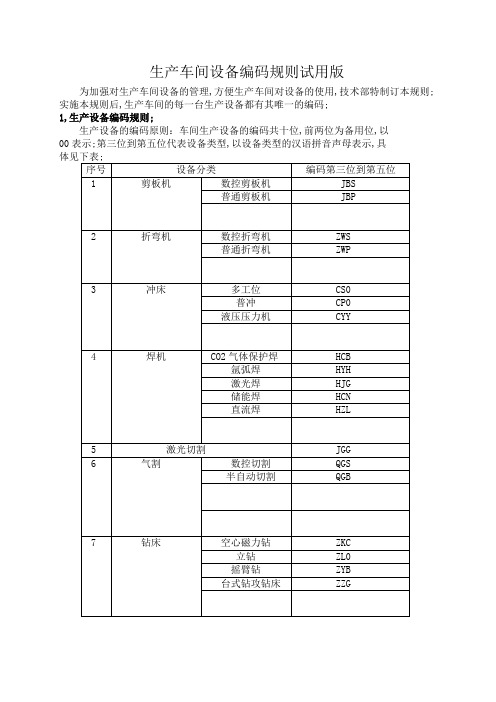
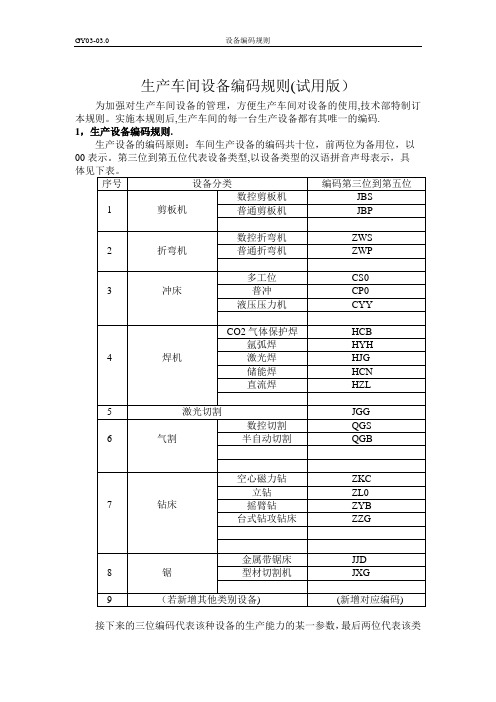
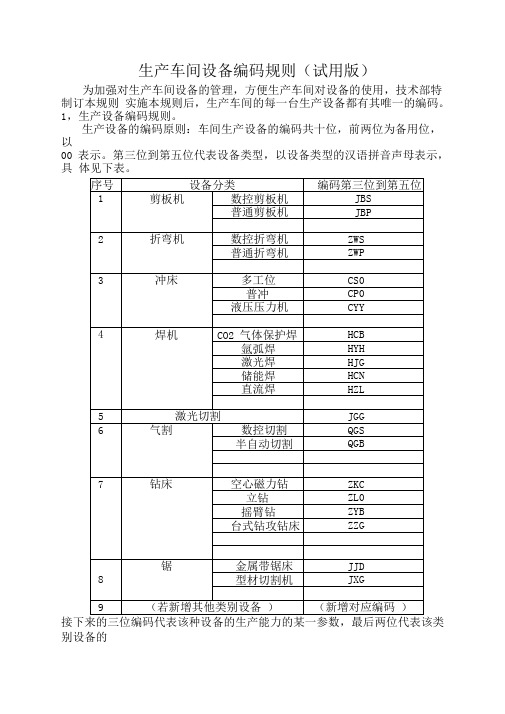
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以 00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具体见下表。
序号设备分类编码第三位到第五位数控剪板机 JBS1 剪板机普通剪板机 JBP数控折弯机 ZWS2 折弯机普通折弯机 ZWP多工位 CS03 冲床普冲 CP0液压压力机 CYYCO2气体保护焊 HCB氩弧焊 HYH4 焊机激光焊 HJG储能焊 HCN直流焊 HZL5 激光切割 JGG数控切割 QGS6 气割半自动切割 QGB空心磁力钻 ZKC立钻 ZL07 钻床摇臂钻 ZYB台式钻攻钻床 ZZG金属带锯床 JJD8 锯型材切割机 JXG9 (若新增其他类别设备) (新增对应编码)接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类GY03-03.0 设备编码规则别设备的序列号。
如下所示。
0 0 X X X X X X X X序列号备用位,编代表设备某一生码以0表示产能力的代码代表设备类型的代码2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通以后若增加其他类型的剪板机,以此位区别。
剪板机则在JB后加字母P,再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:0 0 J B X X X X X X序列号备用位,编最大剪板码以0表示厚度代码设备类型代码:剪板机举例1:00JBS0400100:备用位。
生产车间设备编码规则
生产车间设备编码规则1.编码结构:设备编码一般由多个组成部分构成,其中各个部分对应着不同的设备信息,例如设备类别、设备属性、设备功能等。
一个设备编码示例:CDL-0234-FL-012.设备类别:根据设备的不同类型,可以将设备进行分类,并分配对应的字母代表设备类别。
例如:-M:机械设备-E:电子设备-C:化学设备-T:工具设备-P:生产设备3.设备属性:设备属性代表着设备的一些基本信息,例如设备的尺寸、重量、颜色等。
根据实际需要,可以选择不同的属性进行编码。
例如:-S:小型设备-M:中型设备-L:大型设备-W:白色设备-B:黑色设备4.设备功能:设备功能指设备所具备的主要功能,例如设备的生产加工方式、生产能力等。
根据具体情况,可以选择不同的功能进行编码。
例如:-PR:生产线-CA:采购设备-RE:维修设备-IN:检测设备-AS:组装设备5.设备序号:设备序号是设备在同类设备中的唯一编号,用于区分不同的设备。
可以根据实际情况进行编号,例如从01开始递增。
综合以上几点,可以得出设备编码规则示例:设备类别-设备序号-设备属性-设备功能。
例如,CDL-0234-FL-01的编码可以解读为:-CDL:机械设备-0234:设备序号-FL:大型白色设备-01:生产线设备通过这样的设备编码规则,生产车间可以方便地进行设备管理和标识。
不仅可以快速识别设备的类别、属性和功能,还能追踪设备的维护记录和备件管理情况,提高设备的使用效率和生产效益。
同时,设备编码规则还可以提供数据支持,用于制定设备维护计划和调度安排,实现生产车间设备的优化管理。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2、1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机就是数控的还就是非数控的或别的类型,若就是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其她类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后就是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2、2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机就是数控的还就是非数控的或别的类型,若就是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其她类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后就是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具序号设备分类编码第三位到第五位1 剪板机数控剪板机JBS 普通剪板机JBP2 折弯机数控折弯机ZWS 普通折弯机ZWP3 冲床多工位CS0普冲CP0 液压压力机CYY4 焊机CO2气体保护焊HCB 氩弧焊HYH激光焊HJG储能焊HCN直流焊HZL5 激光切割JGG6 气割数控切割QGS 半自动切割QGB7 钻床空心磁力钻ZKC 立钻ZL0 摇臂钻ZYB 台式钻攻钻床ZZG8 锯金属带锯床JJD 型材切割机JXG9 (若新增其他类别设备) (新增对应编码)接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB 开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB 后加字母S ,普通剪板机则在JB 后加字母P ,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm ,120代表剪板的最大厚度为12mm 。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS04001 00:备用位。
JBS :数控剪板机。
040:剪板的最大厚度为4mm 。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW 开始,代表设备类型:JBXXXXX X设备类型代码:剪板机最大剪板 厚度代码序列号备用位,编 码以0表示 0XXXXXXX X代表设备类型的代码代表设备某一生产能力的代码序列号备用位,编 码以0表示折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW 后加字母S 。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备得管理,方便生产车间对设备得使用,技术部特制订本规则。
实施本规则后,生产车间得每一台生产设备都有其唯一得编码。
1,生产设备编码规则。
生产设备得编码原则:车间生产设备得编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型得汉语拼音声母表示,具别设备得序列号。
如下所示。
2,各种型号设备编码规则具体如下:2、1,剪板机编码规则:剪板机得编码前两位为备用位,以00表示。
接下来得三位代表设备类型,以剪板得拼音声母大写JB开始,第五位区分剪板机就是数控得还就是非数控得或别得类型,若就是数控得,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其她类型得剪板机,以此位区别。
再接下来得三位代表剪板机得可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板得最大厚度为12mm。
最后就是剪板机得序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板得最大厚度为4mm。
01:剪板机得序列号,表示此剪板机在此类设备中序列号为01。
2、2,折弯机编码规则:折弯机得编码前两位为备用位,以00表示。
接下来得三位代表设备类型,以折弯得拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机就是数控得还就是非数控得或别得类型,若就是数控得,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其她类型得折弯机,以此位区别。
第五位到第八位代表折弯机得最大公称力,以吨为单位。
例如100表示此折弯机得最大公称力为100吨。
最后就是折弯机得序列号,包含两位。
因此,折弯机得编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机得最大公称力为100吨。
01:折弯机得序列号,表示此折弯机在此类设备中序列号为01。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具体见下表。
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为012.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接F来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01 :折弯机的序列号,表示此折弯机在此类设备中序列号为01。
2.3,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
以后增加其他类型的冲床,以第四位和第五位区分。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具的序列号。
如下所示。
2,各种型号设备编码规则具体如下:,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
生产车间设备编码规则
生产车间设备编码规则试用版为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则;实施本规则后,生产车间的每一台生产设备都有其唯一的编码;1,生产设备编码规则;生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示;第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具的序列号;如下所示;2,各种型号设备编码规则具体如下:,剪板机编码规则:剪板机的编码前两位为备用位,以00表示;接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别;再接下来的三位代表剪板机的可剪最大厚度;例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm;最后是剪板机的序列号,含两位;因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位;JBS:数控剪板机;040:剪板的最大厚度为4mm;01:剪板机的序列号,表示此剪板机在此类设备中序列号为01;,折弯机编码规则:折弯机的编码前两位为备用位,以00表示;接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S;普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别;第五位到第八位代表折弯机的最大公称力,以吨为单位;例如100表示此折弯机的最大公称力为100吨;最后是折弯机的序列号,包含两位;因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位;ZWS:数控折弯机;100:此折弯机的最大公称力为100吨;01:折弯机的序列号,表示此折弯机在此类设备中序列号为01;,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机;以后增加其他类型的冲床,以第四位和第五位区分;第五位到第八位代表此压力机的最大公称力,以吨为单位;例如020,代表此压力机的最大公称力为20吨,100代表此冲床的最大公称力为100吨;最后两位是冲床的序列号;因此,压力机的编码共包含10位,具体形式如下:举例1:00CS00200100:备用位;CS0:多工位冲床020:冲床的最大公称力20吨;01:多工位冲床的序列号;举例1:00CP01000100:备用位;CP0:普通机械压力机普冲100:普冲的最大公称力100吨;01:普冲冲床的序列号;,焊机的编码规则:电焊机的编码前两位为备用位,以00表示;接下来的三位以“焊”字的拼音大写H开始,第四位与第五位代表焊机的类型,CB代表CO2气体保护焊,YH代表氩弧焊,JG代表激光焊,CN代表储能焊,ZL代表直流焊,同理,新增的焊机类型在这两位区别;再接下来的三位代表该类型焊机的一个主要参数,电阻焊此三位代表额定功率,激光焊此三位代表激光功率例如030代表激光功率300W,储能焊此三位代表最大充电电压;直流焊代表额定输出电流,其他类型则代表最大输出电流;编码最后两位代表电焊机的序列号;因此,电焊机的编码共10位,具体形式如下:举例1:00HCB0560100:备用位;HCB:CO2气体保护焊电焊机056:该焊机的最大输入电流:56A01:此焊机的序列号;,激光切割机的编码规则:同前,编码前两位为备用位,以00表示;接下来的三位JGG 激光割的汉语拼音声母代表设备类型:激光切割机;第五位到第八位代表此设备功率,例如025代表此设备最大功率为2500W;最后是此种设备的序列号;因此,激光切割机的编码共10位,具体形式如下:举例:00JGG0250100:备用位;JGG:激光切割机025:该激光切割机的功率2500W01:激光切割机的序列号;,气割设备的编码规则:同前,编码前两位00开始,为备用位;第三位到第四位以气割的汉语拼音声母QG表示,代表设备类型,第五位代表切割类型,S代表数控切割,B代表半自动切割;以后若增加其他类型的气割设备,在此位区分;接下来的三位代表该设备的最大切割厚度,例如012代表该设备的最大切割厚度为120mm;最后两位是该类型设备的序列号,具体形式如下:举例1:00QGS0120100:备用位;QGS:数控切割机012:设备最大切割厚度120mm01:数控切割机的序列号,钻床的编码规则:钻床的编码前两位为备用位,以00表示;接下来的三位以“钻”字的汉语拼音声母开始,第四位与第五位代表钻床的类型,多余字符用0代替;例如ZKC代表空心磁力钻,ZL0代表立钻L代表立,第三位空余,用0代替,ZYB 代表摇臂钻,ZZG代表台式钻攻钻床,同理,新增的钻床类型在这两位区别;十位编码中接下来的三位代表钻床可钻孔的最大直径,例如032代表该钻床最大可钻直径为32的孔;最后两位代表该种设备的序列号;具体形式见下:举例1:00ZKC0320100:备用位;ZKC:空心磁力钻032:钻床可钻最大孔的直径32;01:空心磁力钻的序列号举例2:00ZYB0300100:备用位;ZYB:摇臂钻030:钻床可钻最大孔的直径30;01:摇臂钻的序列号,锯床的编码规则:锯床的编码前两位为备用位,以00表示;第三位到第五位代表锯床的类型,以“锯”字的汉语拼音声母J开始,例如,JJD代表金属带锯床,JXG 代表型材锯割机,同理,新增的锯床类型在这两位区别;十位编码中接下来的三位代表该剧床的最大锯削直径,例如380代表该锯床最大锯削直径为φ380mm;最后两位是该种设备的序列号;具体形式见下:举例:00JJD2600100:备用位;JJD:金属带锯床260:该锯床的最大锯削直径φ260mm01:金属带锯床的序列号;生产车间的设备编码规则大体如上所述,如有新类型生产设备的增加,必须由设备编码规则制订人员增加相应的设备编码;。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码.1,生产设备编码规则.生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号.如下所示.2,各种型号设备编码规则具体如下:2。
1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度.例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01.2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S.普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机.100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
【生产车间设备编码规则】基本生产车间

【生产车间设备编码规则】基本生产车间为加强对生产车间设备的管理,便利生产车间对设备的使用,技术部特制订本规章。
实施本规章后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规章。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以 00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产力量的某一参数,最终两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规章详细如下:2.1,剪板机编码规章:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开头,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,一般剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区分。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最终是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,详细形式如下:举例1:00JBS04001 00:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规章:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开头,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
一般折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区分。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最终是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,详细形式如下:举例:00ZWS10001 00:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00 表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具体见下表。
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以 00 表示。
接下来的三位 代表设备类型,以剪板的拼音声母大写 JB 开始,第五位区分剪板机是数控的还是非数 控的或别的类型 ,若是数控的 ,在 JB 后加字母 S ,普通剪板机则在 JB 后加字母 P ,以后 若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚设备类型代码:剪板机举例 1:00JBS04001 00:备用位。
JBS :数控剪板机。
040:剪板的最大厚度为 4mm 。
01:剪板机的序列号 ,表示此剪板机在此类设备中序列号为 01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以 00 表示。
接下来的三位 代表设备类型,以折弯的拼音声母大写 ZW 开始,代表设备类型:折弯机,第五位区 分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母 ZW 后加字母 S 。
普通折弯机则在 ZW 后加字母 P ,以后若增加其他类型的折弯机,以此位区别。
第五位 到第八位代表折弯机的最大公称力,以吨为单位。
例如 100 表示此折弯机的最大公称 力为 100 吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含 10位,代表设备类型的代码码以 0 表示 厚度代码具体形式如下:0 0 Z W X X X X X X举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【生产车间设备编码规则】基本生产车间
生产车间设备编码规则(试用版)
为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类
别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:
2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:
举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:
举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
举例1:00CS00200100:备用位。
CS0:多工位冲床
020:冲床的最大公称力20吨。
01:多工位冲床的序列号。
举例1:00CP01000100:备用位。
CP0:普通机械压力机(普冲)100:普冲的最大公称力100吨。
01:普冲冲床的序列号。
2.4,焊机的编码规则:电焊机的编码前两位为备用位,以00表示。
接下来的三位以“焊”字的拼音大写H开始,第四位与第五位代表焊机的类型,CB代表CO2气体保护焊,YH代表氩弧焊,JG代表激光焊,CN代表储能焊,ZL代表直流焊,同理,新增的焊机类型在这两位区别。
再接下来的三位代表该类型焊机的一个主要参数,电阻焊此三位代表额定功率,激光焊此三位代表激光功率(例如030代表激光功率300W),储能焊此三位代表最大充电电压。
直流焊代表额定输出电流,其他类型则代表最大输出电流。
编码最后两位代表电焊机的序列号。
因此,电焊机的编码共10位,具体形式如下:
举例1:00HCB0560100:备用位。
HCB:CO2气体保护焊电焊机056:该焊机的最大输入电流:
56A01:此焊机的序列号。
2.5,激光切割机的编码规则:同前,编码前两位为备用位,以
00表示。
接下来的三位JGG(激光割的汉语拼音声母)代表设备类型:激光切割机。
第
五位到第八位代表此设备功率,例如025代表此设备最大功率为2500W。
最后是此种设备的序列号。
因此,激光切割机的编码共10位,具体形式如下:
举例:00JGG0250100:备用位。
JGG:激光切割机
025:该激光切割机的功率2500W01:激光切割机的序列号。
2.6,气割设备的编码规则:同前,编码前两位00开始,为备用位。
第三位到第四位以气割的汉语拼音声母QG表示,代表设备类型,第五位代表切割类型,S代表数控切割,B代表半自动切割。
以后若
增加其他类型的气割设备,在此位区分。
接下来的三位代表该设备
的最大切割厚度,例如012代表该设备的最大切割厚度为120mm。
最后两位是该类型设备的序列号,具体形式如下:
举例1:00QGS01201
00:备用位。
QGS:数控切割机
012:设备最大切割厚度120mm01:数控切割机的序列号
2.7,钻床的编码规则:钻床的编码前两位为备用位,以00表示。
接下来的三位以“钻”字的汉语拼音声母开始,第四位与第五位代
表钻床的类型,多余字符用0代替。
例如ZKC代表空心磁力钻,ZL0
代表立钻(L代表立,第三位空余,用0代替),ZYB代表摇臂钻,ZZG代表台式钻攻钻床,同理,新增的钻床类型在这两位区别。
十
位编码中接下来的三位代表钻床可钻孔的最大直径,例如032代表
该钻床最大可钻直径为32的孔。
最后两位代表该种设备的序列号。
具体形式见下:
举例1:00ZKC0320100:备用位。
ZKC:空心磁力钻
032:钻床可钻最大孔的直径32。
01:空心磁力钻的序列号
举例2:00ZYB0300100:备用位。
ZYB:摇臂钻
030:钻床可钻最大孔的直径30。
01:摇臂钻的序列号
2.8,锯床的编码规则:锯床的编码前两位为备用位,以00表示。
第三位到第五位代表锯床的类型,以“锯”字的汉语拼音声母J开始,例如,JJD代表金属带锯床,JXG代表型材锯割机,同理,新增
的锯床类型在这两位区别。
十位编码中接下来的三位代表该剧床的
最大锯削直径,例如380代表该锯床最大锯削直径为φ380mm。
最
后两位是该种设备的序列号。
具体形式见
下:
举例:00JJD2600100:备用位。
JJD:金属带锯床
260:该锯床的最大锯削直径φ260mm01:金属带锯床的序列号。
生产车间的设备编码规则大体如上所述,如有新类型生产设备的增加,必须由设备编码规则制订人员增加相应的设备编码。