大盘卷自动化功能描述
国内股票能实现自动化交易吗

国内股票能实现自动化交易吗
国内股票市场是可以实现自动化交易的。
自动化交易是指利用计算机程序和算法在股票市场上进行交易的一种方式,它可以根据预先设定的规则和条件进行自动交易,不需要手动介入。
在国内,自动化交易已经逐渐成为股票投资的一种重要方式。
股票交易所、证券公司和券商纷纷推出自动化交易平台,提供了自动下单、自动撤单、自动分析等功能,方便投资者通过编写程序进行自动化交易。
首先,国内股票市场的技术条件已经具备了自动化交易的基础设施。
股票交易所已经建立了稳定高效的交易系统,交易数据实时传输。
同时,证券公司和券商也提供了相应的交易接口和交易软件,方便投资者进行程序化交易。
其次,国内股票市场的监管环境也越来越适应自动化交易。
中国证监会对自动化交易进行了相应的监管规定,要求交易所、证券公司和券商建立并实施自动化交易风控系统,保证交易的安全性和公平性。
最后,随着科技的进步和数据的不断积累,国内投资者对自动化交易的认识和需求也在增加。
自动化交易的优势在于能够根据大量的数据和复杂的算法进行快速决策,减少人为的情绪干扰,提高交易的执行效率。
这对于一些需要高频交易或者追求细微利差的投资策略来说,具有一定的优势。
总的来说,国内股票市场目前已经具备了自动化交易的条件,
投资者可以通过自动化交易系统进行编程和交易,实现更科学、高效的投资。
不过,需要提醒的是,自动化交易也存在一定的风险,投资者在使用自动化交易系统时需要根据自身的风险承受能力和投资策略进行合理选择。
大盘卷电气自动控制系统设计方案

本系统是攀钢集团江油长城特殊钢有限公司(攀长特)棒线材连轧生产线新增大盘卷工程,卷取区新增在冷床区出口,卷取区在整个生产线的地位是至关重要的,这个区域自动化水平的高低,直接关系到车间的产量和产品的质量。
本文以2017年12月投产的卷取区为例,介绍其自动控制系统及卷取区设备的主要功能。
本自动控制系统是由电气传动控制系统、基础自动化控制系统(L1)以及两类通信网络组成的并行运算、集中管理、分散控制、资源共享的分布式控制系统。
1控制工艺盘卷区主要包含飞剪、夹送辊及转辙器、卷取前夹送辊、活动导槽、螺旋管、加勒特卷取机、卸卷机、升降机、辊床、液压润滑等设备。
2控制系统设计据卷取区生产工艺需要,系统采用可编程控制器PLC(采用Siemens公司S7系列PLC),CPU型号为CPU416-3PN/DP,针对基于Profibus网络通信的全数字变频装置而设计的全数字化控制系统。
基础自动化系统与传动系统之间完全通过网络交换信息;控制信息和系统状态信息通过监控网(Ethernet)和分布式I/O网(Profibus)交换。
远程I/O系统选用西门子ET200M系列产品,开关量输入输出模块选用32点DI/DO模块。
接口模块选用IM153-4,用于与现场总线的连接。
设置3套人机监控接口系统。
PLC控制系统编程软件选用SiemensStep7V5.5SP3。
HMI系统操作软件采用Windows7。
人机接口监控系统编程软件选用SiemensWinCC7.3,通过该软件实现对区域设备的组态、数据采集和处理、以及与PLC的数据通信,从而实现对设备的控制、监视、报警、记录等功能。
3控制功能及控制方式盘卷区主要控制功能如下:(1)卷取前夹送辊控制卷取前夹送辊位于活动导槽末端,主要用于保证连轧区的来料速度恒定,以保证稳定卷取,从而取得理想的卷形,生产过程中采取全程夹送模式。
夹送辊夹送过程:钢的尾部脱离上游机架前夹送辊以设定的超前率运行,此时对转矩进行限幅;钢的尾部一旦脱离上游机架,夹送辊按级联速度运行(不带超前率),并且打开转矩限幅,实现夹送功能。
股市自动成交机制
股市自动成交机制1. 引言股市自动成交机制,又称为股票市场的电子化交易系统,是指通过计算机技术和网络通信技术实现的股票买卖交易的自动化系统。
该机制通过将人工操作转变为计算机程序执行,提高了交易效率、减少了人为错误,并且使得股票市场更加公平、公正。
本文将详细介绍股市自动成交机制的原理、功能以及对投资者和市场的影响。
2. 原理与功能2.1 原理股市自动成交机制的原理主要包括以下几个方面:•网络通信:通过建立网络连接,将投资者、券商和证券交易所连接起来,实现信息的传递和交互。
•订单匹配:根据投资者提交的买卖委托单,自动匹配买卖双方的订单,并按照一定规则确定成交价格。
•成交确认:在订单匹配完成后,系统会向投资者发送成交确认信息,确保交易结果准确无误。
2.2 功能股市自动成交机制具有以下主要功能:•委托下单:投资者可以通过网络交易系统提交买卖委托单,无需亲临交易所或券商进行交易。
•实时行情:系统提供实时的股票行情信息,包括买卖盘口、最新成交价等,方便投资者进行决策。
•自动撮合:系统根据一定的匹配规则自动撮合买卖双方的委托单,确保公平、公正地完成交易。
•交易监控:系统对市场的交易行为进行实时监控,发现异常情况及时采取措施保护投资者利益。
•信息披露:系统及时向投资者发布相关公告和信息,保证市场透明度和信息公开。
3. 股市自动成交机制对投资者的影响3.1 提高交易效率股市自动成交机制通过实现订单的快速撮合和成交确认,大大提高了交易效率。
投资者可以随时随地通过网络提交委托单,并在短时间内得到成交结果。
这不仅节省了时间,还降低了操作成本。
3.2 提供更多的信息股市自动成交机制使得投资者能够获得更多、更及时的股票行情信息。
通过系统提供的实时行情数据,投资者可以更好地了解市场动态,作出更明智的投资决策。
3.3 提高交易公平性股市自动成交机制减少了人为干预和误操作的可能性,确保了交易的公平性。
所有投资者都在同一个系统下进行交易,不再受到人为因素的影响。
大盘卷加热炉上料系统的改进
段时间试运行 ,发现坯料在台架上无法做到完
Vo. O No 6 13 . No . 011 v2
冶
金
能
源
3 7
ENERGY FOR ME AL I LURCI . CAL I NDUS TRY
大 盘 卷 加 热 炉 上 料 系统 的 改进
钟 循 红
( 湖南省华菱集团湘潭钢铁集团有限公司棒材厂)
摘 要 棒材 厂大盘卷加 热炉 为解决装 料系统 不能 自动运行 的故 障 ,通过加 装机械 同 步轴 、
若冷 检 C 还 检测 到 坯 料 ,钩 子 不上 升 ,下 一 次 1
验教训 , 更换 了一种思路方式 ,从机械方面进行 改进 ,在 台架 下 四根动 梁之间设置 了一根 同步
轴 。同步 轴 的作用 是 强制 台架 上 的 四根 动梁 在工 作 运 行 时基本 同步 ,从而 减少 坯料 的偏 移 。经过
Z o g Xu h n hn n o g
( u a a nC .X a g n I nadSel o t B n ci at y H nn V l o int r n te C .Ld aga F c r ) i a o o
A src I re let u hc a o mSa t a cl ed pnunfc r frae b tat no ros v ef lw i clnt uo t ayi t aaja t y unc d t o h at h l m i l nh ao
自动报盘使用说明书(新版)

自动报盘1. 自动报盘程序的概述自动报盘程序的作用是扫描交易系统的委托,并写到交易所接口库中,同时读取交易所回来的成交回报数据,回写到交易系统的数据库里。
自动报盘程序按席位作为报盘单元,每个席位又可分为三个功能委托发送、委托确认、成交回报(上海DBF方式还包括撤单和撤单确认),各部分互相独立,互不影响。
2. 公共部分包括一些操作的公共部分,如界面、登录、一些公用菜单等。
操作界面如图1图1窗体和柜台界面类似,参考柜台界面;菜单包括文件、服务、帮助;3. 参数设置自动报盘程序的配置共有两部分:一部分保存在本地,另一部分报存在交易数据库中。
本地配置存放在SpbClient.ini中,主要包括登陆连接、报盘连接和报盘控制三个方面;交易数据库中的配置主要包括报盘席位参数、报盘席位路径、证券信息路径等。
本地配置通过点击自动报盘程序的“连接参数设置”菜单或快捷按钮进行设置,配置完成后,按确定按钮即可存盘。
界面分为四页:登陆连接、报盘连接、报盘控制和其他控制。
交易数据库中的配置,是在登陆成功后从数据库中读取的,点击“配置”菜单或快捷按钮,即可显示出数据库中与报盘相关的配置信息,该部分配置信息一般情况不需更改,而且即使更改也不会更新数据库,如果确实需要更新数据库,须由系统管理人员从客户端进行更改。
该部分参数界面分两页:信息路径设置、委托成交主路径设置。
报盘的参数设置如下:3.1.登陆连接:图2操作界面如图2,其中:⏹主连接参数:报盘程序登陆的KCXP参数⏹主KCBP参数:报盘程序登陆的KCBP参数⏹备用连接参数:当主连接失败,自动采用备用连接⏹备用KCBP参数:当主连接失败,自动采用备用连接⏹自动报盘后缀标题:自动报盘程序的后缀标题,客户可以设置不同的后缀名称,以方便区分同一台机器上运行的多个报盘程序。
3.2.报盘连接:图3操作界面如图3,其中:⏹报盘队列连接参数:连接报盘队列的参数设置⏹交易数据库连接参数:当委托连接方式采用“0 直连数据库(两层)”时直连交易数据库,须配置该组参数,其中连接方式有DBLIB方式和ODBC方式,如使用ODBC方式,不需要设置ODBC数据源,直接在服务器参数中填入交易服务器名即可;当委托连接方式采用“1 中间件方式(KCBP)”时,此组参数不可用。
自动化在金融行业有哪些创新应用
自动化在金融行业有哪些创新应用在当今数字化时代,金融行业正经历着前所未有的变革,自动化技术的应用成为了推动金融创新的关键力量。
从交易处理到风险评估,从客户服务到投资决策,自动化正在重塑金融业务的各个环节,为金融机构带来了更高的效率、更低的成本和更优质的服务。
自动化在金融交易处理中的应用是最为显著的领域之一。
过去,金融交易往往需要人工干预,不仅效率低下,而且容易出错。
如今,通过自动化交易系统,金融机构能够以极快的速度处理大量的交易指令,实现了交易的实时执行和结算。
例如,证券交易所中的高频交易,利用算法和自动化程序在毫秒级的时间内完成交易决策和执行,大大提高了市场的流动性和交易效率。
在风险管理方面,自动化也发挥着重要作用。
传统的风险评估方法往往依赖于人工收集和分析数据,不仅耗时费力,而且难以全面准确地评估风险。
自动化的风险评估模型能够实时收集和分析大量的金融数据,包括市场数据、信用数据、客户行为数据等,从而更快速、更准确地识别潜在的风险。
例如,银行可以通过自动化系统实时监测客户的信用状况,及时发现信用风险的变化,并采取相应的措施。
自动化还为金融行业的客户服务带来了创新。
智能客服机器人能够24 小时不间断地为客户提供服务,解答常见问题,处理简单的业务咨询和办理。
这不仅降低了金融机构的运营成本,还提高了客户服务的响应速度和满意度。
客户可以通过在线聊天、语音交互等方式与智能客服机器人进行沟通,获得及时准确的信息和帮助。
在投资决策领域,自动化的投资顾问工具正逐渐兴起。
这些工具利用大数据分析和机器学习算法,根据客户的风险偏好、投资目标和财务状况,为客户提供个性化的投资建议和资产配置方案。
与传统的人工投资顾问相比,自动化投资顾问具有成本低、效率高、客观性强等优点,能够为更多的普通投资者提供专业的投资服务。
此外,自动化在金融合规和监管方面也有着重要的应用。
金融机构需要遵守众多的法律法规和监管要求,这需要大量的人力和时间来进行合规检查和报告。
沙钢集团100万吨大盘卷工程的电气及其自动化系统

力、 机械强度和优 良的导热性能。 防护等级
I 4。 P4
直 流 辅 传动 电机 ,分 别 选 用 国产 Z J Z 和z 4系列 电机 。 电机 额 定 电枢 电压 40 4V、 40 0 V,额 定励磁 电压 2 0 2 V。电枢 铁芯迭 片 式结构 ,绝 缘等级 F级 ,防 护等 级 I4 , P 4 带 有补偿 绕组 。 电机冷 却采 用 带 空一 水冷 却 器 方式或 带骑 式风 机 冷却 方 式 。 每 台 电动 机 均 由单 独 的全 数 字 式 晶 闸
全厂交流 3 0 8V低压负荷 ( 不包括变频调速 设备) 电。 供 变压器分别设置在主厂房 电气 室,精整电气室,及水处理 电气室 。
另 外 , 还 专 门 设 置 l 台 4 0V , 0k A
中所规定的限值和允许值 。如不采取措施 , 高次谐波 电流会对 电网产生公害, 危及 电气
性能好的产品,全线采用 A B 电控系统。该生产线年设计能力 10万吨, B 0 可生产 ①l一 ① 6 6r 0 m光面圆钢大盘卷规格 ,主要钢种为冷镦钢 、易切削钢、弹簧钢、不锈钢等高端产品, a 达到世界先进水平。沙钢 10万吨大盘卷项 目的建成为拓宽产品结构 、提高沙钢 市场竞争 0 力提供新的保障。 该大盘卷工程 的全连轧 自动化系统和调速传 动系统由高性能工业微机、可编程序控制 器 (L )及 A B全数字交、直流传动控制装置构成 ,辅 以全分布式网络。整个 自动化系 PC B 统由三级控制系统和两层通讯网络构成 。本文现就该工程 的电气和 自动化系统的配置、功
维普资讯
沙钢集 团 10 0 万吨大盘卷工程的电气及其 自动化系统
杨雪梅 陈 然
摘要:江苏沙钢集团公司 10 0 万吨大盘卷 工程于 2 0 年 l 06 2月 8 顺利竣工投产。大盘
期货交易中的自动化交易

期货交易中的自动化交易随着科技的快速发展,自动化交易系统在各个金融领域中发挥着越来越重要的作用。
期货交易作为金融市场中的重要组成部分,也逐渐应用了自动化交易系统。
本文将介绍期货交易中的自动化交易,包括其定义、原理、优势与风险等方面的内容。
一、定义自动化交易是利用计算机程序进行交易决策和执行的一种交易方式。
在期货交易中,自动化交易系统通过预设的交易策略和规则,根据市场行情实时进行交易操作,实现交易的自动化、程序化执行。
二、原理自动化交易系统的原理主要包括行情获取、信号生成、交易执行和风险控制等几个环节。
1. 行情获取:自动化交易系统通过连接交易所的行情接口,实时获取市场行情数据。
这些数据包括期货品种的价格、成交量、报价等信息。
2. 信号生成:基于获取的行情数据,自动化交易系统会根据预设的交易策略和规则,生成交易信号。
这些信号可以是买入、卖出或持仓等指令。
3. 交易执行:根据生成的交易信号,自动化交易系统会自动执行相应的交易操作。
系统会根据信号中规定的交易量、价格等参数,以高速度完成订单的提交和成交。
4. 风险控制:自动化交易系统在执行交易的过程中,需要对风险进行有效的控制。
例如,系统可以设置最大亏损额度,当达到该额度时自动平仓止损。
三、优势自动化交易在期货交易中具有以下几个重要的优势:1. 速度优势:自动化交易系统可以以毫秒级的速度进行交易决策和执行,远远超过人工交易的能力。
这使得系统能够在市场瞬息万变的情况下,迅速捕捉到交易机会并进行交易。
2. 精确度优势:自动化交易系统可以根据预设的策略和规则进行交易,消除了人为因素的干扰,大大提高了交易的精确度和一致性。
3. 纪律性优势:自动化交易系统能够严格按照预设的交易策略执行交易,不受情绪和外界干扰的影响,始终保持纪律性。
4. 扩展性优势:自动化交易系统可以同时监控和执行多个期货品种的交易,大大提高了交易的扩展性和效率。
四、风险尽管自动化交易系统具有很多优势,但也存在着一定的风险:1. 技术风险:自动化交易系统需要稳定的计算机设备和高速的网络连接,一旦出现技术故障或中断,则可能导致交易延迟或执行失败。
大盘卷主要功能操作说明
大盘卷主要功能操作说明1.C P3大盘卷主控台1.1大盘卷线急停按钮:当大盘卷线出现生产或设备故障时按下此按钮后盘卷线停机,6#剪、12#剪开始碎断。
1.2大盘卷线急停复位按钮:当大盘卷线故障排除后对其复位,清除急停或故障状态。
1.3大盘卷线和高线生产线选择指示灯:对操作工选择大盘卷线或高线生产间切换状态进行指示。
2.以下为C P3大盘卷主控台平面布置图:2.大盘卷线夹送辊就地操作站以下为大盘卷线夹送辊就地操作站2.1急停按钮:当大盘卷线夹送辊区出现生产或设备故障时按下此按钮,相关设备停机,6#剪、12#剪开始碎断。
2.2急停指示灯:显示该区域急停状态指示。
2.3就地控制选择开关:实现夹送辊区域就地或远程控制方式的切换。
2.4夹送辊测试按钮:此按钮实现对夹送辊部份功能进行就地测试及运行。
3.大盘卷区飞剪控制站3.1急停按钮:当飞剪或盘卷区域出现生产或设备故障时按下此按钮进行紧急停车,6#剪、12#剪自动碎断。
3.2飞剪区域急停指示灯:对该区域急停状态进行指示。
3.3飞剪区域锁定功能按钮:实现对剪刀区域进行锁定选择。
3.4飞剪区过程锁定按钮:实现对飞剪区有选择地锁定。
3.5就地控制测试指示灯:对就地控制测试状态进行指示。
3.6就控制选择开/关按钮:实现对飞剪区域远程或就控制选择。
3.7剪刀区域调整请求按钮:此按钮允许对飞剪区域设备动作及参数进行调整。
3.8夹送辊测试按钮:此按钮实现对夹送辊部份功能进行动作测试。
3.9夹板测试按钮:此按钮实现对飞剪夹板部份功能进行测试。
3.10导槽测试按钮:此按钮实现对飞剪导槽部份功能进行测试。
3.11飞剪伺服换向器测试按钮:此按钮实现对飞剪前伺服换向器部份功能进行测试。
3.12飞剪伺服换向器点动功能按钮:此按钮实现对飞剪前伺服换向器进行正/反转点动运行。
以上是大盘卷区飞剪控制站平面布置图。
4.卷取机区域控制站4.1卷取机区域急停按钮:当卷取机区域出现生产或设备故障后按下此按钮进行紧急停止,6#剪、12#剪自动碎断。
自动化生成市场趋势图表的Python技巧

自动化生成市场趋势图表的Python技巧在当今数字化的商业世界中,数据的分析和可视化变得越来越重要。
市场趋势图表作为一种直观展示数据趋势和关系的工具,对于企业决策、市场研究以及业务分析都具有极大的价值。
Python 作为一种强大且灵活的编程语言,为我们提供了丰富的库和工具,能够轻松实现市场趋势图表的自动化生成。
首先,让我们来谈谈为什么要选择 Python 来完成这个任务。
Python 拥有众多优秀的数据处理和绘图库,例如 Pandas、NumPy 和Matplotlib 等。
这些库提供了高效的数据处理和绘图功能,使得我们能够快速地从原始数据中提取有价值的信息,并以清晰、美观的图表形式呈现出来。
在开始生成市场趋势图表之前,我们需要准备好数据。
数据可以来自各种来源,如数据库、Excel 文件、CSV 文件或者通过网络爬虫获取。
假设我们有一个包含市场销售数据的 CSV 文件,其中包含日期和销售额两列。
```pythonimport pandas as pddata = pdread_csv('sales_datacsv')```使用 Pandas 的`read_csv`函数,我们可以轻松地将 CSV 文件中的数据读取到一个 DataFrame 中。
接下来,我们需要对数据进行一些预处理,例如处理缺失值、异常值和数据类型转换等。
```pythondatadropna(inplace=True) 处理缺失值data'sales' = data'sales'astype(float) 转换数据类型```有了处理好的数据,接下来就是选择合适的图表类型来展示市场趋势。
常见的市场趋势图表类型包括折线图、柱状图和面积图等。
折线图是展示趋势变化最为常用的图表类型之一。
使用 Matplotlib 库,我们可以轻松绘制出折线图。
```pythonimport matplotlibpyplot as pltpltplot(data'date', data'sales')pltxlabel('Date')pltylabel('Sales')plttitle('Market Trend Chart')pltshow()```在上述代码中,我们使用`plot`函数绘制折线图,`xlabel`和`ylabel`函数分别设置 x 轴和 y 轴的标签,`title`函数设置图表的标题,最后使用`show`函数显示图表。
证券行业自助终端应用场景
证券行业自助终端应用场景全文共四篇示例,供读者参考第一篇示例:随着科技的发展,证券行业自助终端应用已经成为投资者进行交易和查询的重要工具。
证券自助终端是一种集成了多种功能的智能设备,投资者可以通过这些自助终端进行实时交易、查询行情、查看公司公告等操作。
证券自助终端的出现,不仅方便了投资者,也提高了证券交易效率,降低了投资成本。
一、证券行业自助终端应用场景1. 交易功能证券自助终端提供了在线交易功能,投资者可以通过自助终端进行证券买卖操作。
投资者可以通过自助终端下单、撤单、修改委托等操作,实时了解证券市场行情,并及时对市场变化做出反应。
自助终端还提供了实时交易信息,帮助投资者制定交易策略。
2. 行情查询证券自助终端可以实时显示证券市场的行情信息,包括股票、指数、期货等各种证券品种的实时价格、成交量、涨跌幅等信息。
投资者可以通过自助终端了解市场走势,提高决策的准确性。
3. 公告查看证券公司经常发布各种公告信息,包括公司财务报告、股东大会通知、分红公告等。
投资者可以通过自助终端查看这些公告信息,及时了解公司动态,做出相应的投资决策。
4. 账户管理证券自助终端还提供了账户管理功能,投资者可以通过自助终端查询账户余额、持仓情况、成交记录等信息。
投资者还可以通过自助终端进行资金划拨、查询资金流水等操作,方便了资金管理。
5. 客服服务证券自助终端还提供了在线客服服务,投资者可以通过自助终端咨询相关问题,解决疑问。
证券行业自助终端还提供了投资者教育服务,帮助投资者提升投资理财水平。
1. 便捷快速证券自助终端提供了在线交易、行情查询等功能,投资者可以通过自助终端实时了解市场情况,方便快捷的进行交易操作,避免了人为因素对交易的延迟。
2. 交易安全证券自助终端提供了多层次的安全认证机制,保障了投资者的交易安全。
投资者在使用自助终端进行交易时,可以设置交易密码、动态密码等多种安全措施,避免了账户被盗风险。
3. 信息透明证券自助终端提供了丰富的信息服务,包括行情信息、公司公告等,帮助投资者了解市场动态,做出明智的投资决策。
湘钢大盘卷轧机异步电动机直接转矩控制系统

关 键 词 :大盘卷轧机;交流传动 ;直接转矩控制
中图分类 号 : G 3.3 T 35 + 6
文 献标识 码 :A 文章 编号 :10 — 04(08 0 — 07 0 05 68 20 ) 5 0 2 — 5
Die tTo q e Co t o y t m o y c r n u r c r u n r lS s e f rAs n h 0 0 s
第3 6卷 第 5期
20 0 8年 l O月
金 属 材 料 与 冶 金 工 程
ME TAL M ATE ALS AND RI METALL URGY ENGI ERI NE NG
VO -6 NO 5 l 3 .
0c 2 0 t 0 8
湘钢大 盘卷轧机异步 电动机 直接转矩控 制系统
t e to b e s o i g meho ft e s tm r n o uc d i h sa tc e h r u l ho tn t d o h yse we e i t d e n t i ri l . r
KEY O RDS: r l n l o a n c i; AC r e;d r c o q e c n r l W o l g m l fb i o l i i r d v i ie tt r u o to
湘 钢新 建大 盘卷 线 为单 线式 轧 机 ,1 1 v H 6
轧机 设 备采 用 红 圈短 韧力 轧 机 .从 3 飞 剪 、
KO K C S精 轧 机 、 卷 取 机 等 主 要 设 备 全 部 从
1 直接 转 矩 控 制 的产 生 与概 况
直接 转 矩 控 制 变 频 调 速技 术 一DT ( i c C Dr t e
自动化在金融行业中的应用有哪些
自动化在金融行业中的应用有哪些在当今数字化时代,金融行业正经历着深刻的变革,自动化技术的应用日益广泛且深入。
从繁琐的交易处理到复杂的风险管理,自动化正在重塑金融业务的各个方面。
首先,自动化在金融交易领域发挥着关键作用。
在证券市场,高频交易依靠自动化算法能够在毫秒之间完成大量的交易操作,捕捉瞬息万变的市场机会。
这些算法能够根据预设的条件,如价格波动、成交量等,迅速做出买入或卖出的决策,大大提高了交易效率和准确性。
不仅如此,自动化还在外汇交易、期货交易等领域广泛应用,帮助交易员在全球市场中快速响应并执行交易策略。
在银行业务中,自动化的应用也十分显著。
比如,自动柜员机(ATM)的出现让客户可以随时随地进行基本的存取款和转账操作,无需前往银行柜台排队等待。
而网上银行和手机银行则进一步拓展了服务的便利性,客户能够在家中或任何有网络的地方完成账户查询、转账汇款、缴费还款等一系列操作。
此外,信贷审批流程也引入了自动化技术。
通过分析客户的信用记录、财务状况等大量数据,自动化系统可以快速评估信用风险,给出审批结果,大大缩短了审批时间,提高了贷款发放的效率。
风险管理是金融行业的核心环节之一,自动化在这方面也表现出色。
金融机构面临着市场风险、信用风险、操作风险等多种风险。
自动化系统能够实时监测市场动态,收集和分析海量的数据,及时发现潜在的风险因素,并发出预警。
例如,通过对股票价格、利率、汇率等数据的实时跟踪和分析,自动化系统可以帮助投资组合经理调整投资策略,降低市场风险。
在信用风险管理方面,自动化模型可以根据客户的历史信用数据和行为特征,预测违约概率,为银行的信贷决策提供有力支持。
自动化还在投资管理领域崭露头角。
智能投顾平台利用大数据分析和机器学习算法,为投资者提供个性化的投资建议和资产配置方案。
这些平台能够根据投资者的风险偏好、投资目标、财务状况等因素,自动筛选和组合投资产品,实现资产的优化配置。
而且,自动化投资工具还能够实时跟踪投资组合的表现,根据市场变化自动调整投资策略,以确保投资目标的实现。
包钢钢材产品介绍

薄板产品包钢是西北地区最大的板材生产基地。
薄板产品生产线由具备国际国内先进水平的热轧、冷轧、镀锌生产线组成。
热轧CSP生产线年设计能力198万吨,2009年产量达到286万吨。
镀锌生产线年设计能力40万吨。
冷轧生产线年设计能力140万吨。
热轧板卷热轧CSP生产线主要设备包括2座210吨转炉、钢包精炼炉、一台两机两流薄板坯连铸机、两座具有摆渡功能的大型辊底式加热炉、七架四辊轧机、两台地下卷取机和一条平整分卷机组。
主要设备由德国西马克、LOI等公司提供,年预计能力198万吨,2009年实际产量286万吨。
该生产采用了铁水预处理、顶底复吹转炉、炉外精炼及薄板坯连铸连轧的先进工艺流程,可生产热轧(光面)卷板和热轧花纹卷板两种板面、厚度1.2mm-20mm、宽度980mm-1560mm的管线用钢、冷轧用钢、结构用钢、船板用钢、汽车结构用钢、焊接钢管用钢、耐候钢等品种,广泛应用于汽车、造船、石油、建筑等领域。
冷轧卷板冷轧生产线是从德国、奥地利、法国等国家引进的当今国际最先进的技术和装备,包括酸轧联合机组、罩式退火机组、平整机组、横切机组、重卷分卷机组五条工艺线,年设计生产能力140万吨。
生产品种为厚0.25mm~3m、宽度960mm~1540mm的低碳钢、结构钢、低合金高强度钢等系列冷轧成品、冷硬半成品及镀锌板原料,产品广泛应用于建筑结构、家电、汽车等领域。
镀锌板热镀锌生产线引进了法国VAI CLECIM公司的镀锌机组生产技术,采用当今世界生产工艺成熟先进的改良森吉米尔法,生产速度可达180m/min。
可生产的品种主要有低碳钢、结构钢和低合金高强度钢;规格为厚度0.25~2.5mm、宽度960~1540mm、锌层厚度60~450g/㎡;产品表面为常规锌花、无(小)锌花、光整锌花。
产品广泛应用于中高档建筑用板、普通家电板及汽车结构件和内板等领域。
宽厚板产品宽厚板生产线是包钢“十一五”重点建设工程,是包钢产品结构调整的重点项目之一。
高速线材及大盘卷工程集卷站自动化控制系统
2 设备 联锁 动 作及 自动 化系统 构成概况
集卷 站 的 自动化 控 制 难 度 主 要 在 于 其 多 设备 的 同时 进 行 的 逻辑 联 锁 控 制 的协 调 性 。具 体 的各 设备 动 作如 下 :
① 集 卷 筒周边 设备 : 线 圈分 配 器 ( 布料 器 ) 可变 速 旋转 控制 、 分 离指 开合 控制 、空气 吹扫 阀开关控 制 ② 盘卷板: 盘 卷板 开 合控制 、 卷板 变速 上升 及 下 盘
ቤተ መጻሕፍቲ ባይዱ
降的位 置控制 ③ 双 芯棒 : 双 芯 棒 的 顺 时针 及 逆 时 针变 速 旋 转 位 置 的速度 和 控制控 制 、 内心轴 的上 升下 降位 置 控制 ④ 运卷 小 : 运 卷小 的变 速行 走位 置控制 、 运卷 小 车 上升 及 卜 降位置 控制 、 小车 的前后 压板 的 打 开和 关 闭及测卷 厚控 制 、小车 与 c 型钩 对 中控 制
一
及 联 接 操 作 台 ,传 动 装 置 则采 , 了两 门子 L f j 6 E 0联接 住主 P C 的 P o b s S7 L rf u. i DP网上 。 控 制 信 号和 状态 信 号均 通 过 该 DP 网与主 P C进 行数 据交 换 。P C配置简 图如 卜 L L :
至 下 降到 减速 位并 平缓 到 达下 降停 止位 。 此 时鼻锥 的 内心 轴下 降 ,且盘卷 板 的左 、右 臂 同时打 开 至打 开位 。打 开到位 后 。盘卷 板 以
打 开 到 位 的状 态上 升 , 同时 双 芯 棒 开 始旋 转。 当双 芯棒 旋转 至逆 时 针 l0度 或顺 时针 7 1 度 时 ,盘卷 板 在三 米左 右 的位 置 开始 闭 0 合 。并继 续上 升 至上 极 限位 。同时 双芯 棒旋 转到 垂直 位 后 内心轴 上 升顶 住鼻 锥 。 状态 此
大盘卷生产线国产化的应用
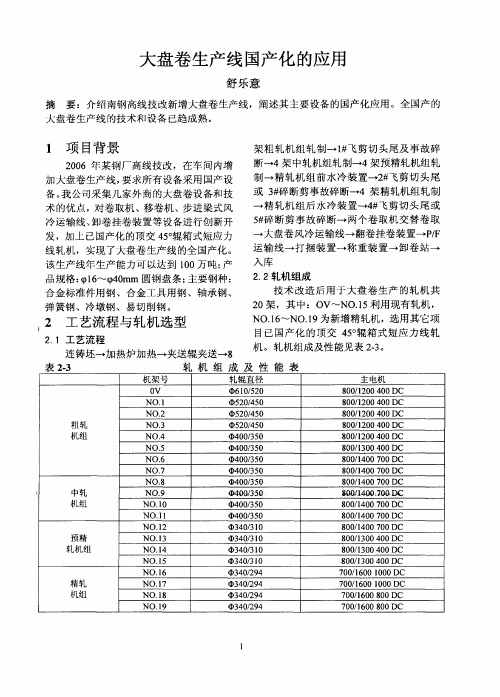
预 精 轧 机 组
NO.3 1 NO. 1 4
NO.5 i N0.6 1
3 03 O 4 / l 3 03 0 4 / l
西3 0 3 O 4 /l 3 02 4 4 /9
8 010 0 C 0 /3 04 0D 8 0l0 0 C 0 /3 04 0D
8 01 0 0 0 / 3 0 4 0DC 7 0 l 0 0 0 DC 0 / 0 1 0 6
一
线轧 机 ,实现 了大 盘卷 生 产线 的全 国产化 。
该生 产线 年生 产 能力 可 以达到 10万 吨 ; 0 产 品规 格 : l ~【 0 ( 6 p mm 圆钢 盘 条 : 要钢 种 : p 4 主 合 金 标准 件用 钢 、合金 工 具用 钢 、轴 承钢 、 弹 簧钢 、冷 墩钢 、易切 削钢 。
23新增 主要 辅助 设备 .
231 制水 冷 系统 .. 控 由精 轧前 水冷 段和 精轧 后水 冷段 组成 ;
布置 在步进 粱 式运输 机 入 口。 接受 旋转 移卷 机 的盘卷 ,降到 运输 机相 同标高 。采用
液压 升 降 。
精轧 前 2个 水 箱 ,水 量 :30 /;精 轧后 3m h
机 。轧机 组成 及性 能 见表 23 .。
2 工艺流 程与轧机选 型
2 1 工艺 流程 .
连 铸坯 一 加热 炉 加热 一 夹送 辊夹 送一 8
表 23 -
机 架 号
O V N0. 1 N0. 2
轧 机 组 成 及 性 能 表
轧辊直径
西6 0 5 0 l /2 5 0A 0 2 |5 西5 0 4 0 2 /5
有 1 个水 箱 ,水量 1 5T /;水压 :冷 却和 6 Ih I 清扫 喷咀 均为 06 a 缩 空 气喷 咀压 力 : . MP ;
高速线材及大盘卷工程斯太尔摩风冷线自动化控制系统
2 .设 备 动作 及 自动化 系 统 构成 概 况
斯太 尔摩 风冷 线 设备及 动作 分布 如 卜 :
①斯 太 尔摩辊 道 : 给定 传动 的速度 开 按
环运 行并将 速 度 反馈 至 P C、与吐 丝机 进 L
行联 动变 速度 调节 、辊道 爬行 、 辊道 摆动 等
主 P C 的 Po b sD L rf u. P网上 。 制 信号和 状 i 控
风冷 辊道 。依次经 过一 到十 二段辊 道 ( 输 送 过程 中 , 辊道 下 的风机 按风冷 艺要求 开 l
启 一定 数量 ,风 门开肩至 一定 程度 ,对辊 道
上 的散 卷 降温 处理 ), 入集 卷 站 的集卷 l 亓落 筒。 风冷辊 道一 至十 三段速 度 设置亦 按照
4 结束 语
某 高 线 斯 太 尔 摩 风 冷 线 自动 化 系 统 调 试完 成 至今 , 行状 态 良好 , 运 系统性 能 稳 定 。
除 正 常 启 停或 遇 卡 钢 等 不 可 抗 力 后 需转 至
爬行 或摆 动状 态 外 , 需 人 操作 ,人 人节 无 [
约 了人力 成 本和 作 效 率 。 I 为轧 线 的稳 定生 产提 供 了的保 障 。 该 高线 的生 产效 益提 高 对 起 到 了积 极 的作用 。
④ 保温 罩 :闭合 、开 启控制
根据 以上 l艺 ,该高线 的 P C 选川 了 I L 可 靠 性 高 的 门子 S .0 白动 化 控 制 系 74 0 统 。主 P C 采 用 了 门予 S .0 系列 的 L 74 0 C U为 4 62型 , 了 1约 电缆在 风冷 线平 P 1- 为 台下 设置 了一个 E 2 0的远 站 柜川 丁采 T0 集现 场 信号及 联接 操作 箱 , 道交 流变 频 电 辊 机 传动 装置 则采 川 了 门子 6 E 0联 接在 S7
高速线材和大盘卷生产线工艺及设备特点
1前言现南昌长力钢铁股份有限公司已形成年产钢300万t的能力。
现有轧钢能力严重不够,而且轧钢生产线陈旧落后,品种单一,急需要新建一条现代化的轧钢生产线,实现公司生产能力的总体平衡,也是公司规模效益和新的经济效益的增长点。
但就南钢公司现实际状况,上一条优质高速线材及大盘卷生产线(含细直径螺纹钢)比较适合南钢公司实际的。
此条生产线装备水平要达到世界先进水平,主要生产高附加值的精尖产品。
2生产方案及工艺流程产品方案:本车间为全连续式高速线材及大盘卷轧钢车间,设计生产直径Ф5.0mm~50mm 的线材盘卷和大盘卷,产量:80万t/a。
产品尺寸:光面线材,Ф5.0~20mm;盘卷规格:外径Ф1250mm,内径Ф850mm;卷高:1700mm ~1900mm(捆后)。
螺纹钢盘卷:Ф6~16mm,盘卷规格、卷高、卷重同光面线材。
大盘卷:Ф18~50mm,盘卷规格:外径Ф1350mm,内径Ф900mm,卷高:1500mm~1700mm(捆后)卷重:2310kg。
生产的钢种为:碳素结构钢、优质碳素结构钢、低合金钢、合金结构钢、冷镦钢、焊条钢、弹簧钢。
原料:本车间所用原料为本厂炼钢连铸车间运来的连铸坯。
坯料断面:160mm×160mm×12000mm,坯料单重:2396kg。
工艺流程:见图1。
本车间主要生产高速线材及大盘卷,前面粗轧、中轧、预精轧部分共用,从预精轧后经转辙器分成二线,一条线生产高速线材,一条线生产大盘卷。
PF线、打捆机部分共用。
3工艺特点(1)本设计确定为单线全连续式高速线材轧高速线材和大盘卷生产线工艺及设备特点项幼阳(南昌长力钢铁股份有限公司,江西南昌330012)摘要:介绍南昌长力钢铁股份有限公司新建80万t高线及大盘卷生产线的工艺流程、关键设备的技术性能和结构特点。
其中精轧主要关键设备精轧机、吐丝机等从美国摩根公司(MOTOG公司)引进。
关键词:高线;大盘卷;工艺;设备The Technic and Equipment Characteristics of Nanchang Changli High Speed Rod and Bar in Coil Production LineXiang Youyang(Nanchang Changli Iron&Steel Co.Ltd Nanchang,Jiangxi Province,330012)Abstract:This paper presents an introduction of the process flow,technical performance and structural features of the newly installed800thousand t/a high speed rod and bar in coil production line in Nanchang Changli Iron&Steel Co,Ltd, whose key equipments in the part of finishing mill,such as no twist mill and laying head,are imported from Morgan Construction Company,American.Key words:high speed;bar in coil;technic;equipment机,粗、中、预精轧机为短应力线轧机,Ф5.0~7.5mm线材的保证速度为112m/s。
大盘卷自动化功能描述
大盘卷资料自动化功能描述大盘卷项目组目录1 简介2 概述2·1控制台一览表2·1.1控制台命令3 大盘卷线转折器3.1所包括的设备3·2 操作描述3·2·1 自动操作3·2·2 手动操作3·2·3 单独的功能3·2·4 安全特点4 移动输送管4·1 所包括的设备4·2 操作描述4·2.1 自动功能5 卷取机入口夹送辊5.1所包括的设各5.2操作描述5·2·1自动描述5·2·2手动描述5·2·3单独的功能5·2·4安全特点6 卷取机旋转管6.1所包括的设备6.2操作描述6·2·1自动操作6·2·2手动操作6·2·3单独的功能6·2·4安全特点7 加勒特卷取机7·1所包括的设备7·2操作描述7·2·1自动操作7·2·2手动操作7·2·3单独的功能- 7·2·4安全特点8 卷取板8·1所包括的设备8·2操作描述8·2,1自动操作8·2,2手动操作8·2·3单独的功能8,2·4安全特点9 卸卷装置9·1所包括的设备9·2操作描述9·2·1自动操作9·2,2手动操作9·2·3单独的功能 9·2·4安全特点10 旋转升降机10.1.1提升装置10.1.2旋转装置10·2所包括的设备10·3操作描述10.3.1自动操作10.3.2手动操作10.3.3单独的功能10.3.4安全特点11 步进梁式盘卷输送机11·1所包括的设各11·2操作描述11·2·1自动操作 11·2·2手动操作- 11·2·3安全特点12 步进梁式盘卷对中台12·1所包括的设备12·2操作描述12·2·1自动操作 12,2·2手动操作 12·2·3单独的功能 12. 2·4安全特点1 简介本技术资料的目的是描述盘卷设备的操作、功能和联锁,以及操作人员接口,包括大盘卷线所有设备的工艺过程和工作周期的控制功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大盘卷资料自动化功能描述大盘卷项目组目录1 简介2 概述2·1控制台一览表2·1.1控制台命令3 大盘卷线转折器3.1所包括的设备3·2 操作描述3·2·1 自动操作3·2·2 手动操作3·2·3 单独的功能3·2·4 安全特点4 移动输送管4·1 所包括的设备4·2 操作描述4·2.1 自动功能5 卷取机入口夹送辊5.1所包括的设各5.2操作描述5·2·1自动描述5·2·2手动描述5·2·3单独的功能5·2·4安全特点6 卷取机旋转管6.1所包括的设备6.2操作描述6·2·1自动操作6·2·2手动操作6·2·3单独的功能6·2·4安全特点7 加勒特卷取机7·1所包括的设备7·2操作描述7·2·1自动操作7·2·2手动操作7·2·3单独的功能- 7·2·4安全特点8 卷取板8·1所包括的设备8·2操作描述8·2,1自动操作8·2,2手动操作8·2·3单独的功能8,2·4安全特点9 卸卷装置9·1所包括的设备9·2操作描述9·2·1自动操作9·2,2手动操作9·2·3单独的功能 9·2·4安全特点10 旋转升降机10.1.1提升装置10.1.2旋转装置10·2所包括的设备10·3操作描述10.3.1自动操作10.3.2手动操作10.3.3单独的功能10.3.4安全特点11 步进梁式盘卷输送机11·1所包括的设各11·2操作描述11·2·1自动操作 11·2·2手动操作- 11·2·3安全特点12 步进梁式盘卷对中台12·1所包括的设备12·2操作描述12·2·1自动操作 12,2·2手动操作 12·2·3单独的功能 12. 2·4安全特点1 简介本技术资料的目的是描述盘卷设备的操作、功能和联锁,以及操作人员接口,包括大盘卷线所有设备的工艺过程和工作周期的控制功能。
本描述仅仅只涉及由DANELI供货和设计的设备。
2 概述大盘卷线包括以下设备:●切头剪●大盘卷转折器●1#卷取机和2#卷取机上游的夹送辊●卸卷装置●旋转升降机●步进梁式冷却输送机●盘卷升降机2.1 控制台一览表下列控制台用于监视/控制操作过程:设备卷取机主控台卷取机及步进式输送机入口侧的机旁控制台步进梁式输送机出口侧的机旁控制台位置卷取机线的控制室卷取机的入口区步进梁式输送机的出口区2.1.1 控制台命令为卷取机区域的设备提供了以下的手动命令操作方式:连续命令:操作人员通过操作指定按钮或选择开关执行命令,并且按要求保持有效;当到达指定位置时或解除控制时,动作才停止;如果需要继续执行动作,可以再次简单地进行操作控制。
脉冲命令,脉冲命令考虑到设备状态(存储)的命令,操作人员触发规定的按钮,设备向给定的状态运行;释放按钮,设备停留在所达到的状态;只有当再次操作该按钮时,设备的状态才能重新设定。
3 大盘卷转折器大盘卷转折器是双稳态功能.卷取机区域,有两台卷取机可以替换工作.根据从HMI(人机接口)得到的设定值,转折器的工作方式如下:●替换工作方式--1根新的棒材走另一台卷取机●连续工作方式--所有的棒材都走某一台已经选取的卷取机替换方式是转折器约定的工作万式。
到替换卷取机的切换必须通过棒材尾部跟踪进行控制。
当棒材尾部离开转折器位置之后,气动转折器就切换到替换位置.从主控台或从HMI (人机接口)进行人工预设定。
如果转折器设定为连续工作万式,那么所有的棒材都将在己经选定的卷取机上进行卷取。
转折器的位置始终保持在所要求的位置。
如果一根新的棒材到达,但是该选定的卷取机却末准备好卷取,那么这时切头剪就应切掉整根长的棒材。
通过HMI (人机接口):--当棒材尾部离开转折器位置时,改变转折器的位置--挡棒材头部到达时,定位到第1台可以投入使用的卷取机该换向转折器由两个气动电磁阀控制,气动电磁阀有两个位置。
位置通过两个接近开关进行检测:⏹作为到1#卷取机或2#卷取机的上料位置⏹作为动作延时报警检测⏹一旦现场上的卷取机无法执行卷取动作时,就作为碎断要求■在HMI (人机接口)上实际显示位置3.1 所包括的设备该系统包括:口通过1个双向电磁阀驱动1台气动缸控制转折器3.2 操作描述3.2.1 自动操作位置? / 何时? / 如何控制? / 显示? / 自动方式,通过主控台或机旁控制台棒材未到达时通过光电管给出的信号控制在主控台和机旁控制台上显示●周期当大盘卷转折器在悄卷取机位置 (激活电磁阀)且棒材未到达时(棒材尾部十时间),通过释放电磁阀,转折器就切换到2#卷取机位置。
当大盘卷转折器在片卷取机位置且棒材未到达时(棒材尾部+时间),通过激活电磁阀,转折器就返回到1#卷取机位置。
3.2.2手动操作位置? / 通过主控台或机旁控制台何时? / 任何时间如何控制? / 通过主控台或机旁控制台的按钮控制显示? / 主控台和机旁控制台上显示●命令:·大盘卷转折器1#卷取机位置或2#卷取机位置●允许从主控台给出的手动命令:·棒材未到达 (光电管给出的信号+时间)·操作万式选择开关在远程位置●允许从机旁控制台给出的手动命令,·棒材未到达(光电管给出的信号十时间)·操作方式选择开关在就地位置3.2.3单独的功能无3.2.4安全特点安全特点如下,●总紧停通过设置在主控台上的蘑菇按钮实现。
●总紧停通过设置在机旁控制台上的蘑菇按钮实现。
4 移动输送管每个移动输送管通过液压缸操作。
有2个接近开关显示垂直极限位置1个线性变送器显示输送管移动过程中的位置,上位位置与下位位置之间的倾动通过比例阀控制的液压缸来完成。
只有当卷取机旋转管在外面位置或里面位置且卸卷装置不在干扰位置时,移动输送管才以移动.通过从就地控制盘或HMI (人机接口)给出的的手动命令,可以实现移动输送管与旋转管的同步动作。
棒材卷取过程中,移动输送管的上位置与下位置之间的切换通过卷取机旋转管的实际位置来引导.移动输送管的位置必须紧跟卷取机旋转管的位置,以便使卷料与旋转管在同一条轴线上。
为了启动自动周期,首先移动输送管必须在上位位置等待,卷取机旋转管到达里面的位置,然后移动输送管再紧跟着卷取机旋转管的动作到达下位位置。
棒材卷取过程中,移动输送管从下位位置到上位位置的移动与旋转管的动作同步。
移动输送管通过液压缸操作。
这些所有HMI (人机接口)设置的不同位置随着旋转管位置的变化而变化。
4.1 所包括的设备该系统包括:口1个比例电磁阀驱动的1台液压缸4.2 操作描述4.2.1自动操作位置? / 无何时? / 无如何控制? / 无显示? / 在主控台和机旁控制台上显示●监视器设定无5 卷取机入口夹送辊卷取机上游的一对夹送辊既能保证整根棒材长度的棒材速度恒定,同时也用于夹送不再被剪夹送辊驱动的棒材。
夹送辊装置用于向卷取机喂入线材。
棒材速度恒定确保卷取机可以重复地进行卷取。
每个夹送辊由一台变频交流(A.C)电机传动。
夹送辊电机通过驱动齿轮箱主轴的接手与卷取机联接.电机是速控式电机,并以上游轧机机架出口速度加上超速的线速度运行,超速可以设定在3%-10%之间,实际夹送辊的直径必须在轧机自动化系统中进行设定,以便计算电机的参考速度。
这对夹送辊的上辊是活动辊,下辊是固定辊,这样以便于夹住棒材。
上辊由电磁阀控制的气动缸来驱动。
人字齿轮的正确润滑通过稀油润滑入口处的一个流量开关进行检测。
流量开关仅用于联锁。
如果稀油流量在设定值以上,那么夹送辊就处于“已准备就绪,可以操作”状态。
如果操作中流量下降低于设定值,那么就显示1#报警.即:如果轧机中没有棒材,那么轧机就不再是“准备轧制状态”。
下一根棒材也就不能进入轧机。
如果轧机中有棒材,那么这根实际棒材就可以走正常轧制程序。
但是新的棒材不能进入轧机。
夹送辊入口侧的一台热金属检测器用于计算棒材头部和尾部之间的距离,以接通/断开预触发点.5.1所包括的设备该系统包括:1台夹送辊主电机1个单向电磁阀驱动的1台气动缸5.2 操作描述5.2.1 自动描述位置? / 自动万式,通过主控台或机旁控制台何时? / 棒材到达时如何控制? / 通过光电管给出的信号控制显示? / 在主控台和机旁控制台上显示●周期夹送辊位置的电机速度应大于线材速度的5%当光电管信号检测到棒材到达(棒材头部+时间)时,夹送辊闭合,这时电流极限值小于或等于公称值。
没有棒材时 (棒尾+时间),夹送辊打开,夹送辊电机速度重新设定为大于线速度的5%。
●监视器设定-线材速度厘米/秒-棒材尾部电流极限的百分比●允许-润滑装置在运转-润滑装置未出现故障(从流量开关得到的信号)-传动装置末出现故障-末按下紧停按钮5.2.2 手动操作位置? / 何时? / 如何控制? / 显示? / 通过主控台或机旁控制台任何时间通过圭控台或机旁控制台的信号控制在主控台和机旁控制台上显示●命令:-夹送辊选择-夹送辊打开/关闭-夹送辊电机启/停●允许从主控台给出的手动命令:-润滑装置的运转-润滑装置未出现故障 (从流量开关得到的号)-传动装置末出现故障-就地/远程选择开关在就地位置●允许从机旁控制台给出的手动命令:-润滑装置的运转-润滑装置未出现故障 (从流量开关得到的号)-传动装置末出现故障-就地/远程选择开关在就地位置5.2.3 单独的功能无5.2.4 安全特点安全特点如下,●总紧停通过设置在主控台上的蘑菇按钮实视。
●总紧停通过设置在机旁控制台上的蘑菇按钮实现。
6 卷取机旋转管每台卷取机的旋转管通过液压缸和液压马达操作,有2个接近开关显示极限垂直位置,1个线性变送器显示垂直位置,另1个线性变送器显示转动位置.垂直运动通过1个比例阀控制的1台液压缸控制。
当卷取机的移动输送管在上位位置,卷取板在底部位置且卸卷装置不在干扰位置时,旋转管可以开始提升.通过就地控制盘或HMI (人机接口)可以实现旋转管与移动输送管的手动同步动作。
卷取期间,通过从HMI (人机接口)进行速度预设定可以实现旋转管在底部位置与顶部位置之间的移动.移动输送管的位置紧跟卷取机旋转管的位置,这样以便保持卷取料与旋转管在一条轴线上.启动自动周期时, 旋转管必须在卷取机卷筒的底部位置等待,然后按照卷取速度旋转管运行到顶部位置。