冶金熔合离心坯挤压双金属复合管生产工艺
复合管生产工艺和方法介绍
复合管主要的生产工艺方法有热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。
复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。
接下来,我们来了解一下复合管产品性能以及如何制备。
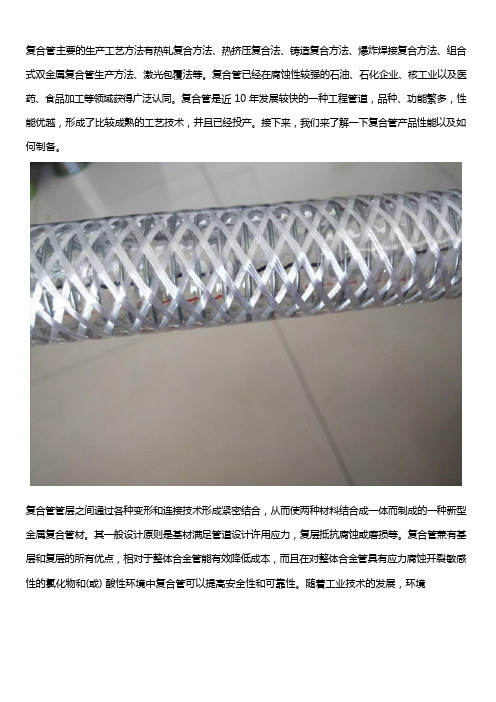
复合管管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。
其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。
复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或)酸性环境中复合管可以提高安全性和可靠性。
随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而复合管及其生产技术得到迅速发展。
对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。
多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。
复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。
目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。
离心铸造+热挤压(热挤压+冷轧)法“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。
它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。
冶金熔合离心坯挤压双金属复合管生产工艺_郭明海
··冶金熔合离心坯挤压双金属复合管生产工艺收稿日期:2012-10-23。
作者简介:郭明海(1972-),男,博士研究生,研究方向为新材料技术及材料成形新技术的研究开发。
E-mail:qifeng_guo@126.com。
郭明海1,庞于思2,刘俊友1,李艳霞3(1.北京科技大学材料科学与工程学院,北京100083;2.新兴铸管股份有限公司,河北邯郸056300;3.北华航天工业学院材料系,河北廊坊065000)摘要:结合长期生产实践经验和国内外复合管的发展现状,阐述了复合管坯的离心铸造冶金熔合技术和冶金熔合离心坯挤压双金属复合管的成形工艺,分析了该工艺的优越性、存在问题及其改进方法,并对其应用前景和发展趋势进行了展望。
关键词:双金属管;复合坯;冶金熔合;离心铸造中图分类号:TG249.4文献标识码:A文章编号:1001-4977(2013)02-0118-06GUOMing-hai1,PANGYu-si2,LIUJun-you1,LIYan-xia3(1.SchoolofMaterialsScienceandEngineering,UniversityofScienceandTechnologyBeijing,Beijing100083,China;2.XinxingDuctileIronPipesCorporation,Handan056300,Hebei,China;3.DepartmentofMaterials,NorthChinaInstituteofAerospaceEngineering,Langfang065000,Hebei,China)Process of Extruding Metallurgical Melting Centrifugal CastingBlank for the Bimetal PipeAbstract:Referringthepracticalproductionconditionandtheliteraturesaboutthebimetalpipe,theprogressonthetechnologyofpreparingthecladdingblankbycentrifugalcastingmetallurgicalmeltingtechnologyandtheprocessofextrudingthecladdingblanktoformthebimetalpipearereviewed.Thesuperiorities,problemsandtheimprovingmethodsoftheprocessareanalyzed.Furthermoreprospectsoftheapplicationsandtrendsoftheprocessarealsoinvolved.Keywords:bimetalpipe;claddingblank;metallurgicalmelting;centrifugalcastingFeb.2013Vol.62No.2铸造FOUNDRY----------------专题综述随着工业技术的发展,许多行业对金属管材的综合性能要求越来越高。
X60/2205双金属复合管短流程制备工艺研究
一~一 ~一 宣 _~ 一一 k. ~ 一 耐 一 ~ d 一
.
(U iest o ce c n eh oo yB i n ,B in 10 8 ,C ia) nv ri f in ea dT c n lg e ig ej g 0 0 3 hn y S j i
甜 ㈨ . 善
一一 一一 ~ 一一 ~ 一 ~
随着工 业技 术 的发 展 .许 多 行业对 金 属管 的综
的整体 强度 及安 全性 ,而且 相对 于整 体合 金管 来说 能 有效 降低 成本 。
合性 能要 求越 来越 高 L。例如 ,油气 田高 C : S 1 j O 、H:
的腐蚀环境 ,以及其他强腐蚀环境 , 对钢管的耐蚀 性 、强度、塑性等都有很高要求 ,选用双相不锈钢 20 2 5的 安 全性 要 比碳 钢 或 单 相 不 锈 钢 高很 多 ,但 是 建设 成 本 很 大 。X6/2 5双金 属 复合 管 是 以双 02 0 相 不 锈 钢 2 0 (O r2 iMo N) 内复 层 .低 合 25OC2N5 3 为
Re e ch O i i l w a u a t rn s ar n M n — o M n f C u i g f
P o e s o 6 / 2 5 Bi t l a i e r c s f 0 2 0 me a d P p X Cl
L uJa i i i nb n
发出一组新 钢号 .通过采 用新 的淬火方式 ,严格控制生产过程 ,成功生产出性 能优 良的海上平台用管。 ( 阳华菱钢 管有限公司 许 莹) 衡
刘建彬 :X6 /2 5双金属复合管短流程制备工艺研究 02 0
钢 管 21 0 2年 8月 第 4 卷 第 4期 1
蚀性 ,外 层 可 以满 足一定 的耐压 和强度 要求 。采 用 短 流程 工艺 “ 离心 浇铸 + 挤压 ” 热 生产 的双金 属 复 合 管不但 界 面完 全冶 金结合 ,综 合性 能优 良 ,而且 整
双金属不锈钢复合管的生产工艺汇总
双金属不锈钢复合管的生产工艺汇总金属复合管是采用复合技术,通过两种不同材质金属材料的机械性能旋压嵌套复合至一起,双金属复合管基本原理:外基管负责承压和管道刚性支撑的作用,内衬管承担耐腐蚀的作用。
我们来汇总一下双金属复合管到底怎样形成的,它的生产工艺有哪些。
一、双金属不锈钢复合管的热成型法1、爆炸成形爆炸成形法是利用炸药爆炸产生的冲击波,使两搭接的金属表面实现固相焊接的方法。
金属复合管的爆炸成形法一般有两种:一种是间接法,既先把通过爆炸成形法得到两种金属复合板,再经热轧、冷轧成复合带,然后在焊管机组上进行连续辊式成型、焊接以得到复合金属管;另一种方法是直接法,其方法是先把基管和覆管组装成复合管坯,管内炸药爆炸的冲击波使内管发生塑性变形紧贴在外管上。
但是采用该法比较危险,需要专用的场地,技术要求高,对精确计算炸药量需要有相当的经验。
2、挤压成形它是将两种或两种以上的金属组成的大直径复合管坯料加热到1200℃左右,然后通过由模具和心轴组成的环状空间进行挤压。
当挤压坯料截面缩减到10∶1时,极高的挤压压力和温度会在界面处产生“压力锻”的焊接效应,促进界面间的快速扩散和充分结合复合挤压法特别适合于热加工性能差、塑性低的高合金金属的加工复合。
例如碳钢、不锈钢和高镍合金钢管材的复合。
二、冷成型法冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;一种是用薄的不锈钢板或钢带在专用的制管机上用TIG焊接成直缝或螺旋缝不锈钢管。
采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢内壁上,其中拉拔和胀接最为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧配合的机械结合。
这种管的优点是生产工艺比较简单,价格较便宜。
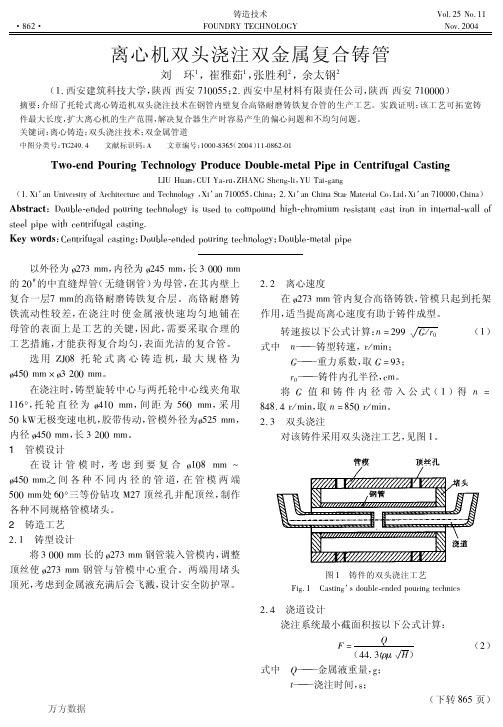
离心机双头浇注双金属复合铸管
参考文献 ["] ! 马幼平, 许云华, 贾刘卡, 等+ 负压实型铸造及铸件质量 [ B] + 北京: 冶金工业出版社, $%%$+ [$] ! 朱纯熙, 卢 ! 晨+ 水玻璃砂的环保优势 [ H] + 中国机械工 程, $%%’ ($) : "&=I"C"J [’] ! 屈银虎, 邢建东, 高义民, 等+ 磷酸氢二钠对水玻璃改性作 用的研究 [ H] + 铸造, $%%’ (G) : @@=I@K"+ [&] ! 尹德英, 杨玉芝+ 酯硬化水玻璃砂的生产实践 [ H] , 铸造+ "GGG (&) : ’@I’=+ [C ] ! 蔡震升, 戎豫+ 实用铸造耐火涂料 [ B] + 北京: 冶金工业出 版社, "GG&+
21 78 浇道设计 浇注系统最小截面积按以下公式计算: & %‘ ( 77 ’ ? (!" ! )) — —金属液重量, J; 式中8 &— (— — —浇注时间, M;
@3 页)
! 《 铸造技术》 "" # $%%&
! 屈银虎等: 水玻璃砂实型铸造工艺的研究
・ =@C・
摘要: 介绍了托轮式离心铸造机双头浇注技术在钢管内壁复合高铬耐磨铸铁复合管的生产工艺。实践证明: 该工艺可拓宽铸 件最大长度, 扩大离心机的生产范围, 解决复合器生产时容易产生的偏心问题和不均匀问题。 关键词: 离心铸造; 双头浇注技术; 双金属管道
中图分类号: (-27:; 78 8 文献标识码: <8 8 文章编号: 4666=>?@3 ( 2667 ) 44=6>@2=64
双金属不锈钢复合管的生产工艺汇总

双金属不锈钢复合管的生产工艺汇总金属复合管是采用复合技术,通过两种不同材质金属材料的机械性能旋压嵌套复合至一起,双金属复合管基本原理:外基管负责承压和管道刚性支撑的作用,内衬管承担耐腐蚀的作用。
我们来汇总一下双金属复合管到底怎样形成的,它的生产工艺有哪些。
一、双金属不锈钢复合管的热成型法1、爆炸成形爆炸成形法是利用炸药爆炸产生的冲击波,使两搭接的金属表面实现固相焊接的方法。
金属复合管的爆炸成形法一般有两种:一种是间接法,既先把通过爆炸成形法得到两种金属复合板,再经热轧、冷轧成复合带,然后在焊管机组上进行连续辊式成型、焊接以得到复合金属管;另一种方法是直接法,其方法是先把基管和覆管组装成复合管坯,管内炸药爆炸的冲击波使内管发生塑性变形紧贴在外管上。
但是采用该法比较危险,需要专用的场地,技术要求高,对精确计算炸药量需要有相当的经验。
2、挤压成形它是将两种或两种以上的金属组成的大直径复合管坯料加热到1200℃左右,然后通过由模具和心轴组成的环状空间进行挤压。
当挤压坯料截面缩减到10∶1时,极高的挤压压力和温度会在界面处产生“压力锻”的焊接效应,促进界面间的快速扩散和充分结合复合挤压法特别适合于热加工性能差、塑性低的高合金金属的加工复合。
例如碳钢、不锈钢和高镍合金钢管材的复合。
二、冷成型法冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;一种是用薄的不锈钢板或钢带在专用的制管机上用TIG焊接成直缝或螺旋缝不锈钢管。
采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢内壁上,其中拉拔和胀接最为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧配合的机械结合。
这种管的优点是生产工艺比较简单,价格较便宜。
双金属复合管的挤压生产工艺

双金属复合管的挤压生产工艺巩国平【摘要】介绍了冶金结合双金属复合管的生产工艺、坯料成型特点以及产品的特性.应用结果表明:采用离心浇铸技术生产的双金属复合管坯,经挤压工艺制造的双金属复合无缝钢管具有界面冶金结合强度高、材料互补性强、后续加工性能好、使用安全性能高等特点,可以广泛用于特种锅炉、高腐蚀性油气田、化工行业等腐蚀环境和热电厂、矿山等高磨损环境.【期刊名称】《钢管》【年(卷),期】2014(043)002【总页数】5页(P36-40)【关键词】双金属复合管;离心浇铸;挤压工艺;冶金复合【作者】巩国平【作者单位】新兴铸管股份有限公司,河北邯郸056046【正文语种】中文【中图分类】TG376.9热挤压技术就是对放在容器(挤压筒)中的锭坯一端施加压力,使之通过模孔成型,得到模孔形状断面管材的一种压力加工方法。
在整个热挤压过程中,具有比轧制更为强烈的三向压应力状态[1],金属可以发挥最大的塑性;因此可以用于轧制或锻造加工有困难甚至无法加工的金属材料。
挤压法不仅可以在1 台设备上生产形状简单的管、棒和线材,而且还可以生产双金属复合管材和型材[2]。
新兴铸管股份有限公司(简称新兴铸管)在发展离心铸造球墨铸铁管的基础上,把离心铸造技术延伸到双金属复合管坯的生产,并成功开发了采用挤压工艺生产出具有冶金结合的双金属复合无缝钢管[3]。
目前,该技术已经日趋成熟,新兴铸管投资兴建的63 MN挤压机已于2012 年6 月投产,挤压的双金属复合管已经成功应用于锅炉、石油等领域。
1 双金属复合管坯的准备1.1 双金属复合管坯的尺寸及成分设计1.1.1 尺寸设计双金属复合管坯的尺寸是根据成品尺寸来设计的。
设计原则:①采用面积比的方法进行对应测算,先测算坯料总面积和成品总面积之比,再对应测算外层金属和内层金属的面积之比;②根据挤压工艺的特点,内层金属将出现损失,其面积损失量要根据经验进行补偿,约1%~5%。
如对成品Φ89 mm×9 mm(外层壁厚6 mm、内层壁厚3 mm)的坯料尺寸设计方法:一是根据补偿设计,壁厚更改为外层5.7 mm、内层3.3 mm;二是成品尺寸分解为外径(整体壁厚)、中径(外层壁厚)、内径(内层壁厚);三是通过面积比例分解测算出坯料的外径(整体壁厚)、中径(外层壁厚)、内径(内层壁厚)。
常见双金属复合管及生产方法
常见双金属复合管及生产方法SANY GROUP system office room 【SANYUA16H-常见双金属复合管及生产方法一、常见的双金属复合管有以下几种:二、双金属复合管生产方法:目前盛行的复合方法有:爆炸复合法、拉拔复合法、液压复合法、机械滚压法等。
1)爆炸复合法形成机理:将装配好的内外管放置在水槽内,将集束炸药放置在内衬管轴线上,通过炸药瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,在轴向方向向内收缩,向外扩张的内衬管在水压的作用内衬铜复合管内衬不锈钢复合管内衬钛复合管外复不锈钢复合管下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失,复合成形。
特点:①一次性瞬间成形。
②各点的压力基本相同。
影响复合品质的因素:①由于外基管内表面不规则,造成外基管壁厚不均匀。
受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填炸药时,用量上受到限制。
药量大了,瞬间冲击波大,外基管易发生永久变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。
通常为0.5MPa左右。
由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。
为了保证管口整圆,不得不进行二次校正。
②由于结合力小,使得内外管环状结合面间隙大,内衬管在管端焊接处,将反复承受介质输送过程中,压力交替变化的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降—(折翘现象)。
③由于装填炸药用量上受到限制,内衬管达不到充分的塑性变形。
由于冲击波产生的反作用力小,内衬管内表面压应力达不到充分的体现,内衬管直缝焊接处仍处于拉应力状态。
致使内衬管表面整体,尤其是直缝焊接处,抗热应力腐蚀的能力下降。
2)拉拔复合法形成机理:将装配好的内外管,通过一个带有锥度的(通常锥度为1:25、1:50),最大轮廓外圆尺寸固定的模具,沿内衬管轴线拉拔前行。