手机上盖注塑模具模型数控编程及加工模拟
手机壳注塑模具设计流程
手机壳注塑模具设计流程Last revised by LE LE in 2021Pro/E手机壳注塑模具设计流程||2010年01月18日|[字体:]|关键词:在手机外壳的注射模具设计中,经过认真调研和方案论证,确定了具体设计方案,在产品造型上有较强的创新意识,深入钻研每个重要环节,对产品的可行性和工艺进行了详细分析。
采用Pro/E+EMX建立模型并进行模型的受力分析,模拟模型在现实情况下的使用情况,并得出模型检验结果,以认真负责的工作态度出色的完成了整个注塑模设计的全过程,具备了设计人员应有的基本素质和能力。
一.调研报告1.手机壳的造型结构发展状况移动电话的普及速度大大超越了专家的预测与想象。
它已从最初的模拟系统发展到目前的数字系统。
在此期间,移动电话的功能越来越丰富,体积越来越小,造型越来越美观,充分体现了技术与艺术结合。
除了最基本的实用功能外,移动电话还要考虑美观和舒适,在设计上必须充分考虑使用对象、使用场合、功能要求、人机工效学等因素。
2.材料确定PC/ABS合金在汽车、机械、家电、计算机、通讯器材、办公设备等方面获得了广泛应用,如移动电话的机壳、手提式电脑的外壳、以及汽车仪表盘〔板)等。
资料显示:PC/ABS已广泛应用于制造手机外壳。
3.薄壳制品与模具设计薄壳制品成型时模具设计是至关重要的一步。
成型薄壳制品时需要特别设计的薄壳件专用模具。
与常规制品的标准化模具相比,薄壳制品模具从模具结构、浇注系统、冷却系统、排气系统、脱模系统都发生了重大变化,成本也增加了30%---40%4.塑件选择据调查,东亚尤其是中国的用户对于翻盖手机却相当青睐,在中国市场销售的全部手机中,翻盖手机的数量超过了一半。
国产手机厂商了解本土消费者的心理,摒弃欧美崇尚的直板机而主推折叠机,开发出符合东方人审美趣味的机型,款式漂亮,内容丰富,得到了广大消费者的喜爱。
针对以上情况,选用翻盖式手机壳注塑模设计。
二、产品工艺分析1.产品造型设计塑件的选择:女性翻盖手机本人负责的部分是翻盖部分,翻盖部分的特点是上盖采用复杂曲面设计,上下盖的分型面都比较复杂,而且下盖需要侧向抽芯。
PROE机械制造方向综合实验报告2-手机壳模具数控(CNC)加工
机械制造方向综合实验实验报告院(系)名称:机电信息系专业:机械设计制造及其自动化实验题目:手机外壳模具数控加工实验指导老师:XXXX班级:XXXX姓名:乔广磊学号:B09020342实验二模具数控加工部分(一)实验类型:综合型(二)实验目的:1. 熟悉Mastercam9.0 自动编程的基本操作2. 掌握Mastercam9.0 模具曲面加工刀具路径(曲面挖槽粗加工、曲面等高外形精加工、曲面平行精加工、外形铣削等)设计方法3. 掌握加工坯料、对刀点及基本参数的设置4. 掌握NC代码的生成及传输(三)实验内容:1. 编制手机外壳模具的数控加工工艺规程2. 规划曲面刀具路径3. 实体加工模拟4. 后置处理生成NC代码(四)实验要求该实验是针对机械工艺装备专业的本科生,要求学生对机械加工及数控自动编程、工艺装备等相关理论知识有充分的了解,能够熟练操作CAD/CAM软件Mastercam9.0 ,在规定的时间内完成上机任务,能进行一般的数控机床操作。
(五)主要仪器设备计算机50台、软件Mastercam9.0、数控机床。
手机外壳凹模数控铣削加工步骤一、图形处理1.从Pro/E系统中输出手机外壳凹模零件的IGES格式文件;2.在Mastercam9.0 系统中将手机外壳凹模零件的IGES格式文件转换成MC9格式文件。
回主功能表/档案/档案转换/IGES/读取/IGES格式文件名/打开/OK/适度化结果如图所示:二、坐标处理1.在构图面——侧视图将图形旋转“xx°”(根据自己设计图形确定旋转角度);回主功能表/转换/所有的图素/原点/适度化/清除颜色结果如图所示:原图结果图三、对刀点的确定1.在“层别2”构图面——空间绘图绘制曲面边界盒,绘制对角线;2.将对角线的中点平移到系统的原点(为对刀点);3.关闭“层别2”,在“层别3”绘制曲面边界线;4.将图形在X、Y、Z轴等比例缩小,系数根据自己设计的尺寸计算(Pro/E为尺寸为英寸,1英寸=25.4毫米);结果如图所示:四、规划曲面挖槽粗加工刀具路径(留余量0.3)1. 在构图面——俯视图;2.直径为xx刀尖角为1的圆角铣刀,Fxx,Sxx;3.串连外边界线。
手机外壳proe建模汇总
机设方向综合实验实验报告院(系)名称:机电工程学院实验题目:手机外壳模具设计班级:姓名:学号:选择最后一项点击确定,进入建模界面,如图1。
图1新建文件(2)绘制手机外壳:选择一个基准面,点击草图绘制,单击“草绘工具”,打开草绘界面,选择矩形命令,以坐标原点为起点绘制手机外形绘制矩形,修改尺寸长200mm,宽110mm,然后确定后进入三维建模界面,选择拉伸命令,输入10,得到拉伸六面体如图2。
图2手机外壳绘制及拉伸(3)手机外壳四个侧棱角倒圆角:在特征命令中选择圆角命令,按住Ctrl选择四个侧棱角,修改尺寸10mm,单击“确定”。
如图3。
图3 手机外壳棱角倒圆角(4)手机外壳拔模:在特征命令中选择拔模,弹出拔模特征对话框,按住ctrl选择所有侧面,修改角度为10度,任意选择一个大平面,单击“确定”。
如图4图4手机外壳拔模(5)手机外壳底面倒圆角:在特征命令下选择倒圆角命令,按住ctrl选择小平面上的四条棱边,修改倒圆角尺寸为5mm,单击“确定”。
如图5图5手机外壳底面倒圆角(6)手机外壳抽壳:给刚得到的外壳实体进行抽壳,在特征命令下选择倒圆角命令,选择较大平面,抽壳值为2mm单击确定。
如图6图6手机外壳抽壳(7)手机外壳手机屏幕绘制及拉伸切除:先在外壳上盖上草绘一个台阶面作为手机屏幕轮廓如图7,调整尺寸,然后使用拉伸命令,选择反向,拉伸深度为2mm,选择去除材料,确定。
如图8图7手机外壳屏幕绘制图8手机屏幕拉伸切除(8)手机外壳按键绘制及拉伸切除:在草绘环境下,单击椭圆命令在上盖面绘制出椭圆键轮廓,调整椭圆尺寸,如图9,完成后拉伸,选择反向,拉伸深度为2mm,去除材料,完成。
如图,10。
图9手机外壳按键草绘图10手机外壳单个按键拉伸(9)手机外壳按键阵列:在特征命令中选择阵列命令,选择上一步所创建的椭圆按键,阵列方向选两个基准面,以及各个方向上的孔个数(横向三个,纵向四个),调整孔和孔的间距,确定。
手机盖板CNC加工技术理论与实践

• 靠角应每班检查是否磨损及及时更换
二、玻璃加工异常分析与对策
常见不良类型
1、崩边 2、孔砂崩 3、亮边 4、划伤 5、R角变形
6、孔变形 7、孔槽崩缺 8、烧边
学习的目标
Ø 2.1 崩边不良的现象
Ø 崩边缺点高度大于0.05mm,无法返修。 Ø 砂崩缺点高度小于0.03mm,可以返修。
补正方向分“左”“右” ;通常顺铣加工设 置“左”,逆铣加工设置“右”。
• 设置XY预留量,顾名思义就是说边缘加工 轮廓的预留,设置为正数时,外形尺寸会变 大,设置为负数时,外形尺寸会减小;粗加 工必须设置预留量,通常设置范围0.1-0.15。
Ø 3.2.3 外形粗加工
外形粗加工—进退刀向量设定: 进退刀向量设定控制加工时刀 具进入和退出的路径,可以尝 试设置不同的值后在观察路径 的变化
Ø 2.1 崩边不良的现象
崩边位置
外形边、孔槽边, 不固定位置。
孔下刀点、或者抬 刀点,固定位置。
Ø 2.1 崩边不良的原因和对策
外形边、孔槽边,不固定位置的崩边原因与处理方法
Ø砂轮棒粗砂磨损
Ø粗加工速度过快
Ø切削液流量少,冷 却效果不够。
Ø粗加工预留太少
ü换砂轮棒加工深度
ü加工进给速度降低
ü主轴转速降低,调 整切削液水流。
Ø 2.6 孔内变形不良的原因和对策
变形
设备
X、Y轴的轴承磨损
程序
1.图形变形
2.程序输出加工程 式计算误差
设备课进行设备维修
圆的直径、刀具直径的 值的小数点位数太多, 设置了预留量等
导致坐标数值的计算量 太大,造成计算误差
2017年湖南省职业院校技能大赛中职现代模具制造技术样题
“2017年湖南省职业院校技能大赛”中职组现代模具制造技术(注塑模具制造技术)赛项样题(总时间:6+0.5小时)任务书二〇一七年四月十五日注意事项1.参赛选手在竞赛过程中应该遵守相关规章制度和安全守则,如有违反,则按照相关规定在考试的总成绩中扣除相应分值。
2.参赛选手的竞赛任务书用参赛证号、组别、场次、工位号标识,不得写有姓名或与身份有关的信息,否则视为作弊,成绩无效。
3.竞赛任务书当场启封,当场有效。
任务书按一队一份分发,竞赛结束后当场收回,不允许参赛选手夹带离开赛场,也不允许参赛选手摘录有关内容,否则按违纪处理。
4.各参赛队注意合理分工,所有选手应在规定的竞赛时间内完成全部任务,竞赛结束时,各选手不得进行任何操作。
5.请在竞赛过程中注意实时保存文件,由于参赛选手操作不当而造成计算机“死机”、“重新启动”、“关闭”等一切问题,责任自负。
6.在提交的电子文档上不得出现与选手有关的任何信息或特别记号,否则将视为作弊。
7.由于恶意破坏赛场竞赛用具或影响他人竞赛的,取消竞赛资格。
8.请参赛选手仔细阅读任务书内容和要求,竞赛过程中如有异议,可向现场裁判人员反映,不得扰乱赛场秩序。
9.遵守赛场纪律,尊重考评人员,服从安排。
10.所有电子文件按规定复制到赛场提供的U盘移动存储器中,装入信封封好,选手和裁判共同签字确认。
赛项说明1.本届现代模具制造技术(注塑模具制造技术)竞赛,参赛选手需进行塑件3D数字化建模、模具成型零件3D数字化设计及2D工程图设计、成型零件数控加工与钳工加工,模具装调和试模等操作,赛程时间为6+0.5小时(其中0.5小时为试模与成型零件检测时间),2名参赛选手必需分配好各自承担的任务,协同完成整个项目。
2.加工成型零件的材料为45号钢。
成型零件的钻孔、扩孔、铰孔、攻丝、修配、研磨等钳加工需要的钻头、铰刀、丝锥、修配与研磨等工具需自带(赛前一周左右公布选手自带刀具、工具清单)。
大赛提供给选手的是:半成品模具、需加工的成型零件毛坯料和数控加工所用的刀具及夹具。
护罩注塑模具设计及关键零件数控编程

第一章前言模具工业是国民经济的基础工业,被称为“工业之母”。
传统的模具制造技术,主要是根据设计图纸,用仿型加工、成形磨削以及电火花加工方法来制造模具。
而现代模具不同,它不仅形状与结构十分复杂,而且技术要求更高,用传统的模具制造方法显然难于制造,必须借助于现代科学技术的发展,采用先进制造技术,才能达到它的技术要求。
当前,整个工业生产的发展特点是产品品种多、更新快、市场竞争剧烈,因此提出了以数字化为主要因素的数字化塑性成形技术体系,设计和制造模具的数字化技术是实施数字化的关键,以便适应市场对模具制造的短交货期、高精度、低成本的迫切要求。
塑料模具又是整个模具行业中的一支独秀,发展极为迅速。
作为机械专业的学生,对模具设计的了解是必须的。
本设计是严格按照模具设计的步骤及模具设计中的要求来设计的:塑件工艺性的分析、型腔数量的确定、分型面的确定、浇注系统的设计、成型零件的设计等,这一整套的程序下来,感觉自己这方面的知识丰富了不少,同时在设计中也要求对机械的相关知识有相当的了解:机械制图、公差与配合、机械制造、材料成型、数控技术等。
同时加强了软件的熟练程度。
当然在设计中也遇到了很多问题,但在指导老师李鹏南老师的悉心指导和同学们的帮助下,我还是较为顺利的完成了此次毕业设计。
再次感谢我的指导老师李鹏南老师和各位同学。
希望我能找到自己的不足之处加以改进,为将来的学习和工作奠定更加坚实的基础。
第二章概述2.1 塑料工业简介塑料工业是当今世界上增长最快的工业门类之一。
自从聚氯乙烯塑料问世以来,随着高分子化学技术的发展以及高分子合成技术、材料改进技术的进步,愈来愈多的具有优异性能的高分子材料不断涌现,从而促进塑料工业的发展。
模具是利用其特定形状去成型具有一定形状和尺寸的制品的工艺装备或工具,它属于型腔模的范畴。
通常情况下,塑件质量的优劣及生产效率的高低,其模具的因素占80%。
然而模具质量的好坏又直接与模具的设计与制造有很大关系。
数控编程计算器3.0手机版
数控编程计算器3.0手机版
近年来,数控编程在制造业中的应用日益广泛。
为了满足用户对数控编程的需求,不断提高编程效率,数控编程计算器3.0手机版应运而生。
1. 功能介绍
数控编程计算器3.0手机版集成了大量实用功能,包括:快速生成数控编程代码、自定义参数调整、代码优化、错误检测与修复等。
用户通过简单的操作即可完成复杂的数控编程任务。
2. 快速生成数控编程代码
用户只需输入加工零件的参数和要实现的加工要求,数控编程计算器3.0手机
版将自动生成优化的数控编程代码。
这一功能大大提高了编程效率,降低了人为错误的发生率。
3. 自定义参数调整
数控编程计算器3.0手机版允许用户根据实际情况自定义加工参数,例如加工
速度、进给速度、切削深度等。
用户可以根据不同的加工要求进行灵活调整,满足个性化的生产需求。
4. 代码优化
除了自动生成数控编程代码外,数控编程计算器3.0手机版还提供了代码优化
功能。
通过分析用户输入的加工要求,对生成的代码进行优化,提高加工效率,减少加工时间,降低生产成本。
5. 错误检测与修复
数控编程计算器3.0手机版内置了丰富的错误检测与修复功能。
在生成数控编
程代码的过程中,系统会实时检测并提示用户潜在的错误,用户可以及时调整,保证生成的代码准确无误。
结语
数控编程计算器3.0手机版的推出,为数控编程领域带来了一次革命性的变革。
其强大的功能和便捷的操作使用户能够更加便捷、高效地完成数控编程任务,为制造业的发展注入了新的活力。
相信在不久的将来,数控编程计算器3.0手机版将成
为制造业中不可或缺的利器之一。
基于Cimatron E的手机上盖型腔高速铣削加工
收稿日期252基金项目徐玉平(52),女,硕士研究生。
文章编号:100124934(2008)0620046204基于Cimatr on E 的手机上盖型腔高速铣削加工徐玉平(广东白云学院 机电系,广东 广州 510450)摘 要:通过一款手机上盖型腔的加工,介绍了Cimat ron E 高速铣削加工工艺设计要点和刀具路径的生成过程。
利用Cimatron E7系统提供的零件加工仿真模拟功能检测工艺参数的设置是否合理。
利用Cimat ron E7的后置处理程序来生成NC 数控G 代码。
指出C imat ron E 作为一款高端CAD/CAM 软件,在实际加工中可缩短编程时间、提高程序的正确性和安全性,降低生产成本,提高工作效率。
关键词:高速铣削加工;型腔;Cimatron E ;仿真加工中图分类号:T G 659 文献标识码:BAbstract :The ke y p oi nts i n high spee d mil li ng pr ocess des igni ng and t ool pat h gene rati onp rocess we re i nt roduce d t hrough disc ussi ng t he cavi t y m achini ng of a cell p hone c over.The rat ionali t y of t he pr ocess pa ra me te rs was checked by t he m achi ni ng si m ul ati on f uncti on p ro 2vi ded by t he Ci mat ron E 7s ys t em.The N C G c ode was ge ne rat e d by t he p ost p rocessi ng p ro 2gra m of Ci m at r on E 7.As a high 2e nd C AD/CA M s of t ware ,Ci ma t ron E coul d re duce t he p rogra m mi ng ti me ,i mp rove t he c or rect ness and s ecurit y of pr ogra ms ,cut p roducti on cost s ,a nd i mp rove t he eff icie nc y.K eyw or ds :hi gh s peed mill i ng pr ocess ;c avi ty ;Ci ma t ron E ;ma chi ni ng si mulat i on0 引言高速铣削加工技术是20世纪80年代开始发展的新技术,目前市场上出现的高速铣削加工机床的最高转速在40000-60000r/min ,在X -Y -Z 坐标轴方向的最大工作进给速度提高到24-30m/min 。
基于Creo的模具成型零件设计及数控仿真加工
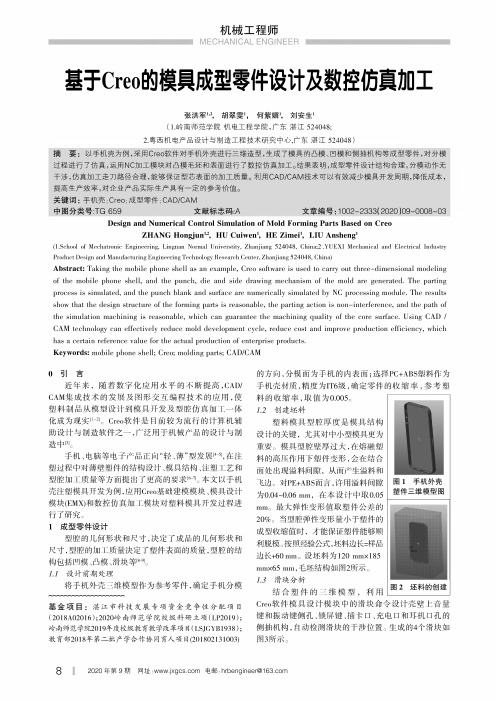
基于Creo的模具成型零件设计及数控仿真加工张洪军U胡翠雯】,何紫媚】,刘安生1(1.岭南师范学院机电工程学院,广东湛江524048;2.粤西机电产品设计与制造工程技术研究中心,广东湛江524048)摘要:以手机壳为例,采用Creo软件对手机外壳进行三维造型,生成了模具的凸模、凹模和侧抽机构等成型零件,对分模过程进行了仿真,运用NC加工模块对凸模毛坯和表面进行了数控仿真加工。
结果表明,成型零件设计结构合理,分模动作无干涉,仿真加工走刀路径合理,能够保证型芯表面的加工质量。
利用CAD/CAM技术可以有效减少模具开发周期,降低成本,提高生产效率,对企业产品实际生产具有一定的参考价值。
关键词:手机壳;Creo;成型零件;CAD/CAM中图分类号:TG659文献标志码:A文章编号:1002-2333(2020)09-0008-03 Design and Numerical Control Simulation of Mold Forming Parts Based on CreoZHANG Hongjun",HU Cuiwen1,HE Zimei1,LIU Ansheng1(l.School of Mechatronic Engineering,Lingnan Normal Universtity,Zhanjiang524048,China;2.YUEXI Mechanical and Electrical Industry Product Design and Manufacturing Engineering Technology Research Center,Zhanjiang524048,China)Abstract:Taking the mobile phone shell as an example,Creo software is used to carry out three-dimensional modeling of the mobile phone shell,and the punch,die and side drawing mechanism of the mold are generated.The parting process is simulated,and the punch blank and surface are numerically simulated by NC processing module.The results show that the design structure of the forming parts is reasonable,the parting action is non-interference,and the path of the simulation machining is reasonable,which can guarantee the machining quality of the core ing CAD/ CAM technology can effectively reduce mold development cycle,reduce cost and improve production efficiency,which has a certain reference value for the actual production of enterprise products.Keywords:mobile phone shell;Creo;molding parts;CAD/CAM0引言近年来,随着数字化应用水平的不断提高,CAD/CAM集成技术的发展及图形交互编程技术的应用,使塑料制品从模型设计到模具开发及型腔仿真加工一体化成为现实[1-2]o Creo软件是目前较为流行的计算机辅助设计与制造软件之一,广泛用于机械产品的设计与制造中[3]o手机、电脑等电子产品正向“轻、薄”型发展[4-5],在注塑过程中对薄壁塑件的结构设计、模具结构、注塑工艺和型腔加工质量等方面提出了更高的要求[6-7]o本文以手机壳注塑模具开发为例,应用Creo基础建模模块、模具设计模块(EMX)和数控仿真加工模块对塑料模具开发过程进行了研究。
手机壳 工艺流程

手机壳工艺流程
《手机壳的制作工艺流程》
手机壳是一种能够保护手机外壳的产品,随着手机的普及和更新换代,手机壳的种类也在不断增加。
不同的手机壳品牌和类型在制作工艺上也有所差异,但总体的工艺流程包括设计、模具制作、注塑、喷涂、组装等环节。
首先,手机壳的设计是制作工艺的第一步。
设计师根据市场需求和用户喜好,确定手机壳的形状、样式和材质。
设计师需要将设计图纸转换成三维模型,帮助制作模具。
其次,模具制作是制作工艺的关键环节。
根据设计图纸,利用CAD/CAM技术进行数控编程,然后使用数控机床、电火花加
工等设备来加工模具。
制作出符合设计要求的手机壳模具。
接着是注塑过程。
在手机壳模具制作好后,使用注塑机将塑料颗粒加热融化,然后通过模具注射成型,冷却后取出手机壳成品。
这个过程需要严格控制注塑机的温度、压力、时间等参数,确保手机壳的质量和尺寸精准。
之后,进行喷涂工艺。
根据设计的颜色和图案,使用喷涂设备对手机壳进行颜色处理,也可以通过喷涂技术加上防刮涂层、亮光处理等工艺,美化和提升手机壳的品质。
最后,进行组装。
将手机壳与手机的相配件进行组合,可能需要加工孔位、安装按键、贴合保护膜等,最终完成手机壳的组
装生产。
总的来说,手机壳的制作工艺流程需要经历设计、模具制作、注塑、喷涂和组装等多个环节,需要对每一个环节进行严格的控制和管理,确保手机壳的质量和外观符合用户的使用要求。
因此,手机壳的生产制作需要有专业的设计和技术支持,能够快速、高效地满足市场的需求。
数码相机外壳注塑模具设计与数控加工

数码相机外壳注塑模具设计与数控加工摘要随着现代机械行业的发展,机械自动化程度越来越高.各种先进的机械加工设备和机械加工工艺让给现代制造业有了长足的发展。
随着人们物质生活的提高,对产品的多样性及实用性提出要求,一部分新产品的设计任务就交给了机械工作者。
现代生活中人们对于塑料制品的需求越来越大,而且对塑料制品的外形结构与工艺水品提出了更高的要求。
这就要求设计人员能够熟练运用注塑模具的设计知识以及模具的生产加工知识.其中包括数控加工技术和计算机辅助制造(CAM),以及各种二维和三维辅助设计软件的应用.在设计过程中要不断发现错误,修改尺寸参数,以求设计出符合质量要求以及工艺要求的产品来.设计出来的注塑模具要满足生产需要.也要便于模具的生产加工.在模具的加工过程中要合理选择加工参数保证模具的加工精度,尤其是表面粗糙度.表面粗糙度对模具的质量影响非常大,因此一定要把握好模具制造的质量,制造出符合要求的产品来。
关键词:注塑模具数控铣床 CAM UG 加工编程目录RIZHAO TECHNICIAN COLLEGE............................................................................ 错误!未定义书签。
绪论 .. (1)第一章数码相机外壳模具设计 (2)1.1数码相机外壳零件模型 (2)1.2用Mold Wizard 模块进行模具设计 (2)1.2.1 分型前的准备 (3)1.2.2 塑件分型设计 (4)第二章数码相机外壳凸模加工 (7)2.1 毛坯的选择 (7)2.1.2数控加工工序卡片 (8)2.1.3数控加工刀具卡片 (9)2.2数控加工仿真 (9)2.2.1加工前的准备 (9)2.2.2加工参数设置 (10)2.2.3轨迹仿真加工 (13)2.3生成数控加工代码 (13)2.4机床实际操作加工 (14)2.4.1机床的开机、回零操作 (14)2.4.2首件试切加工 (15)第三章数码相机外壳凹模模加工 (16)2.1 数控加工工艺 (16)2.1.1数控加工工艺过程设计 (22)2.1.2数控加工工序卡片 (22)2.1.3数控加工刀具卡片 (22)2.2数控加工仿真 (23)2.2.1加工前的准备 (23)2.2.2加工参数设置 (24)2.2.3轨迹仿真加工 (26)2.3生成数控加工代码 (27)2.4机床实际操作加工 (27)总结 (28)参考文献 (31)致谢 (1)绪论随着CAD/CAM、数控加工、快速成型等先进制造技术的不断发展,模具设计与制造行业正发生着深刻的技术革命,传统的设计及加工方式越来越不适应现代化生产和集成化技术的要求,模具供应商必须运用先进的设计及制造手段,才能满足客户对产品的多变性及多样性要求。
手机电脑显示屏胶框胶铁一体注塑成型模具的制作方法
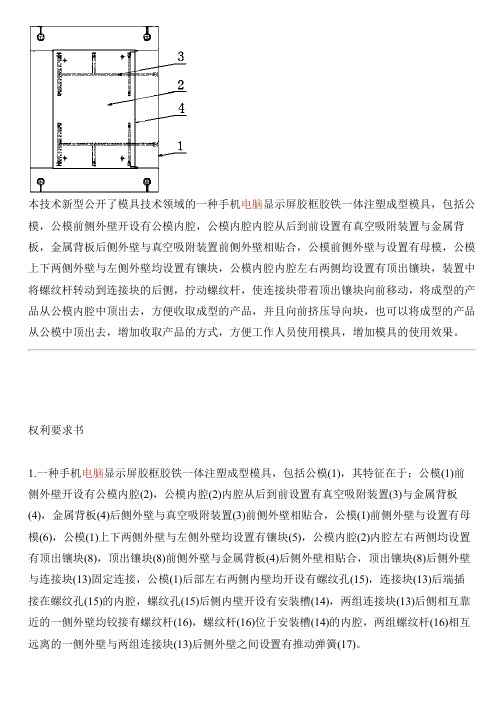
本技术新型公开了模具技术领域的一种手机电脑显示屏胶框胶铁一体注塑成型模具,包括公模,公模前侧外壁开设有公模内腔,公模内腔内腔从后到前设置有真空吸附装置与金属背板,金属背板后侧外壁与真空吸附装置前侧外壁相贴合,公模前侧外壁与设置有母模,公模上下两侧外壁与左侧外壁均设置有镶块,公模内腔内腔左右两侧均设置有顶出镶块,装置中将螺纹杆转动到连接块的后侧,拧动螺纹杆,使连接块带着顶出镶块向前移动,将成型的产品从公模内腔中顶出去,方便收取成型的产品,并且向前挤压导向块,也可以将成型的产品从公模中顶出去,增加收取产品的方式,方便工作人员使用模具,增加模具的使用效果。
权利要求书1.一种手机电脑显示屏胶框胶铁一体注塑成型模具,包括公模(1),其特征在于:公模(1)前侧外壁开设有公模内腔(2),公模内腔(2)内腔从后到前设置有真空吸附装置(3)与金属背板(4),金属背板(4)后侧外壁与真空吸附装置(3)前侧外壁相贴合,公模(1)前侧外壁与设置有母模(6),公模(1)上下两侧外壁与左侧外壁均设置有镶块(5),公模内腔(2)内腔左右两侧均设置有顶出镶块(8),顶出镶块(8)前侧外壁与金属背板(4)后侧外壁相贴合,顶出镶块(8)后侧外壁与连接块(13)固定连接,公模(1)后部左右两侧内壁均开设有螺纹孔(15),连接块(13)后端插接在螺纹孔(15)的内腔,螺纹孔(15)后侧内壁开设有安装槽(14),两组连接块(13)后侧相互靠近的一侧外壁均铰接有螺纹杆(16),螺纹杆(16)位于安装槽(14)的内腔,两组螺纹杆(16)相互远离的一侧外壁与两组连接块(13)后侧外壁之间设置有推动弹簧(17)。
2.根据权利要求1所述的一种手机电脑显示屏胶框胶铁一体注塑成型模具,其特征在于:公模(1)后侧中央外壁开设有开孔,开孔内腔插接有导向块(11),导向块(11)外壁套接有弹簧(12),弹簧(12)后端与公模(1)后侧内壁固定连接,弹簧(12)前端端与导向块(11)外壁固定连接,导向块(11)前端与顶块(9)固定连接,顶块(9)前侧外壁与金属背板(4)后侧外壁相贴合。
数控自动编程及加工过程仿真

在医疗器械制造中,数控自动编程和加工过程仿真可用于制造高精 度、高质量的医疗器械零件,如牙科器械、手术器械等。
电子元件制造
在电子元件制造中,数控自动编程和加工过程仿真可用于制造各种 电子元件,如电路板、连接器等。
05
数控自动编程与加工过程仿 真发展趋势
智能化发展
智能化算法应用
利用人工智能和机器学习技术,实现加工过程的智能优化和控制,提高加工精度和效率。
数控自动编程及加工过程仿 真
目录
• 数控自动编程概述 • 数控自动编程技术 • 加工过程仿真技术 • 数控自动编程与加工过程仿真应
用 • 数
数控自动编程的定义与特点
定义
数控自动编程是指利用计算机辅助软 件,将加工工艺和加工参数转换为数 控机床可识别的代码,实现自动化加 工的过程。
应用领域拓展
从传统的切削加工扩展到铣削、磨削、电火花加工等多种加工方式。
智能化发展
通过与人工智能技术结合,实现加工参数的自适应调整和优化。
04
数控自动编程与加工过程仿 真应用
航空航天领域应用
飞机零部件制造
数控自动编程和加工过程仿真在航空航天领域主要用于飞机零部件的制造,如机翼、机 身和发动机部件等。
特点
自动化程度高、加工精度高、加工效 率高、可实现复杂零件的加工。
数控自动编程的重要性
01
提高加工效率和精 度
数控自动编程能够大大提高加工 效率和加工精度,减少人为误差 和操作时间。
02
降低成本
数控自动编程能够降低人力成本 和材料成本,减少加工过程中的 浪费。
03
促进制造业转型升 级
数控自动编程是制造业转型升级 的重要手段,能够提升企业的核 心竞争力。
(完整word版)毕业设计——手机壳注塑模具设计
手机壳注塑模具设计【摘要】本文主要介绍:注塑模的全部过程,包括成型零部件、推出机构、流道等一些设计。
在写论文期间,经过了一段时间对资料进行收集。
充分的考虑了模具的各种结构,并和指导老师进行讨论,完成了对论文中要写的模具结构的选择。
论文当中许多部分是我结合俩年所学的各方面的理论知识完成的,包括机械制图、机械基础、塑料成型模具设计模具材料等。
【关键词】:注塑模具,模具设计,浇口,注射机目录引言 (1)一、塑料模具的发展史及发展趋势 (1)(一)模具工业的概况 (1)(二)设计的任务和它的要求 (2)二、塑件的分析 (2)(一)塑件的特性 (2)(二)选择塑件材料及介绍 (2)(三)塑件的形状及其尺寸 (3)三、分型面的选择及型腔的确定 (4)(一)分型面的选择原则 (4)(二)分型面的设计 (4)图2.1 分型面 (4)(三)型腔数目的决定及排布 (4)四、浇注系统的设计 (5)(一)注射模具浇注系统的组成及其设计原则 (5)(二)设计主流道 (5)(三)注射模具分流道的设计 (7)(四)浇口的设计 (7)图2.6 (8)(五)冷料穴和钩料脱模装置 (8)五、温度调节系统设计 (8)(一)塑料注射模具的温度调节系统的重要性 (8)(二)模具冷却系统的设计原则 (8)(三)模具的冷却系统设计 (8)六、模具成型零件和模体的设计 (9)(一)模具型腔的结构设计 (9)(二)注射模具型芯的结构设计 (9)(三)注射模具成型零件的尺寸确定 (9)(四)成型零件的强度、刚度计算 (10)七、顶出机构的设计 (12)(一)注射模具的顶出机构 (12)(二)设计原则 (12)(三)零件的复位 (12)(四)推杆推出机构 (12)八、排气槽设计 (13)(一)导柱导向机构的作用 (13)(二)导柱导套的选择 (13)十、注射机的参数校核 (14)(一)注射量的计算 (14)(二)初步选择的机器型号 (14)(三)XS-ZY-125型注射机的主要参数 (14)(四)塑件在分型面上的投影面积与锁模力校核 (15)(五)开模行程校核 (15)(六)模具安装尺寸校核 (15)总结 (16)参考文献 (18)致谢 (19)引言一、塑料模具的发展史及发展趋势(一)模具工业的概况在中国古代,勤劳聪明的中国先民们就已经熟练掌握了用模具制造陶制品和青铜制品的工艺。
SolidWorks模具设计案例
SolidWorks模具设计案例在实际工程中,SolidWorks广泛应用于模具设计。
下面将结合一个实际案例,详细介绍SolidWorks模具设计的过程和技巧。
案例:设计一个注塑模具,用于生产手机外壳。
第一步:分析需求首先,我们需要对需要生产的手机外壳进行分析,包括尺寸、形状、材料等。
这些信息将决定模具的设计参数。
在这个案例中,我们假设需要生产的手机外壳的尺寸为150mm×75mm×10mm,采用ABS材料。
第二步:绘制模具图纸根据需求分析的结果,我们可以开始进行模具的绘制。
首先,我们需要绘制手机外壳的三维模型。
利用SolidWorks提供的建模工具,我们可以依据手机外壳的形状、尺寸等信息,快速地完成三维模型的绘制。
接下来,我们需要根据手机外壳的三维模型,设计出注塑模具的组成部分,包括模具壳体、模腔、模腔插件、导向柱等。
根据实际情况,我们可能还需要设计出顶出杆、顶出板等辅助部件。
在绘制过程中,我们要特别注意设计的可行性和合理性,确保模具具备良好的结构稳定性和使用性能。
此外,还要根据模具设计的要求,考虑注塑成型过程中的冷却、排气、顶出等问题。
所有这些要求和考虑都应尽可能地纳入模具设计图纸中。
第三步:模具组装与分析完成模具的绘制后,我们需要进行模具的组装。
利用SolidWorks的装配工具,我们可以方便地将各个零件组装到一起,并进行连接与约束。
模具组装完成后,我们可以进行一些分析,如运动分析、碰撞检测等。
这些分析可以帮助我们检测模具设计的合理性,并及时发现与解决潜在的问题。
第四步:工程图纸的绘制完成模具的组装与分析后,我们需要根据实际需求绘制出详细的工程图纸。
这些图纸应包括模具的各个零部件的尺寸、加工工艺要求等。
在绘制这些图纸时,我们要注意符合相关的国家或行业标准,以确保模具的质量与安全。
第五步:制造与加工最后,根据绘制的工程图纸,我们可以将模具送往机械加工厂进行制造与加工。
在制造与加工过程中,我们需要与工厂保持密切配合,确保模具能够按照设计要求进行加工。
数控仿真模拟软件手机版怎么用

数控仿真模拟软件手机版如何使用随着移动互联网的快速发展,越来越多的软件都推出了手机版应用,方便用户随时随地进行操作。
数控仿真模拟软件的手机版也不例外。
在手机版数控仿真模拟软件中,用户可以进行各种电脑版软件的操作,实现数控加工的模拟。
下面就让我们来了解一下数控仿真模拟软件手机版的使用方法吧。
第一步:安装软件首先,用户需要在应用商店中搜索并下载数控仿真模拟软件的手机版应用。
安装完成后,可以在手机主屏幕中找到该应用的图标。
第二步:打开应用点击数控仿真模拟软件的手机版应用图标,进入应用后,用户可以看到界面上显示的各种功能模块和操作按钮。
第三步:选择加工对象在数控仿真模拟软件手机版中,用户可以选择不同的加工对象,例如零件、工件等。
用户可以通过点击相应的按钮选择需要进行仿真模拟的加工对象。
第四步:设置加工参数在选择了加工对象之后,用户可以设置加工的参数,包括加工速度、加工深度、加工轨迹等。
这些参数设置将直接影响到仿真模拟的结果。
第五步:启动仿真设置完成参数之后,用户可以点击“开始仿真”按钮,启动仿真过程。
在仿真过程中,用户可以观察加工过程的展示,包括刀具的轨迹、加工时的变化等。
第六步:查看结果仿真过程完成后,用户可以查看仿真结果。
用户可以检查加工过程中是否存在问题,优化加工参数,并进行多次仿真以获得最佳加工方案。
结语通过数控仿真模拟软件的手机版,用户可以随时随地进行数控加工的仿真模拟,提高加工效率,降低生产成本。
希望以上介绍能够帮助用户更好地使用数控仿真模拟软件手机版,发挥其在数控加工中的重要作用。
数控车床编程软件手机版操作版

数控车床编程软件手机版操作版一、简介数控车床编程软件手机版是一款方便使用的数控编程工具,通过手机版操作,用户可以快速、灵活地编写数控车床的程序,实现精准加工。
二、功能特点1. 手机端操作用户可以通过手机轻松操作数控车床编程软件,实现随时随地编写程序的便利。
2. 参数设置软件提供了丰富的参数设置功能,用户可以根据具体加工需求灵活调整各项参数,确保加工精度和效率。
3. 图形化编程用户可以通过直观的图形化界面编写程序,简化了编程的难度,提高了工作效率。
4. 代码编辑软件支持代码编辑功能,用户可以直接编辑代码,实现更精细化的编程操作。
三、操作步骤1. 登录首先,用户需要打开数控车床编程软件手机版,输入用户名和密码进行登录。
2. 创建新程序在主界面点击“新建程序”按钮,进入新程序编辑界面。
3. 参数设置根据加工要求,设置加工速度、加工深度等参数。
4. 编写程序通过图形化界面或者代码编辑方式编写加工程序。
5. 保存程序编写完成后,点击“保存”按钮,保存编写的程序。
6. 加工实现将手机连接至数控车床,将编写好的程序传输至数控车床,启动加工,实现精准的加工操作。
四、应用场景数控车床编程软件手机版操作版适用于各类数控加工场景,如模具制造、零件加工等,在生产现场、车间等地方是一款方便实用的工具。
五、总结数控车床编程软件手机版操作版的问世为数控编程带来了新的便利性和灵活性,通过手机版操作,用户可以更加便捷、高效地完成数控编程工作,提高生产效率和加工精度。
期待这一工具能在更广泛的制造领域中发挥重要作用,为产业发展带来新的活力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本文主要对手机上盖注塑模具进行数控加工编程分析,以及运用UG加工模块中的铣削加工对此零件数控编程。
其中简述了此加工模块的基本操作并主要运用了型腔铣、轮廓区域铣清根等铣削模式,并进行了刻字,最后生成数控程序NC代码。
目录
一、分析 (9)
二、加工环境初始化 (10)
三、创建4个父情节点 (10)
四、创建操作 (11)
五、后处理 (24)
六、思考题 (26)
七、设计总结 (26)
一分析
1.零件概述
PART_3为某手机上盖注塑模具的型腔,模型尺寸范围为185mm×104.383mm×45.63mm,毛坯尺寸范围为185mm×104.383mm×47mm。
2.数控加工工艺方案
序号加工部
位
方法加工形式
刀具
号
刀具类型
/mm
主轴转速
/r·min-1
进给速度
/mm·min-
1
1 整体粗加工型腔铣 1 ΦD10R3铣刀10000 3000
2 整体半精加工型腔铣 2 ΦD4R2球刀20000 1800
3 分型面精加工轮廓区域 2 ΦD4R2球刀23000 3200
4 型腔精加工轮廓区域 3 ΦD3R1.5球
刀
28000 2200
5 清根精加工清根参考刀具 4 ΦD1R0.5球
刀
30000 1500
3.刻字(姓名汉语拼音)
二加工环境初始化
三创建4个父亲节点
1.使用默认程序节点
2.创建刀具
A. ΦD10R3铣刀
B. ΦD4R2球刀
C. ΦD3R1.5球刀
D. ΦD1R0.5球刀
3.使用默认几何体并加以编辑
A编辑机床坐标系,点击,设置
使机床坐标系与工件坐标系重合
B编辑几何体,点击,进入下个页面,选择全选,指定部件,点击,进入下个页面,选择自动块。
确定毛坯
4使用默认加工方法,并加以编辑
A.编辑粗加工方法,部件余量设置为0.5
B.编辑半精加工方法,部件余量设置为0.3
C.编辑精加工方法,设置内外公差为
四创建操作
1.粗加工
a选择,设置,确定进入下个页面;
b确定切削区域,进入下个页面,选择全选
c.刀轨设置如下;
点击
设置策略,其他选择默认
点击,
设置进刀
设置传递/快速其他选择默认点击
设置,其他选择默认
D.生成刀轨,
刀轨如图
点击进行加工仿真,选择2D仿真,并播放
效果如图所示
2半精加工
A选择,设置
B设置切削区域,进入下个页面选择全选
C.刀轨设置
设置切削参数
其中策略,其他默认
设置
其中进刀
传递/快速,其他默认设置
其中
D.生成刀轨
E.2D仿真
3分模面的精加工
A选择,设置
B指定切削区域,
选择分模面
C驱动方法设置,点击
设置
D.刀轨设置
切削参数默认
设置非切削参数
设置
设置进给和速度,
设置
E.生成刀轨
F 2D仿真
4 型腔精加工
A.选择,设置参数
B指定切削区域,使用工具,使视角转变为
框选内部型腔
C 设置驱动方法,点击
设置
D.刀轨设置
切削参数默认
设置非切削移动,
修改进刀其他默认
设置进给和速度
设置
E.生成刀轨
F 2D仿真
5 清根
A 选择,设置
B 指定切削区域为全选
C 刀轨设置
切削参数默认
非切切削移动
设置
进给和速度
设置
D 生成刀轨
E 2D仿真
6 刻字
A使用,使视角转为
B插入文本
设置中的其中字符大小改为
鼠标选择文本位置
C创建操作选择,设置
D指定切削区域
E指定文本
F 设定文本深度
G 设置切削参数
其中,其他默认H非切削移动默认
I 设置进给和速度
其中
J 生成刀轨
五后处理
全选程序
生成程序清单
NC代码如图示
六思考题
1. 平面铣和型腔铣中各用什么参数定义切削深度?
答:关于切削层深度的定义两者不相同。
平面铣通过所指定的边界和底面的高度差来定义总的切削深度,并且有五种方式定义切削深度;而型腔铣通过毛胚几何体和零件几何体来定义切削深度,通过切削层选项可以定义最多十个不同的切削深度的切削区间。
2 简述工件几何与毛坯几何的作用与区别。
答:工件几何:是指包含零件信息和毛坯信息的过程零件。
工件如果需要模拟加工就必须指定工件几何。
毛坯几何:是定义要加工成零件的原材料。
七设计总结
在此次数控加工编程设计过程中,只是接触到加工模块的铣削加工编程,虽然只是UG软件的一小部分,但已经能体现UG的强大功能。
在设计这个手机上盖注塑模具数控加工程序中感受最深的就是分析设计加工工序的问题。
各个工序要加工的部位、顺序、余量等,都是考虑的重点,要通过对所加工零件的各个面的粗糙度来决定。
其次,设计中会出现加工方式的选择,不同的选择直接影响最终的实际生产速度,是结合实际考虑重要点。
当然,在这次课程中学到的不仅仅是这些,像是自己思考解决问题的能力,信息检索、筛选能力等等,都得到了有效的锻炼。