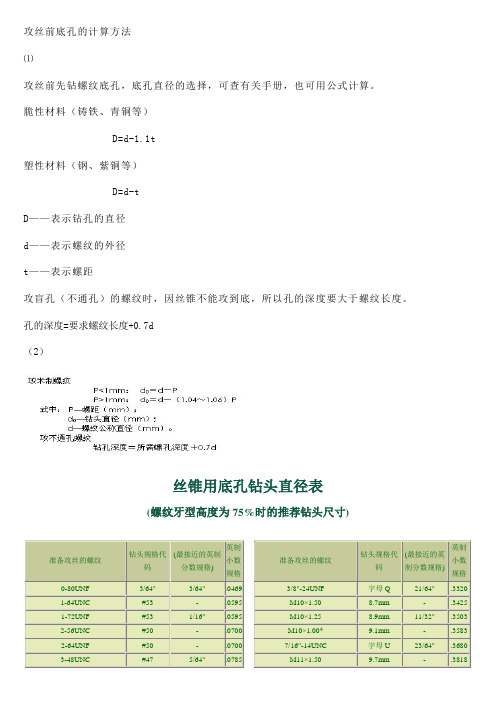
攻丝前钻底孔用钻头直径尺寸
攻丝底孔解读
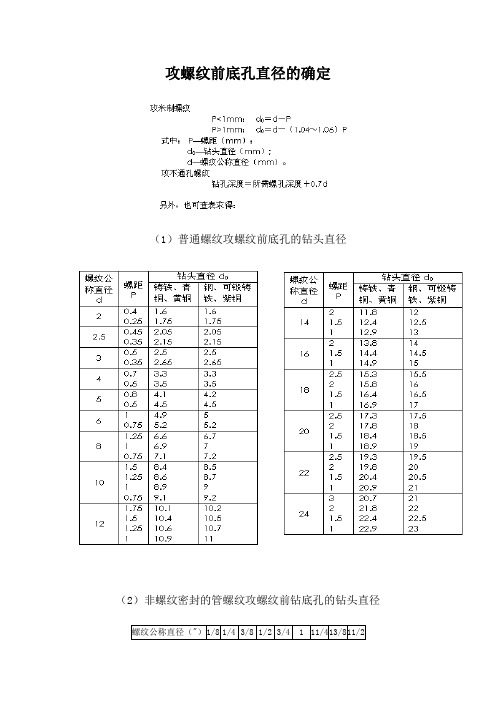
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径螺纹公称直径(")1/8 1/4 3/8 1/2 3/4 1 11/4 13/8 11/2每25.4mm内牙数28 19 19 14 14 11 11 11 11钻头直径(mm)8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径英制锥管螺纹英制锥螺纹公称直径(")每25.4mm 内牙数钻头直径(mm)公称直径(")每25.4mm内牙数钻头直径(mm)1/8 28 8.4 1/8 27 8.6 1/4 19 11.2 1/4 18 11.1 3/819 14.7 3/8 18 14.5 1/2 14 18.3 1/2 14 17.9 3/4 14 23.6 3/4 14 23.21 11 29.7 1 111/2 29.211/4 11 38.3 11/4 111/2 37.9 11/2 11 44.1 11/2 111/2 43.92 11 55.8 2 111/2 56丝锥用底孔钻头直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64" 3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16" .05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32" .0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64" .13608-40UNS #28 - .14053/16"-24UNS #26 - .147010-24UNC #25 5/32" .14953/16"-32UNS #22 - .157010-32UNF #21 5/32" .1590M5×0.90 4.2mm - .1653M5×0.80 4.3mm - .169312-24UNC #16 11/64" .177012-28UNF #14 3/16" .182012-32NEF #13 - .185014-20UNS #10 - .19351/4"-20UNC #7 13/64" .201014-24UNS #7 - .2010M6×1.00 5.2mm - .20471/4"-24UNS #4 - .20901/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32" 7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720M8×1.00 7.1mm - .27955/16"-32NEF 9/32" 9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680 M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .42121/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .42911/2"-20UNF 29/64" 29/64" .45311/2"-24UNS 29/64" 29/64" .4531M14×2.00 12.2mm - .48039/16"-12UNC 31/64" 31/64" .4844M14×1.50 12.7mm - .4999M14×1.25* 12.8mm - .50399/16"-18UNF 33/64" 33/64" .51565/8"-11UNC 17/32" 17/32" .5312M16×2.00 14.2mm 35/64" .55905/8"-18UNF 37/64" 37/64" .5781M16×1.50 14.7mm - .578711/16"-11UNS 19/32" 19/32" .5938M18×2.50 15.8mm 39/64" .522011/16"-16UNS 5/8" 5/8" .62503/4"-10UNC 21/32" 21/32" .6562M18×1.50* 16.8mm - .66143/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .76567/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8" .8750M24×2.00 22.3mm - .87791"-12UNF 59/64" 59/64" .92191"-14UNS 15/16" 15/16" .937511/8"-7 UNC 63/64" 63/64" .984411/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64" 111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11½ NPT 15/32" 15/32" 1.15621¼"-11 ½ NPT 1½" 1½" 1.50001½"-11 ½ NPT 147/64" 147/64" 1.73442"-11½ NPT 27/32" 27/32" 2.2188。
公制螺纹钻底孔用钻头直径尺寸表之欧阳家百创编

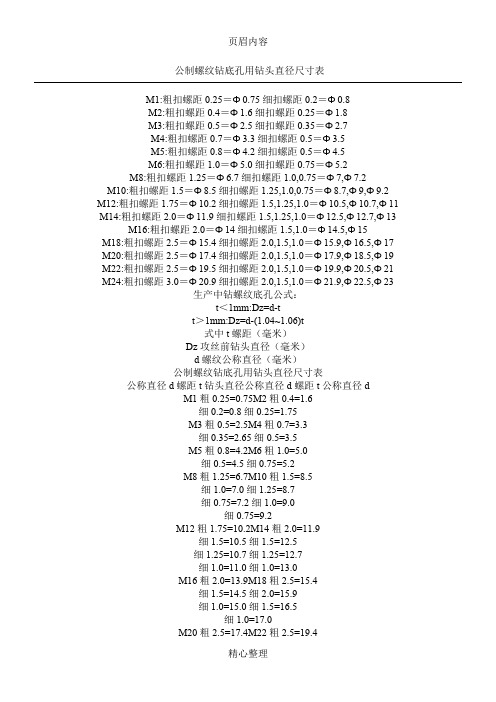
公制螺纹钻底孔用钻头直径尺寸表欧阳家百(2021.03.07)M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1.0=Φ5.0 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1.0 ,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1.0 ,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1.0=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2.0=Φ11.9 细扣螺距1.5,1.25,1.0=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2.0=Φ14 细扣螺距1.5,1.0=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2.0 ,1.5,1.0=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2.0 ,1.5,1.0=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2.0 ,1.5,1.0=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3.0=Φ20.9 细扣螺距2.0 ,1.5,1.0=Φ21.9,Φ22.5,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径dM1 粗 0.25 =0.75 M2 粗 0.4 =1.6细 0.2 =0.8 细 0.25 =1.75M3 粗 0.5 =2.5 M4 粗 0.7= 3.3细 0.35 =2.65 细 0.5 =3.5M5 粗 0.8 =4.2 M6 粗 1.0 =5.0细 0.5 =4.5 细 0.75 =5.2M8 粗 1.25 =6.7 M10 粗 1.5 =8.5细 1.0=7.0 细 1.25 =8.7细 0.75 =7.2 细 1.0=9.0细 0.75 =9.2M12 粗 1.75 =10.2 M14 粗 2.0=11.9细 1.5 =10.5 细 1.5 =12.5细 1.25 =10.7 细 1.25 =12.7细 1.0=11.0 细 1.0=13.0M16 粗 2.0=13.9 M18 粗 2.5 =15.4 细 1.5 =14.5 细 2.0=15.9细 1.0=15.0细 1.5 =16.5细 1.0=17.0M20 粗 2.5 =17.4 M22 粗 2.5 =19.4 细 2.0=17.9 细 2.0=19.9细 1.5 =18.5 细 1.5 =20.5细 1.0=19.0 细 1.0=21.0M24 粗 3.0=20.9 M27 粗 3.0=23.9 细 2.0=21.9 细 2.0=24.9细 1.5 =22.5 细 1.5 =25.5细 1.0=23.0 细 1.0=26.0M30 粗 3.5 =26.3 M33 粗 3.5 =29.3 细 3.0=26.9 细 3.0 =29.9细 2.0=27.9 细 2.0=30.9细 1.5 =28.5 细 1.5 =31.5细 1.0=29.0M36 粗 4.0=31.8 M39 粗 4.0=34.8 细 3.0=32.9 细 3.0=35.9细 2.0=33.9 细 2.0 =36.9细 1.5 =34.5 细 1.5 =37.5M42 粗 4.5 =37.3 M45 粗 4.5 =40.3 细 4.0=37.8 细 4.0=40.8细 3.0=38.9 细 3.0=41.9细 2.0=39.9 细 2.0=42.9细 1.5 =40.5 细 1.5 =43.5M48 粗 5.0=42.7 M52 粗 5.0=46.7 细 4.0=43.8 细 4.0=47.8细 3.0=44.9 细 3.0=48.9细 2.0=45.9 细 2.0=49.9细 1.5 =46.5 细 1.5 =50.5。
攻丝前钻孔用钻头直径
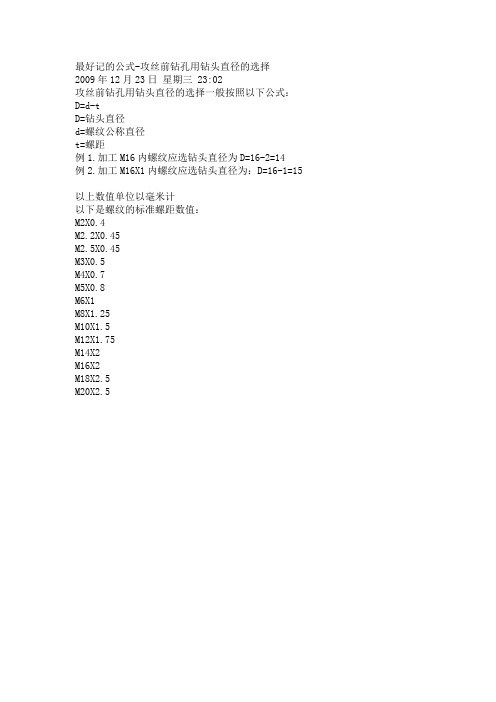
最好记的公式-攻丝前钻孔用钻头直径的选择2009年12月23日星期三 23:02攻丝前钻孔用钻头直径的选择一般按照以下公式:D=d-tD=钻头直径d=螺纹公称直径t=螺距例1.加工M16内螺纹应选钻头直径为D=16-2=14例2.加工M16X1内螺纹应选钻头直径为:D=16-1=15以上数值单位以毫米计以下是螺纹的标准螺距数值:M2X0.4M2.2X0.45M2.5X0.45M3X0.5M4X0.7M5X0.8M6X1M8X1.25M10X1.5M12X1.75M14X2M16X2M18X2.5M20X2.5攻公制螺纹时的公式t<1mm时:dz=d -tt>1mm时:dz= d - (1.04 ~1.06) t式中t : 螺距(毫米);dz:攻丝前钻头直径(毫米);d: 螺纹公称直径(毫米)。
公制螺纹钻底孔用钻头直径尺寸表公称直径螺距钻头直径1 粗0.25 0.75细0.2 0.82 粗0.4 1.6细0.25 1.753 粗0.5 2.5细0.35 2.654 粗0.7 3.3细0.5 3.55 粗0.8 4.2细0.5 4.56 粗 1 5细0.75 5.28 粗 1.25 6.7细0.75 7.2细 1 710 粗 1.5 8.5细 1.25 8.71 90.75 9.212 粗 1.75 10.2细 1.5 10.51.25 10.71 1114 粗 2 11.9细 1.5 12.51.25 12.71 1316 粗 2 13.9 (13.8 ;14也行)细 1.5 14.51 1518 粗 2.5 (螺距)15.4 (钻头直径)细 2 15.91.5 16.51 1720 粗 2.5 (螺距)17.4 (钻头直径)细 2 17.91.5 18.51 1922 粗 2.5 (螺距)19.4 (钻头直径)(19.3 ;19.5 都行)细 2 19.91.5 20.51 2124 粗 3 (螺距)20.9 (钻头直径)细 2 21.91.5 22.51 2327 粗 3 (螺距)23.9 (钻头直径)24 (也行)细 2 24.91.5 25.51 2630 粗 3.5 (螺距)26.3 (钻头直径);(26.4 也行)细 3 26.92 27.91.5 28.51 29。
攻螺纹前底孔直径确定
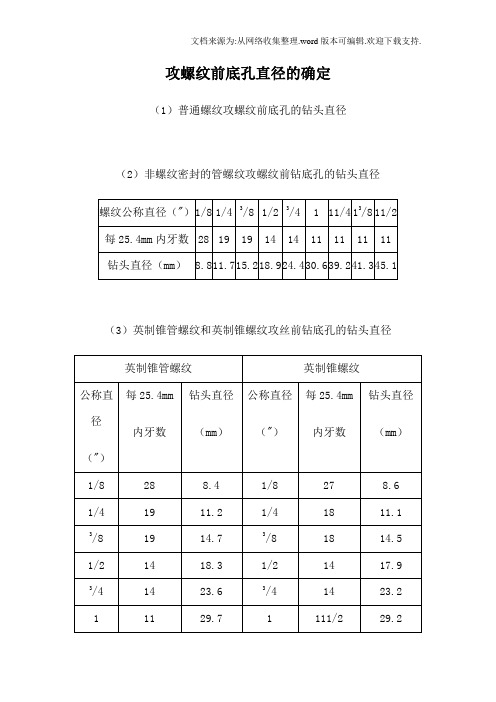
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径板料冲压件螺纹底孔冲压成形技术(2007-01-08 20:05:13 )摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。
本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。
主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。
薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。
为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。
1螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当t L≤1时,取:d Z=d-t L当t L>1时,取:d Z=d-(1.04~1.06)t L (2)式中t L-螺距,mmd z-螺纹底孔直径,mmd-螺纹直径,mm表1 螺纹底孔直径的合理值(mm)2冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲小孔与精冲孔当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。
公制螺纹钻底孔用钻头直径尺寸表
细2.0=21.9细2.0=24.9
细1.5=22.5细1.5=25.5
细1.0=23.0细1.0=26.0
M30粗3.5=26.3M33粗3.5=29.3
细3.0=26.9细3.0=29.9
细2.0=27.9细2.0=30.9
细1.5=28.5细1.5=31.5
细1.0=29.0
M36粗4.0=31.8M39粗4.0=34.8
Dz攻丝前钻头直径(毫米)
d螺纹公称直径(毫米)
螺纹底孔和计算方法
M18×1.50*
16.8mm
-
.6614
3/4"-16UNF
11/16"
11/16"
.6875
M20×2.50
17.8mm
11/16"
.7008
7/8"-9UNC
49/64"
49/64"
.7656
7/8"-14UNF
13/16"
13/16"
.8125
M22×1.50
20.9mm
-
.8228
63/64"
63/64"
.9844
11/8"-12 UNF
13/64"
13/64"
1.0469
11/4"-7 UNC
17/64"
17/64"
1.1094
11/4"-12 UNF
111/64"
111/64"
1.1719
13/8"-6 UNC
17/32"
17/32"
1.2188
13/8"-12 UNF
119/64"
(2)
丝锥用底孔钻头直径表
(螺纹牙型高度为75%时的推荐钻头尺寸)
准备攻丝的螺纹
钻头规格代码
(最接近的英制分数规格)
英制小数规格
0-80UNF
3/64"
3/64"
.0469
1-64UNC
#53
-
.0595
1-72UNF
#53
1/16"
谈管螺纹攻丝前钻孔_钻头_直径的确定
我国现颁布有五个管螺纹标准:GB/T12716—2002《60°密封管螺纹》、GB/T7306.1—2000《55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹》、GB/T7306.2—2000《55°密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹》、GB/T7307—2001《55°非密封管螺纹》、GB/T 1415—2008《米制密封螺纹》。
这五个管螺纹标准中都未规定内螺纹攻丝前的钻孔尺寸(这属于工艺范畴,当然不会规定),这给工艺人员带来一定不便,每每要考虑攻丝前的钻孔(钻头)直径问题。
对如何确定管螺纹攻丝前钻孔(钻头)直径,初涉者往往不知从何入手。
为此,山东华源莱动内燃机有限公司制定了《管螺纹攻丝前钻孔(钻头)直径》企业标准,该标准的制定极大地提高了工艺人员确定攻丝前钻孔(钻头)直径的效率。
笔者参入了该标准制定全过程,这里将归纳所得介绍如下,供探讨。
1确定攻丝前钻孔(钻头)直径的思路及注意事项(1)圆柱内螺纹根据相应管螺纹标准给出的有关尺寸,计算出内螺纹小径的最大、最小值,在最大、最小值范围内酌情选取钻孔(钻头)直径。
选定过程中需一并注意:———适当靠近最大值,以减少攻丝时的切削量;———尽量靠取GB/T1438.1—2008《锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸》中的标准直径规格。
(2)圆锥内螺纹除需注意上面提到的问题外,还应注意以下几点:1)计算圆锥内螺纹小径的最大、最小值时,应注意是指有效螺纹长度范围内最里端的小径;2)对一般用途的锥螺纹,底孔可用钻头一次钻出,此时底孔直径可粗一些(以减少攻丝时切削量),即宜在靠近小径最大值区域内选定钻孔(钻头)直径。
对要求较高的锥螺纹应尽量选用先钻再铰再攻丝工艺,此时钻孔(钻头)直径应细一些,即宜在靠近小径最小值区域内选定钻孔(钻头)直径(见图1);3)采用先钻再铰工艺时,铰孔锥度按1∶16,铰孔外口尺寸按基面处的内螺纹小径基本尺寸。
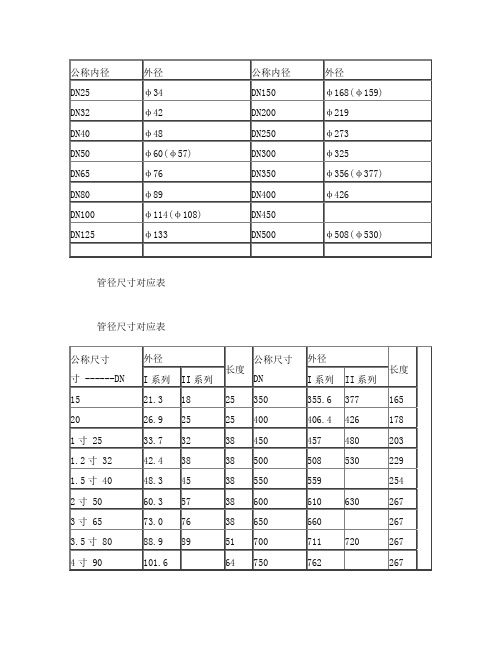
管径尺寸螺纹规格
2
15.9
细
4
40.8
1.5
16.5
3
41.9
1
17
2
42.9
20
粗
2.5
17.4
1.5
43.5
细
2
17.9
48
粗
5
42.7
1.5
18.5
细
4
43.8
1
19
3
44.9
22
粗
2.5
19.4
2
45.9
细
2
19.9
1.5
46.5
22
细
1.5
20.5
52
粗
5
46.7
1
21
细
4
47.8
3
48.9
2
49.9
1.5
7/8
14
28.1
2
11
57
64
800
813
820
267
125
141.3
133
76
850
864
267
150
168.3
159
89
900
914
920
267
200
219.1
219
102
950
965
305
250
273.0
273
127
1000
1016
1020
305
300
323.9
325
152
1050
1067
305
灰色为自己不确定的寸
设备型号与调压器对应表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
17
19
21
允差
+0.03
+0.36
和铰刀钻孔直径表
锥销孔直径
Ø6
Ø8
Ø10
铰刀直径
Ø6
Ø8
Ø10
钻孔直径
Ø6
Ø8
Ø10
11
13
15
17
19
21
粗装配
4.8
5.8
7
10
12
15
17
19
21
24
用于沉头螺钉
D
9
11
13
17
21
25
29
32
37
41
用于圆柱头内六角螺钉
D
8.5
10
12
15
18
22
25
28
32
35
H
公称尺寸
4
5
6
8
10
12
14
16
18
20
允差
+0.30
+0.36
+0.43
+0.52
H1
公称尺寸
5
6
7
9
11
13
粗
2
11.9
1.5
22.5
细
1.5
12.5
1
23
1.25
12.7
1
13
二、管螺纹钻底孔用钻头直径尺寸表
公称直径(寸)
每寸牙数
钻头直径(毫米)
公称直径(寸)
每寸牙数
钻头直径(毫米)
3/8
19
15.2
1 1/8
11
35.2
1/2
14
18.9
1 1/4
11
39.2
5/8
14
20.8
1 3/8
11
41.6
3/4
14
24.3
1 1/2
11
45.1
7/8
14
28.1
1 3/4
11
51
1
11
30.5
2
11
57
链接零件沉头座及通孔尺寸
螺钉或螺栓直径
d
M4
M5
M6
M8
M10
M12
M14
M16
M18
M20
钻孔直径
精装配
4.3
5.3
6.4
8.4
10.5
12.5
14.5
16.5
18.5
20.6
中等装配
4.5
5.5
6.6
9
粗
1.25
6.7
1
17
细
1
7
M20
粗
2.5
17.4
0.75
7.2
细
2
17.9
M10
粗
1.5
8.5
1.5
18.5
细
1.25
8.7
1
19
1
9
M22
粗
2.5
19.4
0.75
9.2
细
2
19.9
M12
粗
1.75
10.2
1.5
20.5
细
1.5
10.5
1
21
1.25
10.7
M24
粗
3
20.9
1
11
细
2
21.9
M14
攻丝前钻底孔用钻头直径尺寸
一、公制螺纹钻底孔用钻头直径尺寸表
螺纹公称直径d
螺距
t
钻头直径
d
螺纹公称直径d
螺距t
钻头直径d
M4
粗
0.7
3.3
M16
粗
2
13.9
细
0.5
3.5
细
1.5
14.5
M5
粗
0.8
4.2
1
15
细
0.5
4.5
M18
粗
2.5
15.4
M6
粗
1
5
细
2
15.9
细
0.75
5.2
1.5
16.5
M8