波峰炉标准
波峰焊接炉后检验基准

制作
同心脚元件两脚高度差≤ 0.5mm件身偏离垂直方向的角 度应在±15°之内;5、 金 属封装外壳的元件应垂直板 面且零件之间保持1.5mm间 距, 不允许有碰撞现象 同轴零件脚弯曲处应在件身 之上,件身的下部不允许有 强性弯曲,件身与垂直方向 的夹角应≤20°. 端子不可 浮高0.5MM. 引脚上附有的绝缘层应与板 面的间隙最少为0.5mm,不得 将绝缘层插入插孔内影响焊 同轴垂直插放零件离板间隙 ≤3mm; 同心脚的零件(如圆 形、扁型电容)其离板间隙 ≤3mm.功率元器件按工艺要 求
具有明亮的光泽和颜色,表 面光滑;润湿角度θ≤90 °,良好焊接的θ=20°左右 完全覆盖焊接区且无锡瘤为
标准焊点。
不上锡少锡
超过20%的焊盘不上锡且在脚 的周围360°范围没有完全被
锡覆盖不可接收; 双面板板面元件孔透锡高度
要大于75%
多锡
锡点的锡量过多,不见元件 脚和焊盘,锡点外边超过焊
盘柱面。
批准
未出脚
波峰焊接炉后检验基准
文件编号 版本 页次 生效日期
QI-DIP-04 A1 2/2
2010-8-17
卧插斜高H≤0.3mm不允许出 现跪脚、断脚等现象;元件脚
轮廓清晰至少出脚0.5MM;
引脚长度
剪脚处不允许有毛刺、尖角, 未剪断的脚头连搭在脚上; 元件脚长为1.5mm±0.5mm.
标准焊点
不良项目
波峰焊接炉后检验基准
图例说明
文件编号 版本 页次 生效日期
QI-DIP-04 A1 1/2
2010-8-17
判断标准
元件损伤
本体不可有损伤裂痕内部金 属暴露;元件引脚允许有轻 微变形、压痕;损伤不能超 过引脚直径的宽度或厚度的
123402J0601512019 A0波峰焊锡炉微量元素含量管控规范
技术文件文件修订页1 目的为保证焊接质量对锡槽焊锡微量元素含量管控,保证生产焊接效果,减少焊接异常导致的效率成本。
2 适用范围适用于公司所有波峰焊工序锡槽中的焊锡成分微量元素含量。
3 术语和定义3.1焊锡成分微量元素含量:波峰焊锡槽中焊锡化验出的成分表中的微量元素含量。
3.2其他术语引用《管理手册》中的术语和定义。
4 职责和权限4.1工艺组负责提供焊锡成分中的微量元素含量管控标准,及影响焊接效果的金属含量超标后的解决办法。
4.2品质部IQC对焊锡成分中的微量元素含量进行确认,对含量超出管控标准的锡槽进行通报,并通知服务组进行改善。
4.3工程部服务组每季度抽样化验并记录,根据结果进行微量元素含量管控,不得超出管控范围。
超出管控范围的就立即根据工艺组提供的解决办法进行改善。
抽样结果交由采购部送相关检测单位进行化验检测。
4.4 品质部IPQC根据波峰焊焊接效果不良PPM进行管控。
并确认每季度成分化验结果,跟进服务组改善。
4.5 采购部(审价部)每季度按服务组提供的样品找相关供应商进行检测化验。
并将检测化验结果以邮件方式发给品质部、服务组、工程部、工艺组相关负责人。
5 微量元素管控标准和铜含量超标解决办法:5.1有铅锡槽焊锡微量元素含量对焊接的影响和管控标准5.1.1铝—Al:对焊锡影响很大,即使在0.001%的含量下会降低焊锡的黏着力,焊点表面下不平整,且易产生热龟裂。
解决方式尽量不要使用铝质夹具。
允许含量0.005%以下。
5.1.2铜--Cu:熔点极高、呈六角尖型,会造成焊点表面砂砾及粘滞,超出0.15%时可加纯锡进行稀释处理。
超出0.25%会对焊接造成影响,可以物理降铜方式进行降铜处理。
超出0.3%含量时必需更换锡槽中的锡才能解决铜含量对焊接效果的影响。
5.1.3锌--Zn:当锌含量超过0.005%时,会造成焊锡结合性变差,固化后焊锡点易断裂,因此少量锌会造成很大问题。
允许含量0.003%以下。
5.1.4镍--Ni:会造成焊锡浸润不良,若是在零件脚上过度生成,易造成零件抗焊。
波峰焊炉温曲线测试规
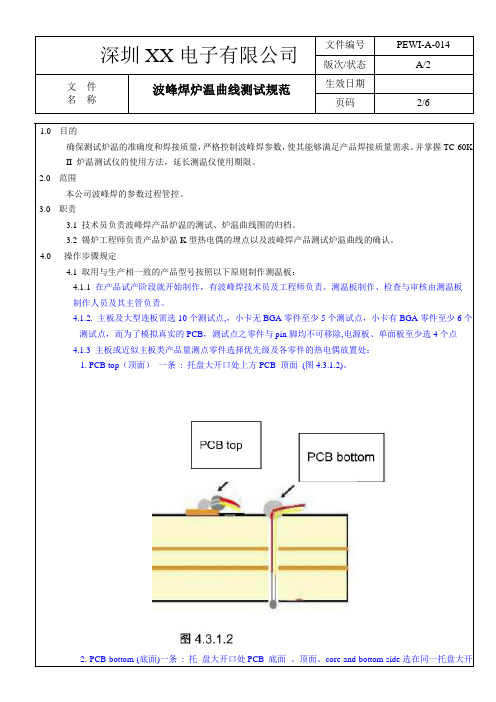
文件名称波峰焊炉温曲线测试规范生效日期页码3/6口处,并以少量红胶固定于PCB上(图4.3.1.2)。
测温端点皆不可以被定位红胶黏着覆盖。
(图4.3.1.2)。
3. 电解电容通孔一条: 选择电容负脚,测温点放置在负极通孔内部,且不可露出板面,如无则选择,则选择通孔零件的地脚。
4. Dwell time(触锡时间):靠近PC板中央托盘大开孔处钻孔(孔径约1.0mm),测温点需突出底面板面约1~1.5mm。
5. 选择最靠近托开孔的2颗BGA各一条, 量测点放置在距离托开孔较近处,需选择信号焊盘埋设。
6. DIMM区域一条: 于托架大开孔区(建议优先选取DIMM的位置)顶面选一连接大铜箔的贴片焊盘,可将零件移除用高温锡丝将测温端点焊于焊盘上。
(图4.3.1.2.7)7. 电解电容电解电容本体表面一条,测温端点以高温锡丝焊接于电解电容上方表面并以少量红胶(<0.4MM见方)进行固定,若板上无电解电容时则可不测。
(图4.3.1.2.8).8. 选择托开孔上方或最靠近托开孔的顶面SMT 区域,如QFP或SOP零件,需选择其一,使用高温锡丝将测温端点焊接于一支信号焊盘与零件脚中间,参考图4.2.1.2.2。
文件名称波峰焊炉温曲线测试规范生效日期页码5/64.5 用鼠标点击桌面“O-DA TAPRO”,输入效验码6个8,分别输入产品信息。
(客户、产品型号,线别、温区数量及温度、链条速度等等)4.6 将数据下载线与TC-60K II连接,点击“下载”等待下载完后关闭电源开关,提取产品温度曲线,并打印存档。
(保存在电脑指定位置,便于追溯)4.7 根据5.0项的要求分析产品温度曲线是否在标准范围内,如果产品参数测试不合格,依据标准参数重新设置波峰焊产品参数,待温度稳定后按4.10-4.12步骤重新设置测试,直到产品参数测试合格后方可以过炉生产。
4.8 产品在波峰焊接中如果出现有空焊、连锡不良时,应重新制定产品曲线参数。
波峰焊炉温曲线测试操作规程.
Q/HX
X/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程
2014年12月01日发布2014年12月05日实施
图一
6.2打开软件界面如图二。
图二
文 件 编 号
设计 杨柳 校对 杨柳 版本号
1.0
审核 全球偏好:设置测量单位,最高产品起始温度,炉子名,密码 编辑制程界限:为锡膏和曲线参数创建或者编辑制程工艺文件。
硬件状态:显示炉子控制器
开始测试温度曲线:按照按部就班的步骤测试产品曲线。
浏览温度曲线:管理和查看所有用KIC2000软件做的曲线。
退出:退出软件
图三编辑制程曲线(图四)
图四
、图五
参数设置完毕后,点击
热电偶的前后顺序不重要。
插装完毕后,点击
点击
图六
图七图八
图九图十
图十一图十二
图十三图十四
图十六
文件编号设计杨柳
校对
版本号 1.0 审核
图十七
图十八
文件编号设计杨柳
校对
版本号 1.0 审核
图十九
注意事项:
7.1测温结束后,应将正确的PROFLIE曲线图,打印放置在相对应的产线上。
7.2 PROFILE 量测完成后,由量测人签名并由带班技术人员签名确认后方为有效。
依据参数标准得出的理想炉温曲线如下图:
文件编号设计杨柳
校对
版本号 1.0 审核。
波峰焊炉温曲线设定规范

工程管理波峰焊炉温曲线设定规范PAGE4 OF5 REV A6.5.4.1使用有铅系列焊锡(Sn63/Pb37)炉温Profile 的如下:Solder peak temperature : 220- 245℃Preheat completed temperature: 80-120℃ Preheat Time (Temperature from80℃ to 120℃): 50-100 sec Soak Time (Temperature above 183℃): 2-9 sec6.5.5 炉温稳定性曲线测试:对各线波峰焊用标准测试样板及标准Profile 测量波峰焊炉的炉温, 测出的Profile 与 标准Profile (如附件二所示)进行比较, Solder peak temperature deviation < 5℃ Preheat completed temperature deviation < 5℃Solder Time (Temperature abov e 183℃) deviation < 2 sec如果偏差值在以上范围内﹐证明此炉稳定, 可量产用﹔若不符合标准, 及时通知设备工程师确认6.5.6 若对波峰焊炉有重大的维修, 维修后则重复6.5.5 6.6标准测试样板炉温曲线Profile 量测规定:6.6.1 每周一次用标准测试样板对各波峰焊炉以标准炉温参数测量.6.6.2 测定完成后将炉温曲线打印出来, 经由主管确认符合规格后置于对应的波峰焊炉上即可正常生产6.6.3所有的炉温曲线图应保存在规定的文件夹和计算机指定的地方存盘以利备查, 炉温曲线 6.7备注:Preheat Solder soakSolder peak TempPreheat completed Temp。
有铅波峰的无铅改造

有铅波峰的无铅改造现有工艺进行无铅工艺的技改做调研报告为能满足ROHS订单生产需要,而对现有工艺进行无铅工艺的技改做调研如下:1. 方案一:对现有的有铅波峰炉进行改造现有一套波峰炉,由前部分高波峰焊接炉及后部分双波峰精焊炉组成。
而现一般服务商承接的改造只对后部分的双波峰精焊炉进行改造,对前部分不改。
改造的主要项目:①加长预热区:预热区长度由原来的1.2m改成1.5m,增加飞利蒲射灯②更换锡炉:炉胆的材料目前主要有两种a标号316 不锈钢价钱便宜些,但耐腐蚀性不太好,使用寿命1-2年)b钛合金(价钱高些,耐腐蚀性强,使用寿命长)同时工艺操作上插件的元器件需采取短脚作业(对插件元件进行预加工剪短)以达到三个目的:①由两次过炉改为一次减少了元器件的热冲击,防止元器件损坏②减少了前部分高波峰喷流,从而焊料氧化问题从而减少,降低成本③减少多余元器脚,减少焊料的损耗但若采取此方案则高波峰焊炉就会造成闲置,显然不太合理,当然对高波峰也可改造为双波峰焊接炉。
但要改造的部分较多,经济上不划算。
2、方案二不改变现有波峰炉,而增加新设备(可以二手)的,相关费用见表格,需注意的的问题是,二手设备也是在原有铅波峰炉上进行更改的,对整体了解不清楚,可靠性是否满足要求,价格是否划算经济,需认真进行考查、挑选、评估再确定。
3、方案三针对目前公司ROHS订单数量还不多的情况,使用手工浸炉,经调查目前主要有两种规格:1)、平面手浸锡炉锡面不流动,焊接效果要差点2)、喷流手浸锡炉(在炉内增加一个喷流口,焊接效果要好点,但相对焊锡接触面增大,焊锡氧化快一些)。
3)、另外,两种锡炉炉胆的材料与上述一样有不锈钢及钛合金两种,建议使用钛合金。
4、方案四针对现在本厂的ROHS订单时间的紧迫性,可否寻找外协厂生产近几个订单,一方面满足客户的要求,另一方面可以增加公司ROHS运作的时间,更主要的是可以通过利用去外协厂的观察,学习同行好的做法,有利于本厂RO HS的顺利迅速开展。
波峰焊炉温曲线测试操作规程

Q/HXX/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施波峰焊炉温曲线测试操作规程共12页第1页1.目的:1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
2.适用范围:2.1公司所有经波峰焊接产品之炉温曲线测量。
3.作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,每日周一和周五每条线各测试一次,因炉温测试仪器需与SMT车间共用,需与SMT车间错开测试时间。
4.测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。
4.1选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB触锡反面的温度。
4.1.2引脚密集、焊盘孔小的DIP器件。
4.1.3引脚焊盘孔大的DIP器件。
4.2埋线给测温线分别编号,如1,2,3……。
1号测温线为探温热电偶,无需固定。
将测温线插入焊盘孔,打上适量红胶,用热风枪加热,直至红胶凝固。
对于4.1.1的测试点,将测温线搭在焊盘上,打上红胶,用热风枪加热固定。
测温板具体使用详见6.5。
5 曲线参数标准设定基于KIC2000测试仪,有铅制程。
5.1曲线参数标准设定(SAC-3JS温区)5.1.1锡膏型号:Define Your Own Spec。
熔点:183℃波峰炉:SAC-3JS(2温区)5.1.2预热段温度110—145℃预热时间:30—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.2曲线参数标准设定(MWSI温区)5.2.1锡膏型号:Define Your Own Spec。
熔点:183℃波峰炉:MWSI温区(3温区)5.2.2预热段温110—145℃预热时间:40—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.3曲线参数标准设定(MPS-400B温区)5.3.1锡膏型号:Define Your Own Spec。
波峰焊炉温曲线的参数有没有国标
波峰焊炉温曲线的参数有没有国标在我看来,波峰焊炉温曲线的参数是否有国标这一话题非常有趣。
让我来深入探讨一下这个问题。
1. 波峰焊炉温曲线的基本概念让我们来回顾一下波峰焊炉温曲线的基本概念。
波峰焊炉是一种常用于电子元件焊接的设备,通过将焊接部件浸入熔融的焊料中,实现焊接的过程。
而波峰焊炉温曲线则是指在波峰焊炉工作过程中,焊接温度随时间的变化曲线。
这些温度参数直接影响着焊接质量和稳定性,因此对波峰焊炉温曲线的参数进行规范是非常重要的。
2. 波峰焊炉温曲线参数的重要性接下来,让我们来探讨一下波峰焊炉温曲线参数的重要性。
在波峰焊炉的工作过程中,需要精确控制焊接温度、预热温度、波峰高度等参数,以确保焊接质量和稳定性。
如果这些参数没有国家标准或规范,可能会导致不同厂家生产的波峰焊炉的温曲线参数差异较大,从而影响焊接质量和设备的通用性。
3. 波峰焊炉温曲线参数是否有国标让我们来分析一下波峰焊炉温曲线参数是否有国标。
目前,国内对波峰焊炉温曲线参数的标准化工作正在不断推进。
在《波峰焊炉温曲线参数国家标准化》等相关文件中,国家对波峰焊炉温曲线参数进行了规范和标准化,以确保设备的质量和性能达到国家标准。
波峰焊炉温曲线参数已经有了相应的国家标准,对设备的制造和使用起到了重要的指导作用。
4. 个人观点和理解从个人角度来看,我认为波峰焊炉温曲线参数是否有国标是一个非常值得关注的问题。
标准化的温曲线参数不仅有利于生产厂家按照统一标准进行设备生产,也有利于用户在使用过程中更加方便和可靠地控制焊接质量。
我非常支持波峰焊炉温曲线参数的国家标准化工作,并希望相关标准能够得到更好地贯彻和执行。
总结和回顾:通过对波峰焊炉温曲线参数有无国标这一问题的深入探讨,我们可以得出结论:目前国家已经对波峰焊炉温曲线参数进行了规范和标准化,这对设备的制造和使用具有重要的指导作用。
在未来的发展中,希望相关标准能够更好地得到贯彻和执行,以推动行业的健康发展。
无铅波峰焊锡炉 检测标准-概述说明以及解释

无铅波峰焊锡炉检测标准-概述说明以及解释1.引言1.1 概述概述部分的内容:无铅波峰焊锡炉是一种用于电子器件焊接的设备,与传统的含铅焊接方式相比,无铅焊接具有无毒环保、电子器件寿命长等优点,因此得到了广泛的应用。
为了确保无铅波峰焊锡炉的工作效果和焊接质量,需要对其进行检测,并按照相应的标准进行评估。
本文旨在针对无铅波峰焊锡炉的检测标准进行探讨和总结,以便于相关领域的研究人员和从业人员能够更好地了解和应用这些标准。
文章结构包括引言、正文和结论三个部分。
引言部分将概述本文的背景和意义,介绍文章的结构和目的。
正文部分将重点讨论无铅波峰焊锡炉的重要性和使用范围,以及无铅波峰焊锡炉检测标准的必要性和制定方法。
结论部分将对本文的内容进行总结,并提出一些展望和建议。
通过本文的撰写和研究,我们希望能够提高无铅波峰焊锡炉的工作效率和焊接质量,进一步推动无铅焊接技术的发展和应用。
同时,也希望相关领域的研究人员和从业人员能够在实践中遵循相应的检测标准,保证焊接质量和产品的可靠性。
让我们一起深入探讨无铅波峰焊锡炉的检测标准,为电子器件焊接领域的发展做出更大的贡献。
1.2 文章结构文章结构部分的内容如下:本文将按照以下结构来进行叙述。
第一部分是引言,旨在对无铅波峰焊锡炉的检测标准进行介绍和概述。
首先,会对无铅波峰焊锡炉的背景和重要性进行简要说明,以引起读者的兴趣。
接着,将详细介绍本文的结构和各个部分的内容,以使读者对整篇文章的脉络有一个清晰的了解。
最后,明确本文的目的,即为制定无铅波峰焊锡炉的检测标准提供参考。
第二部分是正文,将围绕无铅波峰焊锡炉展开。
首先,会阐述无铅波峰焊锡炉的重要性,探讨其在电子制造业中的作用和优势。
随后,会介绍无铅波峰焊锡炉的使用范围,包括其在不同领域和行业中的应用情况,并列举一些典型的案例进行分析。
第三部分是结论,对无铅波峰焊锡炉的检测标准的必要性和制定方法进行总结。
首先,会阐述为何需要制定无铅波峰焊锡炉的检测标准,讨论其对产品质量和安全性的重要意义。
波峰焊炉温曲线的参数设置

波峰焊炉温曲线的参数设置
波峰焊炉温曲线的参数设置包括以下几个方面:
1. 预热温度:预热温度是指焊接前工件的温度,一般设置在100-150℃左右,可以根据工件材料和焊接要求进行调整。
2. 焊接温度:焊接温度是指焊接时波峰焊炉的温度,一般设置在230-260℃左右,也可以根据工件材料和焊接要求进行调整。
3. 焊接时间:焊接时间是指焊接过程中波峰炉的加热时间,一般设置在1-3秒钟左右,也可以根据工件材料和焊接要求进行调整。
4. 冷却时间:冷却时间是指焊接后波峰焊炉的冷却时间,一般设置在1-3秒钟左右,也可以根据工件材料和焊接要求进行调整。
5. 焊接速度:焊接速度是指焊接过程中工件在波峰焊炉中的运动速度,一般设置在1-5毫米/秒左右,也可以根据工件材料和焊接要求进行调整。
6. 焊接压力:焊接压力是指焊接过程中工件在波峰焊炉中的压力,一般设置在0.5-1kg/cm²左右,也可以根据工件材料和焊接要求进行调整。
以上参数设置需要根据实际情况进行调整,以达到最佳的焊接效果。
波峰焊参数设定标准有哪些? 浅谈波峰焊参数设定标准
波峰焊参数设定标准有哪些?浅谈波峰焊参数设定标准波峰峰参数设定受不同品牌不同产品而略有不同,鉴于此,本文主要介绍关于波峰焊参数设定标准,与君共勉。
波峰焊参数设定每种产品的焊接要求都不是一样的,所以不能以点盖面.有铅和无铅也有差别.生产环境也有影响.速度角度温度但是这几个参数不是一成不变的,都是相辅相成的,缺一不可的.要想把产品焊接好,必须要熟练的掌握运用各工艺参数.还要了解你的产品的性质,焊接要求.波峰焊参数基本设定标准1、波峰焊预热时间波峰焊预热时间是指印制电路板涂覆助焊剂后进入预热区到与焊料波接触前的时间。
通常,大型的波峰焊机预热时间较长,有利于焊接;小型的波峰焊机预热时间较短,在印制电路板面温度方面不能很好保证。
般情况下,要求预热时间长些,以利于印制电路板面温度均匀,为下步的充分润湿做准备。
通常预热时间为1~3min。
2.焊剂涂覆量要求在印制板底面有薄薄的一层焊剂,要均匀,不能太厚,对于免清洗工艺特别要注意不能过量。
焊剂涂覆量要根据波峰焊机的焊剂涂覆系统,以及采用的焊剂类型进行设置。
焊剂涂覆方法主要有涂刷与发泡和定量喷射两种方式。
采用涂刷与发泡方式时,必须控制焊剂的比重。
焊剂的比重一般控制在0.82-0.84之间(液态松香焊剂原液的比重)。
焊接过程中随着时间的延长,焊剂中的溶剂会逐渐挥发,使焊剂的比重增大;其粘度随之增大,流动性也随之变差,影响焊剂润湿金属表面,妨碍熔融的焊料在金属表面上的润湿,引起焊接缺陷。
因此,采用传统涂刷及发泡方式时应定时测量焊剂的比重,如发现比重增大,应及时用稀释剂调整到正常范围内;但是,稀释剂不能加入过多,比重偏低会使焊剂的作用下降,对焊接质量也会造成不良影响。
另外,还要注意不断补充焊剂槽中的焊剂量,不能低于最低极限位置。
采用定量喷射方式时,焊剂是密闭在容器内的,不会挥发、不会吸收空气中水分、不会被污染,因此焊剂成分能保持不变。
关键要求喷头能够控制喷雾量,应经常清理喷头,喷射。
波峰焊锡炉操作规范

工程部波峰焊操作规范制訂日期(Prepared Date):2022年3月28日版本(Rev): 1 頁碼(Page): 2/65.10 调整治具下平面距离锡槽本体的高度,标准为: 1- 2MM,此距离越大,锡渣会越多.5.11调整锡波高度: 单板吃锡高度为板厚的1/2以上,锡波高度需大于4MM;配治具过炉的机板吃锡高度为治具厚度的1/3以上,锡波高度需大于6MM.5.12检测平流波平整度和吃锡宽度(此项已列入锡炉点检表)A:打开锡波,将高温玻璃通过运输停留在喷口上,与锡波接触.B:锡波平整度检测:锡波接触线与高温玻璃竖轴刻度线平行为OK (下图一),否则为NG(下图二).C: 吃锡时间标准为: 3- 6秒D: 锡波高度所能达到的接触面积/宽度与吃锡锡时间和运输速度的关系对比如下:工程部波峰焊操作规范制訂日期(Prepared Date):2022年3月28日版本(Rev): 1 頁碼(Page): 3/65.13 锡波喷口选择:单波:平流波双波:扰流波加平流波(一般情况下使用双波)5.14 打开洗爪装置:清洗剂需使用不易燃的厂内承认耗材.5.15 打开冷却.6.利用助焊剂穿透性实验做喷雾机功能验证和机板助焊剂涂布量的验证.6.1流量与单位面积喷涂量关系对比:7.生产操作步骤7.1 设定锡温:(如客户有明确要求,则以客户要求为标准)7.1.1 SAC 305 焊锡的温度设定为265±10℃7.1.2 SAC 0307 焊锡的温度设定为:270±10℃.7.1.3 经试产验证,已填写参数管制表的,按参数管制表作业.7.2 设定预热温度:7.2.1 各预热段的预设值(试产时)是 : 预热一 120℃预热二 140℃预热三 160℃7.2.2 经试产验证,已填写参数管制表的,按参数管制表作业.7.3 设定运输速度:标准范围为: 0.6--1.6(M/Min)7.4 炉温测试:7.4.1制作测温板:A : 选点: 在实板上选取不少于4个测试点做感温探头的固定(BGA/IC,板底,PTH/GND,板面).B: 测试BGA内部温度时,需用1.0MM鉆头打孔(图一),注意鉆头接触锡球即可,不可伤及PCB.C: 板底测温点优先选择大铜箔等传热快之部位.(图三)D: 制作PTH孔测温点时,需要将探头插入贯穿孔1/4位置处,再用红胶固定顶部焊盘.(图四)E: 板面测试点优先选择焊盘较大的SMD元件工程部波峰焊操作规范制訂日期(Prepared Date):2022年3月28日版本(Rev): 1 頁碼(Page): 4/6 F: 测温板出现掉漆,变形时,或超过80次不可再用.7.4.2 炉温测试:A: 将测温仪进行时间同步B: 插入感温线插头,启动录入开关.C: 测温盒与测温板同步进入轨道录入资料.D: 资料读取: 打开计算机软件,将炉温曲线读出,并打印.E:测试频率: 在试产,换线及停机超过四小时以上需进行测试.正常生产每24小时测试一次;(如换工单,结单数量小于200pcs的情况下,可不用测量).7.5炉温判定标准:说明:A: 升温斜率: 设板底喷涂助焊剂降温后开始升温的时间为T0,温度为D0. 板底过锡波之前的预热时间为T1,温度为D1.升温斜率为K1.则: K1 = ( D1- D0 ) / ( T1 - T0 ) < 1.8 ℃/SB: profile图所测之预热后急剧升温与急剧降温的时间差为吃锡时间,与用高温玻璃检测之吃锡时间不一致时,以高温玻璃检测为准.C: 判定标准参考<<锡炉标准温度曲线图>>.D: 利用炉温图做性能衰减测试时,合成石板上取五个点(四个角及中间),要求最高温度相差在10℃以内.性能衰减测试只针对预热段,每月测量一次,确认OK后在月保养项目上打"ˇ".7.6 参数标准化:7.6.1 经试产验证后,需要填写<<波峰焊制程机种参数管制表>>,以作为下批次生产的参数依据.7.6.2 参数管制表需配合质量优化而做调整,每次调整后需做纪录,并由工程部确认生效.7.6.3 客户对参数有特别要求的,需要按客户要求作业.7.7 锡炉点检: 针对会变化的项目做点检,并填写<<波峰焊锡炉点检表>>.7.7.1 助焊剂检查:A: 助焊剂容量是否低于管控下限(液位离桶底5CM):每四小时一次.B: 测量比重:每班一次,标准为:0.795 ±0.015.C: 流量检查: 每四小时一次.7.7.2锡炉温度: 每四小时用探棒测量一次,允许跟设定值/显示值有5℃的差异.工程部波峰焊操作规范制訂日期(Prepared Date):2022年3月28日版本(Rev): 1 頁碼(Page): 6/6锡炉标准温度曲线图。
波峰焊炉温曲线的参数设置和操作流程
波峰焊炉温曲线的参数设置和操作流程The parameter settings and operation process of the peak welding furnace temperature curve.The parameter settings and operation process of the peak welding furnace temperature curve play a crucial role in achieving excellent weld quality and ensuring the overall success of the welding process. In this article, we will discuss these aspects in detail, addressing various factors that need to be considered for effective parameter setting and operation.To begin with, it is important to understand that the peak welding furnace temperature curve refers to the time-temperature profile that a workpiece undergoes during the welding process. This profile is typically represented graphically, showing how the temperature changes over time. The accuracy and control of this temperature curve directly impact the final quality of the weld.当涉及到波峰焊炉温曲线的参数设置和操作流程时,我们需要考虑以下因素。
无铅波峰炉的操作及保养规范

1次/半年
5.2操作注意事项
5.2.1如上述标准与其它文件有冲突,请以作业指导书为标准依据。
5.2.2转机种时要测试波峰焊温度曲线,如果长期生产的机种至少要保证每天测一次。
5.3无铅波峰焊机的操作
5.3.1开机前检查
a、检查锡炉面及锡渣状况。
1.各传动部件的检查、调整和润滑
检查传动杆,齿轮、轴承,更换受损部件,并加高温黄油。
1次/半年
2.进出板机构检查调整,接驳台运行情况及皮带松紧度
接驳台链条加黄油,支架螺丝有无松动。皮带有无靠支架运行,正常破损。
1次/半年
3.变频器、调速器:检查是否正常
检测变频器,调速器启动后是否可调
1次/半年
4.电控箱动力主线路检查和动作运行情况
2、助焊剂质量差
除去铜箔及元件端氧化物
3、铜箔表面氧化
线路板预热干燥
4、元件端表面氧化
调整传输速度
5、传递速度过快
6、线路板受潮
炉前烘烤或放气处理
部分线部不沾锡
1、铜箔表面一部分脏污氧化
清洗铜箔,更换线路板
2、线路板翘曲
线路板翘曲
1、锡温、预热、温度过高
降低温度
2、传关带速度过慢
加快传输速度,更换线路板
处理方法
锡焊不好
1、铜箔表面,元件端氧化及脏污
更换PCB板、清除氧化物
2、助焊剂助焊性不好
更换助焊剂
3、助焊剂变质
出锡尖
1、铜箔表面氧化及脏污
清洗铜箔,充分预热
2、预热温度不够
调整锡温度
3、助焊剂用量过少
4、焊锡温度低
波峰焊炉温曲线测试作业标准

备注:执行日期为批准日期延后一个工作日开始。
1. 目的为加强波峰焊工艺参数管控,提升产品质量及产品可靠性,特制定本作业标准。
2. 适用范围适用于公司生产车间所有有铅/无铅波峰焊炉温测试。
3. 用语定义无4. 组织和职能锡炉工程师4.1.1有责任和权限制定《波峰焊炉温曲线测试作业标准》。
4.1.2有责任和权限指导工艺员制作波峰焊温度曲线图。
4.1.3有责任和权限定义热电偶在PCB上的测试点,特别是一些关键的元件定位。
4.1.4有责任和权限基于客户要求和公司内部标准来定义温度曲线的测试频率。
4.1.5有责任和权限对炉温曲线图进行审批。
工艺员4.2.1有责任和权限在工程师的指导下制作温度曲线并交其审批。
4.2.2有责任和权限定期监控炉温曲线设置状况以保证生产过程中质量的稳定。
5. 工序图示无6. 作业前准备事项原辅材料:生产的PCB实物板、K型热电偶、高温胶纸设备、工具、测量仪器:测温板、炉温测试仪、电脑、测试软件。
环境安全考虑事项:高温手套、防静电手套、高温隔热盒。
7. 作业方法及顺序测试周期:3楼生产车间每周2、4、6测试,5楼生产车间每周1、3、5测试((换线、品质控制或其它异常情况例外)。
测试板放置方向及测试状态7.2.1测试板流入方向有要求,以PCB进板方向为准。
波峰焊温度曲线测量要求7.3.1温度曲线量测必须做记录。
7.3.2要确认波峰焊机预热温度、锡炉温度、运输速度。
7.3.3有BGA的PCB一定要量测上板面BGA中心点。
7.3.4零件密集区或IC上需放测试点。
7.3.5板面测试点至少2点,板底测试点至少1点。
7.3.6温度测试需在生产后20min使用实物板测试,以免炉膛内温度未完全稳定,导致测试不准确。
7.3.7每种机型测试1次温度曲线,当中转产换机型时必须重新进行测量。
7.3.8所测温度曲线中应标识出焊点面最高过波峰焊温度、最高预热温度、预热区升温斜率。
炉温曲线的测试7.4.1清除前一天测试仪内记录数据。
波峰焊参数设定标准

波峰焊参数设定标准波峰焊是一种常用的电弧焊接技术,也被称为电渣焊。
它通过产生一系列的电弧波峰来完成焊接过程,具有高效、高质量和高可靠性的特点。
在波峰焊的参数设定中,有几个关键因素需要考虑,包括焊接电流、焊接电压、焊接速度和焊接时间等。
焊接电流是决定焊接过程中熔化金属的主要参数之一。
合适的焊接电流可以保证焊接强度和质量,同时避免出现焊接缺陷。
一般来说,焊接电流应根据焊接材料的种类和厚度来设定。
对于较薄的材料,适宜选择较小的焊接电流,而较厚的材料则需要较大的焊接电流。
焊接电压是控制焊接过程中电弧稳定性的重要参数。
合适的焊接电压可以保证电弧的稳定燃烧,避免产生飞溅和焊接缺陷。
一般来说,焊接电压应根据焊接电流来设定。
当焊接电流较小时,适宜选择较低的焊接电压,而焊接电流较大时则需要较高的焊接电压。
焊接速度是控制焊接过程中熔化金属流动的重要参数。
合适的焊接速度可以保证焊接焊缝的形状和质量,避免产生焊接缺陷。
一般来说,焊接速度应根据焊接材料和厚度来设定。
对于较薄的材料,适宜选择较快的焊接速度,而较厚的材料则需要较慢的焊接速度。
焊接时间是控制焊接过程中熔化金属凝固的重要参数。
合适的焊接时间可以保证焊接焊缝的完整性和质量,避免产生焊接缺陷。
一般来说,焊接时间应根据焊接材料和焊接速度来设定。
对于较薄的材料和较快的焊接速度,适宜选择较短的焊接时间,而较厚的材料和较慢的焊接速度则需要较长的焊接时间。
总结起来,波峰焊的参数设定标准包括焊接电流、焊接电压、焊接速度和焊接时间等。
合理设定这些参数可以保证焊接过程的稳定性和焊接质量,提高焊接效率和生产效益。
在实际操作中,需要根据具体的焊接要求和材料特性来选择合适的参数设定。
同时,还需要通过实验和实践来不断优化和调整参数,以达到最佳的焊接效果。