降低某牌号卷烟烟支漏气缺陷率
浅析降低烟支外观缺陷率的要因
浅析降低烟支外观缺陷率的要因作者:郭红霞曹俊丽来源:《商品与质量·消费视点》2013年第06期摘要:市场竞争的日益加剧和顾客对产品质量要求的不断提升,要求卷烟企业持续改善卷烟产品质量,追求质量零缺陷。
但通过近期过程检测数据来看,烟支外观质量缺陷率相对较高,给我厂产品质量形象带来一定的影响。
我们通过现状调查、目标确定、原因分析、要因确认、制定对策和实施改进等措施,找到问题的症结,从而降低了质量缺陷,提升了产品形象和顾客满意度,增加了企业综合效益。
关键词:降低;烟支;外观;缺陷率;改进一、现状分析2012年我厂卷包车间烟支外观质量目标是抽检缺陷率≤1.5‰,而2011年所有机组烟支外观抽检缺陷率为1.85‰,远高于目标值。
为此,我们对2012年10-12月份厂在线质检、工艺巡检和三级站抽检情况进行调查统计:从表一可以看出,水松纸褶皱在烟支外观质量缺陷项目中所占比率最高,是造成烟支外观缺陷率高的关键因素。
为进一步摸清事实,我们又对2011年10-12月各机台水松纸褶皱情况分别进行了调查,具体情况如下。
从表二中可以看出,大部分机台水松纸褶皱烟支数量、缺陷率基本一致,但2#和7#机曾达到0.03‰,说明我们的设备有能力降低烟支外观缺陷率。
二、要因确认我们组织技术人员利用头脑风暴法找到设备操作培训少、搓板脏、搓板与切纸轮间隙大、水松纸鼓轮风眼阻塞、水松纸切刀脏、未优化搓接系统参数、胶辊胶线太深、靠拢鼓轮与切纸轮间隙大等12个末端因素,并采取内容确认、确定标准、调查或现场验证等措施,对以上十二条末端因素的逐一分析论证,我们认为影响烟支水松纸褶皱的主要因素为水松纸切刀脏,我们根据要因制定措施。
三、实施改进卷烟机上切纸刀要通过毛刷来清洁,为了使毛刷润滑效果好,卷烟厂主要采用人工在毛刷上涂抹润滑油。
这增加了工人的劳动强度,降低了劳动生产率。
由于人工添加量的不确定性和无固定周期性造成毛刷上的润滑油不均匀,容易造成刚开始时有油渍烟,而后随着润滑油的减少,胶垢的增多,使水松纸起皱或者切割歪斜,这都严重地影响了烟支的质量。
卷烟工业考试 工艺序列考题库.doc
工艺序列试题库一、填空题1.烘丝具有去除叶丝的部分水分,满足后工序加工要求、改善和提高叶丝的感官质量、提高叶丝填充能力和耐加工性,达到二者协调的作用。
2.烘后烟丝感官判断其质量好坏可从卷曲性、成色、香气、手感等四方面进行.3.在自检过程中的异常情况有 6 种处理措施。
分别是工序自我调整、反馈上道工序进行调整、传递下道工序检查预防、按"不合格品控制程序"处理、停机维修、反馈给班长。
4.烘箱法检测环境:温度22±2℃,相对湿度55~65%。
5.质量控制与检验是质量管理的两个最重要环节。
6.以顾客为关注焦点,是质量管理的基本原则。
7.PDCA循环中的 P:策划 D: 实施 C: 检查 A: 处置8.制丝生产中,工序间的连接一般采用皮带输送、振动输送、风力输送三种输送方式。
9.如果烟丝的水分过高,在卷制时,烟丝容易成团、不易松散,致使烟丝在烟支中填充不匀,烟支松紧不—,空松烟和竹节烟增加,甚至影响设备效率。
10.制丝工序基础工艺是指目前行业通用的采用片烟投料,通过切片、松散回潮进行叶混后对整个配方的叶片经加料、切丝、烘丝、加香(或储叶或掺兑)等工序进行顺序加工的传统工艺。
(六个答案中选填四个答案均可)11.储叶的作用:对改善和提高烟叶品质、降低刺激性、促使料液吸收、均衡烟叶水分,减少烟气中的有害物质和提高吸烟安全性具有明显的效果。
12.制丝过程的均匀、稳定性主要包括水分、温度和流量的均匀、稳定程度。
13.制梗丝工序中,通常采用感官和经验进行判断烟梗预胀效果,预处理效果好的烟梗,一般具有以下特点,一是烟梗容易对折,且表面不出现裂痕;二是烟梗容易撕开,不发生偏斜现象;三是切后梗丝膨胀柔软。
14.在叶丝长度和宽度一定的条件下,叶丝填充值的提高可以有两方面的原因:一是叶丝细胞体积增大,二是叶丝卷曲度增加。
15.如果烟丝的水分过高,则会降低烟丝的填充能力,增加烟支的单支重量,并将影响卷烟质量。
2023年度卷烟高级练习1 试题及答案

2023年度卷烟高级练习1 试题及答案1)YJ17 供料系统二次分选装置和【】将烟丝输送到烟丝通道,吸丝带吸住烟丝,形成烟丝束送到 YJ17 卷烟部分的烟枪处。
[填空题] *_________________________________(答案:抛丝辊)2)YJ17 卷烟机平准器两劈刀盘中心与风室导轨的中心【】,风室导轨中心与传动箱之间的距离=137mm。
[填空题] *_________________________________(答案:对正)3)YJ17 供料系统【】把烟丝弹打出针辊,然后落至送丝带形成一个均匀烟丝层。
[填空题] *_________________________________(答案:弹丝辘)4)YJ17 供料系统在【】送到烟枪之前,劈刀盘剪去多余的烟丝,留下达到烟支标准重量平整的烟丝束,劈刀盘由 SRM 重量控制系统控制。
[填空题] *_________________________________(答案:烟丝束)5)YJ17 烟支重量控制系统中如果烟支【】,平准器伺服电机正转,使平准器上升,减少烟丝束中的烟丝量。
[填空题] *_________________________________(答案:超重)6)YJ19 切割长度每变化【】mm,就必须更换烟支长度齿轮。
[填空题] *_________________________________(答案:2)7)YJ17 烟支重量控制系统中,当机器停止时,平准器将自动调节到设定的【】位置。
[填空题] *_________________________________(答案:启动)8)YJ17 回丝装置副回丝输送带驱动辊是输送带的动力源,由一带减速器的电动机通过一【】直接驱动。
[填空题] *_________________________________(答案:齿式联轴器)9)YJ19 粗、细钩子滚筒处理后的烟丝流在离开粗钩子滚筒前经过钢梳整理,由【】取下,被风扇辘抛出。
ZJ17_卷烟机烟末清洁隔离装置的设计与应用

第44卷第15期包装工程2023年8月PACKAGING ENGINEERING·229·ZJ17卷烟机烟末清洁隔离装置的设计与应用李峰,余峰,孔德昕,杨彩虹,华卫,蔡培良,吕忠,毛龙所(红云红河烟草(集团)有限责任公司曲靖卷烟厂,云南曲靖655001)摘要:目的解决已涂胶的水松纸黏上烟末、复合型滤棒添加物颗粒或其他杂物而产生的烟支水松纸夹末、皱纹、漏气等一系列产品质量问题。
方法在ZJ17型卷烟机MAX部分汇合鼓轮与靠拢鼓轮之间加装两道清洁烟末装置,实现电气一体化控制。
该装置与设备原本的接装纸切刀辊防护罩左下方吹气装置形成三道吹风清洁装置。
结果三道吹气装置在汇合鼓轮与靠拢鼓轮之间形成一层隔离气帘。
隔离气帘能够隔离烟末、复合型滤棒添加物颗粒等杂物,产品质量缺陷率由2.68%降至0.36%。
结论所研制的清洁装置效果显著,降低了烟支夹末质量缺陷率,保证了产品质量,在ZJ118、ZJ116等机型上具有较广泛的推广应用价值。
关键词:ZJ17卷烟机;烟末;三道吹风装置;隔离气帘;电气一体化中图分类号:TB486;TH136 文献标识码:A 文章编号:1001-3563(2023)15-0229-07DOI:10.19554/ki.1001-3563.2023.15.030Design and Application of Cigarette Powder Cleaning and IsolationDevices for ZJ17 Cigarette MachinesLI Feng, YU Feng, KONG De-xin, YANG Cai-hong, HUA Wei, CAI Pei-liang,LYU Zhong, MAO Long-suo(Qujing Cigarette Factory, Hongyun Honghe (Group) Co., Ltd., Yunnan Qujing 655001, China)ABSTRACT: The work aims to solve a series of product quality problems such as cigarette tipping paper clipping, wrin-kles and air leakage caused by sticking cigarette powder, composite filter rod additive particles or other sundries to the glued tipping paper. Two dust blowing devices were installed between the confluence drum and the approaching drum of the MAX part of the ZJ17 cigarette machine to realize integrated electrical control. This device formed a three-way blowing cleaning device with the original blowing device on the lower left of the protective cover of the tipping paper cutter roller. The results showed that the three-way blowing device formed a layer of isolation air curtain between the confluence drum and the approaching drum, which effectively isolated the cigarette powder, compound filter rod ad-ditive particles and other sundries. The product quality defect rate dropped from 2.68% to 0.36%. It can be seen that the cleaning device developed reduces the quality defect rate of cigarette holders and solves the quality defect of cigarette tipping paper clips, and ensures the product quality. It has wide application value on ZJ118, ZJ116 and other models.KEY WORDS: ZJ17 cigarette machine; cigarette powder; three-way blowing device; isolation air curtain; electrical inte-gration收稿日期:2023−03−27基金项目:云南中烟工业有限责任公司科技项目(2023ZN03)作者简介:李峰(1976—),男,维修技师,主要研究方向为卷烟设备维修与改造。
全国烟草行业优秀QC小组成果汇编(2010-2016)
工业一等奖南昌卷烟厂在线叶丝限长装置的研制(五星QC小组)徐州卷烟厂叶丝暂存工序工艺流程的精益设计(前沿QC小组)南宁卷烟厂备件“互联网+”模式仓储管理辅助系统的研制(智思 QC 小组)厦门烟草工业有限责任公司GDX2包装机回收胶水搅拌装置的研制(凝聚力QC小组)梅州卷烟厂PROTOS70卷烟机空气屏障导流装置的研制(雷鸣QC小组)昆明卷烟厂环形穿梭车快速维护系统的研发(阿尔法QC小组)青岛卷烟厂研制ZJ112卷接机组蜘蛛手油封拆装工具(开创号QC小组)汉中卷烟厂研发SQ3X系列导丝条新型清洁工具(创新QC小组)张家口卷烟厂ZJ17梗丝再分离装置的研制(我当家QC小组)河南中烟工业有限责任公司黄金叶制造中心研制装封箱机单机不合格烟箱在线自动剔除装置(奇胜QC小组)二等奖玉溪卷烟厂梗丝含水率调控装置的研制(天工开物QC小组)蚌埠卷烟厂降低制冷系统单位冷量耗电(点石成金QC小组)云南中烟工业有限责任公司红塔集团物流中心片烟仓储外力支撑堆垛装置的研制(传奇QC小组)柳州卷烟厂降低GDX1软盒包装设备单箱废支量(游天QC小组)重庆卷烟厂在线水分仪监测系统的研制(探索QC小组)广州卷烟厂研制ZB42包装机组缺包检测装置(无中生有QC小组)河北白沙烟草有限责任公司成品高架库堆垛机监控程序的研发(创新QC小组)济南卷烟厂除尘器来料工艺测试便捷采集装置的研制(发展QC小组)龙岩烟草工业有限责任公司降低“七匹狼雅典”卷烟烟支单耗(炫狼QC小组)杭州卷烟厂降低FOCKE封箱机回用纸箱的故障停机次数(卷包车间辅助维修QC小组)毕节卷烟厂研制片印毛刷自动进给装置(精卫QC小组)长沙卷烟厂研制以“密度为主导”的烟梗分选装置(劳模创新工作室QC 小组)三等奖芜湖卷烟厂降低烟丝库入库端设备生产异常率(精益先锋QC小组)宝鸡卷烟厂研制ZJ112型卷烟机新型蜘蛛手负压循环装置(龙舟一号 QC小组)深圳烟草工业有限责任公司新型GDX1主机出口圆盘新型传动轴的研制(奥盛QC小组)江西中烟赣州卷烟厂缩短卷包机组换牌时间(精益管理 QC 小组) 商业一等奖江苏连云港精益物流数据自动生成分析工具的研制(梦创QC小组)山东临沂新型散叶装烟筐烘烤技术研发(金叶芳华QC小组)广西百色烟田旋耕起垄器的研制(德保营销部天香QC小组)广东东莞降低非烟条码统计分析时间(暴风QC小组)福建漳州创新精准货源投放分析模式(工匠QC小组)安徽合肥卷烟送货装车一体化装置的研制(大力士QC小组)二等奖湖南常德精益物流综合管理APP的研发(探索者QC小组)浙江台州三员协同移动办公平台研发(面包房QC小组)山东青岛异型烟半自动分拣线双出口分流装置的研制(迅捷QC小组)山西太原卷烟包装箱折叠机构的研制(精细严QC小组)浙江杭州提高互联网涉烟案件线索排查成功率(亮剑QC小组)广西河池卷烟零售客户移动服务终端的研发(营销中心利刃QC小组)山东潍坊漂浮育苗盘清洗消毒一体机的研制(龙腾QC小组)湖南长沙宁乡密集烤房助燃风机保护器的研制(金叶飘香QC小组)江西省吉安市鲜烟叶分类烘烤工艺的研发(星星之火QC小组)重庆涪陵研制微耕机开沟压膜装置(思考者QC小组)安徽蚌埠提高蚌埠本级区域细支卷烟销售比重(正能量QC小组)湖南郴州新型烤烟育苗营养肥的研制(营养QC小组)四川泸州漂浮育苗自动晾盘装置的研制(烟叶医生QC小组)江苏徐州丰县缩短零售户新申办信用卡首次结算时间(奔跑的骆驼QC小组)北京市公司物流中心卷烟配送周转箱自动识别系统的研发(银狐QC小组)三等奖广西南宁市公司卷烟现代终端整店打造模式开发(同舟 QC 小组)四川成都市公司降低卷烟高架库货位闲置率(超能QC小组)广东梅州市公司降低条烟补货小车故障频次(精益QC小组)福建泉州市公司缩短纸滑托盘单托盘卸货节拍(超越QC小组)山西临汾市公司降低月末商业库存资金占用量(营销中心“702”QC小组)云南省烟草质量监督检测站烟用醋酸纤维滤棒定性鉴别方法的研发(创智QC小组) 一等奖小组江苏徐州卷烟主流烟气指标含量单口测定方法的开发(徐州卷烟厂亮剑QC小组)浙江营销构建精益营销市场状态评价体系(浙江中烟精益营销QC小组)云南玉溪通用型双排滚子链条快速维修工具的研制(卷包一车间地平线 QC小组)山东济南原梗柜布料行车托辊清理机的研制(“启明星” QC小组)河北保定缩短ZJ17卷烟机不同规格产品设备切换时间(突破QC小组)广东中烟广州烟厂研制制丝排潮管道新型清理装置(三力QC小组)广西中烟技术中心“真龙”细支卷烟工艺技术的研发(精准QC小组)河南许昌降低无铝箔内衬纸包装质量缺陷率(许昌卷烟厂精诚QC小组)江西广丰SJ1513梗丝加料机滤网内部清洗装置的研制(制丝车间“开拓”QC小组)陕西汉中加料雾化介质自动切换系统的研制(制丝拼搏QC小组)江苏徐州研制自动合单到户的异型卷烟分拣打码系统(寻梦质量小组)山东济南创建卷烟货款虚拟结算模式(“最强大脑”QC小组)浙江淳安办公用品信息化精益管理模式研发(“胖头鱼”QC小组)安徽蚌埠提升货币资金利息净收益率(账户管家QC 小组)江西新余缩短新办证零售户首次订货时间(”奋斗“QC小组)湖南浏阳降低烟叶收购单担费用(紫荆进取小组)二等奖小组红云红河曲靖新型烟丝振筛的研制(创源QC 小组)河南中烟降低规模线松散回潮机粘料量(精细QC小组)河北中烟张家口烟厂YP11装箱机防倒垛装置的研制(超越QC小组)安徽合肥提高循环烟箱上机使用率(扬帆QC小组)红云红河昆明FOCKE700铝纸新型折叠套口的研制(奥妙QC 小组)湖南长沙国产高速包装机ZB48新型条包提升机的研制(技术管理QC 小组)重庆新型搀配定量装置的研制(探索QC小组)广西柳州卷烟厂提高真龙(中国龙)卷制与包装质量得分(协作QC小组)江苏淮阴流化床床体平衡监测装置的研制(奋进QC 小组)安徽蚌埠SQ317型切丝机下铜排链在线自动清洁装置的研制(“永不止步”QC 小组)福建龙岩丝束拼接头检测剔除装置的研制(合力QC 小组)广东梅州精益能源报表快速生成方法的研制(新动QC小组)贵州贵定研制YJ27烟支切割鼓轮吸风清洁装置(兴黔QC小组)山东临沂提高烤烟漂浮育苗壮苗率(金色希望 QC 小组)北京提高京烟店网上配货准确率(小水滴QC小组)深圳物流提高实时分拣模式下的补货成功率(行动者QC小组)安徽马鞍山分拣机条烟固定装置研发(风暴QC 小组)广西柳州卷烟市场智能化信息管理APP研发(雄鹰QC小组)山西太原新型机械划箱机构的研制(“精细严”QC小组)江苏泰州构建推进全员精益小改善“六步三维”工作法(岗位出彩QC小组)湖南常德瀑布式滑道烟条纠偏装置的研制(探索者QC 小组)四川成都基于银联系统的零售客户货款跨行结算平台的研发(财智QC小组)宁夏银川提高全市月度卷烟需求预测准确率(“X”QC小组)山东潍坊烟苗深栽牵引式刨坑机的研制(小石头QC小组)福建三明简易条沟施肥机的研制(勇往直前QC小组)江西抚州降低隧道悬浮式双炉膛密集烤房烟叶供烤燃料成本(灵光QC小组)湖南益阳沅江手持式卷烟标签打印系统的研发(源小组)湖北宜昌烟叶抑芽喷药枪的研制(“金枪鱼”QC 小组)三等奖小组秦皇岛烟机厂提高烟片低强度条件下的松散率(研发QC小组)南通醋纤降低醋酸回收装置溶剂消耗(制备回收生产部 QC 小)上海烟草北京烟厂降低成品烟库滑靴分拣线故障停机率(经营部纯净奉献 QC 小) 江西南昌提高K5空调温湿度合格率(南昌卷烟厂“勇攀高峰”QC 小组)福建厦门气流烘丝机(CTD)排潮粉尘沉降装置的研制(星空 QC 小)贵州贵阳降低封箱机使用回收烟箱的停机频次(二车间攻关QC小组)陕西宝鸡好猫(天赋)酵母菌工业发酵方法的研发(微视界QC小组)红辽营口振槽调校装置研发(开拓 QC小组)襄阳烟厂提高加料润叶出口水分仪检测准确度(襄阳卷烟厂科技之星QC小组)云南昭通降低ZJ19B卷烟机烟支空头率(初恋QC小组)浙江杭州双通道卷烟机烟支快速识别装置的研制(杭州卷烟厂工装先锋 QC小组)山东青岛研制YP18装封箱机使用再用包装箱的部件(卷包车间“ 泰山之巅”QC 小组) 湖南常德新型三级梗丝分离装置的研发(芙蓉王QC小组)广东韶关减少烟叶种植收购合同管理表格的数量(金叶飘香QC 小组)广西南宁提升隆安县城镇零售户标准烟柜使用率(硬派 QC 小组)江西吉安提高烤烟施肥方案的精准度(先锋QC 小组)四川广元异型烟塑封进料装置的研制(合金QC小组)贵州毕节纳雍烤烟简易拔杆器研制(金叶之光QC小组)河南安阳提升条烟分拣线通道机补货效率(辣棒QC 小组)广东惠州提升偏远区域客户经理日均拜访户数(钢铁侠QC小组)广西桂林缩短仓储卷烟成品备货时间(奇思妙想QC 小组)贵州遵义水肥一体化施肥器研制( “仡乡金叶” QC 小组)云南红河缩短同城生产卷烟分拣前单车周转时间(珍珠项链QC小组)湖北十堰烟苗井窖式移栽陪嫁土施配器的研制(小蚂蚁QC小组)山西临汾降低LJKX-05开箱机故障处理时间(行动者QC小组)浙江丽水混合烟仓条烟差错检测装置的研制(浙江-丽水烟草“金点子”QC小组)广东梅州卷烟送货服务无纸化确认方法(精益QC小组)福建龙岩烟叶装烤轨道车的研制(责任QC小组)一等奖小组创建零备件精益管理模式(深圳市局智胜QC小组)斜向条烟检测装置的研制(广西桂林卷烟物流中心奇思妙想QC小组)卷烟价格标签打印系统的开发(山东济南QC小组)提高省产烟箱回收合格率(福建泉州QC小组)创建实物资产信息化盘点新方法(江西萍乡QC小组)降低密集烤房烟叶烘烤成本费用(湖南临武QC小组)提高真龙(海韵)焦油量控制精度(广西中烟QC小组)YJ17型卷烟机第三次梗丝分离装置的研制(梅州卷烟厂QC小组)SQ213型切丝机分料除尘斗的研制(保定卷烟厂奋进QC小组)快拆型皮带输送机清洁毛刷总成的研制(济南卷烟厂QC小组)梗丝加料防堵塞管路系统的研制(南昌卷烟厂QC小组)叶片预处理段快速换型模式的设计(安徽中烟精益先锋QC小组)烟用内衬纸中可转移性重金属含量测定方法的开发(江苏徐州QC小组)降低制丝生产线退出物含丝率(郑州卷烟厂精工QC小组)研制浸渍器冷凝水吸取装置(毕节卷烟厂“跨越”QC小组)带式输送机密封皮专用更换工具(陕西汉中QC小组)二等奖小组降低ZFY-560830-S告诉复合分拣机卡烟率(山西运城执行者QC小组)降低烟用农药物资损耗率(湖南浏阳紫荆进取小组)减少分拣线数据处理器维修费用(江苏徐州寻梦QC小组)电动基质搅拌装填一体机研制(福建三明“求实” QC小组)烤房新型加热器的研制(贵州遵义市绥阳县蒲场科技园QC 小组)远程信息化运维系统开发(安徽池州“度量衡”QC小组)提高原烟周转箱单箱空间利用率(福建“武夷制造”QC 小组)提升真龙(海韵)一类烟销售比例(广西崇左天等营销部拓荒QC小组)降低GF21型通道式分发机条烟卡阻率(山东青岛迅捷QC 小组)移动式小型散叶成捆机的研制(诸城市局(分公司)龙腾QC 小组)烟草专卖零售许可审查文书自动生成工具的研发(四川成都扬帆启航QC小组)卷烟分拣线自动倒装置的研制(四川泸州征途QC 小组)磁力探测装置的研制(浙江省富阳市“12 秒”QC 小组)回收烟箱防错牌在线监控系统的研发(厦门烟草卷包车间雄鹰QC小组)烟包中转可视化笼车装载系统的研发(浙江温州精实QC 小组)研究烟用材料中汞元素的测定方法(上海烟草集团质量监督检测站“ QIT”QC)GDX1小包透明纸长边搭口外观检测装置的研制(曲靖卷烟厂制造一部360 QC小组)PT70卷烟机光电式烟条外观检测系统的研制(常德卷烟厂东方红QC小组)切丝段新控制系统的研制(河北白沙七彩钻石QC小组)降低空压站单位耗电量(广州卷烟厂动力车间三力QC小组)叶片松散回潮机匀料系统的研制(南宁卷烟厂制丝车间亮点QC小组)降低硬中华卷烟排出物梗中含丝率(上海卷烟厂工艺质量科三班QC小组)研制新型M5卷烟机烟梗剔除输送装置(龙岩烟草工业卷包车间炫狼QC 小组)研制仓储环节烟箱快速打包装置(贵阳卷烟厂金小蜂”QC 小组)排潮风机自动清洁装置的研制(淮阴卷烟厂“精益”QC 小组)降低PROTOS2-2卷接机组梗签含丝率(玉溪卷烟厂 QC 小组)研制M8滤棒供给快速切换装置(杭州卷烟厂 QC 小组)WQ35超级回潮机出口水分新型控制方法的设计(阜阳卷烟厂 YOLO QC 小组)三等奖小组再用烟箱稳定装置的研制(红塔辽宁烟草有限责任公司营口卷烟厂)提高加盖机加盖成功率(上海卷烟集团北京卷烟厂)降低GDX2硬包机2号剔除点次品量(江西中烟工业公司井冈山卷烟厂)降低KDF2E成型机料棒加料超差率(红云红河集团昆明卷烟厂)研制新型YF17提升机转弯弧板(陕西中烟宝鸡卷烟厂)研制卷烟小盒内包装质量检测仪(河南中烟工业有限责任公司南阳卷烟厂)再造烟叶烟末原料分类方法的设计(浙江中烟工业有限责任公司)降低超细支烟外观缺陷率(湖北中烟工业有限责任公司恩施卷烟厂)减少PASSIM卷烟机平准器传动故障停机时间(山东中烟工业有限责任公司青岛卷烟厂) 降低TYT12150分拣设备易损件消耗费用(太原烟草配送中心“精细严”QC小组)许可证办理一次申请全程服务(吉林市烟草专卖局(公司)服务到家QC小组)新型防切烟条烟裹膜包装机的研制(濮阳市公司精益007QC小组)订单盒自动分离回传及烟姿调整装置研制(十堰市公司武当问道QC小组)提高现代终端消费者数据库活跃人数(虹口烟草“悦动”QC 小组)提高分拣线一号工程标准条烟打码精准率(嘉兴烟草配送中心业务信息QC小组)提升一类卷烟预测准确率(九江市烟草公司瑞昌分公司“润品” QC小组)自动计穴打穴器的研发(抚州市烟草公司资溪分公司“灵光”QC 小组)提高制丝质量优等品率(川渝中烟重庆卷烟厂)螺旋式井窖打孔器的研制(遵义市烟草专卖局(公司)金鼎QC小组)新型原梗投料系统的开发(深圳烟草工业有限责任公司)降低件烟库一层出端补货信号故障次数(北京市公司QC小组)降低YF172滤棒提升段皮带驱动链故障频次(红塔集团楚雄卷烟厂)降低物流万支耗电指标(南宁市公司卷烟物流中心节能降耗QC小组)提高带式压滤机出泥量(南通醋酸纤维有限公司)降低塔式A字半自动分拣线卷烟破损率(吴忠市烟草公司物流配送中心润夏QC小组)提高零件基础件到位率(上海烟草机械责任有限公司)降低装箱机故障率(深圳市局(公司)传奇QC小组)降低打叶机组断料时的耗电量(四川烟叶复烤有限责任公司三江源“QC”小组)一等奖小组便携式烟苗深栽器的研制(福建省烟草公司龙岩市公司)缩短单日储配工作时间(四川省泸州市公司征途QC小组)减少客户经理卷烟销售异动查询时间(江西省永修县公司春笋QC小组)研制WPD型裙边提升机导向条快换装置(南宁卷烟厂智思QC小组)探索条包烟外观在线检测系统校准新方法(郑州卷烟厂奇胜QC小组)新型可视化快速换油车的研制(广东中烟梅州卷烟厂雷鸣QC小组)降低GDX500包装机五轮故障停机频次(玉溪卷烟厂勇攀高峰QC小组)研制新型CH烟库补包电控系统(南昌卷烟厂卷包乙班QC小组)降低单箱化学需氧量排放量(淮阴卷烟厂绿盾QC小组)制丝线辅联设备节电模式的设计与应用(合肥卷烟厂风暴QC小组)提高小盒成型方正度(贵阳卷烟厂方正攻关QC小组)新型加料喷嘴研制(昆明卷烟厂名匠QC小组)降低烟气中SO2排放浓度异常频次(南通醋酸纤维有限责任公司界外机修QC小组)二等奖小组GDX2硬盒包装机小包侧翼开胶检测装置的研制(湛江卷烟厂卓越QC小组)减少制丝线生产用蒸汽单箱消耗量(南京卷烟厂求实QC小组)研制制丝机刀门烟饼退料装置(毕节卷烟厂跨越QC小组)降低试样生产工时(济南卷烟厂无极限QC小组)降低不可识码比例(安徽省池州市公司度量衡QC小组)降低570生产线异味处理后废气臭气的浓度(上海卷烟厂彭丝冷热端QC小组)YJ27滤嘴接装机一次切割鼓轮清洁装置的研制(张家口卷烟厂金刚钻QC小组)复杂班次上下班班车的设计与实施(杭州卷烟厂创新改进QC小组)YSG600型洗梗机水增温装置的研制(井冈山卷烟厂黑蚂蚁QC小组)加料参数防差错系统的研制(河北白沙烟草有限责任公司机电一体QC小组)提高嘴棒发射有效得用率(武汉卷烟厂激情号QC小组)提高烟叶成包效率(山东省潍坊市公司龙腾QC小组)研究烘箱法测试烟叶含水率样品前处理方法(重庆卷烟厂探索QC小组)研制RTS烟支缓存过载机械式保护装置(龙岩烟草工业公司炫狼QC小组)提高送“中华专线”原料RFID电子标签一次扫码成功率(上海烟草储运公司魔方QC小组)降低S干冰膨胀烟丝堵料次数(宝鸡卷烟厂智胜QC小组)降低卷接包车间负压单位(万支)电耗(深圳烟草工业有限责任公司创辉QC小组)三等奖小组降低白肋烟加里料滚筒粘炉烟重量(青岛卷烟厂儒风QC小组)提高现金流出预算执行准确率(浙江省杭州市淳安县公司胖头鱼QC小组)降低林德叉车维保费用(江苏省徐州市公司寻梦QC小组)智能拉线检测器研制(厦门烟草工业公司星火燎原QC小组)白沙(和天下)缺包检测系统的研制(长少卷烟厂包装技术QC小组)提升5级零售客户卷烟经营毛利率(瑞昌市公司润品QC小组)提高卷烟入库自动扫码识别率(山东省济南市公司精准创新QC小组)新型定量施肥器研发(遵义市务川分公司新技术研发QC小组)减少YF17通道烟支堵塞次数(营口卷烟厂登峰QC小组)贮柜自动点检系统研发(阜阳卷烟厂鹰眼QC小组)提升部门绩效评价的认可度(宁夏银川市公司发现号QC小组)降低ass-waterfall分拣线卷烟分拣破损率(山西临汾市公司行动者QC小组)信息终端异地运维自动化的探索(德阳市公司非加和定律QC小组)降低批次出柜烟梗含水率标准偏差(驻马店卷烟厂甲班QC小组)提高零售客户网上营销活动参与率(广西区柳州市公司探索终端QC小组)HCF柔性烟支装盘装置的开发(宁波卷烟厂利群QC小组)研制YP11装封箱机缺条检测装置(绵阳卷烟厂超越QC小组)降低GDX1-7#包装机组CT条包机故障停机率(恩施卷烟厂开拓者QC小组)缩短打叶复烤烟叶水分的检测时长(云南省烟草烟叶公司技术检测QC小组)降低直营终端A类客户流失率(上海烟草公司杨浦公司乐服QC小组)建立员工行为规范礼仪培训视频演练系统(东丽公司规范先峰QC小组)一等奖小组烤房新型供热系统的研制(四川省泸州市局酒城金叶QC小组)提高云烟87烟苗的壮苗率(福建省烟草公司南平市公司淡淡烟草味QC小组)提高异型烟分拣有效作业率(江西南昌市公司配送中心QC小组)研制DLMC型除尘器负压补风装置(柳州卷烟厂闪电QC小组)GDX2000-C600透明纸吹尘装置的研发(玉溪卷烟厂地平线QC小组)降低卷烟机“烟支钢印不合格”率(梅州卷烟厂雷鸣QC小组)研制高空输送带边带清扫装置(贵阳卷烟厂旭日QC小组)新型三通球阀的研制(南昌卷烟厂五星QC小组)降低真空回潮机能源消耗(郑州卷烟厂精工QC小组)ZJ17卷接机组烟丝在线回收装置的研制(张家口卷烟厂我当家QC小组)降低TM710水分仪故障率(芜湖卷烟厂都宝QC小组)新型梗丝膨胀技术的开发(徐州卷烟厂亮剑QC小组)研制ZJ19卷烟机新型最终输出装置(宝鸡卷烟厂龙舟一号QC小组)提高烟叶配方自动化物流系统运行效能(许昌卷烟厂制丝车间电修QC小组)二等奖小组降低通道机卷烟次损率(福建省厦门市公司新跃QC小组)提高明码标价盒回收率(浙江省宁波市鄞州分公司循环利用QC小组)提高烤烟壮苗率(攀枝花市局<公司>质盛QC小组)提高FJ15000型分拣线分拣效率(长沙市烟草专卖局<公司>物流配送中心紫荆同心QC课题小组)提高外运套袋机套袋成功率(上海烟草集团北京卷烟厂膨胀乙班QC小组)PASSIM料斗&风机自动关闭电控系统的研制(江西中烟南昌烟厂卷包乙班QC小组)研制GDX6S外包装检控系统(福建中烟龙岩烟草工业公司精睿先锋QC小组)减少真空机组启停次数(河南中烟安阳卷烟厂“腾飞”QC小组)降低循环流化床锅炉排污热损失(汉中卷烟厂自信QC小组)加料机流量计在线监控系统研发(常德卷烟厂芙蓉王蓝嘴嘴QC小组)提高管理人员对信息沟通方式的满意率(广东中烟韶关卷烟厂开拓求新QC小组)烟草绿色工房光导管系统的开发应用(浙江中烟杭州卷烟厂技改办QC小组)降低制丝线管控系统故障次数(江苏中烟南京卷烟厂制丝线创优QC小组)减少ZB25包装机铝箔纸部位故障停机时间(保定卷烟厂共好QC小组)研制加料比例设定自动防差错系统(贵阳卷烟厂制丝车间“V“QC小组)提高PASSIM8K卷烟机水松纸拼接成功率(红塔集团昭通卷烟厂卷包车间超级玛丽QC小组)提高红塔山(软经典)感官三点检验满分比率(河南中烟洛阳卷烟厂螺丝钉QC小组螺丝钉QC小组)三等奖小组异型卷烟打码装置研制(贵州省毕节市烟草公司开拓QC小组)提高零售客户网上订货成功率(安徽省马鞍山市烟草专卖局(公司)蚂蚁QC小组)提高汪坡站烟叶烘烤黄烟率(安徽省烟草公司池州市公司除黑QC小组)提高客户经理在店服务时间(江苏省南京市公司客户服务优化QC小组)降低昆船半自动分拣线条烟损毁率(山东省青岛市烟草专卖局迅捷QC小组)降低复式分拣线C类烟分拣超时频次(浙江省温州市烟草精实5号QC小组)。
降低ZJ118_型卷烟机烟支漏气剔除率

1002023年10月下 第20期 总第416期工艺设计改造及检测检修China Science & Technology Overview1 存在问题浙江中烟工业公司提出“利群四百万箱工程”的发展战略,以质量更高、效率更高的要求,聚焦质量抓改进,瞄准对标争进位,夯实基础求突破。
为进一步强化质量意识,2023年开启实施“质量提升三年行动计划”。
杭州卷烟厂作为浙江中烟最大的一个生产部门,生产所有浙江中烟的细支烟。
现杭州卷烟厂细支烟主要有西子阳光、西湖恋、江南韵以及云端休闲4种规格,ZJ118D 卷烟机组是生产细支烟的主力卷烟设备,其设计时速为6000支/min。
困扰该机型生产的最大问题便是漏气剔除率较高,平均漏气剔除率高达0.32%,直接导致该卷烟机型的材料消耗居高不下,影响设备效率的发挥。
各个机型的烟支漏气剔除率如图1所示,其中ZJ118D 烟支漏气剔除率远高于其他机型。
图1 各卷烟机烟支漏气剔除率2 问题分析2.1 搓板与搓接轮间隙过大/过小搓接轮与搓板工作示意图如图2所示,搓接轮表面的吸风孔将烟支、滤嘴、水松纸片形成的“烟组”吸附在搓接轮槽内,“烟组”随着搓接轮转动,在搓板的作用下将上过胶的水松纸片包裹烟支和滤嘴,形成滤嘴烟支[1]。
搓板与搓接轮间隙的大小对搓接质量有直接的影响,过大或者过小的间隙都容易造成滤嘴烟支皱头或者漏气。
图2 搓接轮与搓板工作示意图2.2 胶量的大小西子阳光、西湖恋、江南韵以及云端休闲都采用预打孔水松纸进行包裹,胶量的大小极大程度影响卷制质量,胶量过大,无胶区被填满,吸阻与通风度不达标;胶量过小,轻则出现皱头,重则出现漏气或者滤嘴脱落[2]。
2.3 吸丝导轨设计缺陷目前,设备上采用的吸丝导轨为磁珠式吸丝导轨,在运行过程中存在烟丝跑偏、吸丝带运行成波浪形等问题。
同时,磁珠式吸丝导轨在运行一段时间后会出现磁珠与导轨前后拦板磨损、磁珠卡死等现象,导致烟丝输送不顺畅,从而使得烟支段出现软硬点、空头等现象。
降低ZJ17卷烟机接装纸翘边消耗

降低 ZJ17卷烟机接装纸翘边消耗摘要:目前我厂共有ZJ17卷烟机15台,该设备运行稳点,效率较高。
但随着近几年烟草行业不断地深入改革,提升产品结构,每班次生产结束后都会有大量接装纸翘边导致烟支消耗。
烟支接装纸翘边属c类质量缺陷且不可挑选、返工,大量翘边烟支产生的消耗给我们厂带来极大的物料消耗和经济损失,降低此类烟支消耗成为了生产中必须解决的课题。
关键词:ZJ17卷烟机;烟支翘边;材料光滑;降低消耗。
在问题解决过程中,首先要发现问题,其次是要分析问题,最后是提出解决方案。
在面对烟支接装纸翘边造成大量消耗的这一问题时,经过在实际生产过程中多次的规律总结和反复分析,我们逐渐得出以下结论:是由于云烟(细支云龙)、红塔山(新时代)、呼伦贝尔(天之韵)这几种新增牌别的接装纸表面光滑造成的,为验证这一结论,做出以下分析。
1.问题分析首先,找出可能造成烟支水松纸翘边缺陷的所有末端因素,共有9点:①无胶区错位未及时归正②胶辊故障,轴承损坏③卷曲器故障不工作或陶瓷刮刀磨钝④水松纸加热器故障⑤切纸轮位置偏移⑥导纸轨位置偏移⑦靠拢轮、搓接轮上有异物或位置偏移⑧搓烟板位置偏移或加热装置故障⑨生产牌号水松纸表面光滑导致压纸辊与水松纸产生相对位移。
其中第一点为人为因素;第二至第八点为设备因素;第九点为材料因素。
其次,在机台更换前述牌号前,对上述末端因素进行排查和排除,即将第一至八点影响因素排除。
在生产结束后,观察并统计每班次结束后翘边烟支的重量,总结发现,每班次的翘边烟支消耗没有降低,因此可以得出结论:是生产牌号卷烟水松纸材料表面光滑导致了压纸辊与水松纸产生了相对位移,从而导致无胶区的错位,造成了烟支翘边缺陷和大量该缺陷的消耗。
1.改进办法由问题分析可以得知,由于水松纸光滑,与压纸辊之间的摩擦不够从而产生了相对偏移,根据物理滑动摩擦力公式:f=F*u可知,要想增大滑动摩擦力可从增大滑动摩擦系数u和增大压力F两方面入手,由此,可以设计出两个方案:方案一:在水松纸进入压纸辊之前增加刮刀装置在水松纸进入压纸辊前增加刮刀装置,使水松纸上胶面变得更加粗糙,即增大滑动摩擦系数u。
降低泰山(金将中支)烟支外观缺陷率
降低泰山(金将中支)烟支外观缺陷率作者:胡永康吕恩浩吕文雅来源:《理论与创新》2020年第19期【摘要】当前济南卷烟厂卷包车间共有PROTOS-70卷烟机组十八台,是车间数量最多的卷烟设备,在卷烟生产中起着不可替代的作用。
同时随着2019年推出的新产品泰山(金将中支)受到市场的广泛好评,销量不断增加,消费者关注程度越来越高,作为中支规格的卷烟,由PROTOS-70卷烟机改造后进行生产,因此必须提高设备应用和保障能力。
【關键词】泰山(金将中支);PROTOS-70卷烟机;质量缺陷;产品质量引言泰山(金将中支)作为我厂重点培育的品牌,为进一步提高泰山(金将中支)产品质量,降低烟支质量缺陷发生频次,提高产品质量保障能力,是当前的重要任务,鉴于PROTOS-70系列卷包生产线设备老旧,技术落后,卷烟产品质量保证能力较车间现有其他型号卷烟机有较大差距,同时由于泰山(金将中支)水松纸为高光水松纸,不易卷曲,厂家水松纸规格频繁更换,在生产过程中容易出现搓接不良、泡皱等质量问题。
1.PROTOS-70型卷接机组接装机部分概述PROTOS-70型卷接机组的接装机部分为YJ27接装机,由烟支供给系统、滤嘴供给系统、水松纸供给及上胶系统、搓接成型系统、烟支掉头检测输出系统组成。
YJ27接装机烟支供给系统接收YJ17卷烟机上传送过来的双倍长度烟支,经切割鼓轮切割成两支等长的符合标准的烟支,通过分离鼓轮将烟支分离,中间放入双倍长度的滤嘴段,由汇合鼓轮和靠拢鼓轮将两支烟支和滤嘴段并拢,形成“烟组”。
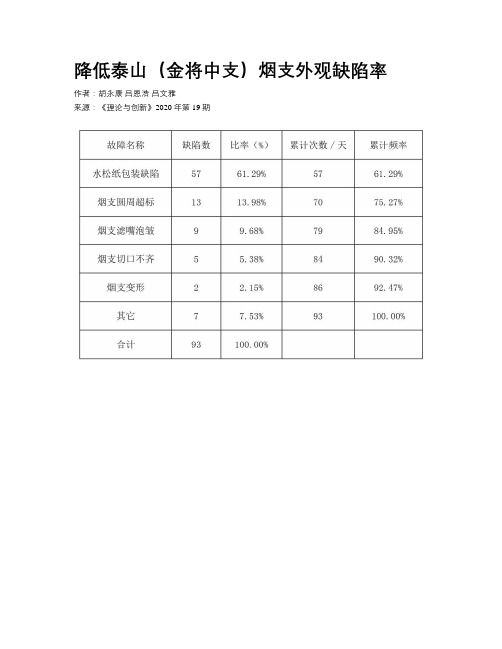
2.泰山(金将中支)产品质量缺陷统计对泰山(金将中支)进行为期一个月的定期抽检,每天抽检5次,每次样品100支,共收集到样品12000个,具体统计见下表。
从上表可以看出,统计发现,烟支外观缺陷达93次,缺陷率达到93/12000=7.7‰,其中水松纸搓接不良缺陷频次高到57次,占到烟支外观质量缺陷总数的61.29%,缺陷率达到57/12000=4.75‰,是我们本次课题要解决的症结问题。
降低烟支表面黄斑缺陷率
安徽中烟工业有限责任公司2012年质量月活动项目总结材料项目名称:降低烟支表明黄斑缺陷率项目研究时间:2012.10-2013.8项目主要承担单位:质量技术科项目协作单位:制丝车间、卷接包车间、动力车间降低烟支表面黄斑缺陷率一、项目概述本项目为2012年度质量月攻关项目中的可选项目之一,是为了解决近几年烟支黄斑现象比较突出而设立的课题。
本项目于2012年10月份成立了项目组,于2012年10月-12月份针对形成烟支表面黄斑的关键因素进行了系统的原因分析,并于2013年1月-7月针对原因开展了各项攻关活动。
通过该项目的开展,烟支表面黄斑缺陷率有了明显的下降,项目取得了明显的成效。
本项目由阜阳卷烟厂质量技术科主要承担,由阜阳卷烟厂制丝车间、卷接包车间、动力车间配合实施,具体项目组成员如下:二、项目背景“黄斑烟”是指成品烟支上出现的黄褐色斑点,新版卷烟国标中明确将“黄斑烟”作为卷烟外观质量的B类缺陷,烟支表面黄斑,不仅影响烟支的外观质量、内在质量,还容易造成消费者投诉。
我厂在2012年8-10月份成品质量抽检中,黄斑烟缺陷率平均为0.015%。
本项目拟通过全面排查卷烟加工过程产生黄斑烟的各个因素,并对排查出来的因素开展加工过程设备性能的研究、工艺参数的优化和加强工艺质量过程的管理,以降低烟支黄斑缺陷率。
三、项目目标3.1、准确找到形成黄斑烟的关键因素至少四项,并对各因素系统分析验证,并采取有效措施,减少各环节黄斑烟的产生。
3.2、项目实施后三级站三个月抽检的黄斑烟缺陷率较改进前下降50%以上。
3.3、技术中心2013年度5、6、7月份的抽样检测中,黄斑烟支数量下降50%以上。
四、原因分析生产制造环节产生“黄斑烟”的直接原因是由于烟丝中含有含水率过大的烟丝或明显的水渍,以及香料液施加不均匀造成的烟丝团等,项目组通过对生产加工过程各环节的全面排查分析,找出产生黄斑烟的主要因素有以下几点:1、筒类设备加湿、加香、加料喷嘴雾化性能、雾化角度2、筒类设备喷嘴的引射延时时间3、叶丝段筒类设备喷嘴挂丝4、筒类设备排潮、排潮转网和出料罩粘连物5、叶丝干燥工序中的湿团6、掺配物(梗丝、回丝、跑条丝)含水率7、压缩空气中含油、含水8、卷接机组烟支成型过程五、项目实施内容5.1、筒类设备加湿、加香、加料喷嘴雾化性能、雾化角度喷嘴性能不佳,会导致喷嘴的雾化效果差,而且雾化面积的可调范围较小,在筒类设备中使用,直接影响料液(蒸汽)与物料的接触面积,从而造成物料在加工过程中对料液和水份的吸收不均匀,导致黄斑烟的产生;喷嘴的雾化角度不合理,会造成筒壁粘料或水,从而引起黄斑烟的产生。
过滤网角阀在智能坐便器上的应用

科技创新导报 2019 NO.14
Science and Technology Innovation Herald
过滤网角阀在智能坐便器上的应用
黄树堂 (菲时特集团股份有限公司 浙江玉环 317600)
摘 要:近几年来智能坐便器飞速发展,随着人们生活水平的不断提高,越来越多的家庭安装智能坐便器,家庭装修质量
另一种是螺旋杆式慢开过滤网角阀;这种角阀通过旋
图1 球式快开过滤网角阀
图2 螺旋杆式慢开过滤网角阀
表1 连接螺纹部位承受的最小扭(N·m)
螺纹规格
最小扭矩
G1/2
61
G3/4
88
G1
129
产品类型
表2 强度和密封要求(MPa)
强度试验
密封试验
压力
技术要求
压力
技术要求
1.1±0.05
上密封试验
压力
技术要求
1.1±0.05
智能坐便器用过滤网角阀
3.0±0.05 阀体无变形、无 (静水压) 渗漏
(静水压) 密封面无渗漏 (静水压)
0.6±0.02
0.6±0.02
(气压)
(气压)
无渗漏 (下转57页)
Copyright©博看网 科.技cn创.新导A报llScieRncieganhdtTsechRnoelosgyeIrnnvoveadtio.n Herald 55
确的智能坐便器用角阀的标准来规定其具体的要求,根据多年在水暖卫浴行业的工作经验,笔者在本文中详细阐述了过
滤网角阀在智能坐便器上的应用。
关键词:智能坐便器 过滤 流量 卫生 技术要求
降低卷烟产品A类质量缺陷方法研究

降低卷烟产品A类质量缺陷方法研究卷烟作为现代人日常生活中常见的消费品,其质量缺陷的问题一直备受关注。
其中,A类质量缺陷指的是对人类健康和安全有潜在危害的缺陷,如烟气中的重金属超标、香味添加剂过多等。
因此,为了保障消费者的健康,必须采取有效的方法降低卷烟产品A类质量缺陷的发生率。
首先,优化烟叶原料的种植和质量控制是降低卷烟产品A类质量缺陷的关键措施。
烟叶是卷烟产品的主要原料,其质量问题直接影响着产品质量。
因此,在烟叶的种植过程中,应该加强对土地和环境的管理,选用优质种子,并严格进行农药、肥料等的使用。
在质量控制方面,烟叶的成熟度、含水率、营养成分等需要严格控制,以确保烟叶的品质和健康。
其次,引进先进的制烟技术和设备也是降低卷烟产品A类质量缺陷的有效方法之一。
这需要生产企业对国内外先进技术和设备进行系统分析和研究,从中挖掘有效的技术和设备优势,提高精益生产水平,结合当地实际情况适当进行局部优化,并加强对技术和设备的维护保养,确保生产设备的正常运转和稳定性。
其次,严格执行有关质量标准和法规,加强对生产环节和流程的监管。
执行质量标准和法规,可以避免或最大程度地降低A类缺陷的发生。
生产企业应该建立高效的质量管理体系,对各个环节和流程进行全面的监管和管理,确保每个生产步骤都符合国家相关标准和法规,以确保卷烟产品的质量和安全。
最后,加强消费者教育和科学健康宣传,提高消费者的知识水平和文化素质,提高他们的健康意识和识别能力。
只有消费者了解产品的成分和质量标准,才能更好地保护自己的健康权益,避免购买不良和有潜在危害的卷烟产品,加强对卷烟产品的安全意识和健康意识,从而推动整个行业朝着高质量和健康发展的方向发展。
综上所述,降低卷烟产品A类质量缺陷需要不断引进新技术、新设备,优化原材料的质量控制,加强质量管理的监管,同时也需要加强消费者的教育和科学健康宣传。
只有各方联合合作,才能保障消费者的健康和权益,推动卷烟行业的健康发展。
降低卷烟产品A类质量缺陷方法研究

降低卷烟产品A类质量缺陷方法研究
针对卷烟产品A类质量缺陷较为普遍的问题,本文提出了以下几种方法:
1. 优化原材料选择:卷烟产品由多种原材料混合而成,不同的原材料会对卷烟产品
的质量产生影响。
因此,优化原材料选择是提高卷烟产品质量的重要途径。
具体而言,可
以选择质量更好的烟叶,采用更先进的卷烟生产工艺,选择更合适的添加剂等。
2. 强化质量控制:卷烟产品生产过程中需要对每个环节进行严格的质量控制,以确
保产品质量。
在制定质量控制计划时,应明确每个环节的质量标准、检测方法和相应的纠
正措施等,同时要对每个环节的执行情况进行严格监督和检查。
3. 使用先进的生产设备:卷烟生产设备的先进程度直接影响卷烟质量。
因此,应选
用具有更高自动化、更精准的生产设备,减少人为因素对产品质量的影响。
4. 增加产品检测频率:在产品生产过程中,应及时进行检测并及时发现和纠正问题,以降低质量缺陷率。
增加产品检测频率能够及时发现问题,减少次品率,提高产品质量和
用户满意度。
总之,卷烟产品质量的提高需要全面考虑,不仅要从原材料、生产设备、生产过程等
方面做好技术准备,还要对质量控制进行强化,切实加强对生产过程各环节的控制,提高
产品的质量稳定性,最终实现减少A类缺陷率的目标。
单位内部认证烟草检验考试(试卷编号131)

单位内部认证烟草检验考试(试卷编号131)1.[单选题]制梗丝的筛分工序的工艺任务是尽可能去除长度10mm以下、直径( )mm以下的碎梗及金属与非金属杂物。
A)0.5B)1.0C)1.5D)2.0答案:C解析:2.[单选题]叶丝经膨胀后组织特点表现为( )。
A)组织疏松,略透明,颜色为金黄色B)组织疏松,相对密度小,颜色为淡黄色C)纤维紧密,比重重,颜色为金黄色D)纤维紧密,卷曲状,颜色为褐黄色答案:B解析:3.[单选题]根据《卷烟》国标,以下对卷烟条装质量要求描述不正确的是( )。
A)条盒、条包及其透明纸包装应粘贴牢固、表面洁净无皱折B)条盒、条包内壁与小盒不应粘连而破损C)条盒、条包及其透明纸包装应完整,不应破损D)条装表面不应有长度大于等于3.0mm的污渍答案:D解析:4.[单选题]测试纸张拉力时,立式电子拉力机两夹具间的距离应在( )mm之间。
A)178,180B)179,181C)178,181D)179,182答案:A解析:5.[单选题]使用电子秤称量烟箱毛重时,应( )。
A)避免烟箱与秤的秤台接触B)避免烟箱与秤的立柱支架接触C)确保烟箱与秤的立柱支架接触解析:6.[单选题]当在测量次数较少( )时,不宜使用拉依达准则。
A)≤5B)≤10C)≤20D)≤30答案:B解析:7.[单选题]卷烟爆口检验计算搭口爆口长度占烟支或滤棒长度的比例,用( )表示。
A)分数比B)百分比C)百分数D)以上都对答案:A解析:8.[单选题]成品片烟质量是指单位成品片烟包装( ),其测定电子秤量程为300kg。
A)毛重B)皮重C)净重D)体积重量答案:C解析:9.[单选题]《卷烟》国家标准中卷烟通风率指标结果精确至( )%。
A)0.01B)0.1C)1D)10答案:C解析:10.[单选题]数字2.002,有( )位有效数字。
A)4B)3C)2D)1答案:A11.[单选题]采用 ( )对圆形振摆分选筛进行振动频率和打击频率的校核。
降低卷烟产品A类质量缺陷方法研究

降低卷烟产品A类质量缺陷方法研究
一、调整尼古丁含量
卷烟产品中的尼古丁是一种容易上瘾的成分,如果其含量太高,会对重度吸烟者的身
体造成不良影响。
因此,调整卷烟产品中的尼古丁含量是降低卷烟产品质量缺陷的一种有
效方法。
在实际生产中,可以通过增加卷烟的空气流量、改变烟膜材料、降低香精和添加
剂的使用量等方式,来控制尼古丁含量。
二、改变过滤棒材质
过滤棒是卷烟产品中的一个重要组成部分,其材质影响着卷烟产品的口感、烟气中的
有害物质含量等因素。
目前,市场上常见的过滤棒材质包括活性炭、纤维素、硅胶等。
经
研究发现,与传统的纤维素过滤棒相比,活性炭过滤棒可以有效地减少烟气中的有害成分,并提高卷烟产品的口感和香气。
因此,在生产中采用活性炭过滤棒,可以有效地降低卷烟
产品的质量缺陷。
三、优化生产工艺
卷烟产品的生产工艺是影响其品质的重要因素。
优化生产工艺可以降低卷烟产品的A
类质量缺陷。
例如,控制生产环境温度和湿度,可以减少卷烟的吸湿,避免烟丝损失和自
然老化,保证熏制的质量和稳定性。
另外,使用高质量的烟丝、香料和添加剂等原材料,
也是提高卷烟产品品质的关键。
综上所述,调整尼古丁含量、改变过滤棒材质和优化生产工艺是降低卷烟产品A类质
量缺陷的有效方法。
此外,加强质量监管和质量控制可以进一步提高卷烟产品的品质和安
全性。
降低卷烟产品A类质量缺陷方法研究

降低卷烟产品A类质量缺陷方法研究随着健康意识的日益增强,卷烟产品的质量问题也越来越受到关注。
卷烟产品的质量缺陷直接影响着消费者的健康和安全,因此如何降低卷烟产品的质量缺陷成为了研究的重点之一。
本文将从多个方面探讨降低卷烟产品A类质量缺陷的方法,希望能为卷烟行业的质量提升提供一些参考。
一、加强原材料质量管理卷烟产品的质量问题往往源自于原材料的质量不稳定。
加强原材料的质量管理是降低卷烟产品质量缺陷的首要任务。
首先要建立健全的原材料供应商管理体系,对供应商进行认证评估,并建立长期稳定的供应关系。
对原材料进行严格的入库检验,确保原材料符合质量标准。
还要建立原材料追溯体系,一旦发现原材料质量问题,能够及时追溯并采取措施。
二、加强生产工艺控制生产工艺是影响卷烟产品质量的重要因素,因此加强生产工艺控制是降低质量缺陷的关键。
在生产过程中,要制定严格的生产工艺标准,并建立相应的监控体系。
对生产设备进行定期维护和保养,确保设备的稳定运行。
并进行员工的技术培训,提高员工的操作技能,减少因操作不当而导致的质量问题。
三、加强质量检验质量检验是确保卷烟产品质量的最后一道关口,加强质量检验是降低质量缺陷的关键。
首先要建立完善的质量检验标准和方法,确保对卷烟产品的每一个环节进行全面检验。
建立质量检验人员的技能培训体系,提高检验人员的技术水平。
还要加强对检验设备的维护和管理,确保设备的准确性和稳定性。
四、加强质量管理质量管理是降低卷烟产品质量缺陷的综合性措施,需要在全生产链条上加强管理。
首先要建立完善的质量管理体系,确保质量管理的全面性和系统性。
要建立质量管理团队,专门负责质量管理工作,对质量问题进行跟踪和分析,并提出改进措施。
还要加强对质量管理的考核和评价,对质量管理工作进行监督和检查。
五、加强市场监督市场监督是保障卷烟产品质量的最后一道防线,加强市场监督是降低质量缺陷的必要措施。
要建立健全的市场监督体系,对卷烟产品进行定期抽检,确保产品符合质量标准。
降低卷烟产品A类质量缺陷方法研究

降低卷烟产品A类质量缺陷方法研究卷烟产品的质量缺陷是指在制造过程中出现的产品不符合规定标准的问题,常见的质量缺陷包括颜色不正常、烟气味异常、口感差等。
为了降低卷烟产品A类质量缺陷,以下是一些方法的研究:1. 强化原材料筛选和检测:选择质量稳定、卫生安全的原材料供应商,并对原材料进行严格的检测,确保其符合相关标准。
特别是在选取烟叶原料时,要参考质量监测指标并进行适当的调整。
2. 优化生产工艺:研究改进现有的生产工艺,使之更加精细化和规范化。
通过优化机械设备、调整加工工序,降低生产过程中的不必要波动性,提高产品的一致性和稳定性。
3. 强化品质控制:建立完善的品质控制体系,确保质量问题能够及时被发现和解决。
可以采用先进的仪器设备进行在线品质监测,及时反馈生产过程中的异常情况。
培养员工的质量意识,加强对生产过程中可能出现问题的预判和防范。
4. 完善产品检测手段:对卷烟产品进行全面的检测,包括外观检验、烟雾成分分析、烟草成分含量分析等。
引入高精度的检测仪器和设备,提高检测的准确性和可靠性。
对不合格产品进行分类和分析,找出问题的根源,并采取相应的措施进行改进。
5. 加强供应链管理:建立稳定的供应链体系,确保原材料和配料的质量可控。
与供应商建立长期合作关系,并进行供应商的评估和监督,提高整个供应链的稳定性和一致性。
6. 完善售后服务:及时处理消费者对产品质量的投诉和建议,加强与消费者的沟通,改进产品设计和生产工艺。
定期对产品进行市场监测和用户满意度调查,以便发现潜在的产品质量问题并采取措施加以解决。
降低卷烟产品A类质量缺陷需要从原材料选取、生产工艺、品质控制、产品检测、供应链管理和售后服务等多个方面综合考虑和改进。
通过持续的努力和优化,可以提高卷烟产品的质量水平,增强产品的竞争力。
对提升卷烟销售结构的几点思考
对提升卷烟销售结构的几点思考面对宏观经济形势的变化,省局(公司)强调,要想实现全系统“走在全国前列”的目标,提升卷烟销售结构已成为当务之急和重中之重。
对于莱芜烟草来说,要实现在两年内达到全省平均水平、三年内达到应有位置、五年内夯实持续健康发展基础的目标,提升卷烟销售结构是关键。
结合莱芜烟草实际,笔者围绕如何做好卷烟销售结构提升工作谈谈自己的看法。
找准着力点,狠抓高端市场是关键唯物辩证法强调做事情要善于抓住主要矛盾。
莱芜烟草要实现提升卷烟销售结构的目标,就要抓住提高一、二类卷烟的比重这个着力点。
其主要根据有四:一是莱芜卷烟市场一、二类卷烟所占的比重较低。
通过对湖北黄石市、江西景德镇的考察学习,莱芜烟草对这一点感触颇深。
从经济发展水平看,莱芜与黄石、景德镇均属于区域较小、人口较少的地级市,2008年莱芜城镇居民可支配收入、农民可支配收入与黄石、景德镇大致相当。
但从企业经济运行质量看,2009年1~8月份黄石卷烟单箱值为18184元,景德镇为18575元,莱芜则为14406元,差距分别为3778元、4169元。
从一、二类卷烟所占的比重看,黄石为18.22%,景德镇为27.82%,莱芜为8.35%,三、四、五类卷烟的比重黄石分别为17.22%、39.4%、25.16%,景德镇分别为19.12%、31.76%、21.3%,莱芜分别为16.43%、39.07%、36.15%。
差距显而易见。
二是要提升单箱值,提高一、二类卷烟的比重效果最明显,降低四、五类卷烟的比重则作用较小。
按照莱芜各类卷烟1~8月份的均价计算,一类卷烟比重每提升1个百分点,单箱值可提升748元;二类卷烟比重每提升1个百分点,单箱值可提升305元;三类卷烟比重每提升1个百分点,单箱值可提升178元;四类卷烟比重降低1个百分点,并转移到三类卷烟下限,单箱值可提升78元;五类卷烟降低1个百分点,并转移到四类卷烟下限,单箱值仅提升49元。
由此可见,提高一、二类卷烟的比重是提升卷烟单箱值的关键。
卷制过程烟支漏气现象分析与改进(全文)
卷制过程烟支漏气现象分析与改进(全文) 引言烟支漏气属于卷烟生产过程卷包工序的A类质量缺陷,将严峻影响卷烟的感官质量,降低卷烟的吸用价值。
烟支卷制过程对卷烟质量,尤其是对烟支漏气现象影响较大。
本文拟从卷制过程的供丝系统、烟丝成型系统以及滤嘴接装系统等各个工艺环节入手,系统分析卷制过程对烟支漏气现象的影响因素,并对这些影响因素提出针对性的改进措施,以期使烟支漏气质量缺陷得到改善。
1 存在的问题烟支漏气是指烟支的滤嘴与烟支相接处有缝隙,掰开接装处有平口。
通过分析,我们认为烟支漏气产生的原因主要包括接装纸吸水性不合理、烟支圆周跑大小、MAX胶辊的堆胶厚度不足以及平坦盘的规格不合理等。
如果单纯的解决烟支漏气的现象,增大烟支的圆周是最明显的,但是圆周的增大会带来烟支重量的增加,势必引起感官质量的变化,对产品内在质量的稳定性产生不良影响。
为此,要求我们在保证烟支感官质量没有大的波动的前提下进行研究。
因此,我们首先对现状进行了调查,从抽检中多次出现烟支漏气质量缺陷的A牌号入手,提取了检验系统中的烟支漏气不合格数据,连续3个月,烟支漏气不合格率分别为0.14%、0.15%、0.16%,呈持续上涨的趋势,平均不合格率达到0.15%。
2 烟支漏气原因分析针对以上存在的问题,从造成A牌号烟支漏气的诸多原因入手进行了分析验证,过程如下:(1)接装纸吸水性不合理。
通过试验证明相同粘度的胶水作用在吸水性不同的接装纸上,生产出的烟支漏气情况差异较大,吸水性小的烟支漏气相对较严峻。
接装纸吸水性试验结果如表1所示(取样点为卷烟机出口处,取样量为200支/次)。
表1 接装纸吸水性试验统计表(2)烟支圆周跑大小。
A牌号烟支圆周跑大小的现象长期存在,该现象是由于烟舌频繁被磨损甚至断裂后继续使用造成的。
通过深入的分析,我们发现由于VE的安装位置不合适使压丝轮无法降到设备的额定高度,致使烟丝在吸丝带被喂入比生产烟支必需的标准重量多的烟丝,导致烟舌因受力较大磨损严峻以致频繁断裂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由于本项目改进效果明显,目前车间其它卷烟设备也加装了本项目 的水松纸刮纸器,改进后的控胶辊也在其它系列牌号卷烟生产时得到推 广应用,项目活动取得了较好的应用效果,得到操作人员和维修人员的 认可与好评。
7 结束语
本项目的实施,有效降低了 A 牌号卷烟的烟支漏气缺陷率,达到了 预期的目标,取得了较为显著的效果。而且,通过加装水松纸刮纸器和改 进控胶辊来达到降低 A 牌号卷烟烟支漏气缺陷率的做法,同样也适用于 改善其它牌号卷烟的漏气缺陷,特别是对那些水松纸材料上胶面比较 滑、硬,而且不容易粘胶的牌号卷烟,更是起到很好的效果。另外,本课题 项目的实施,对降低烟支水松纸泡皱、水松纸粘贴不牢等,也起到一定的 作用。
(3)对制动器的分离灵敏度进行全面检查,对于没有过热或者无噪 音现象,应该加以必要的重视。
(4)检查导轨架结构有没有变形的情况,比如焊接口断裂等等。
2 结束语
综上所述,在根本上强化升降机的安全管理工作,就要从产品的购
置,做好登记,规范出租条款等方面进行落实,并保证器械在安全期限内
使用,只有这样,才能够保证相关器械能够安全的被使用。
工艺与设备
降低某牌号卷烟烟支漏气缺陷率
何际伟
(广西中烟工业有限责任公司 广西 南宁 530001)
摘 要:在生产 A 牌号卷烟时,由于水松纸上胶面纸质又滑又硬不容易粘胶,而且其搭入烟丝棒区域较短(只有 4mm),容易产生烟
支漏气质量缺陷。针对此类问题,结合设备结构原理和卷烟工艺,提出改进思路,通过在水松纸接头检测器保护销轴上设计加装烟支水松
从上述分析可以看出,A 牌号卷烟水松纸上胶面滑、硬不容易粘胶和 烟丝棒与水松纸粘连长度较短是产生烟支漏气缺陷的主要原因。在卷烟 工业企业,设备为工艺服务,工艺为市场服务,既然我们不能轻意改变工 艺,我们就从设备上下功夫。
4 提出改进方案
如前所述,更换新的刮纸条和调大水松纸上胶量后虽然能使烟支漏 气缺陷有很好的改善,但是调大水松纸上胶量后又容易造成积胶,使得 停机频繁,甚至引起新的质量问题。因此,要使水松纸上胶好,对烟支包 裹好,又能有效改善水松纸溢胶问题,就要对设备进行优化和改进。通过 多方面的分析和验证,决定采取两个改进措施:淤加装水松纸刮纸器;于 改进控胶辊。
图 2 改进后销轴图
为减少水松纸上胶厚度对卷烟在线生产工艺性能的影响,通过加深
控胶辊上胶层厚度的方法能有效地减少烟支漏气问题。如果整体加深控
胶辊上胶面,而水松纸的吸水性不变,则将导致水松纸上胶液溢出的几
率增大,容易造成烟支质量缺陷。因此我们只对烟丝棒与水松纸搭接区
域所对应的控胶区上胶面进行加深。
原控胶辊控胶区宽度为 61.8mm,控胶深度为 0.03mm;为了减少加深
在卷烟生产过程中发现,在同一台设备,原本能正常生产其它牌号 卷烟的,当换成 A 牌号卷烟后,就容易出现烟支漏气现象。表面看似包裹 很好的烟支,按漏气检验要求去检验,就会发现烟丝棒搭口与水松纸搭 接处有漏气的现象,很难控制,给生产带来了潜在的质量隐患。与本厂其 它牌号卷烟相比,A 牌号卷烟的烟支漏气缺陷率、漏气剔废率均明显偏 高(据品质保障部反馈,2014 年 6~8 月份 A 牌号卷烟烟支漏气缺陷率为 0.11%;据车间反馈统计数据,其烟支漏气剔废率为 0.039%。而同期其它 牌号卷烟烟支漏气缺陷率臆0.06%,烟支漏气剔废率臆0.025%),还曾出 现过因为漏气而造成质量检验不合格的现象。
参考文献 [1]PROTOS70 机组 MAX70 运行手册.HAUNI 公司.1997,10. [2]YJ17-YJ27 卷接机组(第 1 版).中国科学技术出版社,2001,8. [3]徐 灝,主编《. 机械设计手册》(第三卷).机械工业出版社,2001.
收稿日期:2015-2-2 作者简介:何际伟(1975-),男,维修技师,主要从事烟草设备技术工作。
5 具体方案设计
5.1 加装水松纸刮纸器 受原有刮纸器的启发,考虑到原机上水松纸接头检测器保护销轴
(544FA21-1)在设备生产运行中只是起到水松纸走纸导向和保护水松纸 接头检测器的作用。如果将该销轴进行改进,然后在上面安装一条刮纸 条,则它不仅具备原有的导向和保护功能,而且还可以起到进一步刮纸 的作用。通过现场分析和论证,最终决定利用水松纸接头检测器保护销 轴来改进设计成一个刮纸器。具体做法是:拆下销轴,用 45裕 钢重新加工
图 3 改进前控胶辊图示 改进后的控胶辊只对改进部分进行改动,其它尺寸、精度与原控胶
辊相同。改进后的控胶辊控胶区宽度改为 61.2mm,而且在控胶区两内侧 沿圆周方向各加工 1 条控胶槽,槽宽 3.2mm、槽深 0.036mm,如图 4 所示 (如图 3)。以上改动数据均为多次试验后所得出的数据。A 牌号卷烟水松 纸宽度为 62mm,相当于在改进后胶辊控胶区两外侧各预留 0.4mm 的溢 胶区,这样既可保证烟丝棒与水松纸粘贴胶面加厚,又能使其它部分的 胶面保持在标准范围内,同时又可以有效地改善水松纸因加大控胶量而 产生的溢胶问题。
为适应烟草市场的实际需要,拓展本企业品牌发展,本公司研发了 烟支滤嘴长度规格为 27mm 的 A 牌号卷烟。但是,在生产该牌号卷烟时, 烟支漏气缺陷率、明显增大。为确保该牌号卷烟产品质量,树立良好的品 牌和企业形象,急迫需要对设备相应部位进行优化和改进,以提升设备 性能,降低卷烟产品质量缺陷。
2 存在的问题
控胶辊后造成的溢胶问题,设计了如图 4 所示的控胶辊。
图 4 改进后控胶辊图示 馈,2014 年 9~11 月份 A 牌号卷烟烟支漏气缺陷率为 0.013%;据车间反 馈统计数据,其烟支漏气剔废率为 0.0019%。通过改进前后的数据对比 可见,A 牌号卷烟的烟支漏气现象得到了明显的改善,烟支漏气缺陷率、 漏气剔废率都得到了明显降低。而且,改进后水松纸溢胶问题也得到了 明显改善,因设备积胶而需要的清理工作由改进前的每 50min 一次,延 长至每 120min 左右才需要清理一次,减少了停机次数,提高了设备有效 作业率。
设备各零部件的磨损情况、所使用的辅料、设备的点检、车间的温、湿度 以及生产时容易造成烟支漏气的原因(如:烟支直径偏小、烟支圆周不 足)等几个方面,逐一进行排查后发现,问题主要出在以下两个方面:淤A 牌号卷烟使用的水松纸上胶面比其它牌号卷烟使用的水松纸上胶面更 滑更硬,不容易粘胶;于A 牌号卷烟烟支规格为 57mm+27mm,水松纸宽 度为 62mm,而其它牌号卷烟烟支规格为 64mm+20mm,水松纸宽度为 58mm,这意味着 A 牌号卷烟烟丝棒与水松纸粘连长度只有 4mm,而其它 牌号烟支烟丝棒与水松纸粘连长度却长达 9mm。在生产 A 牌号卷烟时, 如果这只有 4mm 粘接长度的水松纸上胶不好或胶量不足,则当烟丝棒 端面有空松、圆周有波动或水松纸有摆动时烟支就容易产生漏气现象。
6 改进后的效果及应用
把新设计的水松纸刮纸器和改进后的控胶辊应用到生产 A 牌号卷 烟的机台上,然后跟踪统计相关数据以查看改进效果。据品质保障部反
243 大 科 技 2015 年 2 月
3 烟支漏气产生原因分析
卷烟产品烟支漏气判断的依据为卷烟滤嘴与烟丝棒相接处部分无 胶或胶粘不牢。同一台设备,生产其它牌号卷烟时无烟支漏气偏高现象, 而换成 A 牌号卷烟后就出现偏高现象。针对这种情况,从人、机、料、法、 环五个方面进行了全面的分析。
通过使用排除法,从操作人员的操作行为、改换牌号后的设备调整、
大 科 技 242 2015 年 2 月
工艺与设备
一根带有一直角形槽的销轴,槽长为 100mm,除了槽的长度比刮纸条短 外,其余尺寸规格与刮纸条尺寸一样,然后按要求将裁好的刮纸条安放 在槽内,用四颗 M3 带帽螺钉进行固定。图 1~2 是该销轴的原图和改进 示意图。
图 1 改进前销轴图
5.2 改进控胶辊
纸刮纸器装置,以及改变控胶辊的控胶量等措施,有效地解决了真龙(软娇子)牌号卷烟容易产生的烟支漏气问题,保证了卷烟产品工艺
质量,提高了设备有效作业率。
关键词:A 牌号卷烟;烟支漏气;水松纸刮纸器;控胶辊
中图分类号:TS47
文献标识码:A
文章编号:1004-7344华良.施工升降机的设计与分析[D].西华大学,2007.
收稿日期:2015-2-2 作者简介:赵富东(1972-),男,汉族,工程师,大专,毕业于兰州高等工业 专科学校,主要从事风电设备事业部总工工作。
参考文献
[1]何 清.施工升降机安全监测系统的设计与实现[D].湖南大学,2012. [2]华 超.升降机安全贝叶斯网络及模糊系统评估[D].首都经济贸易大学,