莱钢连铸机铸坯表面质量在线自动检测系统的研究与应用
莱钢4号连铸机自控系统完成改造

[ ] 龚永平 . 辊切车 制提高轧机吃坯能力 [] 2 采用 L J. , 9 () 轧钢 1 5 2 : 9
1 -1 . 2 3
[ ] 龚永平. 3 多线切分 轧制对棒材连轧 的影响 [j J. , 9 () 轧钢 1 6 1: 9
31 3 — 3.
42 预切 分轧 制 时延 伸 系数 模拟 计算 值 为 1 5 , . . 1 2
f te c niu u ol g o h o tn o s rln 击 1 i 4 mm te a .T e rs lsi dc td t tte mea eomain o h e - ltn ol g Wa ey se lb r s h eut n iae ha h tld fr to ftre siig r in s v r t i iho g n o s h e it n o olfrefo me ue au n p e siigp s a .6% .h e it no ln ainc ef in n mo e e u ;T ed vai rl oc r m a F dv ei r- lt n a sW 60 o f s l t s te d vai feo g t o fce t o o i
机、 配水等子 系统 实施 改造, 火切机 由单独 系统 改为与铸
流 系统通 讯 连 接 , 高 了 自动 化 程 度 ; 水 系统 由手 动操 提 配
统。新 系统具有 良好的可靠稳 定性 、 通用性 , 将彻 底打破
制 约 生 产 的瓶 颈 。
作改为全 自动操作 , 高 了配水模型的可靠性 , 提 满足 了工
程 学 报 ,0 3 1 ( )5 — 0 20 ,0 1 :7 6 .
连铸机电气自动化控制系统的应用
连铸机电气自动化控制系统的应用连铸是通过浇铸、冷凝以及切害等工艺将钢水铸成钢坯。
提升连铸的自动化控制对节约能源,减轻了劳动强度、提高成材率、改善环境具有重要影响。
本文综述连铸自动化系统的构成,以某钢铁企业连铸集散自动化控制系统为例分析连铸自动化控制过程,为钢铁企业提高连铸机自动化控制系统水平提供参考。
标签:连铸机;自动化;控制级;PLC研究连铸机电气自动化控制系统对对企业结构和产品结构的简化和优化、提升经济效益具有重要意义。
一、连铸自动化系统的构成连铸机电气控制系统主要包括现场各种电气元件、智能仪表秘交流传动装置,按功能化分可分为平台控制区域、铸流控制区域、后区控制区域、仪表控制区域四大部分。
1.连铸机平台控制区域自动化控制。
连铸机平台控制区域自动化控制主要是对钢水罐回转台、中间包及中间包车、结晶器吸收风机、二冷水排烟风机以及附属设备电气系统进行控制。
平台控制区域的功能是承接钢水罐,移动中间包与结晶器、排放扇形段二冷区域烟气。
(1)钢水罐回转台在设计上采用变频器传动控制方式,并且在变频器的容量选择上加大了一级。
同时利用变频器的S曲线加减速功能,通过调整S曲线保证加减速曲线的平滑快速,减少对减速机的冲击,然后再通过PLC程序判断变速限位、停止限位等实现旋转过程中高低速的自动切换和到位停车。
(2)中间包的作用是减压、稳流、去杂质、贮存钢水、分流和中间包冶金,为保证中间包车可靠稳定运行,中间包车的走行应该采用变频传动控制方式。
(3)结晶器烟气吸收风机的电气系统的作用是将冷却水与高温的钢水接触产生大的烟气及时排出,结晶器烟气吸收风机的电气系统可用不可逆电机实现。
为使二冷排蒸汽风机不过载,控制的微动开关要设计4个位置检测,即开过转矩、开到位、关到位、关过转矩。
2.连铸机铸流区域的电气控制系统。
铸流区域的电气控制系统是连铸机核心控制部分,主要控制坯连铸机运转方式的选择,结晶器在线调宽,结晶器的振动装置,扇形段压下及压力,扇形段的驱动以及引锭杆和板坯的跟踪等。
炼钢连铸智能排程系统的研发与应用

櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴毷毷毷毷智能制造技术专栏(Ⅰ)炼钢连铸智能排程系统的研发与应用易 剑1,万 亮2,贾树晋1,杜 斌1(宝山钢铁股份有限公司1.中央研究院,上海 201999;2.制造管理部,上海 201900) 摘要:炼钢连铸生产过程牵涉多个工序,是连续和离散混合的复杂系统。
对宝钢股份薄板最新的炼钢连铸智能排程系统进行了详细介绍,首先阐述了炼钢连铸生产计划所涉及的相关问题及工艺约束,然后划分断点进行了模型架构的设计,并构建了流向平衡的数学模型,通过系统设计和开发,与9672系统进行了在线集成,在宝山基地得到成功应用。
现场的使用情况表明,炼钢连铸智能排程系统在提高计划效率、减少调宽、提升中间包利用率等方面都有较为明显的应用效果。
关键词:炼钢;连铸;生产计划;智能排程中图分类号:TF777 文献标志码:B 文章编号:1008-0716(2021)02-0010-05doi:10.3969/j.issn.1008-0716.2021.02.002ResearchandapplicationofintelligentplanningsystemforsteelmakingandcontinuouscastingYIJian1,WANLiang2,JIAShujin1andDUBin1(1.ResearchInstitute,BaoshanIron&SteelCo.,Ltd.,Shanghai201999,China;2.ManufacturingManagementDepartment,BaoshanIron&SteelCo.,Ltd.,Shanghai201900,China) Abstract:Steelmakingandcontinuouscastinginvolvesseveralprocesses,whichisacomplexsystemofcontinuousanddiscretemixing.TheintelligentplanningsystemforsteelmakingandcontinuouscastingofBaosteelisintroducedindetail.Firstly,therelatedproblemsandconstraintsinvolvedinsteelmakingandcontinuouscastingproductionplanaredescribed.Then,thearchitectureofmodelsaredesignedandthemathematicalmodelofconsideringthebalanceofdemandsisconstructed.Aftercompletionofdesignanddevelopment,theplanningmodelsareintegratedinto9672onlinesystemandsuccessfullyappliedinBaoshanbase.Finally,theactualapplicationindicatesthattheintelligentplanningsystemforsteelmakingandcontinuouscastinghasobviouseffectsinimprovingplanningefficiency,reducingwidthadjustmenttimesandimprovingtundishutilization.Keywords:steelmaking;continuouscasting;productionplan;intelligentplanning基金项目:国家重点研发计划资助项目(2017YFB0304100)易 剑 高级工程师 1978年生 2004年毕业于东北大学现从事智能制造数模技术研究 电话 26641070E mail yijian@baosteel.com 炼钢和连铸是钢铁生产过程中的两个关键环节,由于它们具有高度耦合性,在进行生产组织时通常是把它们合在一起来考虑,其核心是炼钢—连铸生产计划的排程,即根据炼钢工序和连铸工序的生产能力、工艺规程,考虑合同交货期的紧急程度,以及下游工序的集批要求,合理安排转炉的炼钢生产计划和连铸机的浇铸生产计划[1-3]。
板坯连铸大包下渣自动检测技术探索与实践
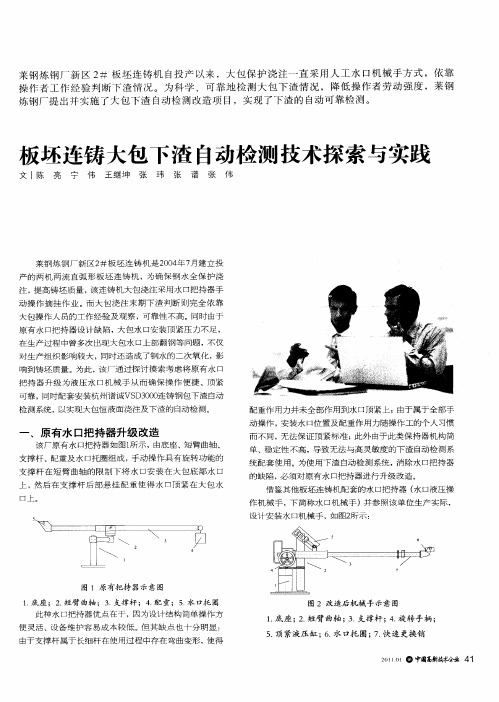
注 , 高 铸 坯 质 量 , 连 铸 机 大 包 浇 注 采 用 水 口把 持 器 手 提 该 动 操 作 摘 挂 作 业 。而 大 包 浇 注 末 期 下 渣 判 断 则 完 全 依 靠 大 包 操 作 人 员 的 工 作 经 验 及 观 察 ,可 靠 性 不 高 。同 时 由 于
原有 水 口把持 器设计缺 陷 , 大包 水 口安装顶 紧压 力不 足 ,
振 动来 完成 检测 。该 系统可 有效控 制杜 绝原 有人工 下 渣
检 测带 来的 种种 弊 端 。
三 、下渣 自动检测 系统工作原理
VS O O 铸 钢 包 下 渣 自动 监 测 系 统 通 过 感 受 机 械 D3 0 连 操 作 臂 的 振 动 来 检 测 连 铸 过 程 中的 下 渣 。在 钢 水 浇 注 过 程 中 , 水 流 经 长 水 口注 入 中 间 包 时 , 水 冲 击 长 水 口壁 钢 钢
在 生 产 过 程 中 曾 多次 出现 大 包 水 口上 部 翻 钢 等 问题 ,不 仅 对 生 产 组 织 影 响 较 大 ,同时 还 造 成 了 钢 水 的 二 次 氧 化 , 影
响 到 铸 坯 质 量 。为 此 , 厂 通 过 探 讨 摸 索 考 虑 将 原 有 水 口 该 把 持 器 升 级 为 液 压 水 口机 械 手 从 而 确 保 操 作 便 捷 、顶 紧 可 靠 ,同时 配 套 安 装 杭 州 谱 诚 VS 0 0 铸 钢 包 下 碴 自动 D3 0 连 检 测 系统 ,以实 现 大 包 恒 液 面 浇 注 及 下 渣 的 自动 检 测 。
比 重 相 差 较 大 , 动 粘 度 也 不 相 同 , 以 在 混 有 钢 渣 的 钢 流 所
流 穿过 长 水 口时 会 表 现 出 不 同 的振 动 特 性 系统 的 传 感 器
“纪念山东金属学会成立30周年”优秀论文评选结果
孟祥彬 , 江
孙翠华
楠, 李
克 毅, 王 平 慧
莱芜钢铁集团有限公 司
莱芜钢铁集团有限公 司
李玲美 , 段崇庆 , 苏 路 峰, 赵培林 , 周
莱芜钢铁集团有限公 司 莱芜钢铁集团有限公 司 莱芜钢铁集 团有限公 司 莱芜钢铁集 团有 限公 司 平 莱芜钢铁集 团有 限公 司
莱钢转炉优钢洁净度 的研究 与控制 煤气在线检测 系统 的应用与研究
平, 吴会亮 , 代
李修峰 , 刘亚丽 , 温建波
莱芜钢铁集 团有 限公 司
郎达慧 , 王子金 , 刘元意 , 蒋学健 , 王雪朋 莱芜钢铁集 团有 限公 司 王付华 , 姬光刚 , 庄新军 , 曹洪杰 , 薛俊玺 莱芜钢铁集 团有 限公 司 董征科 , 李春路 , 王连 昌, 母先金 , 国兴 莱芜钢铁集 团有 限公 司 邱 况作尧 , 段崇义 , 王 吴 于利 国, 胡威武 , 李 李彦初 , 王
孙圣刚 , 黄文初 , 徐胜功
种特殊结构 的滑动进 口导卫装置
异型坯连铸机全保护浇注工艺设计应用
婕, 邓存善 , 韩蕾蕾 强, 崔金强 , 陶 晨 民, 王耀臣 智
莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有 限公 司 莱芜钢铁集 团有限公司 莱芜钢铁集 团有限公司
各 团体 会员、 刊务理事及成员单位 :
值 山 东金 属 学会 成立 3 周年之 际 , 了更好 地服务 企业 、 务会 员 , 0 为 服 进一 步促 进科技 创
新和技 术 交流 , 山东金属 学会将举 办 系列纪念 活动 , 中, 秀论 文评 选是 该活动的重要 组成 其 优 部 分 。为 了顺利 开展 优 秀论 文评 选_ 作 , 0 1 3月份 开始 , 至 7 T - 自2 1 年 截 月底 , 属 学会 向全省 金
铸造生产过程在线快速检测技术研究及应用进展

铸造生产过程在线快速检测技术研究及应用进展摘要:随着智能铸造、绿色铸造步伐的不断加快,铸造生产过程检测技术特别是在线检测技术的重要性愈加突出。
为了进一步提高我国铸造检测技术研究及应用水平,服务智能铸造车间构建,本文综述了合金熔体质量、型砂及砂型质量、铸件质量三大方面的检测与监测技术的研究及应用进展概况,简要分析了主要在线检测技术的发展趋势。
关键词:智能铸造;在线检测;快速检测;研究应用进展引言铸造是将固态原料变成液态熔体再变成固态铸件的过程,或者说是一种利用固-液和液-固两个转变获取所需零部件(或其毛坯)的生产工艺。
如果说合格的金属或合金熔体、合格的铸型及合理的浇注工艺,是获得合格铸件的必要条件,对熔炼过程、配砂及造型过程以及铸件质量实施在线检测则是实现必要条件的必要条件。
历经多年发展,我国铸造检测技术已有长足进步,从简单参数手动检测到复杂参数自动检测,从单一参数模拟记录到多参数智能分析,与国外先进铸造检测技术的差距日渐缩小。
当前的智能铸造车间建设给铸造检测技术提出了更高的要求,作为智能铸造重要组成部分的智能感知单元,铸造在线检测需要完成更多角度、更快速度和更高精度的参数检测。
铸造检测技术面临严峻挑战的同时,也迎来了难得的发展机遇。
本文分铸造合金熔体质量检测、型砂及砂型质量检测、铸件质量无损检测三大方面,回顾在线检测技术研究及应用进展并分析其发展趋势,旨在找出短板、发现空间、挖掘潜力,促进在线检测技术快速发展。
1铸造合金熔体质量检测技术评价铸造合金熔炼质量的标准是熔体质量,实际生产中最受关注的熔体质量指标是熔体温度、化学成分、纯净度及结晶后组织性能。
1.1熔体温度检测熔体温度控制对合金熔炼、炉前处理及浇注过程优化控制均具有重要影响,熔体温度精准控制与铸造工艺有机结合也是获得优质铸件的重要途径。
随着远红外测温等技术的不断进步,非接触测温已经成为许多铸造企业合金熔体炉前测温的重要或主要手段。
为了兼顾检测精度和检测成本,也有准接触测温技术的研究,采用一种低成本管体探头浸入被测熔体,熔体热辐射经管腔射向红外敏感器件,经变换后输出熔体温度。
合金钢连铸机在莱钢的应用与改进

表 1 合金钢连铸 机主要性能参数
项
铸 机 流 数 目 参 Nhomakorabea 6
铸机型式 铸机半径/ m
流 间距 / mm
全弧型 , 连续矫直 l 2
15 40
结 晶器铜管长度Am 中间包容量/ t 铸 机冶金长度/ m 铸坯断面尺寸/ mm
定 尺长 度 , m
80 5 3 9 2 ( 晶器液面至火切机) 6结 l0x20 6 0 2 o 8 2 2 0x3 o 0
6 2一
冶金设备管理与维修
弧 。带 结 晶器支 撑 、 中和 固定 装 置 的振 动 台 , 对 采 用 液压 振 动形式 。 能够实 现结 晶器 正 弦和非 正 弦 振 动 , 动 波 形 、 率 、 幅在 线 可 调 。振 动 频 率 振 频 振 范 围 4 ~5 0 2 0次/ i , 大 振 幅 为 ±6 m。液 压 振 mn 最 a r
第 2 卷 2 1 年第 1 总第 15 8 00 期( 4 期)
稳 对铸 坯 质量 的影 响 。振动 装置 采用 液 压振动 技
术;
(0 采 用 大 弧 形 半径 和连 续 矫 直技 术 , 免 1) 避 矫 直裂纹 的产生 ; (1采 用 高 效 抛 物线 结 晶器 , 足合 金 钢 铸 1) 满 坯 的收缩 特性 , 提高冷却效率 , 降低拉坯阻力 , 结 晶器维护 工作量 小 ; (2 采用 一段 密排 辊 扇形段 , 外 对弧 , 整 1) 线 可 体从浇铸 平 台上 的结 晶器开 口处 吊装 ; (3 采用铸坯 凝 固末 端轻压 下技术 。 1)
27 7矩 形坯 ) 9.( 坯 ) . ( ~ 0圆
拉矫速度,r, n ( mi n ) 工作拉速,1, n ( mi) n
特钢连铸自动控制系统的开发与应用

De eo m e t a d Ap l a o f Au o a i n r l S se o v l p n n p i t n o t m tc Co t o y t m f ci Co t u u s n a h n n S e i l S e l Pl t n i o s Ca t g M c i e i p ca t e a n i n
i uta E e e a - ah e i e ae ad f qec ovr o o m n ao fQ a- n si t r t n m ci n r c n r uny cne i cm u i t n o u d rl h n ,m n tf e sn ci n
r m e e f Mo io C . T e y tm h s e n u nn tb y a d rla l r t e r u sr s o d c n o i h s s e a b e r n ig sa l n ei y f wo y a s b o
维普资讯
冶 金 动 力
7 0
MEr II GIAL P Aቤተ መጻሕፍቲ ባይዱ.UR c OWER
2噼 第 3 0 期 总 第 15期 1
特钢连铸 自动控制系统的开发与应用
赵郁 蒙,陶传芳
( 山东省冶金设计院, 山东莱芜 210 ) 714
【 摘 要】 针对莱钢特钢厂 5 H Ot P电炉连铸机的工艺特点, U 设计开发了矩形坯连铸机自动控制系统,
n tt e d ft rc s. a d me e n e s o e p o e s h h
【 y w r s e tn ua ie at ;P C MI rq e c o vri o m nct n Ke o d 】rca g l bl tc s r L ;H ;f u n y c n e o c m u i i r l e e s n ao
莱钢5#方坯连铸机自动控制系统的设计和实现

Abs r c : i a e r s n s t e s h me a d c n g r t n o e c n r ls s e o e n . i — ta d b le a t ri i a g t a t Th sp p rp e e t h c e n o f u a i ft — o to y t m ft o 5 s x sr n i t se n Lag n i o h h l c
其 自动化系统配置先进、合理、性能可靠 ,是先进工艺与先进 自 动化技术的完美结合 , 为莱钢年产 10万吨钢做 出了较大的贡献。 O0
22 拉矫 跨 .
2 工 艺过 程
连铸生产是钢铁冶炼企业中的—个承 匕 启下的关键环节 ,它 对钢材最终的质量好坏 , 产品开发都有着举足轻重的作用。 方坯连 铸生产线主要由钢水接受跨、 拉矫跨, 切割出坯跨三大部分组成 。1 【 1
Auo t n r I f l t se t mai Co t Bi c o o a l Ca t r e
W U a -h n , n , AN i YANG i n Zh o c e g LIHo g BI l , Ja ( GagA tmai e t no s e A e, aa 2 10 , hn ) n uo t nS ci f t l raT in, 7 14 C ia o o e
称重传感器 , 感应出的信号经过信号处理器处理后直接传到铸机 公共 P C,并通过 WI L NCC画面在主控室 HMI 上显示出来 。所
板坯连铸机控制系统改造

2 1 年 1 月 01 O
山 东 冶 金
S a d n Meal r y hnog tl g u
V0 . 3 13 No5 . 0c o e 0 tb r 2 1 1
板坯连铸机控 制 系统 改造
孟祥 彬 , 江 楠, 李 克
( 芜钢铁 集团有限公司 自动化部 , 莱 山东 莱芜 2 10 ) 7 14 摘 要 : 莱钢大 型 2 板坯连铸机控制系统 由于设计缺 陷 , 已不能满足生产的需要 。通过将结 晶器振动装置 由机械振动改 成 液压驱 动 , 增加结 晶器调 宽系统 , 二冷配水 模型化 , 现场操 作箱改造成远程站 , 各控制子系统统 一网络 , 投用铸坯跟踪计数
冗余 系统 , 使用毛刺 系统和离线调宽 系统等措施 , 高了铸 机整体 的控制 能力和水平 , 提 实现 连铸 铸机整体 的高度 自动化控
制, 提高产 品质量及产量 。
关键词 : 连铸机 ; 控制系统 ; 改造
中图分类 号: P 7 T 23 文献标识码 : B 文章编号 :0 4 4 2 (0 10 — 19 0 10 — 6 0 2 1 )5 0 2 — 2
收稿 日期 :0 10 — 8 2 1- 80 作者简 介: 孟祥彬 , ,9 6 男 17 年生 ,0 2 2 0 年毕业于 山东 大学 自动化专
数值计算动态调节各区水量 , 使得铸坯按照预定的
目标温度均匀冷却 , 以便达到控制铸坯组织和内部 质量 的 目的。二冷配水模型考虑了铸坯传热 的滞
的使用寿命。 2 结 晶器 调 宽 系 统 的盲 区 。 由 于没 有 结 晶 器 )
调 宽系 统 , 晶器下 线 以后 维修 人员 通过 标 尺测绘 结 进 行结 晶器 宽 度 的调 节 , 尺 测 绘 既 产生 误 差 , 标 又 耗 费 大量 的人 力 物力 , 外结 晶器 宽 度 没有 反 馈 , 另 不 能在 线查 看所 投用 结 晶器 的宽 度 , 一旦 宽度 发 生
莱钢方圆坯连铸机优化改造及生产实践

oPTI I M ZATI oN TRAN S FoRM ATI oN F LLET o NTI o BI C NUo US CASTI NG ACHI M NE AND TS PRoDUCTI I oN PRA CTI CE
Z a u nu MaC u n ig H ig e Y n pn LuJnig F nX rn h oG a f h a qn eQ n w n a gMiig i il a i g n o
( 芜 钢铁 股份 有 限公 司特 殊钢 厂 , 莱 山东 莱 芜 2 10 ) 7 15
摘 要 介 绍 了莱 钢 方 圆坯 连 铸 机 优 化 改 造 的 具 体 实 施 情 况 。改 造 效 果 显 示 各 项 优 化 改 造 合 理 , 铸 坯 表 面 光 连
洁 , 形 完 美 , 陷 、 方 问 题 基 本 杜 绝 ; 铸 坯 等 轴 晶 率 大 幅 度 提 高 , 织 细 密 、 匀 , 坯 中 心 疏 松 和缩 孔 大 大 改 坯 凹 脱 连 组 均 铸 善 。该 改 造 为 连 铸 机 向 品 种 化 、 效 化 生 产 奠 定 了坚 实 的基 础 。 高 关 键 词 连 铸 机 ; 圆坯 ; 化 改 造 ; 产 实 践 方 优 生 中 图分 类 号 :F 4 . T 3 16 文献标识码 : A 文 章 编 号 :6 1— 88 2 L )4— 0 7一 3 17 3 1 (O O O 0 2 o
( )通 过 将 结 晶器壳 体 与框 架之 间 的净环 水膨 2 胀 软 管改 为橡 胶挠 性 接 头 形 式 , 决 了膨 胀 软管 损 解 坏 频繁 的难 题 。
1 主 要 设 备 改 造 及 工 艺 优 化 状 况
1 1 结 晶器 的优化 改造 . ’
铸造生产过程在线快速检测技术研究及应用进展_1
铸造生产过程在线快速检测技术研究及应用进展发布时间:2022-10-10T03:10:00.218Z 来源:《工程建设标准化》2022年第11期第6月作者:孟爱东[导读] 铸造是将固体原材料转化为液体熔体,然后再转化为固体铸件的过程,孟爱东身份证号:32091919740930****摘要:铸造是将固体原材料转化为液体熔体,然后再转化为固体铸件的过程,或者是使用固液和液固转化来获得所需零件的生产过程。
如果合格的金属或合金熔体、合格的模具和合理的浇注工艺是获得合格铸件的必要条件,则熔炼过程、混砂和造型过程以及铸件质量的在线检查是实现该必要条件的必要条件。
经过多年的发展,我国铸件检测技术取得了长足的进步,从简单的参数手动检测到复杂的参数自动检测,从单参数模拟记录到多参数智能分析,与国外先进的铸件检测技术的差距日益缩小。
关键词:铸造生产;在线快速检测技术;应用1铸造合金熔体质量检测技术1.1熔体温度检测熔体温度控制是铝合金冶炼、炉外溶出和浇注全过程提升操作的关键隐患。
精确的熔体温度调节和铸造加工技术的有机结合是获得高质量铸件的有效途径。
随着远红外测温等新技术的不断发展,非接触测温已成为许多铸造企业炉外铝合金熔体温度测量的关键或主要方法。
为了具有检测精度和检测成本,以及准接触式温度测量技术的科学研究,选择了一种低成本的管状摄像机穿透待测熔体。
熔体辐射热经济管理室发射红外敏感元件,转换后得出熔体温度。
目前和未来,熔体温度测量技术必须解决的两个问题是:最大限度地消除远红外线等非接触测温的影响因素,进一步提高其测温精度;快速更换连接头被刺绣连接头取代,这进一步降低了热阻温度测量的检测成本。
除了关注温度测量的技术进步外,日本铸造公司的熔体温度管理机制值得借鉴。
熔体温度管理方法的三个关键点是:①在熔炼过程中,当熔体温度升高时,无线网络检测熔体温度,系统显示阶段温度并预测和分析上升到预设最高温度控制所需的时间,仪表板循环系统测量温度并指示温度和时间,当温度设定时,发出光控报警;②熔体通知传输到钢包后,无线网络温度检测器循环系统检测钢包中的熔体温度,实时显示当前温度值和降至设定温度所需的时间,以便在设定温度时发出光控报警;③在熔体浇注过程中,无线网络检测器立即检测熔体温度。
连铸机模拟定尺自动控制系统的研究与应用

连 铸 机 模 拟 定 尺 自动 控 制 系 统 的 研 究与 应 用
赵 春 佳
( 钢 集 团 自动 化 部 山 东 莱 芜 2 1 o 莱 7 1 4)
[ 摘 要 ]在 现 代 化 连 铸 工 艺 生 产 过 程 中 ,铸 坯 需 按 一 定 长 度 精 度 进 行 切 割 ,本 文 提 出 的 模 拟 定 尺 切 割 系 统 ,利 用 铸 机 自带 的 西 门 子 S7 ~ 4 L 控 制 系 统 编 程 , 实 j 铸 坯 高 精 度 定 长 切 割 , 与 传 统 的 红 外 定 尺 系 统 相 比 , 具 有 投 资 少 、 故 障 率 低 、 运 行 稳 定 等 优 点 ,在 冶 金 行 oP 0 C 见了 业具 有广 泛 的应 用 前景 。 [ 关键 词 ]自动 控 制 模 拟 定 尺 连 铸 中 图 分 类 号 :T P 文 献 标 识 码 :A 文 章 编 号 :1 0 - 1 X( 0 ) 6 0 4 - 1 9 9 2 1 0 - 0 9 0 0 4 0
备 。其 工 作 原 理 如 下 : ( ) 据 采 集 1数
! ±
2
其 中 :
S :铸坯 的行程 ;S :铸坯每 个 8 m n 0 S的行程 ;V:铸坯每个 8 m 0s 的 平均速 度 ;V :每 个 8 I . 0l l S开始 时 的瞬 时拉速 ;V, :每个 8 m 0 S结 时的瞬 时 拉速 ;Sl .在 监控 操 作画面 上 设定 的定尺 长度 ;q:根 _ 据 实 际工 况 设定 的补 偿 系数 。
1、 前 言
=
20 0 5年 7月莱 钢炼钢厂新 二区 5 替连铸红 外切割定尺 系统正式投 产 以来,频繁 出现不 检测或切 长短尺 的现象 ,在此条件下 ,通过对定 尺系统的改造 ,利用编程算 出切割尺 寸并发 出切割信 号,避免 了原有 红外定尺系统依靠摄 像头检 测铸坯 度 ,容 易受外界环境 的影响 ,故 障率较高等缺点 。木 系统 的成 功应用 ,不仪 降低 了生产成 本,减少 了 劳动 强度 , 而 且还 大 大 提 高 了钢 坯 成 坯 合 格 率 , 提 高 了 生 产 膏 。 夏 2、模拟 切 割 系 统 的 自 动控 制 2 1模拟切 割定尺 自动控制系统 的硬件 . 本系统涉及 到的连铸机 设备有 铸流 西门子 S — 0 7 4 0控 t 系 统 、 液 i 9 面 自控 系 统 、 执 行 设 备 ( 括 火 焰 切 割 机 、 加 紧 汽 缸 、 返 回 汽 缸 )等 , 包 需 要 通 汛模 块 与 变 频 器 建 立 通 讯连 接 ,通 过 A I和 D I采 集 的 数 据 送 到 CU P ,经 过 数 据 处 理 ,通 过 D 0模 板 发 出命 令 , 敛 使 继 电器 和 接 触 器 吸 合 ,使 汽 缶 、 火 切 机 完 成 切 割 动 作 。 丁 2. 拟 定 尺 切 割 系 统 的 软 件 实 现 2模 模 拟定尺切 割系统直接 利用连 铸机铸 流西 门子 s — 0 7 4 0控 制系统 采 集 的 铸 坯 瞬 时 拉述 V,进 行 数 学 运 算 得 到 铸 坯 行 程 ,并 根 据 铸 坯 行 程 控 制 火 焰 切 割 机 、加 紧 汽 缸 、返 回 汽 缸 完 成 铸 坯 切 割 。 整 个 过 程 在 连铸机铸 流西 门予 S — 0 4 0控 制 系 统 中 完 成 , 编 程 语 言 使 用 S P 7 TE 7, 操 作 及 监 控 画 面 在 铸 机 工控 机 ( 用 W N C . 使 IC 6 0)上 完 成 ,无 需额 外 设
板坯连铸机扇形段在线检测技术应用

板坯连铸机扇形段在线检测技术应用王洪兴赵艳玲(河北钢铁集团邯宝炼钢厂河北邯郸 056015)摘要:连铸机扇形段质量好坏直接关系到连铸坯的质量,用辊缝仪对连铸机扇形段辊缝、导辊对弧和二冷喷淋情况进行在线监测,根据铸坯硫印监测内质情况判断连铸机在线设备状态,利用主控HMI实时监控系统检测扇形段驱动辊扭矩,综合判断扇形段故障位置,及时更换故障扇形段或对扇形段进行在线调整,提高连铸坯质量。
关键词:连铸扇形段辊缝硫印APPLICA TION OF MEASUREMENT TECHNIQUE FOR SLAB CONTINOUS CASTING MACHINEWANG Hongxing ZHAO Yanling(Hanbao Steel-making Plant of HeBei Iron-steel Group Corp. Hebei Handan 056015)ABSTRACT The condition of segment influences the quality of slab. We monitor the roll-gap, step error, spray of secondary cooling water online using the roll-gap checker, analyze the quality of the slab inner through the sulphur print inspection, monitor the torque of the pinch rolls by HMI, estimate the fault location of the segment and then exchange them or adjust them to improve the slab quality.KEY WORDS continuous casting,segment,roll-gap,sulphur print1 前言邯宝炼钢厂现有两台2机2流DANIELI直弧形板坯连铸机,2#连铸机于2008年10月17日热负荷试车成功,1#连铸机于2009年2月12日热负荷试车成功,试生产一年多以来,连铸板坯质量总体状况良好,铸坯一次检验合格率为99.18%,综合合格率为99.97%。
北京科技大学科技成果——表面质量在线检测系统

北京科技大学科技成果——表面质量在线检测系统项目简介表面质量已经成为企业日益关注的内容,传统人工检测方法存在着检出率低、工人劳动强度大等问题,已不适应企业对产品表面质量严格控制的要求。
采用表面在线检测系统是解决这些问题的惟一途径。
目前,发达国家的带钢生产线一般都配备有表面在线检测系统,从热轧生产线开始到冷轧的各条生产线,如酸洗、轧制、平整、涂镀及精整等,对轧制过程中各条生产线的表面质量情况都进行了全连续自动跟踪,不仅保证了产品的出厂质量,而且可以根据前面工序中的检测情况指导后面工序的生产,提高了产品的成材率及生产效率,给企业带来了巨大的经济效益。
本课题组于1998年开始在表面检测领域进行研究,在一项欧盟国际间合作项目和多个国家及省部项目的支持下,于2002年研制出国内第一套具有自主知识产权的带钢表面质量在线检测系统。
该系统采用CCD摄像头、图像处理、模式识别、并行计算等一些前沿技术,并自主开发了图像冻结技术、快速图像处理和模式识别技术等多项创新技术,解决了表面质量在线检测中的一些难点。
该项研究成果经专家鉴定,整体技术具有国际先进水平。
该产品于2003年7月获得北京市“高新技术成果转化项目”的认定。
应用范围本产品可广泛应用于钢铁、有色、造纸、塑料等行业,典型应用领域有:冷轧带钢、热轧带钢、中厚板、铝带、铝箔、铜带、铜箔、纸带、木材、塑料薄膜、陶瓷、纺织等生产线。
目前本产品已经应用于热轧带钢、冷轧带钢、中厚板等多条生产线,系统达到的技术指标是:检测速度18米/秒(可按用户要求提高);检测精度为0.3mm(可按用户要求提高);对生产线上常见缺陷的检出率≥90%,常见缺陷的识别率≥80%。
采用高亮度激光线光源作为照明,解决高温环境下热轧钢板远距离照明问题经济效益及市场分析表面检测技术虽然在发达国家使用比较广泛,但对于发展中国家还处于刚刚起步阶段,尤其是国内的钢铁行业。
面对着日益激烈的市场竞争,保证产品表面质量是提升企业形象和提高产品竞争力的关键。
莱钢六机六流方坯连铸机出坯系统适应性改造
铸 坯移送 机位 于 出坯 辊道上 方 ,主要 由运行轨 架、 主梁 、 梁 、 端 两套 传 动装 置 、 长轴 、 电缆 滑架 等部 分组成 , 用于将 停在 出坯辊道 上 的铸坯 移到冷床 上 。 铸 坯 移 送 机共 有 4个 车轮 和 2个 传 动 齿 轮 , 轮 2齿 的 同步 由 2 长轴通 过齿 轮联轴 器与减 速机 的双 出 根 轴 联接 而实现 。其行 走靠装 在长 轴上 的齿轮 和运行 轨 架上 的长齿 条来完 成 。移 钢装置 由双 拨爪及 拨爪
升降 装置 组成 , 可实 现双 向移 坯 ; 向一 方移 坯 时 , 当
另 一组拨爪 是升起 。
转 炉公 称 出钢 量 6 最 大 出钢 量 7 平 均 冶 0t , 0t , 炼周期 2 n 8 。六机 流连铸机 弧形半径 R /6i, mi 81 流 n 间距 1 5 l, 0mn 冶金 长度 1. 。铸 机 年产量 10 2 23 i 5n 0 万 t 坯 :5 l×10mm,短 定尺 2 5 3 5m; 。铸 10mn 5 . 、. 9 5
速 比 4 .8 9 。 7
铸 机拉速见表 1 。
表 1 六机 六流连 铸机 拉速 m, i mn
面 /m 最大 拉速 匹配拉 速 工作拉 速 最 大拉 速 匹配拉 速 工 作拉 速 r a
1 0× 1 0 5 5
1 5× 2 0 6 0
23 液压步 进翻转冷 床 .
1 1 5 /2 行 车将 混铁炉 中的铁水兑人 5 转 炉 台 2t t 3 0t
10m 行 程 4 0m 工作 压力 8M a工作 介质 0 m; 5 m; P ;
为水 一乙二醇 。 22 铸坯 移送机 .
中。钢水 ( 质钢要进 7 L 优 0t F精炼炉进行 精炼 ) 过 通 1 10t 0 行车座 到连铸 机大 包 回转 台上 ,进 而 台 4 4 / t 生产 出不 同断 面和定 尺 的钢 坯 ,通 过专用保 温汽 车
合金钢连铸机自控系统的开发与应用

坯进入二冷 区, 使铸坯进一 步冷却 , 直至完全凝 固。 铸坯在引锭杆的
作用下 , 通过拉矫机后将引锭杆与铸坯脱开 , 火焰切割机 按设 定的
3 . 1结 晶 器 液 面 控 制
保持结 晶器 中钢水液面 的稳定 , 可使结 晶器 的热交换稳定 , 钢 铸坯 定尺 自动切割铸坯 , 切割后的铸坯通过运输辊道移坯车 、 推钢 液面上的保护渣层厚 度一定 , 这对 改善铸坯 的质量有重要作用 。 采 机 至冷床 。 用放射性 同位素法 , 为放射源铯放 出的 v射线穿过水冷结晶器 , 被
关 键词 : 网络 通信 结 晶器 二 冷 水模 型 电磁 搅拌 中图分 类号 : T F 3 4 5 文献 标识码 : A
文章 编号 : 1 0 0 7 . 9 4 1 6 ( 2 0 1 3 ) 1 1 - 0 0 6 3 — 0 1
1生产 工 艺流 程 简述
连铸机调速精度要求高 , 现场 电磁干扰源多 , 因此采用施耐德公司 A TV 5 8 系 列 矢 量 变 频 器 , 与 P L C 之 间 的信 号 传 递 采 用M o d b u s P l u s 由电炉生产的钢水 , 据钢种要 求 , 经L F 、 ( VD ) 炉精炼处理 , 钢水 ( 简称 MB + ) 现场总线网络 , 全数字信号传输 , 抗干扰 能力 强 , 且采 温度 、 化学成分达到连铸要求后, 由吊车吊到大包 回转 台进行浇注。 有 固定的传 输时延 , 防止 网络产生拥堵 现象 。 矢量 首先 , 将引锭杆头送入 结晶器 内, 并在结 晶器 内密封好 。 引锭杆准备 用令牌通信方式 ,
f 变频技术具有更高 的调速精度 , 适合结 晶器 好后, 把热 中间包通过 中间包车送到浇注位置 , 并使 中间包 的浸入 变频技术 比传统 的u/ 振动、 拉矫机等控制精度高 的场合 。 通过MB + 网或操作 面板对变频 式水 口对 中 并 下 降 插 入 结 晶器 内 。 装 好钢 水 包 长 水 口 , 并 下 降 插 入计数器所接收 ; 闪烁计 数器接收到的射线强度 随钢液面
连铸板坯表面温度在线实测研究报告

连铸板坯表面温度在线实测的研究刘庆国孙蓟泉温崇哲曾小平(燕山大学> (天津钢厂>摘要介绍了天津钢厂超低头板坯连铸机的铸坯表面温度在线实测方法、原理及结果分析,其结果对调节拉坯速度、改进二冷区冷却模式、预防拉漏及提高铸坯质量均提供了可靠的依据。
关键词连铸板坯光纤比色式测温仪传感器STUDY OF ON-LINE MEASUREMENT OF SURFACETEMPERATUREOF CONTINUOUS CAST SLAB LIU QingguoSUN JiquanWENChongzheZENG Xiaoping(Yanshan University>(Tianjin Steel Works>ABSTRACT In this paper,the method,principle and result of surface temperature measur-ement of continuous cast slab are discussed.It provided reliable basis for adjusting casting speed,improving cooling pattern and quality of slab.KEY WORDS continuous cast slab,optical fiber,sensor1 前言连铸时板坯表面温度是调节拉坯速度、调节二冷配水、确定液相穴深度的一个重要参数。
而铸坯表面温度不仅决定于结晶器和二冷区的冷却强度,还与板坯断面尺寸、钢种、拉坯速度、坯壳厚度等因素有关。
由于现场连铸机安装空间狭小而又封闭,二冷区环境高温,铸坯周围有汽水雾化冷却形成的高温蒸气,铸坯表面又有冷却水形成的水膜和氧化铁皮,常常影响测温的精度,因此准确地测出连铸板坯表面温度,特别是在线实测存在着较大的难度。
这也是迄今仍无法根据铸坯表面温度这一参数进行二冷水控制的原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 、铸 坯 表 面 质 量 检 测 系统 的组 成
根 据 上 述 分 析 , 坯 面质 量 检 测 系 统 由如 下 几 部 分 组 成 。 铸
图 1为 检 测 原 理 图
22CCD 的 配 置 .
3I光 学部 分 .
光 学 部 分 由2 Nio 5 个 k n 8mmF .定 焦 镜 头 和 2 2 4 像 素 /14 个 08 铸坯外形尺寸 , 根据不 同的尺寸规格和实际精度要求选择不 同 的TD 线 阵C D组成 , I C 主要实现对铸坯表面 的扫描成像 。 的C CD。 32照 明部分 . 23检 测 方 式 . 照 明 部 分 由高 亮度 L D阵列 和 柱透 镜 组 成 , E 实现 对 铸坯 表 面 的 采 用 C 架 结 构 设 计 , 置 于 铸 坯 上 面 , #机 、 #机 各 采 用 2 高 亮 度 高 均 匀 性 的 照 明 。 型 放 1 4 线 — C C n 33机 械 结构 部分 . 镜 头 0 机械结构部分主要 实现对光学部分和照明部分的调整 , 安装与 固定 , 由成像头( 光学部分)灯箱( 、 照明部分)支架、 、 控制机柜组成 。 要求结构稳定可靠 。 34硬 件部 分 . 硬件部分 由2 C 数据实时采样处理单元( 块C D 高速D P、 S 高速存 储控 制器和存 储硬盘 、 i a i I tr e MAC G g b t n en t 控制器 、 g bt Gia i 图 2 为 设 备 安 装 图及 实 际 照 射 角 度 图 下转第6 页 1
中 图分 类号 : P 7 T23
文献标识 码 : A
文章编 号 :0 79 1(0 20 —0 90 10 -4 62 1)20 5 .2
1、 前 言
台摄像机 , 采用 C 型结构支撑 , 机械设计简 单方 便 , 施工量小 。
24照 明 光 源 . 目前铸坯质 量在线检 测通过人工 近距 离 肉眼观 察检查 , 温度 采用 先 进 的 大 功率 L D管 照 明 。 E 目前 单 只L D 功 率 可 达 5 E管 ~ 高, 劳动强度大 , 肉眼检测不准确, 往往将存在质量 问题的铸坯发到 0 方 E排 并 下 道 工 序 , 轧 材 质 量 造 成 影 响 , 以 , 必 要 在 1 、 #连 铸 机 增 1W , 案采 用 多 只 L D 成 阵 列 , 用 柱 透 镜在 一 个 方 向上 聚 焦 , 对 所 有 # 4 形成 一个相 对 窄 的高 亮度 照明带 照 明检测 面 的一个 窄条 , 线阵 设铸坯表面 质量在 线 自动检测设备 , 提高检测 效果 。 C DI对这 一被 照明的窄带成像 。 C  ̄ p 2、 方 案 确 定 2 5 CCD 图像 数据 的 采 集 、 压缩 、转 移 、存储 与 处理 . 本方案主要采用光学成像 原理 , 利用CC 图像 传感器 , D 将需要 为保证高帧频 的采集与传输 , 将所有像素的信号分成二路并行 检 测的铸坯表面 图像输入计算机, 然后通过专用的图像处理软件对 输 出 。 C 的 每 路 输 出信 号 用 一 个 高 速 D P 行处 理 : 方 面 将 该 C D S进 一 所 得的图像进行 处理 , 出图像 中是否有缺陷存在 , 得 在得 出图像 中 路 图像 数 据 压 缩 后 快 速 存 储 在 高 速 硬 盘 上 存 储 , 时 , C 的 每 路 同 C D 的 缺陷 后 , 过 专 用 的 自学 习 系统 , 所 得 缺 陷 进 行 分类 , 终 达 到 图像 数据 再被 送 入 高 速 工 控 机 1 通 对 最 进行 实 时 图像 处理 , 提取 铸坯 表 面 计算机 自动 识别铸 坯表面缺陷的要求 。 缺陷 、 计算 缺陷大小 、 位置。 并将计 算的结果传送 给高速工 作站2 。 21表 面质 量检 测 的 基本 原理 . 为便于事后对铸坯表面缺陷进行复现 , 高速工作站2 在接收高 铸坯表 面质量检 测采用线阵CC D图像传感 器 , C C D列阵沿异 速 工 作 站 l 结 果 后 , 通 过 网络 交 换 器 和 Gg btEh m e MAC 的 再 iai te t 型坯铸坯底面宽度方 向放置, 可以获得铸坯底面横向一个窄条 的图 控制器 , 存储在CC 从 D数据存储单元上 的高速 硬盘 上读取有缺陷 像, 铸坯在轨道 上运 动进 行长度方向扫描 , 这样 线阵C D C 就可获得 的原始压 缩图像 数据 , 转存在大容量硬盘阵列上 , 以便根据重轨底 了运动 的整 幅图像 ( 见图1。 )通过软件对该铸坯底面 图像进行处理 , 面缺 陷数据对照图像进行再现查看 。 当一根铸坯表面缺陷检测完并 自动判断高铸坯底面 缺陷并计 算缺陷的大小 、 围和特 征 , 范 根据铸 将存 储单元上 高速硬盘上暂存 的图像 送给高速 工控机2 , 后 即刻删 坯运动速度计算缺陷所在位置 , 并与存 储在计算机里的缺陷库进行 除存 储单元上高速存储 硬盘 上的数据 , 供下次采样存储用 。 26铸坯表 面缺 陷的提取 、计算 、识别 、分类与统计 . 比较 , 定缺陷的 类型 , 确 而后进行分类统计 , 并生成 质量报表 。 通 过 研 究 典 型 缺 陷 的 图 像 特 征 , 立 铸 坯 表 面 缺 陷 库 。 速 工 建 高 作站 I 将CC 采样 的图像进行分析 比较 , D 提取缺 陷后 , 将缺陷 的特 征、 大小 、 位置 等信息通过网络传送给高速工作站2高速工作站2 , 将 接收的缺 陷与缺陷库中的缺陷特 征进 行比较, 完成缺陷的识别、 分 类与统计 , 并将缺陷部分的原始数字图像一并保存起来 , 生成铸坯 表 面 质 量 检 测 报告 。
测各地 区各 产品的销售量 , 结合生产 测算模 块使得企业 利润最大 化。 库存成本在石化企业总成本 中也 占有一定的 比重 , 如何安排 原 料及产成品库存安排 , 是库存测算模块需 要解 决的 问题 。
在 产 品生 产 层 面 , 需要 依 据 企 业 的生 产 经 验 , 而抽 象 出具 体 进 的 生产 公 式 , 建 立 相 应 的模 型 库 。 可分 为企 业 总 流程 生 产 测 算 , 并 其 产 品链 优 化 测 算 和单 产 品 优 化 测算 。 业 的 整 个生 产 流 程 是 一个 不 企 可分割的整体。 测算模块可 以对企业总流程进行优化分析等 , 可 也 以针对单一产品链进行优化测算, 例如烯烃链、 芳烃链等。 产品链 对 可 以进一步分解 , 对单一产 品进行优化测算 , 例如聚 乙烯 聚丙烯 、 乙二 醇 等 , 得 在 原 料 固定 的情 况 , 产 出更 多 的产 品 。 使 生 测算模块是对数据库与模型库的综合运用 , 模型库决定 了决策 展示模块所呈现的信息都是 固定的格式化的信息 , 管理人员通 支持系统的实用性 , 模型库 的建立过程不是一蹴而就的 , 必须在 企 过 这 些 信 息 只 能 了 解企 业 整 体 的 生 产 经 营状 况 , 当面 临 一 个 具 体 的 业 的生 产 实 践 中 加 以总 结 完 善 。 决 策 问题 时 , 些 信 息 是 不 能 满 足 管 理 人 员 需 求 的 。 这 因此 需 要 分 析 3、 结 语 模 块 来 解 决 管 理 人 员如 何 获 取 信 息 的 问题 。 业 在 经 营 过 程 中会 面 企 石化企业决策支持系统的实施必须依据 企业信息 化建设已有 临各种各样的决策 问题 , 决策支持系统能够做 到的是为管理人员提 的基础 , 贯穿决策支持 系统整个构架始终 的是对数据的使用 , 业 企 供有助于 解决 问题 的数 据信息 , 帮助决策者 更好地解决 问题 。 在长期经营过程 中积累的数据是一 笔宝贵的财富, 决策 支持系统就 为决策者提供信息最直 观最方便的方式是图表 , 但分析模块 中 从 的 图表 不 同于 展 示 模 块 的 图表 。 分析 模 块 中 , 在 图表 必 须 是 可 以 自 是对这 些数据加 以整合利用 , 中提炼 出对企业生产经营有用的信 息 , 而 实 现辅 助 决 策 。 决 策 支持 系 统 的 建设 , 论 文 只是 从 整 体 从 对 本 由定 义 的 , 就 是 说 , 户 可 以根 据 自己 的需 要 定义 图表 中 的 数 据 也 用 框架上进行 了讨论 , 具体实施时需要开 发人员结合企业 的实际情况 项, 将数据库 中的数据信息通过 图表展示 出来 , 数据库 中存储 的是 结 构 化 的数 据 , 中包 含 的信 息 是 非 结 构 化 的 , 析 模 块 可 以 帮 助 进 行 开 发 。 其 分 决 策 者将 这 些 非结 构 化 的 信 息 从 数 据 库 中提 取 出来 , 且 不 需 要决 参 考 文 献 并 策者 了解有关数据 库查询的知识 。 [] 1 曾德 华, 晓齐 . 能 决 策 支 持 系 统框 架研 究[]中 国 电化 教 育 , 郑 智 J.
… ・ ・ ・
_ 十
1 目4 术 数 技
帮
应 用 研 究
在 企 业 整 体 层 面 上 , 原 料 采购 、 产 、 售 、 存 这 四个 方 面 从 生 销 库 分 别 进 行 决 策 支 撑 。 料 采 购 测 算 模 块 中 , 统 计 并预 测 不 同产 地 原 应 原油的品质 以及价格 变化 , 从而决定应采购何种原油及采购量 。 生 产 测算 模 块 应 根 据市 场 上 产 品价 格 的 变 化 , 于企 业 现 有 原 料及 生 基 产装置能力 , 决定生产何 种产 品。 销售测算模块应根据市 场变化 , 预
__ 船 r Leabharlann rI 字技术 敷应 用 研 究
质量在线 自动检测系统的研究与应用
鲍 红宾 吕晓茜 任名国 江楠
( 山东钢铁 莱钢集团有限公司 自动化部 山东莱芜 2 10) 714
摘要 : 用光 学成像 原 理 , 需要检 测的 铸坯 表 面 图像 输入 计 算机 , 过 专 用的 图像 处理 软 件对 所得 的 图像 进行 处理 , 出图像 中是 有 否 利 将 通 得 缺 陷存 在 。 关键词 : 铸 CCD图像 传 感器 DS 连 P