glkj
ISO15484Y2008

Reference number ISO 15484:2008(E)INTERNATIONAL STANDARD ISO 15484First edition 2008-08-01Road vehicles — Brake lining friction materials — Product definition and quality assuranceVéhicules routiers — Matériaux de friction pour garnitures de freins — Définition du produit et assurance qualitéISO 15484:2008(E)PDF disclaimerThis PDF file may contain embedded typefaces. In accordance with Adobe's licensing policy, this file may be printed or viewed butshall not be edited unless the typefaces which are embedded are licensed to and installed on the computer performing the editing. In downloading this file, parties accept therein the responsibility of not infringing Adobe's licensing policy. The ISO Central Secretariat accepts no liability in this area.Adobe is a trademark of Adobe Systems Incorporated.Details of the software products used to create this PDF file can be found in the General Info relative to the file; the PDF-creation parameters were optimized for printing. Every care has been taken to ensure that the file is suitable for use by ISO member bodies. In the unlikely event that a problem relating to it is found, please inform the Central Secretariat at the address given below.COPYRIGHT PROTECTED DOCUMENT© ISO 2008All rights reserved. Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission in writing from either ISO at the address below or ISO's member body in the country of the requester. ISO copyright officeCase postale 56 • CH-1211 Geneva 20 Tel. + 41 22 749 01 11 Fax + 41 22 749 09 47 E-mail copyright@ Web Published in Switzerland--`,,```,,,,````-`-`,,`,,`,`,,`---ISO 15484:2008(E)Contents PageForeword (iv)Introduction (v)1Scope (1)2Normative references (1)3Terms and definitions (2)4Symbols and abbreviated terms (2)5Product quality preplanning and test plan (3)5.1General (3)5.2Procedure (3)5.3Phases of product quality preplanning (4)5.4Test plan (4)6Checks and requirements — Brake lining complete (8)6.1General (visual, dimensional and material checks) (8)6.2Physical properties (9)6.3Corrosion (backing plate and shoe surface treatment) (12)6.4Friction performance passenger cars (12)6.5Friction performance commercial vehicles (13)7Documentation in the lining data sheet (LDS) (14)8Ongoing production monitoring (14)Annex A (informative) Example of lining data sheet (LDS) (15)Bibliography.....................................................................................................................................................20--` , , ` ` ` , , , , ` ` ` ` -` -` , , ` , , ` , ` , , ` ---ISO 15484:2008(E)ForewordISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization. International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2. The main task of technical committees is to prepare International Standards. Draft International Standards adopted by the technical committees are circulated to the member bodies for voting. Publication as an International Standard requires approval by at least 75 % of the member bodies casting a vote.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights.ISO 15484 was prepared by Technical Committee ISO/TC 22, Road vehicles , Subcommittee SC 2, Braking systems and equipment .--`,,```,,,,````-`-`,,`,,`,`,,`---ISO 15484:2008(E)IntroductionDrum and disc brake friction materials are important functional parts of the wheel brakes. They are pressed against the rotating brake drum or disc by a clamping force applied by the actuating mechanism of the brake during a braking operation. The kinetic energy of the vehicle is thereby largely transformed into heat. The brake pad or lining is of essential importance for the effectiveness and user comfort of the brake system. Disc brake pads consist of the friction material itself, the pad carrier plate and, in some cases, silencing parts, pad wear warning devices and retaining or guiding elements. The friction material is usually permanently bonded to the backing plate by a bonding process in which the friction material is subjected to both heat and pressure.Underlayers can be inserted between the friction material and backing plate to improve bond strength and other properties. Drum brake linings consist of the friction material itself, usually shaped to match the radius of the brake shoe onto which it is subsequently attached. The friction material is usually attached to the supporting brake shoe either by bonding or by the use of rivets. Conventional friction materials consist mainly of fibrous materials, bonding agents, anti-seize agents, metals and other fillers. The friction material type, and any backing plates, anti-noise measures, pad springs and pad wear warning devices, etc., are defined in the relevant figure.The basic aim of this International Standard is:⎯to ensure the product is verified and validated during all project phases for transfer into series production;⎯to increase product reliability and at the same time limit the cost of testing;⎯to identify the necessary test standards to equally cover brake performance and noise.Visibility of production spread and the opportunity to select parts for testing from assorted areas of compressibility are the main reasons for the statistical evaluation. The procedures described in this International Standard are based on ISO/TS 16949 and encompass the entire product quality preplanning process, from the definition phase up to the determination of parameters for series production. These are defined in this International Standard as phases 1 to 7.--`,,```,,,,````-`-`,,`,,`,`,,`-----`,,```,,,,````-`-`,,`,,`,`,,`---INTERNATIONAL STANDARD ISO 15484:2008(E)Road vehicles — Brake lining friction materials — Product definition and quality assurance1 ScopeThe procedures in this International Standard apply to disc brake pads and drum brake linings for motor vehicles and describe systematic processes for the quality assurance of such brake linings.In conjunction with tolerance ranges, the test methods and results described in this International Standard permit a rapid assessment of disc brake pads.Uniform handling of the procedures through various phases ensures that the quality assurance requirements are clearly understood and that a global implementation is possible in the relationship between customers and suppliers.This International Standard relates to the completed friction material and is applicable during product development to the quality assurance of ongoing series production, focussing on the “component” friction material. It is advisable that tests with apparent “system” character be avoided.Raw material checks and processing control are outside the scope of this International Standard.2 Normative referencesThe following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.ISO 2812-1, Paints and varnishes — Determination of resistance to liquids — Part 1: Immersion in liquids other than waterISO 6310, Road vehicles — Brake linings — Compressive strain test methodISO 6312, Road vehicles — Brake linings — Shear test procedure for disc brake pad and drum brake shoe assembliesISO/PAS 22574, Road vehicles — Brake linings friction materials — Visual inspectionISO 26865, Road vehicles — Brake lining friction materials — Standard performance test procedure for commercial vehicles with air brakesISO 26866, Road vehicles — Brake lining friction materials — Standard wear test procedure for commercial vehicles with air brakesISO 26867, Road vehicles — Brake lining friction materials — Friction behaviour assessment for automative brake systemsISO 27667, Road vehicles — Brake lining friction materials — Evaluation of corrosion effects on painted backing plates and brake shoes--`,,```,,,,````-`-`,,`,,`,`,,`---ISO 15484:2008(E)JASO C458-86, Test procedure of pH for brake linings, pads and clutch facings of automobilesJIS D 4311, Clutch facings for automobileJIS D 4421, Method of hardness test for brake linings, pads and clutch facings of automobilesSAE J2598, Automotive disc brake pad natural frequency and damping testSAE J2694, Anti-noise shims: T-Pull test1)SAE J2707, Wear test procedure on inertia dynamometer for brake friction materialsSAE J2724, Measurement of disc brake friction material underlayer distribution3 Terms and definitionsFor the purposes of this document, the following terms and definitions apply.3.1density--`,,```,,,,````-`-`,,`,,`,`,,`---ρratio of the mass to the volume of the friction material under normal conditions3.2porosityPrelative volume proportion of cavities in a materialNOTE This includes open or enclosed pores of any size, shape and distribution.4 Symbols and abbreviated termsSymbol Definition Unit ρdensity g/cm3ρnet absolute or real density without pore volume g/cm3m a pad mass in air for density measurements gm w pad mass in water for density measurements gV pad volume for density measurements cm3P porosity %T R roomtemperature °Cp B brakepressure kPaM d torque NmW B padwear mm/gW s discwear mm/gµcoefficient of friction —1) In preparation.ISO 15484:2008(E)5 Product quality preplanning and test plan5.1 GeneralThe test requirements for the various phases are defined in the different test plans for passenger cars and commercial vehicles in 5.4.The development phase of prototypes (phases 1 to 4) describes the systematics and tests used in the manufacture of brake linings from tools not yet meeting series standards. The end of phase 4 is the technical product release.The production transfer and initial sampling (phases 5 and 6) describes the required scope of testing for the assessment of the initial production series with the tools and processes intended for the series.The validation of the manufacturing process is proven by documentation and assessment of the results during initial series production (phase 6).The test volume during the continuing series production monitoring (phase 7) lies within the responsibility of the pad manufacturer and is documented in the control plan (CP) which also includes the details for the in-process inspection as well as for the incoming inspection of purchased parts like raw materials, backing plates, shims and accessories.Based on the level of in-process controls, the test efforts on the final product should be minimized and some tests, such as friction tests, may not be needed for each single batch. In any case, the frequency and sample size has to be defined in the CP.The chemical-physical brake lining data of the tests listed below include performance and/or characteristic data which result from a process chain. Any requirements of process capability indices and statistical process control need to be agreed between the customer and the supplier. Agreed tolerances, however, have to be respected.5.2 Procedure5.2.1 General procedureThe approval of brake linings is made by vehicle testing and a concurrent determination of its properties by the test standards listed here.The manufacturer of brake linings ensures that the parameters, the composition and the monitoring of the specified process parameters are maintained by regulated and auditable procedures.The determination of performance data via the test standards listed here at the end of this process chain and comparison with the tolerance serves as confirmation that the prescribed procedures were correctly performed. The time delay between processing and testing does not permit process intervention such as SPC (statistical process control).Determination of performance data on completed brake linings during a batch test serves as continuing proof of conformity and permits the observation of trends.The tolerance range for these data is determined as described in 5.2.2 to 5.2.5 below. 5.2.2 Prototyping — Customer samples (phase 4)Initial specification of tolerances are determined from the values of the batch tests of the prototype sampling. The assessment takes account of the data of the variant then approved. The tolerances arising from the approved prototypes are registered in the lining data sheet (LDS).--`,,```,,,,````-`-`,,`,,`,`,,`---ISO 15484:2008(E)5.2.3 Specification/validation (phases 5 and 6)Results are obtained from the batches of the product transferred to series production, under the condition that the composition, the process, the brake, disc or drum and geometry are determined and comply with the state of the series. The results are verified with the customer. Variations to the tolerances shall be agreed with the customer and results shall be recorded on the lining data sheet (LDS). Specifications of tolerance are agreed with the customer viewing the data, using statistical analyses as appropriate.5.2.4 Series monitoring (phase 7)The ongoing surveillance of the series production (phase 7) shall be in accordance with the test frequencies and sample size which are fixed in a control plan by the manufacturer based on the process controls on series production.5.2.5 Review of toleranceA review of the tolerance following a number of batch tests to be determined can be performed by the friction material manufacturer and the customer.5.3 Phases of product quality preplanningThe phases of product quality preplanning are shown in Figure 1.Figure 1 — Phases of product quality preplanning5.4 Test plan5.4.1 GeneralSeparate test plans are made for passenger cars and commercial vehicles. The test plans differentiate four basic categories of tests:a) general;© ISO 2008 – All rights reserved5b) physical properties; c) corrosion;d) inertia dynamometer tests.This International Standard defines preferred test procedures. Because of established databases and practices, alternative and regional tests are accommodated in the test plans. The companies working in another region should respect local practices. The future goal is the complete harmonization of the test procedures.5.4.2 Test plan for passenger car disc brake padsThe test plan for passenger car disc brake pads is shown in Figure 2. MSDS Material Safety Data SheetIndex:A The values so designated are to be shown as a trend representation starting from phase 5B Within a Product audit as per manufacturer's control planC Frequency and sample size as manufacturer´s control planD Tests with new linings from each part numberE Tests with new linings from inner or outer sideF General process/machine tests with new linings from inner or outer side (n/n), not for each part numberG All pads for noise dyno testsH Selection of wear test option in agreement with customerNotes:1 Full dimensional inspection only for PPAP (initial sampling)2 Evaluation of statistical distribution; samples for further tests to be derived from statistical distribution3 1 test during production transfer, primarily the first batchRemarks:Test quantities are valid for each part number ! Separate for inner and outer pads. PPAP (Initial sampling) could be in-between or after Phase 5+6.The a.m. sampling quantities are the sufficient requirements. For prototypes, the sample can be reduced if there is a proven shortage of parts.For repeated sampling also tests can be left out, e.g. SAE J2707 wear testing.The complete test plan applies to new products or to friction material changes in existing products.Figure 2 — Test plan for passenger car disc brake padsCopyright International Organization for Standardization Provided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---6© ISO 2008 – All rights reserved5.4.3 Test plan for passenger car drum brake linings/lined shoesThe test plan for passenger car drum brake linings/lined shoes is shown in Figure 3. MSDS Material Safety Data SheetIndex:A The values so designated are to be shown as a trend representation starting from phase 5B Within a Product audit as per manufacturer's control planC Frequency and sample size as manufacturer´s control planD Tests with new linings from each part numberE General process/machine tests with new lined shoes, not for each part numberF Selection of wear test option in agreement with customerNotes:1 Full dimensional inspection only for PPAP (initial sampling)2 If applicable3 1 test during production transfer, primarily the first batchRemarks:Test quantities are valid for each part number !PPAP (Initial sampling) could be in-between or after Phase 5+6.The sampling quantities stated for brake linings are the minimum requirement. For prototypes, the sample can be reduced if there is a proven shortage of parts.For repeated sampling also tests can be left out, e.g. SAE J2707 wear testing.The complete test plan applies to new products or to friction material changes in existing products.Figure 3 — Test plan for passenger car drum brake linings/lined shoesCopyright International Organization for Standardization Provided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---© ISO 2008 – All rights reserved75.4.4 Test plan for commercial vehicle disc brake padsThe test plan for commercial vehicle disc brake pads is shown in Figure 4. MSDS Material Safety Data SheetIndex:A The values so designated are to be shown as a trend representation starting from phase 5B Within a Product audit as per manufacturer's control planC Frequency and sample size as manufacturer´s control planD Tests with new linings from each part numberE Tests with new linings from inner or outer sideF General process/machine tests with new linings from inner or outer side (n/n), not for each part numberG All pads for noise dyno testsH Selection of wear test option in agreement with customerNotes:1 Full dimensional inspection only for PPAP (initial sampling)2 1 test during production transfer, primarily the first batchRemarks:Test quantities are valid for each part number ! Separate for inner and outer pads. PPAP (Initial sampling) could be in-between or after Phase 5+6.The sampling quantities stated for brake pads are the minimum requirement. For prototypes, the sample can be reduced if there is a proven shortage of parts.For repeated sampling also tests can be left out, e.g. SAE J2707 wear testing.The complete test plan applies to new products or to friction material changes in existing products.Figure 4 — Test plan for commercial vehicle disc brake padsCopyright International Organization for StandardizationProvided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---8© ISO 2008 – All rights reserved5.4.5 Test plan for commercial vehicle drum brake liningsThe test plan for commercial vehicle drum brake linings is shown in Figure 5. MSDS Material Safety Data SheetIndex:A The values so designated are to be shown as a trend representation starting from phase 5B Within a Product audit as per manufacturer's control planC Frequency and sample size as manufacturer´s control planD Tests with new linings from each part numberE Tests with new leading or trailing segments or anchor or cam block G Selection of wear test option in agreement with customerNotes:1 Full dimensional inspection only for PPAP (initial sampling)2 1 test during production transfer, primarily the first batchRemarks:Test quantities are valid for each part number !PPAP (Initial sampling) could be in-between or after Phase 5+6.The sampling quantities stated for brake linings are the minimum requirement. For prototypes, the sample can be reduced if there is a proven shortage of parts.For repeated sampling also tests can be left out, e.g. SAE J2707 wear testing.The complete test plan applies to new products or to friction material changes in existing products.Figure 5 — Test plan for commercial vehicle drum brake linings6 Checks and requirements — Brake lining complete6.1 General (visual, dimensional and material checks)6.1.1 Visual inspectionBrake linings shall exhibit no faults which could impair their function. The brake linings are inspected in the “as supplied” condition. The characteristic features for the visual inspection are defined in ISO/PAS 22574. 6.1.2 Underlayer distributionThe test method shall be in accordance with SAE J2724.Copyright International Organization for StandardizationProvided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---© ISO 2008 – All rights reserved96.1.3 DimensionsThe dimensions of the brake linings which are to be tested shall comply with the appropriate current part drawing.6.1.4 MaterialThe brake lining manufacturer shall ensure and document the uniformity of material quality. The batch data of the approved initial samples are taken as a reference for all production batches. Potential test procedures in addition to raw material test results and certificates can be: ⎯ thermogravimetric analysis (TGA); ⎯ thermomechanical analysis (TMA); ⎯ pyrolytic gas chromatography (PGC); ⎯ differential-scanning-calorimetry (DSC); ⎯ electronic-differential-X-ray (EDX). This list does not exclude other test techniques.The material of the pad backing plate, the insulating shim, the retaining spring and the pad wear warning device shall comply with relevant drawing instructions.6.2 Physical properties6.2.1 Density 6.2.1.1Method of determinationThe density of friction materials is determined by the water displacement method. The procedure is based on the Archimedes principle. This states that a body fully immersed in water will exhibit an apparent loss of mass equivalent to the mass of the displaced water. Because 1 cm 3 of water weighs one gram at 4 °C, the loss of mass in water can be regarded as a numerical value equivalent to the volume. The density is therefore equal to the quotient of the mass in air and the mass of the displaced water.The test method in accordance with JIS D 4417 may be used as an alternative. 6.2.1.2 ApparatusA suitable underfloor weigher, by means of which the mass of the sample can be weighed in grams within a tolerance of 0,1 % and to whose weighing facility a thin wire, light wire basket or clasp can be attached without any adverse effects on the result.A water vessel in a size which allows the sample to be completely immersed in the water, without coming into contact with the bottom or side walls of the vessel. 6.2.1.3 Sample preparationThe friction material can be used wholly or in part for determining the density.Cut-out parts should have a minimum mass of 5 g. Rough surfaces shall be flat and smooth, to prevent the formation of bubbles when immersed in water. Care shall be taken that the samples are free from possible underlayer or bonding residue.Copyright International Organization for Standardization Provided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---10© ISO 2008 – All rights reserved6.2.1.4 ProcedureThe test is carried out at a temperature of (23 ± 2) °C. The water used is free from any suspended particles. Approximately 0,01 % of a wetting agent is added to the water in the water vessel in order to reduce its surface tension. If the water is visibly contaminated, it shall be replaced.First, the mass of the sample in air (m a ) shall be determined. Then the sample shall be completely immersed into the water by means of a wire, in a light wire basket, or using a clasp, and in the water its mass (m w ) shall be measured following an immersion period of 10 s. Ensure that no air bubbles adhere to the sample. 6.2.1.5 CalculationThe density, ρ, is calculated as follows:aa w m m m ρ≅−aV m ρ=a wwaterV m m ρ=−(1)wherem a is the pad mass in air; m w is the pad mass in water; Vis the pad volume.6.2.1.6 Test reportState the density figure for each product as a single numerical value to the nearest 0,01 g/cm 3. If portions (parts) of a pad are measured, the average of three sample results shall be taken as the density of the product. 6.2.2 Porosity 6.2.2.1Method of determinationThe measured density of the friction material is compared to the calculated density. The measured density is based on either the specific gravity of the sample or dimensional measurements to determine the sample volume and mass. The calculated density is based on the density of each of the brake lining components and the mass proportion in the formulation.The test method in accordance with JIS D 4418 may be used as an alternative. 6.2.2.2 Sample preparationIf the sample volume is to be determined by dimensional measurements, it shall be ground with flat parallel sides which allow acceptable thickness, length and width measurements to the nearest 0,1 % of the nominal sizes.Copyright International Organization for Standardization Provided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---© ISO 2008 – All rights reserved116.2.2.3 Procedure 6.2.2.3.1 Inspect the part for adequate grind.6.2.2.3.2 Measure the sample length, width and thickness, each to the nearest 0,1 %. 6.2.2.3.3Measure the mass of the sample to the nearest 0,1 %.6.2.2.3.4 Obtain the real density and the mass percentage of each raw material in the formulation. Do not include any fugitive materials such as solvents. 6.2.2.4 CalculationThe porosity, P , is calculated as follows:net 1100%P ρρ⎛⎞=−× ⎜⎟⎝⎠(2)whereρ is mass/(length × width × thickness);ρnet is the absolute or real density without pore volume, calculated from a weighted average of the realdensity of the pad lining components.6.2.2.5 Test reportReport porosity to the nearest 0,1 %. 6.2.3 pH-indexThe test method shall be in accordance with JASO C458-86. 6.2.4 Cold and hot compressibilityThe test method shall be in accordance with ISO 6310. 6.2.5 Swell and growthThe test method shall be in accordance with ISO 6310.The test method in accordance with SAE J160 may be used as an alternative/regional test. 6.2.6 Thermal transmissionThe test method shall be in accordance with ISO 6310. 6.2.7 Shear strengthThe test method shall be in accordance with ISO 6312. 6.2.8 T-pull test (bonded insulator)The test method shall be in accordance with SAE J2694.Constant cross-head speed is an alternative to constant ramp load.Copyright International Organization for StandardizationProvided by IHS under license with ISONot for ResaleNo reproduction or networking permitted without license from IHS--`,,```,,,,````-`-`,,`,,`,`,,`---。
2014年保定华电硕士研究生拟录取名单

320 302 302 294 376 366 354 334 324 326 325 337 334 338 360 318 299 345 378 373 362 372 364 362 362 349 351 346 354 333 344 323 317 327 303 287 297 360 329 326 310 367 350 347 332 315 348 314 384 376
复试 成绩 256 264 255 263 252 255 256 260 223 237 247 250 238 240 250 230 260 270 271 245 259 254 256 267 252 253 256 250 241 238 268 238 220 237 231 231 215 219 217 237 283 247 254 216 220 222
080201 080201 080201 080201 080202 080202 080202 080202 080202 080202 080202 080202 080202 080202 080203 080203 080203 080204 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085201 085236 085236 085236 085236 080701 080701 080701 080701 080701 080701 080702 080702 080702
赵久兰 赵光艺 赵冲 王颖 陈寨辉 李长朝 张雄 南冰 刘亚 任永辉 杨婧君 郑水清 岳艳波 李亚宁 张志强 高松 代红川 张朋亮 任晨峰 王峻 彭勃 李传帅 李敬豪 付磊 张秋桦 田锰 吴鹏 张力佳 刘欢 张迪 李钊 仲昊 邸薇薇 孙立江 郝金松 唐春雨 李文浩 王晓敏 任思思 侯福华 耿晓峰 张岩 李尊平 赵笙箫 周兆伦 曲耀鹏 李姗 郝朝宗 孙立巍 田东旭
EX260-SMJ1 -SMJ2 -SMJ3 -SMJ4 系列产品说明书

<EX260-SMJ1/-SMJ2/-SMJ3/-SMJ4>InstallationGeneral instructions on installation and maintenanceConnect valve manifold to the SI unit.Connectable valve manifolds are the same as for EX250 series SI unit.Refer to the EX250 series valve manifold section in the valve catalogue for valve manifold dimensions.145323412Power supply connector layout34512Ground terminalConnect the ground terminal to ground.Resistance to ground should be 100 ohms or less.SettingValve manifoldReplacement of the SI unit•Remove the M3 hexagon screws from the SI unit and release the SI unit from the valve manifold.•Replace the SI unit.•Tighten the screws with the specified tightening torque. (0.6 Nm)Precautions for maintenance •Be sure to switch off the power.•Check there is no foreign matter inside the SI unit.•Check there is no damage and no foreign matter being stuck to the gasket.•Be sure to tighten the screws with the specified torque.If the SI unit is not assembled properly, inside PCBs may be damaged or liquid and/or dust may enter into the unit.Connecting cablesSelect the appropriate cables to mate with the connectors mounted on the SI unit.TroubleshootingTechnical documentation giving detailed troubleshooting information can be found on the SMC website (URL ).SpecificationsConnected load: 24VDC Solenoid valve with surge voltage suppressor of 1.5 W or less(manufactured by SMC)Current consumption of power supply for SI unit operation: 0.1 A max.Ambient temperature for operation: -10 to 50 C Ambient temperature for storage: -20 to 60 C Pollution degree 3: (UL508)Technical documentation giving detailed specification information can be found on the SMC website (URL ).Outline DimensionsTechnical documentation giving detailed outline dimensions information can be found on the SMC website (URL ).AccessoriesTechnical documentation giving detailed accessories information can be found onthe SMC website (URL ).Assembly and disassembly of the SI unitNOTEThe direct current power supply to combine should be UL1310 Class2 power supply when conformity to UL is necessary.Fieldbus deviceOperation ManualEX260 Series for CC-LinkThank you for purchasing an SMC EX260 Series Fieldbus device (Hereinafter referred to as "SI unit" ).Please read this manual carefully before operating the product and make sure you understand its capabilities and limitations.Please keep this manual handy for future reference.To obtain more detailed information about operating this product, please refer to the SMC website (URL ) or contact SMC directly.These safety instructions are intended to prevent hazardous situations and/orequipment damage.These instructions indicate the level of potential hazard with the labels of"Caution", "Warning" or "Danger". They are all important notes for safety and must be followed in addition to International standards (ISO/IEC) and other safety regulations.Output number assignmentOutput numbering starts at zero and refers to the solenoid position on the manifold.Note: Specifications are subject to change without prior notice and any obligation on the part of the manufacturer.© 2011 SMC Corporation All Rights ReservedAkihabara UDX 15F, 4-14-1, Sotokanda, Chiyoda-ku, Tokyo 101-0021, JAPAN Phone: +81 3-5207-8249 Fax: +81 3-5298-5362URL LED indicationFieldbus interface connector layoutTerminating resistorThe terminating resistor to be connected to the CC-Link network depends on the type Note•Use the internal terminating resistor only when the SI unit is placed at the end of the CC-Link main line.An external terminating resistor should not be used when the internal resistor is used.The terminating resistor value will be outside the specified range. A network communication error may occur.Note•When the CC-Link Ver.1.00 dedicated High-performance cable is used, disable the internal terminating resistor switch and connect a 130 Ω terminating resistor to the BUS OUT connector.Switch settingThe switches should only be set with the power supply turned off.Open the cover and set the rotary switches and DIP switch with a small flat blade screwdriver.STATION NO.ON OFFOperator。
输电线路导线参数LGJ、JKLYJ、JKLGYJ

输电线路导线参数LGJ、JKLYJ、JKLGYJ表2.1.2.1-2 LGJ型钢芯铝绞线规格标称截⾯(mm2) 股数/直径(mm) 计算截⾯(mm2)外径(mm)直流电阻不⼤于(Ω/km)计算拉断⼒(N)单位重量(kg/km) 铝钢铝钢35/6 6/2.72 1/2.72 34.86 5.81 8.16 0.8230 12630 141.0 50/8 6/3.20 1/3.20 48.25 8.04 9.60 0.5946 16870 195.1 50/30 12/2.32 7/2.32 50.73 29.59 11.60 0.5692 42620 372.0 70/10 6/3.80 1/3.80 68.05 11.34 11.40 0.4217 23390 275.2 70/40 12/2.727/2.72 69.73 40.67 13.60 0.4141 58600 511.3 95/15 26/2.15 7/1.67 94.39 15.33 13.61 0.30581 35000 380.8 95/20 7/4.167/1.85 95.14 18.82 13.87 0.3019 37200 408.9 95/55 12/3.20 7/3.20 96.51 56.30 16.000 0.2992 78110 707.7 120/7 18/2.901/2.90 118.89 6.61 14.50 0.2422 27570 379.0 120/20 26/2.38 7/1.85 115.67 18.82 15.07 0.2496 41000 466.8 120/25 7/4.72 7/2.10 122.48 24.25 15.74 0.2345 47880 526.6 120/70 12/3.60 7/3.60 122.15 71.25 18.00 0.2364 98370 895.6 150/8 18/3.20 1/3.20 144.76 8.04 16.00 0.1989 32860 461.1 150/20 24/2.78 7/1.85 145.68 18.82 16.67 0.1980 46630 549.4 150/25 26/2.70 7/2.10 148.86 24.25 17.10 0.1939 54110 601.0 150/35 30/2.50 7/2.50 147.26 34.36 17.50 0.1962 65020 676.2 185/1018/3.60 1/3.60 183.22 10.18 18.00 0.1572 40880 584.0 185/25 24/3.15 7/2.10 187.04 24.25 18.90 0.1542 59420 706.1185/30 26/2.98 7/2.32 181.34 29.59 18.88 0.1592 64320 732.6 185/45 30/2.80 7/2.80 184.73 43.10 19.60 0.1564 80190 848.2 240/30 24/3.60 7/2.40 244.29 31.67 21.60 0.1181 75620 922.2 240/40 26/3.42 7/2.66 238.85 38.90 21.66 0.1209 83370 964.3 240/55 30/3.20 7/3.20 241.27 56.30 22.40 0.1198 102100 1108表2.1.2.1-3 15kV JKL(G)YJ型架空绝缘导线技术参数表导线规格导体直径参考值(mm)导线计算外径(mm)导体拉断⼒(N)单位重量(kg/km)载流量(A)JKLYJ30 7.0 18.7 5177 290 147 50 8.3 20.1 7011 350 178 70 10.0 22.0 10354 430 235 95 11.6 24.0 13727 530 295 120 13.0 25.5 17339 620 345 150 14.6 27.3 21033 730 395 185 16.2 29.0 26732 850 460 240 18.4 31.5 34679 1030 920.9JKLGYJ25/4 6.6 14.3 9290 224.75 135 35/6 7.8 15.4 12630 275.4 160 50/8 9.1 16.8 16870 345.04 195 70/10 10.9 18.5 23390443.52 24595/15 12.9 20.7 35000 575.53 300120/20 14.4 22.4 41000 697.41 350150/25 16.1 23.6 54110 773.95 400185/30 17.8 25.7 64320 952.62 460240/40 20.3 28.3 83370 1195.6 550 表2.1.2.1-4 镀锌钢绞线技术参数表标称截⾯(mm2) 计算截⾯(mm2) 计算外径(mm)股数/直径(mm)单位重量(kg/km)瞬时破坏应⼒(N/mm2)备注35 37.15 7.8 7/2.6 318.2 117650 49.46 9.0 7/3.0 423.7 117670 72.19 11.0 19/22 615.0 1176 芯数型号规格(mm2)电缆外径(mm)理论重量(kg/km)载流量(A)1芯JKLYJ 10 6.5 43.61 68 16 8 63.63 93 25 9.4 92.34 125 35 11 127.38 150 50 12.3 175.46 185 70 14.1 238.18 235 95 16.5 322.69 295 120 18.1 393.82 345 150 20.2 490.33 395 185 22.5 611.73 460 240 25.6 772.48 5501芯JKLGYJ10/2 11 119.25 68 16/3 11.9 150.01 93 25/4 13.3 200.48 125 35/6 14.4 248.96 150 50/8 15.8 315.82 185 70/10 17.5 410.93 235 95/15 19.5 531.45 295 120/20 21.2 649.29 345 150/25 22.4 722.98 395 185/30 24.5 896.67 460 240/40 27.1 1133.48 550表3.1.2.3-2 交联聚⼄烯平⾏集束绝缘架空电缆芯数及标称截⾯(mm2)导体直径(mm)导体拉断⼒(N) 单位重量(kg/km) 参考载流量(A)铜芯铝芯铜芯铝芯铜芯铝芯2×6 2.76 4457 1927 133 59 49 40 2×10 3.8 6942 3300 213 90 71 55 2×16 4.8 10972 5024 337 137 97 75 2×25 6.0 16930 7524 509 200 128 100 2×357.0 23462 10354 709 276 158 122 2×508.4 33004 14022 987 368 194 148 2×7010 46922 20708 1360 484 240 189 2×9511.6 63518 27454 1840 664 290 230 2×12013.0 79822 34678 2298 812 347 270 4×6 2.76 8938 3853 276 119 45 37 4×10 3.8 13884 6600 428 181 59 46 4×16 4.8 21944 10048 677 281 79 63 4×25 6.0 33860 15048 1022 403 104 83 4×357.0 46924 20708 1423 556 130 101 4×508.4 66008 28044 1975 737 158 126 4×7010.0 93844 41416 2721 202 158 3×6+1×4 2.76 8190 3552 248 112 49 39 3×10+1×6 3.8 13828 5281 388 165 59 46 3×16+1×10 4.8 19929 9186 619 260 79 63 3×25+1×16 6.0 30886 13798 936 373 104 83 3×35+1×257.0 43658 19293 1329 524 130 1013×50+1×358.4 63217 26210 1841 696 158 126 3×70+1×5010.0 86885 38073 2542 932 202 158 3×95+1×7011.0 118738 51535 3458 1261 248 194 3×120+1×9513.0 151492 65744 4364 1548 292 227表 3.1.2.3-3 BV、BLV型450/750V铜芯和铝芯聚氯⼄烯绝缘电线标称截⾯mm2导电线芯mm绝缘厚度mm平均外径上限mm20℃时导体电阻Ω/km不⼤于电缆重量(kg/km)铜芯铝芯铜芯铝芯1.5 1/1.38 0.7 3.3 12.1 - 20.1 -2.5 1/1.78 0.83.9 7.41 11.8 32.0 16.5 4 1/2.25 0.84.4 4.61 7.39 46.8 22.1 6 1/2.76 0.8 4.9 3.08 4.91 66.5 29.5 10 7/1.35 1.0 7.0 1.83 3.68 116 54.3 16 7/1.70 1.0 8.0 1.15 1.91 176.5 77.3 25 7/2.14 1.2 10.0 0.727 1.20 277.7 119.9 35 7/2.52 1.2 11.5 0.524 0.868 375.0 156.1 50 19/1.78 1.4 13.0 0.387 0.641 501.3 205.4 70 19/2.14 1.4 15.0 0.268 0.443 706.5 278.8 95 19/2.52 1.6 17.5 0.193 0.320 974.4 383.2 120 37/2.03 1.6 19.0 0.153 0.253 1209.8 466.7 150 37/2.25 1.8 21.0 0.124 0.206 1498.6 570.7 185 37/2.52 2.0 23.5 0.0991 0.164 1865.0 714.3 240 61/2.24 2.2 26.6 0.0754 0.125 2410.0 898.0 300 61/2.50 2.4 29.6 0.0601 0.100 3004.1 1114.1 400 61/2.89 2.6 33.2 0.0470 0.0778 3978.6 1458.6。
股权证明书

股权证明书股权证明书1编号:001股份经济合作社名称:合作社登记成立日期:年月日股权人姓名:身份证号:住所:股份类型:现金股:股,每股元股权证书签发日期:年月日兹证明是经济合作社股东,持有合作社上述股份。
盖章主管负责人签字:年月日年月日注意事项:1、股权证书为股东持股凭证,股东凭此证享受股份经济合作社章程规定的权利,并承担相应的义务。
2、规定必需严格遵守股份经济合作社章程。
3、本股权证书必需妥善保管,不得涂改、伪造。
4、股东依据企业章程转让股权时,需持股权证书到股份经济合作社办理相关手续。
5、本股权证书经主管负责人签字并加盖股份经济合作社印鉴后方为有效。
股权证明书2一、公司全称:xx有限责任公司。
二、公司住址:xx省xx市xx区xx街xx号。
三、公司登记日期:20xx年xx月xx日。
四、公司注册资本:(元)五、公司股东:xx(股东姓名或名称)于20xx年xx月xx日向本公司缴纳出资元。
该股东自本出资证明书核发之日起,享有本公司章程所规定的股东权。
核发日期:20xx年xx月xx日(公司印章)出资证明书有以下特征:第一、出资证明书为非股权证券。
即股东所享有的股东权并非由出资证明书所创设,股东所享有的股东权来源于股东的出资,出资证明书只是记载和反映股东出资的客观状况,因此,它与设定权利的股权证券不同。
第二、出资证明书为要式证券。
即出资证明书的制作和记载事项必须按照法定的方式进行。
第三、出资证明书为有价证券。
出资证明书是股东享有股东权的重要凭证。
但是,出资证明书与股票不同,股票是可流通的有价证券,而出资证明书则为不流通的有价证券或者是称为流通受到严格限制的有价证券。
第四、出资证明书为有限责任公司所特有。
该特有相对于股份有限公司来讲的,股份有限公司表现股东权益的凭证称为股票,而不称为出资证明书。
第五、出资证明书是有限责任公司成立后签发的证明股东权益的凭证。
公司未成立之前不能向公司的股东签发。
股权证明书3员工股权激励证明书篇一:一套完整股权激励方案需要的资料一套完整的股权激励至少需要如下资料明细:1、《股权激励尽职调查分析书》2、《公司股权激励计划方案》3、《公司股权激励计划绩效考核办法》4、《公司股权激励管理制度》5、《股权激励协议书》6、《激励对象承诺书》7、《股权激励计划律师法律意见书》8、《股权激励激励员工考核结果确认书》9、《股权激励员工解锁申请书》10、《股权激励员工行权申请书》11、《股权激励解锁确认书》12、《股权激励行权确认书》13、《员工股权激励证明书》14、《股权激励时间表》15、《股权激励股东会或股东大会决议范本》16、《股权激励董事会决议书》17、《公司章程修改建议书》18、《公司治理结构调整建议书》19、《劳动合同修订后版本》20、《竞业禁止协议约定书》21、《员工保密协议书与反不正当竞争约定书》22、《公司薪酬与考核委员会形成办法及管理规定》23、《股权激励财务税收建议书》24、《严重违反企业规章制度约》员工股权激励证明书篇二:股权签订协议和股权证书样本XXX合伙企业(有限合伙)股票期权赠与协议书甲方:XXX合伙企业(有限合伙)乙方:身份证号码:依据《XXX有限公司股权激励方案》(简称《股权方案》,下同)的有关规定,本着激励、共赢、追求XXX公司共同理想与价值观的准则,甲方与乙方就股票期权赠与、持有、行权等有关事项达成如下协议:第一条:甲方从20xx年月日起赠与乙方一定数量的股票期权原始股,并每年根据工作绩效增配相应数量的股权。
JKTRYJ执行标准
JKTRYJ执行标准
一、生产执行标准
1、1KV架空绝缘电缆:GB12527-90等同采用国际电工委员会IEC6050
2、IEC227;
2、10KV架空绝缘电缆:GB14049-93等同采用国际电工委员会IEC60502。
二、使用特点
1、额定电压:0.6/1KV、10KV;
2、电缆的长期允许工作温度:聚氯乙烯绝缘为70℃,交联聚乙烯绝缘为90℃。
3、短路时(最长时间不超过5秒),电缆的最高温度:聚氯乙烯绝缘为160℃,高密度聚乙烯绝缘为150℃,交联聚乙烯绝缘为250℃;
4、电缆敷设时的环境温度不低于-20℃;
5、电缆的允许弯曲半径:
①额定电压1KV以下电缆:电缆外径(D)小于25mm者,应不小于4D,电缆外径(D)为25mm及以上者,应不小于6D;
②额定电压10KV电缆应不小于20(D+d)。
式中:;电缆的实际外径;电缆导体的实际外径。
三、电缆型号、名称及主要用途。
潘集区夹沟碧蓝休闲会所介绍企业发展分析报告

Enterprise Development专业品质权威Analysis Report企业发展分析报告潘集区夹沟碧蓝休闲会所免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:潘集区夹沟碧蓝休闲会所1企业发展分析结果1.1 企业发展指数得分企业发展指数得分潘集区夹沟碧蓝休闲会所综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业洗浴和保健养生服务资质空产品服务空1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标信息最多显示100条记录,如需更多信息请到企业大数据平台查询7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
GLK级SUV配置区别

2755 187 1100
360°摄像头 EASY-PACK电动尾门 预留Becker地图导航 预留Becker地图导航 Becker地图导航 奔驰智能互联 CD CD CD 多媒体接口 驾驶员管理及数据系统,DVD 皮革内饰 ARTICO皮革内饰 ARTICO皮革内饰 ARTICO皮革内饰 车内运动组件 照明和视觉组件 黑色白蜡木饰件 铝制饰件 19寸三组5辐轻合金轮毂 深色19寸5辐轻合金轮毂 黑色车顶行李架 外观镀铬组件 车身同色侧裙板 车身同色侧裙板 带橡胶防滑钉的铝制侧踏板 电子折叠后视镜,防眩目 电子折叠后视镜,防眩目 带橡胶防滑钉的铝制侧踏板 电子折叠后视镜,防眩目 智能照明系统,大灯清洁系统智能照明系统,大灯清洁系统 外观镀铬组件 外观镀铬组件 深色19寸5辐轻合金轮毂 19寸5辐轻合金轮毂 铝制饰件 铝制饰件 EASY-PACK电动尾门 无钥匙启动 EASY-PACK电动尾门 无钥匙启动
,大灯清洁系统
GLK 260 动感型
155/211/5500 350/1200-4000 4528/1840/1689 轴距 最小离地间隙 后备箱容积 398000 ECO启停功能 2755 187 1100
GLK 300 动感型
180/245/6200 300/2500-5000 4528/1840/1689 轴距 最小离地间隙 后备箱容积 438000 可加热前排座椅 2755 187 1100
GLK 300 时尚型
180/245/6201 300/2500-5001 4528/1840/1690 轴距 最小离地间隙 后备箱容积 485000 可加热前排座椅 2755 187 1100
GLK 300 豪华型
180/245/6202 300/2500-5002 4528/1840/1691 轴距 最小离地间隙 后备箱容积 558000 可加热前排座椅
奔驰GLK型录资料 台湾版
敏捷性︱變速系統
征服可以浩浩蕩蕩,也能一派輕鬆
7G-TRONIC 七速手自排自動變速系統
極盡平順,是GLK行進的方式,因為極精密的7G-TRONIC七速手自排自動變速系統已整 備其中;任何細微的操作,甚至心念一轉, GLK皆能瞬間回應您,無需離合器也能體現 手排車款的暢馭感受。 此變速系統讓引擎轉速因換檔變化降至最低,您會開始發現,如果不是窗外景物加快 飛馳,察覺換檔是極為困難的。需要急加速時,也能一次降多個檔位,加速性更為敏 捷!更令人亢奮的是,GLK的變速系統已針對全時四輪驅動最佳化,讓您面臨險惡路途, 總是愜意以對。
73
技術資料︱車身尺寸
1010
1012 663 477 374
840 1543
774
890
1698
334
448 506
726
1567 2016
816
2755 4528
957
1442 1689
1440
1401
1408
1569 1840
圖示車款搭載越野風格套件,所有丈量單位皆以釐米為單位。圖示的規格為平均值,且適用於一般配備的無載重車輛。
T
某桑拿店休息大厅中庭立面

14款奔驰GLK升级精能导航模块 实车体验

14款奔驰GLK升级精能导航模块实车体验初看大奔,硬朗帅气,给人一种动感十足的年轻化感觉。
特别是那线条太具有彪悍的个性了,能够上山下河的,硬朗点儿符合它的气质。
其次是内饰,GLK 的内饰给我的感觉就是特别的精致,工艺精湛,材质考究,设计简约大气,既没有因过分炫耀科技感而带来的突兀,也没有保守的陈旧感。
最为优异的一点就是舒适,即便在空间受限的情况下,舒适性表现也是非常优秀。
座椅包裹性方面也很优秀,感觉像个大沙发,车内静音也很好。
可惜凡事不可能都是令人满意的,最让我吐槽的就是灯光,近光灯真是卤素灯,照射的距离和光线真是跟十来万的车差不多,让我失望。
远光灯还不错,亮度和射程都比近光灯要高出一个档次。
其次就是原车压根就不带导航的,5.8寸的小屏幕看着就火大,在错综复杂的城市交通和周边休闲自驾旅游,总是令人顿感心酸失落。
这不前几天就专门跑到4s店安装了款精能的原车屏升级,加装完之后给我的感觉瞬间高大上啊,加装的触摸屏触感体验更佳,屏幕色彩更加高清,加装UI风格完全原车,支持倒车影像、轨迹等等,好了废话不多说了,直接上图喽原车中控仪表台将中控的桃木条从右撬起将桃木条背后的插头全部取下将屏幕右侧网罩往左推取下将屏幕左右的螺丝取下撬开屏幕下方的盖板将仪表盖板拉出,注意屏两侧的卡扣拉出主机拔掉后面的连接线拆掉空调面板上的两个螺丝先将挂档皮条套取出来,再将面板撬出将点烟器上的螺丝取下,即可将饰板取出来将解码器上的面接线与原车主机插头对插连接解码器后的效果图再装回原车主机整理好连接解码器的线束拆掉原车屏幕螺丝将触摸屏放在原车屏幕上方插好原车显示屏的两条线装好显示屏用螺丝固定好拆掉后尾箱盖上的螺丝和卡扣加装摄像头后的效果图依次装好原车物件后的画面启动ACC后进入原车界面,在原车界面长按屏幕3秒进入导航界面长按屏幕任意点3S循环切换数字电视界面在任何情况下挂倒档都可以进入倒车轨迹界面。
英文缩写参考版本

1. CC 抄送Literal meaning: Carbon Copy. When used in an e-mail, it means to send a copy of the e-mail to someone else.Hidden meaning: If you are on the CC list, you may simply read the e-mail. You're not always obligated to reply. But if an e-mail sent to you has your boss' e-mail on the CC l ist, watch out. When the boss is involved, you'd better take the e-mail more seriously. 2. FYI 供你参考Literal meaning: For your information.Hidden meaning: By adding "FYI", the sender indicates that the e-mail contains informatio n that may be valuable to your company or job responsibilities.3. ASAP / urgent 紧急文件Literal meaning: As soon as possible.Hidden meaning: When you see "ASAP" or "urgent" in an e-mail or document, you should quickly carry out the e-mail's orders.4. RESEND! 重传Literal meaning: Please resend your reply to me.Hidden meaning: "I haven't received your reply. I don't have much time. Please hurry." Y ou might get such a message from someone who sent you an e-mail, to which you've yet to reply.others:数字:2 = to/too2B or not 2B = To be or not to be4 = for4ever = foreverA:ASL = Age/Sex/LocationAFAIC = As Far As I’m ConcernedAFAIK = As Far As I KnowAFK = Away From KeyboardAIAMU = And I’m A Monkey’s UncleAISI = As I See ItAKA = Also Known AsAMBW = All My Best WishesANFAWFOWS = And Now For A Word Word From Our Web Sponsor AOTS = All Of The SuddenASAFP = As Soon As "Friggin" PossibleASAP = As Soon As PossibleATST = At The Same TimeAWGTHTGTTA = Are We Going To Have To Go Through This Again AWGTHTGTTSA = Are We Going To Have To Go Through This Sh Again AYSOS = Are You Stupid Or SomethingB:B4 = BeforeB4N = Bye For NowBBFBBM = Body By Fisher, Brains by MattelBBIAB = Be Back In A BitBBIAF = Be Back In A FewBBL = Be Back LaterBBN = Bye Bye NowBCNU = Be Seein’ YouBF = BoyfriendBFD = Big Fing DealBFN = Bye For NowBHOF = Bald Headed Old FartBIF = Basis In FactBITD = Back In The DayBiz = BusinessBM = Byte MeBMOTA = Byte Me On The AssBNF = Big Name FanBOHICA = Bend Over Here It Comes Again BOM=bill of material 材料清单BR = Best regardsBRB = Be Right BackBRT = Be Right ThereBS = Big SmileBT = Byte ThisBTDT = Been There Done ThatBTSOOM = Beats The Sh Out Of Me BTW = By The WayBTWBO = Be There With Bells OnBWDIK = But What Do I Know?BWO = Black, White or OtherC:Cam = Web CameraCIAO = Goodbye (in Italian)CID = Consider It DoneCIS = CompuServe Information ServiceCMF = Count My FingersCof$ = Church of ScientologyCRAFT = Can’t Remember A Fing Thing CRAWS = Can’t Remember Anything Worth A Sh CSL = Can’t Stop LaughingCTC = Choaking The ChickenCU = See YouCUL/CYL/CUL8R = See You LaterCWYL = Chat With You LaterCYA = Cover Your AssD:DBEYR = Don’t Believe Everything You Read DD = Due DiligenceDDD = Direct Distance DialDETI = Don’t Even Think ItDGT = Don’t Go ThereDHYB = Don’t Hold Your BreathDIIK = Damned If I KnownDILLIGAD = Do I Look Like I Give A d\\amn DILLIGAS = Do I Look Like I Give A ShDKDC = Don’t Know Don’t CareDL = DownloadDLTM = Don’t Lie To MeDQYDJ = Don’t Quit You’re Day JobDRIB = Don’t Read If BusyDS = Dunce SmileyDYSTSOTT = Did You See The Size Of That ThingE:EG = Evil GrinEOM = End Of MessageESO = Equipment Smarter than OperatorF:F2F/FTF = Face To FaceFAQ = Frequently Asked QuestionFBKS = Failure Between Keyboard and SeatFE = For Example/Fatal ErrorFF&PN = Fresh Fields And Pastures NewFOAF = Friend Of A FriendFTASB = Faster Than A Speeding BulletFT = FaintFTL = Faster Than LightFTTB = For The Time BeingFUBAR = Fed Up Beyond All RecognitionFUBB = Fed Up Beyond BeliefFUD = (Spreading) Fear, Uncertainty, and Disinformation FWIW = For What It’s WorthFYA = For Your AmusementFYI = For Your InformationFYM = For Your MisinformationG:G2G = Got To GoG8T/GR8 = GreatGAL = Get A LifeGDGD = Good,GoodGF = girlfriendGG = Good Game/Gotta GoGIGO = Garbage In, Garbage OutGIWIST = Gee, I Wish I’d Said ThatGL = Good LuckGLYASDI = God Loves You And So Do I GMTA = Great Minds Think Alike GNBLFY = Got Nothing But Love For You GR&D = Grinning Running And Ducking GRRRR = "Growling"GSOAS = Go Sit On A SnakeGTG = Got To GoGTGB = Got To Go, ByeGTGP = Got To Go PeeGTH = Go To HellGTSY = Glad To See YaGYPO = Get Your Pants OffBE A QUEEN.H:HAGO = Have A Good OneHAK = Hugs And KissesHB = Hurry BackHD = HoldHHO1/2K = Ha Ha, Only Half KiddingHHOK = Ha Ha, Only Kidding HIOOC = Help! I’m Out Of Coffee Howz = How isHTH = Hope This (That) Helps HUA = Heads Up AceHUYA = Head Up Your AI:IAC = In Any CaseIAE = In Any EventIANAC = I Am Not A Crook IANAL = I Am Not A Lawyer IBT = In Between Technology IBTD = I Beg To DifferIC = I See/In CharacterIDGAF = I Don’t Give A FIDGI = I Don’t Get ItIDK = I Don’t KnowIDKY = I Don’t Know YouIDST = I Didn’t Say ThatIDTS = I Don’t Think SoIFAB = I Found A BugIFU = I Fed UpIGGP = I Gotta Go PeeIIIO = Intel Inside, Idiot OutsideIIMAD = If It Makes An(y) DifferenceIIRC = If I Remember CorrectlyIIWM = If It Were MeILICISCOMK = I Laughed, I Cried, I Spat/Spilt Coffee/Crumbs/Coke On My Keyboard ILY = I Love YouIMHO = In My Humble OpinionIMNSHO = In My Not So Humble OpinionIMO = In My OpinionINMP = I t’s Not My ProblemINPO = In No Particular OrderIOH = I’m Outta HereIOW = In Other WordsIRL = In Real LifeISS = I Said SoITM = In The MoneyIYKWIM = If You Know What I MeanIYSS = If You Say SoJ:J/C = Just CheckingJ/K = Just Kidding!J/W = Just WonderingJAFO = Just Another Fing OnlookerK:K/KK = OK/OK, OKKFY = Kiss For YouKISS = Keep It Simple StupidKIT = Keep In TouchKMA = Kiss My AssKWIM = Know What I MeanKX = kissKYPO = Keep Your Pants OnL:L8R = LaterLD = Long DistanceLDTTWA = Let’s Do The Time Warp Again LLTA = Lots And Lots Of Thunderous Applause LMAO = Laughing My Ass OffLMK = Let Me KnowLOL = Laughing Out Loud/Lots Of Luck(Love) LTIC = Laughing ’Til I CryLTNS = Long Time No SeeLYL = Love Ya LotsLYLAS = Love You Like A SisterM:M8T = MateMHOTY = My Hat’s Off To YouMM = Market MakerMorF = Male or Female?MOTD = Message Of The DayMOTSS = Members Of The Same Sex MTFBWY = May The Force Be With You MWBRL = More Will Be Revealed Later MYOB = Mind Your Own BusinessN:N = And/Know/NowNAK = Nursing At KeyboardNAZ = Name, Address, Zip (also means Nasdaq) NBD = No Big DealNBIF = No Basis In FactNFI = No Fing IdeaNFW = No Fing WayNIFOC = Nude In Front Of The ComputerNM = Never MindNMP = Not My ProblemNMU = Nothing Much YouNOYB = None Of Your BusinessNP = No ProblemNQOCD = Not Quite Our Class Dear NRG = EnergyNRN = No Reply NecessaryNYCFS = New York City Finger SaluetO:OAUS = On An Unrelated SubjectOBTW = Oh, By The WayOIC = Oh, I SeeOICU = Oh, I See YouOMDB = Over My Dead BodyOMG = Oh My God/Oh My GoshOMIK = Open Mouth, Insert Keyboard ONNA = Oh No, Not AgainOOC = Out Of CharacterOOTB = Out Of The Box/Out Of The BlueOT = Off TopicOTOH = On The Other HandOWTTE = Or Words To That EffectOZ = stands for "Australia"P:PEBCAK = Problem Exists Between Chair And Keyboard PEM = Privacy Enhanced MailPic = PicturePIMP = Peeing In My PantsPITA = Pain In The AssPLS/PLZ = PleasePMFJI = Pardon Me For Jumping InPO = Piss Off/product order/purchase orderPOS = Parents Over ShoulderPOV = Point Of ViewPPL = PeoplePro = ProfessionalPS = By The Way/PhotoshopS:SS:spring/summerT:TAH = Take A HikeTANSTAAFL = There Ain’t No Such Thing As A Free Lunch TARFU = Things Are Really Fed UpTDTM = Talk Dirty To MeTEOTWAWKI = The End Of The World As We Know It TFN = Thanks For Nothin’THX/TX/THKS = ThanksTIA = Thanks In AdvanceTIAIL = Think I Am In LoveTIC = Tongue In CheekTKS/TKX=ThanksTLA = Three Letter AcronymTLGO = The List Goes OnTM = Trust MeTMI = Too Much InformationTMTOWTDI = There’s More Than One Way To Do It TPTB = The Powers That BeTSR = Totally Stuck in RAMTTFN = Ta Ta For NowTTT = That’s The Ticket/To The TopTTUL/TTYL = Talk To You LaterTWHAB = This Won’t Hurt A BitTY = Thank YouTYVM = Thank You Very MuchU:U = YouUR = YourU R = You areunPC = unPolitically CorrectURYY4M = You Are Too Wise For MeV:VFM = Values For MoneyVG = Very GoodW:WAG = Wild Ass GuessWAI = What An IdiotWB = Welcome BackWCA = Who Cares AnywayWDYS = What Did You Say?WDYT = What Do You Think?WE = WhateverWEG = Wicked Evil GrinWG = Wicked GrinWGAFF = Who Gives A Flying FWIIFM = What’s In It For Me?WIT = Wordsmith In TrainingWITFITS = What in the F is this ShWOG = Wise Old GuyWot/Wut = WhatWRT = With Respect To/With Regard To WTF = What The FWTG = Way To Go!WTSDS = Where The Sun Don’t Shine WYMM = Will You Marry MeWYP = What’s Your Problem?WYRN = What’s Your Real Name?WYS = Whatever You SayWYSIWYG = What You See Is What You Get WYT = Whatever You ThinkX:X U = Kiss YouY:Y = WhyYa = YouYA = Yet AnotherYAFIYGI = You Asked For It You Got It YDKM = You Don’t Know MeYep/Yup = YesYGBK = You Gotta Be Kiddin’YMMV = Your Mileage May VaryYNK = You Never KnowYOYO = You’re On Your OwnYR = Yeah, RightYSYD = Yeah, Sure You DoYTTT = You Telling The Truth? YYSSW = Yeah Yeah Sure Sure Whatever(注:可编辑下载,若有不当之处,请指正,谢谢!)。
GLK300北京奔驰Grand Edition 触手可及

GLK300北京奔驰Grand Edition 触手可及
白帆
【期刊名称】《汽车与驾驶维修:汽车版》
【年(卷),期】2012(000)005
【摘要】当我再一次拿到GLK的钥匙的时候,距离上次与它约会已经时隔了2年多的时间。
2年当中发生了很多事情,作为主要竞争对手的奥迪Q5实现了国产,宝马X3则实现了换代,小一号的宝马X1也落户在了华晨汽车,而关于最新换代的奔驰GLK的资料图片也已经充斥于各个门户网站。
不过,摆在我面前的GLK看起来与2年前还是一样的,“国产”的身份并未让它产生太大的改变。
【总页数】6页(P36-41)
【作者】白帆
【作者单位】不详
【正文语种】中文
【中图分类】U469.11
【相关文献】
1.青欲胜于蓝北京奔驰GLK300 [J],
2.北京奔驰GLK300 源于精彩 [J],
3.GLK300北京奔驰Grand Edition 触手可及 [J], 白帆
4.北京奔驰GLK300为何发动初故障灯亮 [J], 廖梁祥
5.卓尔不群光芒尽显试驾北京奔驰GLK300豪华型 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
LGJ
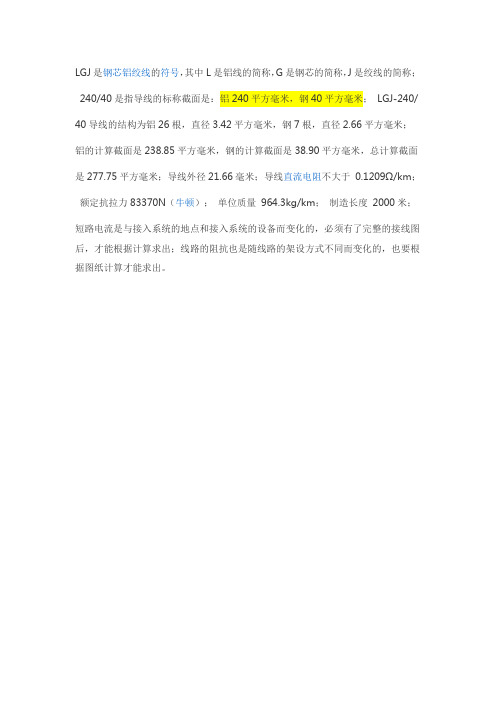
LGJ是钢芯铝绞线的符号,其中L是铝线的简称,G是钢芯的简称,J是绞线的简称;240/40是指导线的标称截面是:铝240平方毫米,钢40平方毫米;LGJ-240/ 40导线的结构为铝26根,直径3.42平方毫米,钢7根,直径2.66平方毫米;铝的计算截面是238.85平方毫米,钢的计算截面是38.90平方毫米,总计算截面是27 7.75平方毫米;导线外径21.66毫米;导线直流电阻不大于0.1209Ω/km;额定抗拉力83370N(牛顿);单位质量964.3kg/km;制造长度2000米;短路电流是与接入系统的地点和接入系统的设备而变化的,必须有了完整的接线图后,才能根据计算求出;线路的阻抗也是随线路的架设方式不同而变化的,也要根据图纸计算才能求出。
KKJ、HWJ、TWJ作用及原理解析

KKJ、HWJ、TWJ作用及原理解析1、KKJ(合后继电器)1.1 KKJ的历史、含义几乎所有类型的操作回路都会有KKJ继电器。
它是从电力系统KK操作把手的合后位置接点延伸出来的,所以叫KKJ。
传统的二次控制回路对开关的手合手分是采用一种俗称KK开关的操作把手。
该把手有“预分-分-分后、预合-合-合后”6个状态。
其中“分、合”是瞬动的两个位置,其余4个位置都是可固定住的。
当用户合闸操作时,先把把手从“分后”打到“预合”,这时一副预合接点会接通闪光小母线,提醒用户注意确认开关是否正确。
从“预合”打到头即“合”。
开关合上后,在复位弹簧作用下,KK把手返回自动进入“合后”位置并固定在这个位置。
分闸操作同此过程类似,只是分闸后,KK把手进入“分后”位置。
KK把手的纵轴上可以加装一节节的接点。
当KK把手处于“合后”位置时,其“合后位置”接点闭合。
KK把手的“合后位置”“分后位置”接点的含义就是用来判断该开关是人为操作合上或分开的。
“合后位置”接点闭合代表开关是人为合上的;同样的“分后位置”接点闭合代表开关是人为分开的。
“合后位置”接点在传统二次控制回路里主要有两个作用:一是启动事故总音响和光字牌告警;二是启动保护重合闸。
这两个作用都是通过位置不对应来实现的。
所谓位置不对应,就是KK把手位置和开关实际位置对应不起来,开关的TWJ(跳闸位置)接点同“合后位置”接点串联就构成了不对应回路。
开关人为合上后,“合后位置”接点会一直闭合。
保护跳闸或开关偷跳,KK把手位置不会有任何变化,自然“合后位置”接点也不会变化,当开关跳开TWJ接点闭合,位置不对应回路导通,启动重合闸和接通事故总音响和光字牌回路。
事故发生后,需要值班员去复归对位,即把KK把手扳到“分后位置”。
不对应回路断开,事故音响停止,掉牌复归。
某公司产品的操作回路里通过增加KKJ继电器,巧妙的解决了不对应启动的问题。
KKJ 继电器实际上就是一个双圈磁保持的双位置继电器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A、直接材料消耗数量变动对产品成本的影响
(何为变动:“变动=计划-基期”。请理解其计算公式的来由:用1代表计划期,用0代表基期。则Q1-Q0表示材料消耗量的变化,这是量的变化,只求消耗量对成本的影响所以再乘以P0即原来的单价,则就成了对金额的变化。)
B、直接材料价格变动对产品成本的影响
2、用每一个变动项目除以基期销售额,并算出资产和权益的百分比合计数A与B
3、利用公式:销售额的增加部分*(A-B)。{要注意了是销售额的增加部分乘以(A-B)}
4、考虑其它因素的变动:一是未来预计增加的利润(盈利是一种资金来源,当然要减去预计的股利的分配额喽);二是未来固定资料折旧额(折旧是一种资金来源)。三是考虑来年需要增加的各项资金(将会增加资金支出)。所以,最后还得根据公式:筹资额-折旧中的未使用部分-利润中的留存部分+来年预计增加的各项资金来确定最终所需的筹资。"
第五节筹资预测(常见考点)
一、通常采用销售百分比法
二、掌握其计算步骤:(请做P125习题)
1、根据基期资产负债表,判断哪些项目会随销售额变动(请注意生产能力的变动对固定资产的影响:在一般情况下,生产能力不会随销售量增长而增长,但超出了它的生产能力,则会随之变动。)
预测期销售量=平滑系数*上期实际销售量+(1-平滑系数)*上期预测销售量
(请注意理解平滑系数的大小如何确定,以及它对预测值的影响 P109)
四、直线回归预测法(常见考点)
y=a+bx 其中y代表销售量,x代表年份(期数)。
其计算原理同混合成本高低点法分解是一致的,所以,不必去记 a与b值的计算公式,只需会推导就可以了。
D、产量变动对成本的影响。
(理解其原理:在一定范围内,产量变动对单位变动成本不会产生影响,但是却对单位产品所承担的固定成本却发生影响了。当产量提高时,单位产品所承担的固定成本为:1/(1+产量增长率),所以根据“变动=计划-基期”这一原理,就可推出教材P118的公式,将教材中的“+”号改为“-”号。)
第三节 成本预测
一、目标成本预测
目标成本:是指企业在生产经营活动中某一时期要求实现的成本目标。
方法:
1、选择某一先进成本水平作为目标。
2、先确定目标利润,推算出成本。即:目标成本=预计收入-应交税金-目标利润
二、产品成本水平发展趋势的预测
二、趋势平均法
N年平均数+(N-1)*趋势平均数
(理解趋势平均数的计算,并掌握其适用范围:主要适用于各期产品的生产和销售量逐渐增加的企业)
三、指数平滑法(常见考点)
是根据前期销售量的实际数和预测数,以加权因子为权数,进行加权平均来预测下一期销售量的方法。
(理解产品成本由固定成本和变动成本构成,因此推出:y=a+bx这一公式)
成本预测方法:
(一)高低点法(原理同混合成本的分解)
(二)回归直线法:y=a+bx 其中:y代表总成本,a代表固定成本,b代表单位变动成本,x代表产量。(原理同上,常见考点)
(三)因素变动预测法:(常见考点,也是难点,请理解公式的原理)
(一)非数量方法(定性分析法)
它是依靠人们的主观分析判断来确定未来的估计值。常见有经验分析法、直接调查法、集合意见法、集体思考法。
(二)数量方法(定量分析法)
是根据过去比较完备的统计资料,应用一定的数字模型或数理统计方法对各种数量资料进行科学的加工处理。又可分为两类:
(原理同上:大家可以类推:p1-p0这是价格的变化,计划期用多少的材料?总影响额是多少?所以还要乘以Q1,要注意了,是计划期的消耗量。(为什么,请理解))
C、工资水平和劳动生产率变动对产品成本的影响
(工资水平的提高,将会使单位产品中工资成本上升:1+平均工资增长%;而劳动生产率的提高,又会使单位产品中的工资水平下降:1/(1+劳动生产率增长%);所以当两者同时发生变化时就构成教材P117上的公式了。)
比例法是指根据各种利润率指标来预测计划期产品销售利润的一种方法。
一、预测利润额=预计产品销售收入*销售收入利润率
二、 预测利润额=预计产品销售成本*销售成本利润率
三、预测利润额=预计产品总产值*产值利润率
(请思考:当计划期产品销售品种结构发生较大变动后,或是产品生产所需的材料成本发生较大变化,那么比例法的销售收入利润率、销售成本利润率、产值利润率会不会发生较大的变化?从而可以推出比例法的适用范围P122)
三、预测特点(哪三点,理解之后会选择)
预测具有一定的科学性、近似性、局限性。
第二节 销售预测
一、算术平均法
(说白了,就是简单地求平均值,作为未来的预测值。要求理解其最大的缺陷:将各月的差异平均化了。因此,从缺陷推出其适用的条件:只能适用于销售额基本稳定的产品。)
第一节 预测的基本程序与方法
一、预测基本程序(理解这一过程,与我们平时做法一致)
(一)确定预测目标
(二)收集整理资料
(三)选择预测方法
(四综合分析预测
(五)计算预测的误差
二、预测方法(选择题,要求会区分哪些是非数量方法,哪些是数量方法以及趋势预测与因果预测方法的区分。)
三、最佳质量成本的预测(选择题常见点,别忘记了:评价质量费用、质量预防费用)
(一)质量成本:是企业推行全面质量管理中提出的一个新的成本概念。一般包括:内部质量损失、外部质量损失、评价质量费用、质量预防费用。
(二)最佳质量成本:当质量成本总和达到最低时。
第四节利润预测
1、趋势预测法:是以某项指标过去的变化趋势作为预测的依据,是把未来作为“过去历史的延伸”。常见的有:简单平均法,移动平均法,指数平滑法等。
2、因果预测法:是从某项指标与其他有关指标之间的规律性联系中进行分析研究,根据它们之间的规律性联系作为预测的依据。常见的有:回归分析法,相关分析法等。