CBS电解工序模块诊断手册_1_定义问题_改16页
电解槽维修手册

电解槽维修手册I. 介绍电解槽是一种用于电解过程的装置,广泛应用于金属提取、镀铜、电镀等工业领域。
如果电解槽出现故障或需要维修,及时的维护和修复工作是至关重要的。
本手册将为您提供电解槽维修的详细指南,以确保设备的正常运行和高效生产。
II. 安全注意事项在进行电解槽维修之前,务必遵循以下安全注意事项:1. 确保在维修过程中切断电源,并拉下断路器;2. 使用适当的个人防护装备,如手套、护目镜和防护服;3. 在维修时遵循正确的工作程序和操作规程;4. 确保维修前排空电解槽,并使用合适的工具和设备。
III. 维修步骤以下是电解槽维修的一般步骤:1. 检查电解槽外观- 仔细检查电解槽壁和底部是否存在裂痕或破损;- 检查管道和阀门是否完好。
2. 清洁电解槽- 将电解槽排空并清除槽底的沉积物;- 使用适当的溶剂或清洗剂清洁电解槽内壁;- 吹干电解槽并确保内部干燥。
3. 维修电解槽壁- 使用适当的补丁材料或焊接技术修复电解槽壁的裂痕或破损; - 确保修复后的区域与电解槽壁表面平整且无任何漏洞。
4. 检查电解槽设备- 检查电解槽的散热系统和冷却系统是否正常;- 检查电解槽内的电极和液流分布系统;- 进行必要的更换或修理。
5. 检查电解槽电源- 检查电解槽电源的电压和电流是否稳定;- 检查电池组和电解槽之间的连接。
6. 测试和运行- 在维修完成后,重新注入适当的电解液;- 连接电源并逐步增加电流;- 监测电解槽的运行状况,并确保其正常工作。
IV. 故障排除以下是常见的电解槽故障及其解决方法:1. 电解液浓度不稳定- 检查电解液供应系统,确保其工作正常;- 调整电解液的供给量和浓度以维持稳定性。
2. 电解槽温度过高- 检查冷却系统是否阻塞或故障;- 清洁冷却系统,并确保冷却介质流通畅通。
3. 电极耗损过快- 检查电解液中是否存在杂质;- 调整电流密度以减少电极的磨损。
4. 电解槽漏液- 检查电解槽壁是否有破损或裂痕;- 进行必要的修复或更换。
预防性维修功能模块
(二)CBS装备维护模块——预防性维修功能模块推广1.主管领导:***2.牵头部门:装备能源部3.主要任务:(1)设备维修费用改善。
工作内容:对生产设备开展失效模式分析,基于分析结果,对当前的预防性维修方案进行评估和改善,建立更加高效的预防性维修计划。
(2)工作目标:(备注:根据CBS模块KPI指标对照公司2014年度工作要求进行设定)2014年第一季度所要达到的目标:对关键设备进行关键性评估,确定优先分析的功能性组件;2014年第二季度所要达到的目标:对定义为优先的功能性组件进行结构细分;2014年第三季度所要达到的目标:完成失效模式分析FMEA;2014年第四季度所要达到的目标:制定设备的预防性维修策略,并实施;2014年年终所要达到的目标:实现95%以上的维修都是计划性的(3)预计收益: 计划维修的完成率达到95%以上(备注:项目开展前三个月数据的加权平均值为基准值,若基准数据明显偏离正常值,不能反映实际的运营水平,可提出申请,选取能代表当期运营水平的时间段作为基准)(4)需制定或修订的管理制度:设备点检管理制度、设备维修管理制度、设备检修技术标准(备注:根据CBS模块要求,对照公司现有管理制度进行梳理)(5)工作进度:1、3月31日前,对分厂关键设备故障进行诊断,将设备按照功能性进行分解,列出功能性组件。
从生产损失率、安全性、环境、维修时间四个方面对关键设备进行评估2、6月30日前,按照关键性分类,优先分析功能性组件,将功能性组件分解到部件层面(可维护的最小单元)。
3、9月30日前,确定可能导致设备故障的根本原因,根据严重性、发生率和可探测性将风险进一步分类,为战略制定提供数据基础。
4、12月31日前制定关键设备的维护战略并实施。
(备注:根据CBS模块工作目标,制订主要措施及完成时间)4.工作考核方面:(备注:由运营转型办公室负责)。
铝电解智能模糊控制系统产品用户手册

自适应控制技术,其后又针对我国铝
电解槽设备与工艺的特点开发出称之
为“智能模糊控制”的新型控制技
术,该技术在应用中被证明对于提高 预焙铝电解槽的技术经济指标作用显
图2(壁挂式/网络式)槽控机
著。1997年以来,我们针对该技术不断进行改进和完善改进工作,突出的特点是,
应用模糊专家控制技术开发了一种称之为“模糊专家控制器”的新型控制算法,它
布控制集中管理。 (7) 能对电解槽槽电压进行实时采样,采样方式为电压频率转换方式,采样范围
为0~100VDC,采样最快速度能达到每秒8次。 (8) 能同步实时采集系列电流频率信号。 (9) 具有定时对槽电压采样进行自校正、对采样误差过大的情形进行安全保护与
错误报警的功能,确保槽控机采样数据真实,控制安全可靠。 (10)可接收阳极脉冲发生器(2个)信号,电解槽阳极提升上、下限位信号(2
大降 1
隶 属 度
0 min
降 平 b 升c 大升
a 槽电阻斜率
d max
缩
小
论 域
对应的精确值的论域,从而简便地而有效 地达到在线自动调整模糊专家控制器的工 作点和动、静态品质的目的。
大降 1 隶
属
降平
升 大升
度
0
m i n′
m a x′
6
槽电阻斜率
图 4 槽电阻斜率的隶属函数及论域调整示意图
以推理机根据下料控制模式的转变调整论域为例,当下料控制模式从浓度校验
法来统一地表达由推理机使用的各种规则。为了简化推理机的构造,我们仅采用简
单规则和“AND”类型的复合规则来表达全部规则,这是因为其他类型的规则均可以
拆分为这两种类型的规则。“AND”类型的复合规则的表达形式如下:
凯尔贝类激光等离子电源HF440i中文手册

5. 电击可导致生命危险,带电部分不可触碰. 建议电工打开等离子. 在进行任何的维护或维修之前,请断开主电路! 6. 穿防护衣 (头盔,焊接工人的防护罩,皮革围布,防护手套,安全鞋). 防护衣要绝缘,干燥,防火。操作 等离子机器,可能会导致起火或爆炸. 能导致起火或爆炸的物质须远离切割区域. 必须确保切割区域有适 当的灭火设备.这应该要写入公司安全章程。. 7. 警告标不可以撕去,喷涂,或覆盖。
1. 操作工或维修人员在操作机器之前,必须熟悉这些标 示的意义.每个公司的公司安全手册都因该考虑这些 2.切割过程中产生的烟尘,灰尘,和气体对身体有害, 不能呼入体内.需要增加一个除尘设备 3. 穿防护衣 (头盔,焊接工人的防护罩,皮革围布,防护 手套,安全鞋). 防护衣要绝缘,干燥,防火。 4. 噪音对身体有害! 等离子切割过程中,需要带上护耳 设备. 等离子弧的辐射会导致眼痛或皮肤灼伤.保护眼睛 和皮肤是十分必要的。选择合适的防护眼镜,和保护 罩,确保有效保护。
等离子弧辐射会导致眼痛和皮肤损伤. 在切割之前,须对眼睛和皮肤进行保护。 •穿防护衣 (头盔,焊接工人的防护罩,皮革围布,防护手套,安全鞋). 防护衣要绝缘,干燥,防火。 •防护衣和手套,必须要很好的保护。 • 切割区域的保护,会减少紫外线的辐射:
位置 : 7.3 3/W a rnu ng , V o rsich t, V erb ot , G ebo t, Hinweis /G e botszeichen (bl a u)/ gelte n de nati on ale un d l okal e V or s c hrift en@ 0\m od _ 119 980290 154 1 _1 9.doc @ 2 505
警告 等离子切割单元有符合 EMC 的等级, 按照 CISPR11: 这个等级要求等离子不能再住处应用,因为电流供应是公共的低压供应系统. 在这个范围会产生电磁 干扰。
电解工序重要参数的检测及优化控制
1.3 氯气/氢气总管压力、电解槽气相压强差 氯气总管压力 PIZA216 正常值为 40 kPa,报警
值 为 43 kPa, 连 锁 值 为 50 kPa; 氢 气 总 管 压 力 PIZA226 正常值为 44 kPa,报警值为 47 kPa,连锁值 54 kPa; 二者气相压差 PDIZA-200 正常值为 4 kPa 左右,(4±2) kPa(即 2 kPa<PDIZA-200<6 kPa)以 外 报警,(4±5) kPa(即-1 kPa<PDIZA-200<9 kPa)以外 连锁。故必须确保对氯气、氢气及二者之间差压检测 的变送器 PT-216、PT-226、PDT-200 精确、真实、稳 定、可靠,避免因仪表检测不准达到连锁值而造成烧 碱装置停车。 1.4 烧碱溶液浓度
12
中国氯碱
精盐水 高位槽
FIT-231
FCV-231
去电解槽 (阳极室)
2009 年第 9 期
比值器2
从动量 FICA 265
FICZA 231
电解槽电流 比值器1 IIZA230
淡盐水槽 D-260
FIT-265
FCV-265
去电解槽 (阳极室)
图 1 进电解槽精盐水与返回电解槽淡盐水流量控制简图
(2)保护装置选用 SEL-351A、SEL-501-2 装置, 实现过负荷、过流、速断、低电压保护和故障录波、事 件记录以及工艺连锁保护等功能。
(3)测量、计量选用深圳中电的 PMC-560 装置, 对线路的电流、电压、功率因数、实时功率、实时功 率、电能等进行监测。其装置同时还具有 56 次谐波, 故障录波(36 周)和事件记录功能,通过 13 个 DI,实 现信号和状态的采集功能。
贝朗血透机维修手册自检PPT课件02

自检状态
chapter 3 page 36
子代码格式 T T S S x: TT SS x
举例: 10020
23050
33701
37991
LLCtest code to LLS测试步骤 Performed test step 执行测试进度 Number of performed repeats 循环测试次数 0 x < repeats until error message 失败后即重复自检
DFS 测试程序中,以下部件将被测试是否漏气 :
• 平衡腔包括所有阀门和平衡腔膜片 • 冲洗桥整体:
- 漏血传感器 - VDE, VDA - 消毒阀门和透析器接头 • 空气分离室, UF pump • 自FPE 到 RVDA的所有软管, 接头, 管夹等。 • 对于HDF Online机器: 可测试出是否破裂或接口漏气。
LLS
Test code = 1 1 back t o LLC
Test init ialisat ion (VGD ON) Single m easurem ent of green, Single m easurem ent of red, t hen com parison of : red green + 0.2 V no t im eout Acknow ledge w it h sw it ch- of f VGD
Upline t ank m ust be f illed
Tim eout 2 m in
2.
Test code = 1 1 t o LLS
3 . 1 1 1 0 x EV_TEST_BLOODLEAK_ON ON BloodleakTaskID
4.
铝电解故障诊断综合系统
铝电解故障诊断综合系统铝电解过程是众多复杂工业流程中的一种,它具有复杂工业流程的非线性、时变和大时滞等特点。
在铝电解的进行过程中,不仅存在由于电解槽内物料平衡与能量平衡等被破坏而引起的电解槽故障,还存在由于电解过程中执行器电动机的故障而造成的故障。
本文中将电解槽故障定义为铝电解的过程故障,执行器电动机故障定义为系统故障。
针对以上情况本文提出了铝电解多故障诊断系统,并以VB 6.0为开发平台,设计了铝电解监控系统。
该多故障诊断系统包括了铝电解过程故障诊断系统和铝电解系统故障诊断系统,铝电解监控系统包括电解槽监控系统和电动机监控系统。
根据以上内容本人作了以下工作。
第一,阐述了铝电解故障诊断的意义,概述了铝电解故障诊断国内外的发展现状及存在的问题,针对铝电解故障诊断中还存在的问题,叙述了本课题的研究目的和研究意义,提出了自己的研究方法。
第二,概述了铝电解的工作原理及铝电解的生产过程,论述了铝电解过程中几种常见的过程故障,以及铝电解过程中常见的系统故障,并对这些故障进行了简单的介绍。
第三,建立了铝电解过程故障诊断模型,阐述了神经网络的基本原理,分析了神经网络在故障诊断的应用可能性和必要性,论述了铝电解过程中特征量的选取及输入数据的处理,并采用蛙跳算法对神经网络的训练过程进行了优化,仿真实验验证了铝电解过程故障诊断模型的可行性。
第四,建立了铝电解系统故障诊断模型,阐述了采用EMD算法对电动机故障信号进行处理的优越性,介绍了小波分析理论及小波包分析用于故障信号特征的提取,以及小波分析与神经网络的结合,仿真实验验证了铝电解系统故障诊断模型的可行性。
第五,以VB 6.0为开发平台,设计了铝电解监控软件。
综述了该软件的总体思路和设计方案,并详细介绍了监控软件的各个部分功能的实现过程。
第六,对本文中所采用的铝电解故障诊断方法进行了总结,并对铝电解故障诊断今后的发展做了展望。
电解槽短路口操作演练方案及流程
电解槽短路口操作演练方案及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电解槽短路口操作演练方案及流程。
一、目的。
掌握电解槽短路口的识别、报警、定位、处理和恢复生产的应急操作流程,提高相关人员的应急处置能力,确保电解槽安全稳定运行。
《电解磨削说明书》word版
目录摘要 (1)前言 (2)一、电解磨削 (3)1.1电解磨削的基本原理和特点 (3)1.1.1 阳极反应 (5)1.1.2 阴极反应 (7)1.2影响电解磨削生产率和加工质量的因素 (7)1.2.1 影响生产率的主要因素 (7)1.2.2 影响加工精度的因素 (8)1.2.3 影响表面粗糙度的因素 (9)1.3电解磨削用电解液及其设备 (10)1.3.1 电解液 (10)1.3.2 电解磨削用设备 (11)1.4电解磨削的应用 (13)1.4.1 硬质合金刀具的电解磨削 (13)1.4.2 硬质合金轧辊的电解磨削 (14)1.4.3 电解珩磨 (14)1.4.4 电解研磨 (15)1.5电解磨削存在的问题及前景 (16)二、UG建模 (17)三、快速原型制造技术实验 (18)3.1实验目的: (18)3.2实验内容: (18)3.3实验重点: (18)3.4试验原理流程图: (18)3.5实验步骤: (19)总结 (23)参考文献 (24)摘要为学习和掌握高精密的现代特种加工技术,了解国内外现代先进制造技术的发展和应用情况,进行了此次先进制造综合设计实训。
本次实训通过分项负责的形式,各成员各自独立完成所属单项技术。
在分析了电解磨削加工的原理、设备和特点,了解它的技术基础、关键技术和支撑技术之后,总结了影响电解磨削生产率和加工质量的各方面因素;同时,通过了解电解磨削技术在国内外的发展状况和主要领域内的应用,提出该项技术在应用中所存在的问题,并且前瞻了它的应用前景和发展方向;经此,完成本次先进制造综合实训,达到了解和掌握电解磨削的训练目的。
关键词:电解磨削;特种加工;先进制造;精密加工前言电解磨削是电解作用与机械磨削相结合的一种特种加工,又称电化学磨削,英文简称ECG。
电解磨削是20世纪50年代初美国人研究发明的。
原理是工件作为阳极与直流电源的正极相连;导电磨轮作为阴极与直流电源的负极相连。
磨削时,两者之间保持一定的磨削压力,凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05毫米),同时向间隙中供给电解液。
铝电解槽控制电路中故障元件存在的最小范围的确定方法
[文章编号]!""#$"%"&(’""!)"($"&)*$")铝电解槽控制电路中故障元件存在的最小范围的确定方法!李义府!,谢宏’(!+中南大学信息科学与工程学院,长沙#!""*);’+湖南大学电气与信息工程学院,长沙#!""*’)[摘要]对电解槽控制线路故障元件存在范围的确定,提出了!故障下诊断的新方法。
它是一种确定故障元件存在的最小范围的方法,即在十分现实的!故障下,确定能代表电路所有元件并给出在!故障假设下的最优可测试元件组,使故障定位工作只局限于该组元件。
通过可测试值计算和规范式不确定性组与最优可测试成分组的确定,可以确定故障元件的范围,从而为铝电解槽控制线路中的故障定位节省了大量的时间。
[关键词]电解槽;可测试性;不确定性组;故障定位;参数故障诊断[中图分类号],-!)[文献标识码].现代大中型铝厂多采用先进的中间点式下料预熔阳极电解槽,其阳极由两排并列排布的阳极碳块(如’/!’)构成。
对于电解槽系列,目前检测技术水平可直接连续自动采集的过程参数只有两个,即槽电压和系列电流;可由计算机系统控制的过程变量也只有两个———下料和移动量。
用计算机控制阳极升降机不定期移动阳极,以实现铝电解过程的监控,达到提高电流效率,降低电耗,延长槽寿命的目的。
由于控制电路会出现种种意想不到的故障,影响产品的质量。
因此如何确定系统故障范围,快速找到故障,恢复系统的正常性能成为电控线路维修当务之急。
为此,作者提出了!故障下故障元件最小范围的确定方法。
该方法是基于电路的可测试值计算和规范式不确定性组的确定,而与所给出的信息与故障定位方法无关。
!规范式不确定性组与最优可测试成分组的确定!+!规范式不确定性组的确定可测试性度量就是可测试值计算,它由一组描述电路的非线性故障诊断方程的可解度决定。
深圳希莱恒电解质说明书
型号:I M S-972\I M S-972P o p u l a r\I M S-972P l u s 标准号:YZB/粤注册号:粤食药监械(准)字注册/生产地址:深圳市南山区蛇口工业大道兴华工业大厦7栋3B南侧售后服务单位:深圳市希莱恒医用电子有限公司目录前言……………………………………………………………………………………………...2一?.概论 (3)序……………………………………………………………………………………………3方法简介 (3)二.测量原理 (3)电极原理 (3)方法原理 (4)三.仪器简介 (4)四.试剂 (4)五.仪器的安装 (5)场地要求 (5)安装过程 (5)六.操作步骤 (6)开机 (6)系统冲洗 (7)活化 (7)系统标定和自诊断 (8)血样测定 (8)服务菜单 (10)七.仪器保养 (16)每日保养 (16)每周保养 (16)主要配件的保养 (16)八.注意事项 (16)操作过程中 (16)测定质控过程中 (17)环境方面 (17)保养过程中 (17)样品的收集和处理 (17)其它 (18)九.附录 (18)十.用户疑难解答 (19)附录一如何做好室间质控 (25)附录二程序框图 (27)附录三操作步骤及注意事项 (28)附图一电极的使用说明书 (29)附图二管道安装示意图 (30)附图三打印机安装说明 (31)前言尊敬的用户:感谢贵处选用本公司的产品——IMS-972系列电解质分析仪。
电解质系列分别为:IMS-972、IMS-972Popular、IMS-972Plus共三种型号。
用于离子钾、钠、氯、钙、锂、镁、pH、二氧化碳的检验,测试项目可任意组合。
产品标准号:YZB/粤产品注册号:粤食药监械(准)字生产许可号:为了更好使用仪器,敬请阅读以下内容:1)初次使用本仪器的用户,请务必先仔细阅读本手册;2)配合公司上门安装讲解的工程师,全面地掌握该仪器的操作与保养;3)此仪器必须由专人负责维护,并做好记录,配合我公司的售后服务工作;4)本说明书可用于IMS—972系列的A、B、C、D、E、F、G、H、I、J、K、L、M型仪器。
CBS基础知识

●●●
提升员工个人能力
▪ ▪ ▪ ▪
拉系统 单件流 生产节拍 平衡生产
持续改善
▪ ▪ ▪
Andon Poka Yoke 标准化工作
员工满意度 稳定 (流程, 人员) 员工和管理层的相互信任
公司上下统一的的运营 管理系统和标准的工具, 旨在打造内部质量和消 除浪费
▪ ▪ ▪ ▪ ▪
内部咨询师团队 标准方法 评估系统与实施 项目指导 文化推广持续改进
设
注入运营转型, 推进持续改进
司
机制、体制配套建 设,基础管理先进
中铝价值观 – 责任、诚信、卓越
▪ ▪ ▪
全球领先的业务规模,稳定的增长 掌握全球重要矿产资源和市场话语权 先进的机制和体制
▪ ▪ ▪
技术和人才竞争力 产品、服务和成本竞争力 品牌、形象和企业文化影响力
是实现世界一流矿业公司战略的需要
世界先进的企业都有优秀的业务系统
成功业务系统的好处
▪ 1
实施公司总体战略的业务指导原则 – 向整个组织明确公司的愿景和目标, 以及关键的业务指导原则 – 将公司的战略分解落实到各厂到各 人的日常工作流程 2 公司上下统一的工作方法与语言 ▪ – 创造共同的文化和词汇,便于跨区 域的知识和经验共享 ▪ 3 推动持续改进的标准与总结分享最佳 实践的平台 – 通过清晰定义改进路线图,推进持 续改进 – 提供标准的工具箱,分享最佳实践 ▪ 4 加速人才培养速度,吸引优秀人才 加入 – 通过最佳实践的分享和持续改进的 开展,加快人才培养速度 – 提供更多更广泛的学习机会,帮助 吸引优秀人才加入
贯彻“ 造车先造人”的理念,通过不 断的省思与持续改善提升个人能力
CEC电解操作手册(最终版)
1 总则:此文件为电解工序的操作说明,电解工序由离子膜电解槽、整流器及相关辅助设备组成,此工序产品为32%碱液,Cl2和H2。
下列设备的操作,维护及安全防护都将遵照货物提供方的要求:●整流器●行车(Z-2001)●泵●仪表●极化整流器。
2 电解基本原理:在离子膜电解槽中发生下述电化学反应,消耗超精制盐水,生成碱液。
在阳极室内,NaCl分解,NaCl=Na++Cl-阳极反应为Cl-的氧化生成Cl2,2Cl- =Cl2+2e-阳极室中Na+与水穿过膜进入阴极室,阴极室内水发生下列电解反应。
2H2O + 2e- = H2 + 2OH-阴极反应为H+的还原为H2同时生成OH-。
Na+与OH-化合成NaOH。
Na+ + OH-= NaOH总反应为:2NaCl+2H2O=2NaOH+Cl2+H2纯水加入到循环碱液中以调节阴极室中的碱液浓度。
淡盐水与Cl2一同从阳极室溢出。
碱液与H2一同从阴极室溢出,循环碱稀释后又进入阴极室。
图1描述了上述电化学反应。
由于在操作中部分Cl-由膜渗入到阴极室,阴极液总是含有少量盐。
一般来说,膜的电流效率越低,阴极液含盐越高。
OH-的反渗透,即OH-穿过膜,决定了Na+透过膜的数量的减少。
电场能加快OH-由阴极室到阳极室的反渗透。
电流效率的减少,对于阳极和阴极,都表现为OH-的减少。
随着阳极液中OH-浓度的上升,电流效率降低。
因此,所生产的碱液其浓度受到限制,一般为32-35%,具体浓度取决于所采用的膜。
新膜只允许少量的OH-与Cl-透过,实际上随膜的老化,OH-与Cl-等阴离子的泄漏会越来越多,导致电流效率的下降。
由于下列反应的发生使得阴极液pH升高:电化学副反应:●H2O分解生成O2H2O=1/2O2+2H++2e-化学副反应:●Cl2溶解;Cl2(g)=Cl2(aq)―――――――――――――――(1)●游离氯分解:Cl2(aq)+H2O=HClO(aq)+H++Cl-―――――(2)●HClO的分解;HClO(aq)=ClO-+H+――――――――――――――(3)●(2)与(3)给出下列反应:Cl2(aq)+H2O=ClO-+2H++Cl- ―――――――――――(4)●ClO3的生成:2HClO(aq)+ClO-=ClO3+2Cl-+2H+―――――――――――(5)●(4)与(5)给出下列反应:3Cl2(aq)+3H2O=ClO3-+5Cl-+6H+――――――――――(6)●由阳极室反渗透过来的OH-与H+发生中和反应。
电解槽说明书
水电解制氢设备操作使用手册\苏州竞立制氢设备有限公司1、简述1.1、氢气的性质和用途:氢是自然界分布最广的元素之一,它在地球上主要以化合状态存在于化合物中。
在大气层中的含量却很低,仅有约1ppm(体积比)。
氢是最轻的气体,它的粘度最小,导热系数很高,化学活性、渗透性和扩散性强(扩散系数为0.63cm2/s,约为甲烷的三倍),它是一种强的还原剂,可同许多物质进行不同程度的化学反应,生成各种类型的氢化物。
氢的着火、燃烧、爆炸性能是它的特性。
氢含量范围在4-75%(空气环境)、4.65-93.9%(氧气环境)时形成可爆燃气体,遇到明火或温度在585℃以上时可引起燃爆。
压力水电解制出的氢气具有压力高(1.6或3.2MPa)便于输送,纯度高(99.8%以上)可直接用于一般场合,还可以通过纯化(纯度提高到99.999%)和干燥(露点提高到-40~-90℃)的后续加工,可以作为燃料、载气、还原或保护气、冷却介质,广泛应用于国民经济的各行各业。
1.2、水电解制氢原理:利用电能使某电解质溶液分解为其他物质的单元装置称为电解池。
任何物质在电解过程中,在数量上的变化服从法拉第定律。
法拉第定律指出:电解时,在电极上析出物质的数量,与通过溶液的电流强度和通电时间成正比;用相同的电量通过不同的电解质溶液时,各种溶液在两极上析出物质量与它的电化当量成正比,而析出1克当量的任何物质都需要1法拉第单位96500库仑(26.8安培小时)的电量。
水电解制氢符合法拉第电解定律,即在标准状态下,阴极析出1克分子的氢气,所需电量为53.6A/h。
经过换算,生产1m3氢气(副产品0.5m3氧气)所需电量约2393Ah,原料水消耗0.9kg。
将水电解为氢气和氧气的过程,其电极反应为:阴极: 2H2O + 2e →H2↑+ 2OH-阳极: 2OH-- 2e →H2O + 1/2O2↑总反应: 2H2O →2H2↑+ O2↑由浸没在电解液中的一对电极,中间隔以防止气体渗透的隔膜而构成水电解池,通以一定电压(达到水的分解电压1.23V和热平衡电压1.47V以上)的直流电,水就发生电解。
铝电解全数字化智能槽控系统说明书

生产企业简介
湖南中大业翔科技有限公司
铝电解槽智能模糊控制系统
2
铝电解智能控制系统用户手册
企业简介
一、企业概况
湖南中大业翔科技有限公司(Hunan CSU Yeshine Science & Technology Ltd.)是首 批入选国家级大学科技园——岳麓山国家大学科技园的高科技企业,是由中南大学(原中 南工业大学)轻金属及工业电化学研究所的科技人员依据国家和中南大学高科技产业化的 有关政策于2000年3月创立的高科技公司。公司以中南大学为依托,以轻金属及工业电化 学研究所为研发基地。公司的主要股东之一、学术总指导、名誉董事长为中国工程院院 士、我国铝行业的著名专家学者、全国轻金属学术委员会主任委员刘业翔教授。公司不仅 拥有中南大学轻金属及工业电化学所的科技人才,而且从相关企业引进了高素质的工程技 术人才,目前公司职员88人,其中骨干成员39人,高级职称及博士18人,是一支研究、开 发与工程型人才相结合的队伍。公司成立后不久被科技园授予示范企业称号,并通过了湖 南省的高科技企业认证。 公司的高科技产业化项目“现场总线(CAN总线)型智能模糊控制系统”荣获国家科 技部2000年度第一批科技型中小企业技术创新基金的无偿资助及湖南省政府引导基金的资 助,该项目的前期技术主要来源于国家经贸委“九五”计划资助的两个国家技术创新项 目,主体成果经部级鉴定达到了国际领先水平,且两个项目均被国家经贸委授予“九五” 国家技术创新优秀项目奖。2007年公司“复杂工业过程集成嵌入式控制软件系统产业化” 项目获国家发改委“十一五”国家关键技术产业化专项技持并于2009年验收。公司及其研 究开发基地拥有实验室、办公室及厂房近2000平方米,以及品种齐全的、具有国际先进水 平的研究开发及产品测试设备。目前公司已具备年生产智能测控模块8000套、智能模糊控 制器(槽控机)2000套并提供相应的售后服务的能力,产品与技术迅速在我国铝行业推广 应用,取得显著的经济效益和社会效益。 我公司开发的全分布式网络型铝电解智能控制系统在铝电解生产企业中得到广泛应 用,市场占有率在50%以上 。我们期望用我们最好的产品、最好的技术和最好的服务为我 国铝厂的节能降耗和环保治理做出更大
电解槽短路系统安全专项治理自检表
3
依据 风险 类别 统计 清 单, 对造 成短 路口 事故
2.3.1 造成短路口事故各种可能性的类别情况(文字和 Excel 格式)(分厂分析与控制) 2.3.2 造成短路口事故各种原因进行分析情况(文字和 Excel 格式) 2.3.3 短路口事故各项控制措施情况(文字和 Excel 格式) 2.3.4 对短路口事故各项控制措施进行评价(暂无)
东 6 4 4 4 5 4 5 4 5 4 4 4 4 4 4 4 4 4 4 4 4 5 4
东 7 4 4 4 5 4 4 4 5 4 4 4 4 3 4 5 4 4 4 4 4 5 4
东 8 4 4 4 5 4 4 4 5 4 4 4 4 4 4 5 4 4 4 4 4 5 4 423 424 425 426 427 428 429 430 431 432 433 434 435 436 437 438 439 440 441 442 443 444 得分
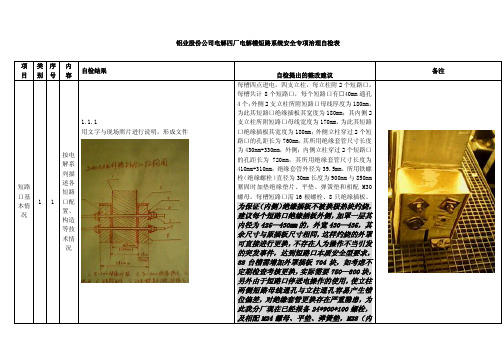
为保证内侧绝缘插板不被换极热块灼烧建议每个短路口绝缘插板外侧加罩一层其内径为425430mm的外宽430435其余尺寸与原插板尺寸相同这样灼烧的外罩可直接进行更换不存在人为操作不当引发的突发事件达到短路口本质安全型要求88台槽需增加外罩插板704块如考虑不定期检查考核更换实际需要750800块另外由于短路口停送电操作的使用使立柱两侧短路母线通孔与立柱通孔容易产生错位偏差对绝缘套管更换存在严重隐患为此我分厂现在已经报备24900100螺栓及相配m24螺母平垫弹簧垫m28内径26mm760套管30套
东 6 5 4 4 5 4 4 3 3 4 4 3 4 4 4 4 4 4 4 4 4 4 5
东 7 4 4 4 5 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 5
电解板技术规范
电解板技术规范电解板技术规范文件修订信息记录表一. 目的 (4)二. 适用范围 (4)三. .................................................. 引用/参考标准或资料 4四. .............................................. 术语及其定义4五. .................................................. 冷轧钢板的技术要求4 1常用牌号及化学成分 (5)2力学性能 (6)3硬度 (6)4工艺性能 (7)5 表面质量 (7)6表面粗糙度 (7)7不平度 (8)8尺寸允许偏差 (8)六. ........................................ 检验和试验91试验方法 (10)2检验规则 (10)3检验报告 (10)4封样 (10)5说明 (10)适用范围三.引用/参考标准或资料四.术语及其定义................... 错误!未定义书签五?电解板的技术要求 (5)1常用牌号及化学成分 (5)2力学性能 (6)3拉伸应变痕 (6)4锌层附着性能 (7)5表面质量 (7)6表面处理 (8)7镀层重量 (8)8不平度 (9)9尺寸允许偏差 (9)六.检验和试验 (10)1试验方法 (10)2检验规则 (10)3检验报告 (11)4封样 (11)5说明 (11)一. 目的规范公司结构件原材料为电解板的技术要求,以利于对原材料的质量控制和检验。
为设计开发时选择原材料提供依据。
二. 适用范围本规范适用于公司结构件原材料为0.3mm~2.5mm板厚的电解板的来料检验以及设计人员对电解板的选用。
三. 引用/参考标准或资料下列标准包含的条文,通过在本规范中引用而构成本规范的条文。
凡是注日期的引用标准,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
| 10
焦作万方诊断报告举例
1.2
动力电耗:通过内部对标,量化提升潜力
长期潜力,未纳入收益计算
KWh/t
万方动力电改进潜力分析
提高整流效率1
21
计算方法
提高风机效率2
43
此部分的潜力计 算请参考动力电 的差距分析部分
5
提高压缩空气效率3
动力电改进潜力
69
1 需要进一步研究分析 2 根据具体分析获得 3 万方各项降低空压电耗实践较好 资料来源: 小组分析
比较内部差异,量化改善潜力
2012年1-9月1
所有槽
铝液直流单耗对标 KWh/t
传统槽 一厂 厂内平均水平 消除工区间差异 厂内最佳工区 消除单槽间差异 厂内领先2槽水平 消除分厂间差异 公司内领先槽水平 达到理想水平 理想水平3 431 12,275 13,049 43 13,005 104 12,901 195 12,706 431 12,275 二厂 12,964 140 12,824 12 12,812 106 12,706 431 12,275 0 12,706 三厂 12,841 116 12,725 19 12,706
13,049
▪ 过去6个月或9个月的平均值 ▪ 建议去除停启槽和异常槽的数据点,以反映
正常生产情况
提升电流效率2
▪ 假设电流效率提升到100%,与现有电流效
1,248 率比较,电耗能够降低的量
▪ 将平均值,减去提升电流效率的值,再减去
降低无效电压2 5,481 理论极限值,即获得降低无效电压的值
▪ 基于电解理论获得
▪ ▪ ▪
总体成本曲线之间用上图 本单位的现有水平参考财务数据 本单位其他水平经过计算而得到 |
1
焦作万方诊断报告举例
2.2
同时进行综合交流单耗对标
焦作万方1 其他13家单位2 18799
铝锭综合交耗世界对标 KWh/t 理想水平 19,000 12956 现有水平 13533
18,000 17,000 16,000 15,000 14,000 13,000 12,000 11,000 10,000
电压桥 mV 平均电压 卡具 铝导杆 爆炸焊 钢爪 阳极碳块+铁碳 效应分摊电压 连接母线 黑电压 软母线与钢棒接点 炉底压降 立柱 阳极软带 阳极横母线 阳极平衡母线 阴极软带 阴极大母线 电解质压降 极化电压
1 按照电压测量方法测量,见附件
▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪ ▪
中国铝业公司业务系统 能源电解工序模块
诊断手册 – 定义问题部分
2013年1月
此报告仅供中国铝业公司内部使用。
方法概述
▪
▪ ▪
1. 内部对标 – 1.1 工艺电耗(铝液直流电耗) ▫ 1.1.1 搭建能耗桥 - 1.1.1.1 整体能耗桥 - 1.1.1.2 电压桥 - 1.1.1.3 理想槽计算 ▫ 1.1.2 内部差异比较 - 1.1.2.1 分厂内工区间差异 - 1.1.2.2 工区内差异 - 1.1.2.3 分厂间差异 - 1.1.2.4 与理想槽差异 – 1.2 动力电耗 2. 外部对标 ▫ 2.1 成本曲线对标 ▫ 2.2 铝液综合交流电耗对标 3. 总结
| 1
焦作万方诊断报告举例
1.1.1.1
从理论极限着手,搭建整体的能耗桥
传统槽 电解一厂 电解二厂 电解三厂 201槽 电解一厂
2012年1-9月
电解二厂
平均水平1
13,049
12,964
12,841
12,602
12,386
提升电流效率2
1,248
1,125
1,093
1,428
1,277
降低无效电压2
mV
电解一厂平均水平 4,001.7 平均电压 12.6 卡具 15.9 铝导杆 3.6 爆炸焊 56.1 钢爪 284.0 阳极碳块+铁碳 6.5 效应分摊电压 36.3 连接母线 9.0 黑电压 16.6 软母线与钢棒接点 324.1 炉底压降 61.8 立柱 44.7 阳极软带 2.0 阳极横母线 9.6 阳极平衡母线 14.5 阴极软带 100.3 阴极大母线 电解质压降 1,304.1 1,700.0 极化电压 电解二厂平均水平 4,034.2 7.0 15.2 3.5 52.0 251.4 4.6 13.8 25.8 11.3 353.5 46.8 48.1 2.1 8.7 14.4 120.0 1,355.9 1,700.0 1,322.5 1,700.0 电解三厂平均水平 3,983.3 10.5 16.8 4.4 57.1 275.3 5.8 15.3 22.3 10.7 299.2 47.7 43.7 2.2 8.6 10.3 130.9
实际槽电压平均值 + 黑电压和连接母线电压 日常统计平均值 测量值1 测量值 测量值 测量值 日常统计平均值 历史测量值,如无,计入黑电压 日常统计平均值 测量值 日常统计平均值 测量值 测量值 测量值 测量值 测量值 测量值 平均电压-其他压降 理论值
| 5
分析方法解释
1.1.1.3
计算理想槽
计算方法
西部 电价5
自备 电厂5
理想 水平
现有 水平 13505 13005
10,000
15,000
20,000
25,000
30,000
35,000
40,000
45,000
50,000 现有产能 Kt2
Ø 11693 前50%
Ø 13051 前75%
Ø 15002 后25% 绘制方法
1 2012数据,氧化铝价格在中国外为383 美元/吨,中国内为 428美元/吨 2 由于停工减产,中国的可用产能为85%,中国以外的可用产能为94%; 2011年总可用产能为4700万吨 3 模型采用人民币美元汇率6.037 4 1-8月平均数据,不含税价格 5 自备电按比今年平均电价降低0.1元每千瓦时,西部电价比均价降低0.2元每千瓦时估算 资料来源: 麦肯锡全球电解铝成本模型
| 11
焦作万方诊断报告举例 百万元人民币
1 根据前述工艺电和动力电潜力计算,汇总潜力
能效提升转化成的成本节省潜力
初步估算
145
12
113 20
工艺电 - 基 本水平潜力
工艺电 - 最 大程度潜力
动力电潜力
总潜力
资料来源:小组分析
| 12
焦作万方诊断报告举例
2.1
根据前述分析结果,结合成本曲线,进行成本对标
Ø 13406 前25%
1 2012年1-9月份电耗平均值 2 最低13459 kwh/t 最高14462 kwh/t 平均13951 kwh/t
资料来源:麦肯锡全球电解铝成本模型;中铝能源CBS模块数据统计小组
15000 14600 13530 12800
Ø 14173 前50%
Ø 14783 前75%
达到各分厂内最佳工区水平 达到各分厂内领先槽水平 达到公司领先槽水平 消除内部差异潜力 达到理想水平的潜力 总体潜力
83 45
20 11
103 231 369 600
25
55
总节省潜力 = 单号潜Байду номын сангаас × 电 价 × 公司总 产量
89 144
1 电价假设:0.6元/KWh 资料来源:小组分析
| 9
焦作万方诊断报告举例
▪
1 停槽前2个月数据不包含和起槽3个月的数据均不能包含在内;单槽的数据必须是连续的 资料来源:小组分析
| 8
焦作万方诊断报告举例
1.1.2
最后将潜力转化为成本节省潜力
单耗 KWh/t 总节省潜力1 百万元人民币
初步估算
计算方法 单耗潜力 = ∑各厂不同槽型 单耗降低值× 对应年产量/公 司总产量
伦敦期货交易市场平均价格4 上海期货交易市场平均价格4 中国工厂 其他地区工厂 焦作万方1
世界电解铝运营成本比较1 运营成本 元/t 20,000 19,000 18,000 17,000 16,000 15,000 14,000 13,000 12,000 11,000 10,000 9,000 8,000 7,000 6,000 0 5,000 Ø 9955 前25%
Ø 15867 后25%
| 14
3
总结
▪
根据上述分析,形成综合结论:
– 本单位的能耗(电耗)降低潜力有多少?
▫ 与世界其他电解铝厂相比,能够使自己从原来的位置改善多少? – 这些潜力转化成的成本节约潜力是多少? ▫ 与世界其他电解铝厂相比,能够使自己的成本竞争力增加多少?
| 15
1.2
动力电耗:首先确定主要耗电领域
Kwh/t
本次项目重点
2012年1-9月份万方动力整流能耗桥
总电耗 整流效率 净化(排烟风机) 空压站(压空)
80 150 248
533
计算方法 统计各主要设 备吨铝耗电量 并按从大到小 绘制动力电能 耗桥
90%
组装(中频炉)
铸造 循环水泵 其他1
20
5 2
27
1 其他项中的最大两项钢爪和合金吨铝能耗分别为1.47和0.89,且吨电耗较小,因此不进一步展开 资料来源:焦作万方生产报表
厂内领先2槽水平 消除分厂间差异 公司内领先槽水平 达到理想水平 理想水平3
104
12,901 195 12,706 431 12,275
▪
▪ ▪ ▪ ▪
厂内领先水平和最佳工区差值
厂内前10%的水平 厂内最佳槽-公司最佳槽 公司内前10%的水平 – 只适用于那些用两 个以上同类型槽分厂的情况 分厂或公司领先水平 – 理想水平 分厂或公司领先水平 – (理想水平与平均 水平的差转化成的电耗差距)