刀剑铸造的名词
铸造术语 中英文对照(材料详实)
一、基本术语1.铸造:casting , founding , foundry2.砂型铸造:Sand casting process3.特种铸造:Special casting process4.铸件:casting5.毛坯铸件:Rough casting6.砂型铸件:Sand casting7.试制铸件:Pilot casting8.铸态铸件:as-cast casting9.铸型[型]:mold10.铸造工艺:Casting process, foundry technology11.铸造用材料:Foundry materials12.铸造工艺材料:Consumable materials13.铸造设备:Foundry equipment, foundry facilities14.铸工:Caster, founder, foundry worker15.铸造工作者:foundryman16.铸造车间:Foundry shop17.铸造厂:Foundry18.铸造分厂:Attached foundry, captive foundry, tied foundry19.铸造三废:Foundry affluent20.一批: A batch21.一炉: A cast, a heat, a melt22.铸焊:Cast welding, flow welding23.铸锭:ingot二、铸造合金及熔炼、浇注2.1铸造合金基础术语1.铸造合金:Cast alloy2.共晶合金系:Eutectic alloy system3.共晶合金:Eutectic alloy4.亚共晶合金:Hypoeutectic alloy5.过共晶合金:Hypereutectic alloy6.共晶团:Eutectic cell7.共晶温度:Eutectic temperature8.共晶转变:Eutectic reaction, eutectic transformation9.共晶组织:Eutectic structure10.铸造复合材料:Cast composite11.定向共晶复合材料:Directional eutectic composite12.非晶态合金:noncrystalline alloy13.合金元素:Alloying element14.杂质合金:Tramp element15.合金遗传性:Alloy heredity16.铸态组织:As-cast structure17.铁碳相图:iron-carbon phase diagram18.碳化物:Carbide19.渗碳物:cementite20.碳化物形成元素:Carbide forming element21.单铸试块:Separated test bar of casting22.附铸试块:test lug23.本体试样:Test specimen from casting itself24.过热:Superheating25.过冷:supercooling, undercooling26.成分过冷:constitutional supercooling27.过冷度:degree of undercooling28.加热相变点[Ac相变点]:Ac transformation temperature29.冷却相变点[Ar相变点]:Ar transformation temperature30.结晶:Crystallization31.形核[成核]:Nucleation32.均质形核[自发形核]:Homogeneous nucleation33.非均质形核[非自发形核]:Heterogeneous nucleation34.动力形核:Dynamic nucleation35.大冲击形核:Big bang nucleation36.形核剂:nucleant37.形核率:Nucleation rate38.成长:Growth39.内生生长:Endogenous growth40.外生生长:Exogenous growth41.共生生长:Coupled growth42.小平面型生长:Faceted growth43.非小平面生长:nonfaceted growth44.晶体生长界面[界面]:Growth interface of crystal, interface45.吸气(金属):Gas absorption (metal)2.2铸钢1.铸钢:Cast steel2.铸造碳钢:Carbon cast steel3.铸造合金钢:Alloy cast steel4.低合金铸钢:Low alloy cast steel5.微量合金化铸钢:Micro-alloying cast steel, trace alloying cast steel6.铁素体铸钢:ferritic cast steel7.奥氏体铸钢:Austenitic cast steel8.不锈钢:Stainless steel9.无磁性铸钢:Non-magnetic cast steel10.高锰钢:Austenitic manganese steel, high manganese steel11.高强度铸钢:High strength cast steel12.超高强度铸钢:Ultra high strength cast steel13.耐磨铸钢:Wear resisting cast steel14.耐热铸钢:Heat resisting cast steel15.耐蚀铸钢:Corrosion resisting cast steel16.石墨钢:Graphitic steel17.铸钢锚链钢:Cast steel for chain cables2.3铸铁1.铸铁:Cast iron2.合成铸铁:Synthetic cast iron3.共晶铸铁:Eutectic cast iron4.亚共晶铸铁:Hypoeutectic cast iron5.过共晶铸铁:Hypereutectic cast iron6.灰铸铁[片墨铸铁]:Flake graphite cast iron, gray cast iron7.球墨铸铁[球铁]:ductile iron, nodular graphite iron, spheroidalgraphite cast iron8.高韧性球墨铸铁:High ductility nodular graphite iron9.中锰球墨铸铁:Medium manganese ductile iron10.中硅球墨铸铁:Medium silicon nodular iron11.可锻铸铁[马铁]:Malleable cast iron12.白心可锻铸铁:White heart malleable cast iron13.黑心可锻铸铁:Black heart malleable cast iron14.花心可锻铸铁:partially graphitized makkeable cast iron15.铁素体可锻铸铁:ferritic malleable cast iron16.珠光体可锻铸铁:pearlitic malleable cast iron17.球墨可锻铸铁:spheroidal graphite malleable cast iron18.蠕墨铸铁[蠕铁,紧密石墨铁]:Vermicular graphite cast iron, compacted graphitecast iron19.白口铸铁:White cast iron20.麻口铸铁:Mottled cast iron21.奥氏体铸铁:Austenitic cast iron22.贝氏体铸铁:bainitic cast iron23.贝氏体球墨铸铁:bainitic ductile cast iron, austferritic ductile castiron24.等温热处理球墨铸铁:austempered ductile iron, ADI25.贝氏体白口铸铁:bainitic white cast iron26.针状铸铁:Acicular cast iron27.马氏体铸铁:martensitic cast iron28.铁素体铸铁:ferritic cast iron29.珠光体铸铁:pearlitic cast iron30.索氏体铸铁:sorbitic cast iron31.合金铸铁:Alloy cast iron32.低合金铸铁:Low alloy cast iron33.铬铸铁:Chromium cast iron34.高铬铸铁:High chromium cast iron35.高硅铸铁:High silicon cast iron36.中硅铸铁:Medium silicon cast iron37.高磷铸铁:High phosphorus cast iron38.铝铸铁:Aluminum cast iron39.高铝铸铁:High aluminum cast iron40.镍铸铁:Nickel cast iron41.硼铸铁:Boron cast iron42.高级铸铁:High grade cast iron43.高强度铸铁:High duty cast iron, high strength cast iron44.工程铸铁:Engineering cast iron45.特种铸铁:Special cast iron46.抗磨铸铁:Abrasion resistant cast iron47.冷硬铸铁[激冷铸铁]:Chilled cast iron48.耐磨铸铁:Wear resisting cast iron49.耐热铸铁:Heat resisting cast iron50.耐蚀铸铁:Corrosion resistant cast iron51.耐酸铸铁:Acid resisting cast iron52.密烘铸铁:Meehanite cast iron53.孕育铸铁:Inoculated cast iron54.总碳量:Total carbon55.碳当量:Carbon equivalent56.碳当量仪:eutectometer57.共晶度:Carbon saturation degree58.硅碳比:Silicon-carbon ratio59.锰硫比:manganese-sulphur ratio60.铸铁石墨形态:Graphite morphology of cast iron61.片状石墨[片墨]:Flake graphite62.球状石墨[球墨]:Nodular graphite, spheroidal carbon63.絮团状石墨[退火t]:Temper graphite, annealing carbon64.团絮石墨:quasi-spheroidal temper graphite65.蠕虫状石墨[蠕墨、紧密石墨]:Compacted graphite, vermicular graphite66.开花状石墨:Exploded graphite67.初生石墨:Primary graphite68.过冷石墨:undercooled graphite69.共晶石墨:Eutectic graphite70.共晶碳化物:Eutectic carbide71.游离碳:Free carbon72.石墨化:graphitizing73.石墨退火化:graphitizing annealing74.石墨化度:graphitizing grade75.石墨化因子:graphitizing factor76.石墨面积率:Percentage of graphite area77.阻碍石墨化元素:hindered graphitizing element78.墨化剂:graphitizer79.石墨球化处理[球化处理]:nodularizing treatment of graphite80.球化率:percent of spheroidization81.石墨球数[球墨数]:number of nodular graphites82.球化剂:nodulizer, nodulizing alloy, spheroidal agent,spheroidizer83.镁焦:magcoke, impregnated coke84.型内球化:in-mold nodularization85.密容加镁包:sealed spheroidizing treatment ladle86.干扰元素:Interference element87.石墨蠕化处理[蠕化处理]:vermiculation of graphite88.蠕化剂:vermicular agent89.蠕化率:percent of vermiculation90.铸铁净化:Purification of cast iron91.三角试块:Wedge test-piece2.4铸造有色合金1.铸造有色合金[铸造非铁合金]:Nonferrous cast alloy2.铸造铝合金:Cast aluminum alloy3.高强度铸造铝合金:High strength cast aluminum alloy4.铝硅合金:Aluminum-silicon alloy5.共晶铝硅合金:Eutectic aluminum-silicon alloy6.亚共晶铝硅合金:Hypoeutectic aluminum-silicon alloy7.过共晶铝硅合金:Hypereutectic aluminum-silicon alloy8.初生硅:Primary silicon phase9.共晶硅:Eutectic silicon phase10.铝镁合金:Aluminum-magnesium alloy11.铝铜合金:Aluminum-copper alloy12.铝锌合金:Aluminum-zinc alloy13.铝锂合金:Aluminum-lithium alloy14.铸造铜合金:Cast copper alloy15.铸造黄铜:Cast brass16.硅黄铜:Silicon brass17.高强度黄铜:High strength brass18.青铜:Bronze19.锡青铜:Tin bronze20.铝青铜:Aluminum bronze21.铅青铜:Lead bronze22.硅青铜:Silicon bronze23.铸造铜铬合金[铬青铜]:Cast copper-chromium alloy24.高阻尼铜合金:High damping copper alloy25.螺旋桨用铸造铜合金:Cast copper alloy for propeller26.铸造镁合金:Cast magnesium alloy27.铸造锌合金:Cast zinc alloy28.低熔点合金:Fusible alloys29.轴承合金[减摩合金]:antifrictional alloys, bearing alloys30.巴氏合金:Babbitt metal, white metal31.钛合金:Titanium alloy32.铸造高温合金:cast superalloy33.镍基铸造高温合金:nickel-base cast superalloy34.蒙乃尔合金:monel metal35.钴基铸造高温合金:cobalt-base cast superalloy36.铁基铸造高温合金:iron-base cast superalloy37.压铸合金:diecast alloy38.压铸铝合金:aluminium alloy39.铸压镁合金:magnesium diecast alloy40.压铸铜合金:copper diecast alloy41.压铸锌合金:zinc diecast alloy42.锌当量:Zinc equivalent2.5熔炼基本术语1.熔炼:Smelting2.熔化率:Melting rate3.熔炼损耗[熔损、烧损]:Total melting loss4.挥发损耗:V olatilizing loss5.元素烧损:Melting of alloying element6.元素增加:Gain of element7.熔池:Bath8.溶剂:Flux9.除气剂:Degassing flux10.覆盖剂:Covering flux11.炉料:Charge12.金属炉料:Metallic charge13.中间合金[母合金]:Master alloy14.回炉料:Foundry returns15.废金属料:Scrap16.炉料计算[配料]:Charge calculation17.熔渣[炉渣]:Slag18.沉渣:Sludge19.浮渣:Cinder, dross, scum20.碱性渣:Basic slag21.酸性渣:Acid slag22.造渣:Slag forming23.出渣:deslagging24.出渣口:Slag hole, slag notch25.炉衬:Furnace lining26.碱性炉衬:Basic lining27.酸性炉衬:Acid lining28.耐火粘土:Fireclay29.碱度[碱性指数]:index of basicity30.补炉:Patching31.炉龄[炉衬寿命]:Furnace campaign32.开炉:Blowing in, power on33.炉内气氛:Furnace atmosphere34.炉气分析:Flue gas analysis35.控制气氛:Controlled atmosphere36.炉前分析:On-the-spot sample analysis37.出炉口:Tap hole38.出炉温度:Tapping temperature39.重熔:remelting40.真空自耗电弧重熔:Consumable electrode vacuum arc refining41.喷射冶金:Injection metallurgy42.区域熔炼:Zone melting43.悬浮熔炼:Levitation melting, suspension melting44.真空熔炼:Vacuum melting45.坩埚炉:Crucible furnace46.坩埚:Crucible, pot47.保温炉:Holding furnace48.反射炉:reverberatory furnace49.感应电炉:Electric induction furnace50.凝壳炉:Skull furnace51.增碳:recarburizing2.6铸钢熔炼1.铸钢熔炼:Smelting of steel2.不氧化熔炼法:Dead melting3.氧化熔炼法:Oxidizing melting4.氧化期[沸腾期]:Oxidizing stage, boil stage5.氧化气氛:Oxidizing atmosphere6.氧化渣:Oxidizing slag7.还原期:Blocking stage, deoxidizing stag8.还原气氛:Reducing atmosphere9.还原渣:Reducing slag10.白渣:White slag11.电弧炉:Electric arc furnace, direct electric arc furnace 12碱性电弧炉:Basic electric arc furnace13.酸性电弧炉:Acid electric arc furnace14.电渣熔炼:Electro-slag melting15.电渣炉:Electro-slag furnace16.氩氧脱碳法[AOD法]:AOD process, Argon-Oxygen Decarburizationprocess17.脱碳:decarburization18.脱氧:deoxidation19.脱氧剂:deoxidizer20.脱磷:dephosphorization21.脱硫desulphurization22.脱硫剂desulphurizer2.7铸铁熔炼1.铸铁熔炼:smelting of cast iron2.双联熔炼:duplexing smelting3.冲天炉:cupola4.大间距双排风口冲天炉:spacious twin-tuyeres cupola,Twin-wind blast system cupola5.多排小风口冲天炉:multiple row small tuyeres cupola6.卡腰冲天炉:Waist shaped cupola7.热风冲天炉:hot blast cupola8.水冷冲天炉:water-cooled cupola9.水冷热风无炉衬冲天炉:hot blast liningless cupola with water cooling10.无焦冲天炉:cokeless cupola11.碱性冲天炉:basic cupola12.酸性冲天炉:acid cupola13.生铁:pig iron14.铸造生铁:foundry pig iron15.焦炭:coke16.铸造焦炭[铸造焦]:foundry coke17.固定碳:fixed carbon18.铁焦比[焦比]:iron coke ratio19.底焦:coke bed20.层焦:coke split21.隔焦:extra split22.接力焦:buffer coke charge23.铁合金:ferro-alloy24.有效高度:effective height25.炉缸:cupola well26.前炉:forehearth27密筋炉胆:ribbed preheating jacket28.出铁槽:cupola spout29.熔化带:melting zone30.风带:air belt, air box, wind box31.风口:tuyere32.风口比:tuyere ratio33.炉壁效应:cupola wall effect34.冲天炉特性曲线:cupola operation chart35.冲天炉炉前控制:front control of molten iron of cupola,inspection in front of cupola36.冲天炉检控仪:tester and controller for cupola melting37.熔化密度:melting intensity38.风量:blast volume39.送风速度:blast intensity40.送风压力:blast pressure41.富氧送风:oxygen enriched blast42.脱湿送风:dehumidification blast43.预热送风:hot blast44.送风预热器:blast preheater45.火花捕集器:spark arrestor46.冲天炉加料机:cupola charging machine47.爬式加料机:skip hoist48.冲天炉自动加料机:automatic cupola charging equipment49.电磁盘:electromagnetic chuck50.电磁配铁秤:electromagnetic weighing balancer51.吸碳:carbon pick-up52.棚料[搭棚]:bridging53.封炉:banking the cupola54.打炉:cupola drop55.碎铁机:breaker2.8金属液处理1.精炼:refining2.真空精炼:vacuum refining3.炉外精炼:ladle refining4.精炼溶剂[精炼剂]:refining flux5.除气[起气]:degassing6.真空除气:vacuum degassing7.吹气净化:blow purifying8.多孔塞法:porous plug process9.变质:modification10.变质剂:modification agent, modificator11.磷变质:phosphorus modification12.钠变质:sodium modification13.长效变质剂:permanent modificator14.型内变质:in-mold modification15.孕育:inoculation16.瞬时孕育[后孕育]:instantaneous inoculation,late stage inoculation, post inculation17.随流孕育:metal-stream inoculation18.型内孕育:in-mold inoculation19.浇口盆孕育:pouring basin inoculation20.孕育剂:inoculant, inoculating agent21.孕育期:inoculation period22.孕育衰退:inoculation fading23.孕育不良:abnormal inoculation, under-inoculation24.合金化处理:alloying treatment25.喂线法[喂丝法]:CQ process, wire feeding process,wire injection process26.摇包:shaking ladle27.电磁搅拌:electromagnetic agitation28.静置:holding, stewing29.扒渣:slagging-off30.型内过滤:in-mold filtering31.型内合金化:in-mold alloying32.晶粒细化:grain refinement33.晶粒细化剂:grain refiner2.9浇注1.浇注:pouring2.保护气氛浇注:pouring under controlled atmosphere3.真空浇注:vacuum pouring4.自动浇注装置:automatic pouring device5.自动浇注机:automatic pouring machine6.电磁浇注机:electromagnetic pouring machine7.捣冒口:churning, pumping8.点冒口[补注]:hot topping up, teeming9.浇包:ladle10.底浇包:bottom pouring ladle11.转运包:transfer ladle12.金属残液:heel13.冷金属:cold metal14.压铁:weight三、造型材料3.1基本术语1.造型材料:molding material2.铸造用砂[砂]:foundry sand, sand3.原砂[新砂]:base sand, new sand, raw sand4.旧砂:used sand5.回用砂:reconditioned sand6.再生砂:reclaimed sand]7.枯砂[焦砂]:burned sand]8.热砂:hot sand9.废砂:waste sand3.2原砂1.标准砂:standard sand2.硅砂[石英砂]:silica sand3.刚玉砂:alumina sand4.镁砂:magnesite sand5.锆砂:zircon sand6.镁橄榄石砂[橄榄石砂]:fosterite sand, olivine sand7.铬铁矿砂:chromite sand8.煤矸石砂:coal gangue sand9.熟料砂:chamotte sand10.炭粒砂:carbon sand11.石灰石砂:limestone sand12.天然砂:natural sand13.人工砂[人造砂]:artificial sand14.水洗砂:washed-out sand15.擦洗砂:scrubbed sand16.浮选砂[精选砂]:floated sand17.松散密度[砂型]:aerated density, riddled sand18.原砂细度[AFS平均细度]:AFS fineness number,fineness number,grain fineness number19.原砂细度[原砂颗粒尺寸]:particle size of base sand20.原砂颗粒分布:grain size distribution of base sand21.原砂角形因数[原砂角形系数,原砂粒形系数]:angularity of base sand22.原砂颗粒形状:grain shape of base sand3.3粘结剂1.粘结剂:binder2.无机粘结剂:inorganic binder3.粘土:clay4.高岭土:kaolin5.膨润土:bentonite6.钠基膨润土:sodium bentonite7.钙基膨润土:calcium bentonite8.活化膨润土:activated bentonite9.有机膨润土:organic bentonite10.有效粘土:effective clay11.活粘土:active clay12.枯粘土(死粘土):burned clay13.白泥:white clay14.水玻璃粘结剂:sodium silicate binder, water glass binder15.水玻璃波美浓度:Be’concentration of water glass16.水玻璃模数:sodium silicate modulus17.有机粘结剂:organic binder18.纸浆废液[纸浆残液,亚硫酸盐纸浆废液]:lignin liquor19.油类粘结剂:oil based binder20.干性油:drying oil21.合脂粘结剂:synthetic fat binder22.渣油粘结剂:residual oil binder23.自硬粘结剂[冷硬粘结剂]:cold setting binder, no bake binderself-hardening binder24.树脂粘结剂:resin binder25.热固性树脂粘结剂:thermosetting resin binder26.热塑性树脂粘结剂:thermoplastic resin binder27.铸造用树脂:foundry resin28.自硬树脂系[非烘树脂系]:no-bake resin system,self-hardening resin system29.气硬树脂系:gas cured resin system30.热硬树脂系:hot hardening resin system31.呋喃树脂:furan resin32.酚醛树脂:phenol-formaldehyde(PF)resin33.碱性酚醛树脂:alkaline phenolic resin34.糖醇:furfuryl-alcohol35.游离甲醛含量:free formaldehyde content36.游离苯醛含量:free phenol content37.粘结效率:bonding efficiency3.4辅助材料1.型砂附加物:sand addlitives2.煤粉:seacoal3.煤粉代用品:seacoal substitutes4.铸型涂料:dressing mold coating, paint5.砂型涂料:sand coating6.模样涂料:pattern paint7.水基涂料:water-base mold coating8.非水基涂料:non-aqueous coating, non-aqueous paint9.自于涂料:self-drying dressing10.摊开系数[铺展系数]:spreading coefficient11.触变性:thixotropy12.悬浮剂:suspending agent13.分型剂:parting agent14.脱模剂:stripping agent15.固化剂[硬化剂]:hardener16.有机酯:organic ester17.溃散剂:break-down accelerator, break-down agent18.发热剂:exothermic mixture19.冒口覆盖剂:riser cover20.补芯膏:core mud4.5型砂和芯砂1.型砂[造型混合料]:molding mixture, molding sand2.芯砂:core sand3.合成砂:synthetic sand4.粘土砂:clay-bonded sand5.天然型砂[天然粘土砂]:natural molding sand,naturally clay-bonded sand6.红砂:red sand7.面砂:facing sand8.背砂[填充砂]:backing sand9.单一砂:unit sand10.调匀砂:temper sand11.湿型砂:green molding sand, green sand12.煤粉:black sand13.烂泥砂[嘛泥]:loam14.油砂:oil-bonded sand15.合脂砂:synthetic fatty acid bonded sand16.石墨型砂:graphite mold sand17.化学硬化砂:chemical hardening sand18.自硬砂:self-hardening sand, no-bake sand19.水泥砂:cement sand20.水玻璃砂:sodium silicate-bonded sand21.酯硬水玻璃砂:ester cured sodium silicate sand,sodium silicate-ester no-bake sand22.树脂自硬砂:no-bake resin sand,self-hardening resin sand23.呋喃树脂自硬砂:no-bake furan resin sand24.酚醛尿烷树脂自硬砂:pep-set no-bake sand,phenolic resin no-bake sand25.酯固化碱性酚醛树脂自硬砂:ester cured alkaline phenolicresin no-bake sand26.磷酸盐自硬砂:phosphate no-bake sand27.流态砂:castable sand, fluid sand28.气硬砂[冷芯盒砂]:cold box sand, gas hardening sand29.热硬树脂砂:hot hardening resin sand30.覆膜砂:precoated sand, resin coated sand31.壳型(芯)树脂砂:shell mold (core) resin sand32.热芯盒砂:hot box sand33.结球(型砂):agglomeration (molding sand)3.6型砂性能及试验1.型砂试验:sand testing2.原砂试验:base sand testing3.型砂试样:sand specimen4.型砂膨胀试验:sand expansion testing5.型砂高温试验:elevated temperature testing of sands6.差热分析:differential thermal analysis7.型砂试验仪:sand tester8.铸造用标准筛:standard sieves for foundry9.筛析:screen analysis10.沉降分选:decantation, elutriation11.型砂强度:sand strength12.湿强度:green strength13.干强度:dry strength14.热强度:hot strength15.热湿拉强度:hot wet tensile strength16.风干强度:air dried strength17.型砂韧度:toughness18.破碎指数:shatter index19.起模性:liftability20.表面安定性:surface stability index(SSI)21.残留强度:retained strength22.溃散性:collapsibility23.落砂性:knockout capability24.砂型(芯)硬度:mold hardness25.紧实度:degree of ramming26.紧实率:compactability27.舂实性:rammability28.流动性(砂):flowability(sand)29.成型性:moldability30.孔隙率:porosity31.透气孔:permeability32.发气量[发气性]:gas evolution33.发气率[发气速度]:gas evolution rate34.退让性[容让性]:deformability rate35.热变形[型砂]:hot deformation (mold sand)36.吸湿性:moisture absorption37.粘模性:stickiness38.保存性(型砂):preservability(mold sand)39.可使用时间:bench life, working time40.型砂耐火度:refractoriness of molding sand41.微粉含量:micro-grains content42.含泥量:clay content43.含水量[水分]:moisture content44.型砂酸碱度值[型砂pH值]:pH value of sand45.酸耗值:acid demand value46.灼烧减量[灼减]:loss on ignition47.型砂缺陷倾向:defect tendency of molding sand48.胶质价:colloid index49.膨润值:swelling value50.膨胀指数:swelling index51.吸蓝量试验:methylene blue value test52.有效膨润土量:effective bentonite content53.耐用性[复用性]:durability54.涂刷性:brushability55.覆膜砂熔点:melting point of precoated sand四、铸造工艺设计及工艺装备4.1基本术语1.铸造性能:castability2.流动性(金属):fluidity(metal)3.充型能力:mold-folling capacity4.充型流速[浇注]:delivery rate, pouring rate5.充型时间:filling time6.浇注温度:pouring temperature7.比浇注速度:specific pouring rate8.浇注时间:pouring time9.平衡分配系数:equilibrium distribution,equilibrium partition ratio10.凝固:solidification11.凝固温度范围:solidification range12.凝固时间:solidification time13.均衡凝固:proportional solidification14.同时凝固:simultaneous solidification15.顺序凝固[方向凝固]:directional solidification16.无溶质再分配凝固[无偏析凝固]:partitionless solidification,segregationless solidification17.收缩:contraction18.液态收缩:liquid contraction19.凝固收缩:solidification contraction20.固态收缩:solid contraction21.液-固收缩:liquid-solid contraction22.自由收缩:free contraction23.受阻收缩:hindered contraction24.收缩余量:shrinkage allowance25.缩前膨胀[共晶石墨化膨胀]:eutectic graphitizing expansion26.收缩应力:contraction stress27.热应力:thermal stress28.相变应力:phase change stress,transformation stress29.铸造应力:casting stress30.残留应力[残余应力]:residual stress31.合金线收缩率[自由线收缩率]:alloy linear contraction,free linear contraction coefficient 32.铸件线收缩率:casting linear contraction coefficient,casting linear shirinkage coefficient 33.热裂倾向性:tendency to hot tearing4.2铸件工艺设计1.铸造工艺设计:casting process design2.铸造工艺计算机辅助设计[铸造工艺CAD]:computer-aided design of the castingprocess, casting process CAD3.实体造型:constructive soild geometry,solid modeling4.充型分析:mold filling analysis5.铸造工艺装备设计:foundry tools design6.铸造工艺图:foundry molding drawing7.铸造工艺卡:foundry process card8.铸型装配图:mold assembly drawing9.铸件图[毛坯图]:mold assembly rough casting10.铸造工艺设备:preparation for casting technique11.铸件设计:casting design12.铸件基准面:reference face for machining of casting13.铸合结构:cast fabricated constructure14.分型面:mold joint, mold parting, parting face15.不平分型面:irregular joint, irregular parting,match parting16.阶梯分型面:stepped joint, stepped parting17.过渡角:transition angle18.分型负数:joint allowance, parting allowance19.浇注位置:pouring position20.工艺补正量:design modification, molding allowance21.吃砂量:mold thickness22.补贴:pad23.交接壁:intersection24.十字交接[Ⅹ形交接]:x-junction25.内圆角[圆角]:fillet26.热节:hot spot27.铸筋[铸肋]:ribs28.加强筋[加强肋]:stiffening ribs29.冷铁:densener, chill30.外冷铁:surface densener31.内冷铁:internal densener32.暗冷铁:coated chill, indirect chill33.强制冷却:forced cooling34.起模斜度:pattern draft35.上型[上箱]:cope, top part36.下型[下箱]:bottom part, drag37.型冷时间:mold cooling time38.型腔:mold cavity39.造型余量:molding allowance40.砂芯设计:sand core design41.芯头:core print42.芯头间隙:core print clearance43.芯头斜度:core taper44.芯座:core seat45.定位芯头:locating print46.加大芯头:enlarged core print,strengthened core print47.工艺孔:technological hole48.铸件凝固数值模拟:numerical simulation of casting solidification49.前处理:pre-processing50.潜热处理:latent heat treatment51.网格剖分:enmeshment, mesh generation4.3浇冒口系统1.浇注系统:gating system, running system2.浇注系统设计:design of gating system3.浇道比:gating ratio4.封闭式浇注系统:choked running system, pressurized gatingsystem5.半封闭式浇注系统:enlarged runner system6.开放式浇注系统:non-pressurized gating system,unchoked running system7.阶梯式浇注系统:step gating system8.缝隙式浇注系统:slot gate system9.离心集渣浇注系统:whirl gate dirt trap system10.阻流浇注系统:choked runner system11.冒口浇注系统:feeder head gating, riser gating12.顶注式浇注系统:top gating system13.雨淋式浇注系统:shower gate system14.底注式浇注系统:bottom gating system15.中注式浇注系统:parting-line gating system16.垂直浇注系统:vertical gate system17.等流量浇注系统:equal-volume pressurized system,flow-rate equalized gating18.阻流截面:choked area19.大孔出流:large orifice discharge20.浇口盆[外浇口]:pouring basin21.浇口塞:blanking-off plug22.浇口杯:pouring cup23.直浇道:sprue24.直浇道窝:sprue base25.横浇道:runner26.集渣横浇道:skim runner27.集渣装置(浇注系统):dirt traps ( in gating system )28.反应室(浇注系统):reaction chamber ( in gating system )29.内浇道:ingate30.压边浇口:lip runner, kiss runner31.牛角浇口:horn gate32.挡渣片:baffle core33.过滤片[过滤网]:filter screen, strainer core34.冒口:riser, feeder head35.明冒口:open riser36.暗冒口:blind riser37.侧冒口:side riser38.热冒口:hot riser, hot top39.保温冒口:insulating riser40.发热冒口:exothermic riser41.电热冒口:electric arc feed42.压力冒口:pressure riser43.发气压力冒口:gas-delivered pressure riser44.大气压力冒口:atmospheric riser45.易割冒口:knock-off head46.离心集渣冒口:whirl-gate riser47.冷冒口:cold riser48.出气冒口[出气口]:flow off, pop, riser vent, whistler49.冒口设计:riser design50.内接圆法:inscribed circle method51.模数计算法(冒口):moduli calculation method52.周界商:perimetrischen quotient53.冒口效率:riser efficiency54.补缩:feeding55.有效补缩距离:effective feeding distance,feeding zone56.补缩通道:feeding channel57.反补缩:inverse feeding58.冒口根:riser pad59.冒口颈:riser neck60.冒口圈:feeder bush, riser bush61.冒口套:heat insulating feeder sleeve62.冒口窝:riser base63.冒口高度:riser height64.易割片:knockoff core, washburn core4.4铸造工艺设备1.铸造工艺设备:foundry tools equipment2.模板:pattern plate3.组合模板:composite pattern plate4.双面模板:match plate5.单面模板:single face pattern plate6.模板图:pattern plate drawing7.模板设计:pattern plate design8.缩尺[模样工放尺]:pattern-maker's rule ,shrinkage rule9.放样[伸图]:hot dimensional drawing, layout10.模底板:pattern mounting plate11.模样[铸模、模]:pattern12.祖模:grand master pattern13.母模:master pattern14.金属模:metal pattern15.木模:wooden pattern16.石膏模:plaster pattern17.塑料模:plastic pattern18.骨架模:skeleton pattern19.单位模:loose pattern20.整体模:one-piece pattern, solid pattern21.分块模[分开模]:loose pattern, split pattern22.分模面:parting line23.模样分级:pattern classification24.活块:loose piece25.砂箱:flask, molding box26.组合砂箱:built up molding box27.砂箱设计:flask design28.套箱:mold jacket29.套销:hollow pin, stub pin30.箱带[箱挡]:cross bar, flask bar31.芯盒:core box32.芯盒设计:core box design33.芯盒图:core box drawing34.对开芯盒:half core box35.脱落式芯盒:troughed core box36.分盒面:parting of core box五、砂型铸造5.1砂处理1.型砂制备[砂处理]:sand preparation2.型砂质量控制:sand quality control3.型砂水分控制设备:automatic moisture controller of sand4.旧砂处理:sand reconditioning5.旧砂再生:sand reclamation6.旧砂热法再生:thermal reclamation of used sand7.旧砂湿法再生:wet reclamation of used sand8.旧砂干法再生:dry reclamation of used sand9.旧砂回用率:reusable rate of used sand10.砂冷却:sand cooling11.热砂冷却装置:hot sand cooler12.砂温调节器:sand temperature modulator13.冷却提升机:coolelevator, cooling elevator14.热气流烘砂装置:hot pneumatic tube drier15.沸腾床:fluidized bed16.滚筒筛:rotary screen, drum screen17.磁力滚筒:magnetic separator18.滚筒破碎筛:drum breaking screen19.筛砂机:riddle20.原砂擦洗机:sand scrubber21.轮碾机:roller22.配砂:formulation of sand mixture23.预混:premixing24.混砂:sand mixing, sand mulling25.混砂机:sand mixer, sand muller26.连续混砂机:continuous sand mixer27.碗形混砂机:cup-type sand mixer28.树脂自硬砂混砂机:no-bake resin sand mixer29.松砂:aeration, sand-cutting30.松砂机:aerator, sand cutter31.回性[调匀](型砂):homogenization of sand,temper of molding sand 32.除尘器:dust catcher, dust collector5.2造型1.造型:molding2.有箱造型:flask molding3.无箱造型:flaskless molding4.手工造型:hand molding5.机器造型:machine molding6.地坑造型:pit molding7.地面造型:floor molding8.叠箱造型:stack molding9.多箱造型:multiple-part molding10.两箱造型:two-part molding11.假箱造型:oddside molding12.劈箱造型:split box molding13.脱箱造型:removable flask molding14.刮板造型:sweep molding15.抛砂造型:impeller ramming,sand slinging molding16.漏模造型:stripping plate molding17.模板造型:pattern plate molding18.实物造型:machine part reproduced molding19.组芯造型:core assembly molding20.微振压实造型:vibratory squeezing molding21.高压造型:high pressure molding22.射压造型:injection and squeeze molding23.负压造型[真空密封造型,V法造型]:vacuum molding24.气冲造型:air impact molding25.静压造型:air-flow press molding,static pressure molding26.切削造型法:molding with molding27.自硬砂造型:self-curing sand molding,self-hardening sand molding28.流态砂造型:fluid sand molding29.造型机:molding machine30.造型线:molding line31.高压造型机:high pressure molding machine32.多触头高压造型机:equalizing piston squeezer33.震实造型机:jolt molding machine34.震压造型机:jolt-squeeze machine35.微振压实造型机:shockless jolt squeeze molding machine,vibratory squeezer36.压实造型机:squeezing molding machine37.射压造型机:shooting and squeezing molding machine38.气冲造型机:air impact molding machine39.水平分型脱箱造型机:horizontal parting flaskless moldingmachine40.多工位造型机:multiple station molding machine41.抛砂机:sand slinger42.震击台[震实台]:bumper43.振动台:vibrating table44.填砂:mold-filling45.辅助框[填砂框]:prefiller46.紧实[紧砂]:compacting47.震实:jolt compacting48.压实:squeezing compacting49.高密度紧实法:high density compaction50.舂砂:ramming51.预紧实:precompact52.砂床:sand bed53.铸坑:casting pit54.吊砂:cod55.塞砂:tucking56.造型工具:hand tools of molding57.修型:patching58.修型工具:mending tools59.砂舂:sand rammer60.镘勺[镘刀]:trowel61.提钩:cleaner62.砂钩:lifter63.通气针:vent wire64.刷水:swabbing65.水笔:swab66.起模:stripping67.起模机:drawing68.起模时间:stripping time69.漏模:pattern stripping70.敲模:rapping71.刮砂:strike-off72.合型[合箱](砂型铸造):mold assembling, closing (sand molding )。
大马士革钢

大马士革钢概述本文章来源:主题名品网|手工刀匠。
大马士革钢,是个广义上的名字,从某种程度上就是表面花纹钢的代名词。
原产地是印度。
在中世纪,印度出产的一种“乌兹钢锭”,是制作刀剑的顶级用钢,每年阿拉伯商人都要向印度进口大量的钢锭用于武器制造。
这种钢在铸造成刀剑时表面会有一种特殊的花纹---穆罕默德纹,所以它是属于花纹钢中的铸造型花纹钢,区别于折叠锻打形成的焊接型花纹钢。
因为花纹能够使刀刃在微观上形成锯齿(肉眼无法分辨),使得刀剑更加锋利。
大马士革钢刀上的魔性的花纹简直是人工雕琢的自然之美。
因动人的传说和自身的优异性能,大马士革钢制成的刀具,成为刀具收藏界的极品。
真正的大马士革钢又称为结晶花纹钢,是一种古代粉末冶金和锻造技术完美的结合。
其花纹基本上是两种性质不同的材料。
亮的地方是纯的雪明炭铁,其硬度比玻璃还大;暗的地方的结构是属于沃斯田铁和波来铁。
整体含炭量大约是在 1.5~2.0 % 之间。
在韧性高的波来铁里均匀散布着比玻璃还硬的雪明炭铁。
使得大马士革钢刀上可以具有非常锋利的刀锋,以及非常坚韧而不会折断的刀身。
大马士革钢的花纹和摺叠钢有明显的差别。
大马士革钢花纹比较细致,看起来比较自然,黑白的对比也比较大。
在古代由于有在刃上喂毒的情形,造成很多大马士革钢的刀刃呈现黑色的情况。
区别印度钢坩埚冶炼超高碳钢(含碳1.5~2%),在公元前6至5世纪时,由位于印度西北角的Hyderabad(翻译作:海得拉巴,现在属于巴基斯坦)的冶炼工人制成的,后来被售到“安息”(波斯)、条支甚或是埃及等,它们的冶炼方法是:将黑锰矿、竹炭及某些植物叶子密封在一个陶炉里燃烧加热,当这些东西熔化后,其渣滓形成一团金属,然后将此金属反复熔化、冷却四五次,最后炼成直径为5英寸,厚度为0.5英寸,重约2英镑的金属块。
乌兹钢在印度被制成的金属块,不能直接被命名为大马士革钢,而它们被叫做大马士革钢,是因为这些金属被贩卖到大马士革(位于今天的叙利亚境内)这个城市后,用来炼制成武器,即大马士革剑(或大马士革刃)之后,才得名的。
铸造的名词解释

铸造的名词解释铸造(zhuzao)指将熔化的金属液浇入铸型内凝固成形,是金属成型方法之一。
造型(zao xing)利用各种原材料造出具有一定形状和尺寸的物体。
包括泥塑、翻砂、压制、注射等造型方法。
工艺方法(也称“生产方法”或“工艺流程”): 1、制型——用泥巴、纸、布等可塑性材料做成要求的形象或各种造型; 2、合型——将可塑性材料成型的模子进行拼接,并使泥坯的四周紧密配合,在模子中形成铸件的空腔;3、焙烧——把合型后的泥坯放在焙烧炉中焙烧成为陶瓷或金属铸件的过程。
4、机械加工——对经过焙烧后的铸型和铸件进行各种机械加工的过程。
铸件(jian hun)将金属液浇入铸型并冷却凝固而得到的具有一定形状和尺寸的毛坯或零件。
其分为金属铸件和非金属铸件两大类。
铸造件的材料应当符合该铸件所需要的力学性能和化学性能的要求。
制模(zhimo)为了保证制品的精度和质量,采用不同的成型方法,将工件毛坯按图样的要求制成所需的形状。
制模工序又称“造型”。
从设计到制模可以有多种工艺方法。
如手工造型、机器造型、电磁造型、光学造型、化学造型等。
压制(yazhi)利用外力将泥土等可塑性材料压制成型的过程。
其目的是使泥料便于成型。
模具工艺主要用于橡胶模压制、砖坯模压制等。
在压制时常使用的模具有:硬木材料的可塑性模具、橡胶模、石膏模和可塑性的塑料模等。
压制通常分为热压和冷压两大类。
压制时通常是预先制成各种模具,然后再使用模具进行压制,称为模型压制。
模具在压制过程中起着重要作用,它必须保证制品的尺寸和形状的精度以及表面的平整度。
注射(zhushe)又称注射成型。
是用液态的原材料(如塑料)向型腔内直接充满或排除空气而得到制品的方法。
注射制品的特点是尺寸精确、生产率高、表面光洁、清晰度好、力学性能优良等。
注射工艺常用于制造人体、电器元件、仪表、仪器壳体及内部构件、植物组织块、汽车和飞机的零件、管道零件等。
注射成型的优点是工艺简单,操作方便,生产效率高,因此,在机械制造中获得广泛应用。
铸造行业英语词汇大全
铸造行业英语词汇大全:一、铸造基本术语1. Casting:铸件2. Pattern:模样3. Mold:模具4. Core:砂芯5. Sand:砂子6. Foundry:铸造厂7. Melting:熔炼8. Pouring:浇注9. Solidification:凝固10. Casting Defects:铸件缺陷11. Machining:机械加工12. Inspection:检验二、铸造材料1. Grey Cast Iron:灰铸铁2. Ductile Cast Iron:球墨铸铁3. White Cast Iron:白铸铁4. Highstrength Cast Iron:高强度铸铁5. Stainless Cast Steel:不锈钢铸件6. Carbon Steel:碳钢7. Alloy Steel:合金钢8. Titanium Alloy:钛合金9. Aluminum Alloy:铝合金10. Copper Alloy:铜合金11. Magnesium Alloy:镁合金三、铸造工艺1. Sand Casting:砂型铸造2. Investment Casting:熔模铸造3. Die Casting:压铸4. Centrifugal Casting:离心铸造5. Continuous Casting:连续铸造6. Squeeze Casting:挤压铸造7. Lost Foam Casting:消失模铸造8. Shell Mold Casting:壳型铸造9. Vprocess Casting:V法铸造10. Highpressure Die Casting:高压铸造四、铸造设备1. Melting Furnace:熔炼炉2. Pouring Machine:浇注机3. Sand Mixer:砂混合机4. Molding Machine:造型机5. Core Shooter:射芯机6. Shakeout Machine:落砂机7. Grinding Machine:磨削机8. Shot Blasting Machine:喷砂机9. Testing Equipment:检测设备10. Robot:机器人五、铸造缺陷1. Blowhole:气孔2. Sand inclusion:砂眼3. Porosity:缩孔4. Shrinkage:缩松5. Cold shut:冷隔6. Hot tear:热裂7. Overfeed:过补给8. Underfeed:欠补给9. Oxidation:氧化10. Incomplete fusion:熔接不良六、铸造技术参数1. Tolerance:公差2. Draft:拔模斜度3. Parting Line:分模线4. Riser:冒口5. Gate:浇道6. Runner:滑道7. Cooling Time:冷却时间8. Solidification Time:凝固时间9. Molding Sand Properties:型砂性能10. Core Sand Properties:芯砂性能七、环保与安全1. Environmental Protection:环保2. Waste Gas Treatment:废气处理3. Waste Water Treatment:废水处理4. Solid Waste Treatment:固体废物处理5. Dust Collection:除尘6. Safety:安全7. Personal Protective Equipment:个人防护装备8. Fire Protection:消防9. Occupational Health:职业健康10. Accident Prevention:事故预防八、国际合作与标准1. ISO:国际标准化组织2. ASTM:美国材料与试验协会3. DIN:德国工业标准4. JIS:日本工业标准5. BS:英国标准6. SAE:美国汽车工程师协会7. International Foundry Research:国际铸造研究8. Foundry Technology Transfer:铸造技术转移9. Import and Export:进出口10. Global Foundry Industry:全球铸造行业。
铸造术语大全
前言1 范围2 基本术语2.1 铸造casting, founding, foundry2.2 砂型铸造sand casting process2.3 特种铸造 special casting process2.4 铸件 casting2.5 毛坯铸件 rough casting2.6 砂型铸件 sand casting2.7 试制铸件 pilot casting2.8 铸态铸件 as-cast casting2.9 铸型[型] mold2.10 铸造工艺 casting process,foundry technology2.11 铸造用材料 foundry materials2.12 铸造工艺材料 consumable materials2.13 铸造设备 foundry equipment ,foundry facilities2.14 铸工 caster,founder,foundry worker2.15 铸造工作者 foundryman2.16 铸造车间 foundry shop2.17 铸造厂 foundry2.18 铸造分厂 attached foundry,captive foundry,tied foundry 2.19 铸造三废 foundry effluent2.20 一批abatch2.21 一炉 a cast,a heat,a melt2.22 铸焊 cast welding,flow welding2.23 铸锭 ingot3 铸造合金及熔炼、浇注3.1 铸造合金基本术语3.1.1 铸造合金 cast alloy3.1.2 共晶合金系 eutectic alloy system3.1.3 共晶合金eutectic alloy3.1.4 亚共晶合金hypoeutectic alloy3.1.5 过共晶合金hypereutectic alloy3.1.6 共晶团eutectic cell3.1.7 共晶温度eutectic temperature3.1.8 共晶转变eutectic reaction,eutectic transformation3.1.9 共晶组织eutectic structure3.1.10 铸造复合材料cast composite3.1.11 定向共晶复合材料directional eutectic composite3.1.12 非晶态合金noncrystalline alloy3.1.13 合金元素alloying element3.1.14 杂质元素tramp element3.1.15 合金遗传性alloy heredity3.1.16 铸态组织as-cast structure3.1.17 铁碳相图iron-carbon phase diagram3.1.18 碳化物carbide3.1.19 渗碳体cementite3.1.20 碳化物形成元素carbide forming element3.1.21 单铸试块separated test bar of casting3.1.22 附铸试块test lug3.1.23 本体试样test specimen from casting itself3.1.24 过热superheating3.1.25 过冷supercooling,undercooling3.1.26 成分过冷constitutional supercooling3.1.27 过冷度degree of undercooling3.1.28 加热相变点[Ac相变点] Ac transformation temperature3.1.29 冷却相变点[Ar相变点] Ar transformation temperature3.1.30 结晶crystallization3.1.31 形核[成核] nucleation3.1.32 均质形核[自发形核] homogeneous nucleation3.1.33 非均质形核[非自发形核] heterogeneous nucleation3.1.34 动力形核dynamic nucleation3.1.35 大冲击形核big bang nucleation3.1.36 形核剂nucleant3.1.37 形核率nucleation rate3.1.39 内生生长endogenous growth3.1.40 外生生长exogenous growth3.1.41 共生生长coupled growth3.1.42 小平面型生长faceted growth3.1.43 非小平面型生长nonfaceted growth3.1.44 晶体生长界面[界面] growth interface of crystal,interface3.1.45 吸气(金属)gas absorption(metal)3.2 铸钢3.2.1 铸钢cast steel3.2.2 铸造碳钢carbon cast steel3.2.3 铸造合金钢alloy cast steel3.2.4 低合金铸钢low alloy cast steel3.2.5 微量合金化铸钢micro-alloying cast steel,trace alloying cast steel 3.2.6 铁素体铸钢ferritic cast steel3.2.7 奥氏体铸钢austenitic cast steel3.2.8 不锈钢stainless steel3.2.9 无磁性铸钢non-magnetic cast steel3.2.10 高锰钢austenitic manganese steel,high manganese steel3.2.11 高强度铸钢high strength cast steel3.2.12 超高强度铸钢ultra high strength cast steel3.2.13 耐磨铸钢wear resisting cast steel3.2.14 耐热铸钢heat resisting cast steel3.2.15 耐蚀铸钢corrosion resisting cast steel3.2.16 石墨钢graphitic steel3.2.17 铸造锚链钢cast steel for chain cables3.3 铸铁3.3.1 铸铁cast iron3.3.2 合成铸铁synthetic cast iron3.3.3 共晶铸铁eutectic cast iron3.3.4 亚共晶铸铁hypoeutectic cast iron3.3.5 过共晶铸铁hypereutectic cast iron3.3.6 灰铸铁[片墨铸铁] flake graphite cast iron,gray cast iron3.3.7 球墨铸铁[球铁] ductile iron,nodular graphite iron,spheroidal graphite cast iron3.3.8 高韧性球墨铸铁high ductility nodular graphite iron3.3.9 中锰球墨铸铁medium manganese ductile iron3.3.10 中硅球墨铸铁medium silicon nodular graphite iron3.3.11 可锻铸铁[马铁] malleable cast iron3.3.12 白心可锻铸铁white heart malleable cast iron3.3.13 黑心可锻铸铁black heart malleable cast iron3.3.14 花心可锻铸铁partially graphitized malleable cast iron3.3.15 铁素体可锻铸铁ferritic malleable cast iron3.3.16 珠光体可锻铸铁pearlitic malleable cast iron3.3.17 球墨可锻铸铁spheroidal graphite malleable cast iron3.3.18 蠕墨铸铁[蠕铁,紧密石墨铸铁] vermicular graphite cast iron, compacted graphite cast iron3.3.19 白口铸铁white cast iron3.3.20 麻口铸铁mottled cast iron3.3.21 奥氏体铸铁austenitic cast iron3.3.22 贝氏体铸铁bainitic cast iron3.3.23 贝氏体球墨铸铁bainitic ductile cast iron,austferritic ductile cast iron3.3.23 贝氏体球墨铸铁bainitic ductile cast iron,austferritic ductile cast iron3.3.23 贝氏体球墨铸铁bainitic ductile cast iron,austferritic ductile cast iron3.3.24 等温热处理球墨铸铁austempered ductile iron ,ADI3.3.25 贝氏体白口铸铁bainitic white cast iron3.3.26 针状铸铁acicular cast iron3.3.27 马氏体铸铁martensitic cast iron3.3.28 铁素体铸铁ferritic cast iron3.3.29 珠光体铸铁pearlitic cast iron3.3.30 索氏体铸铁sorbitic cast iron3.3.31 合金铸铁alloy cast iron3.3.32 低合金铸铁low alloy cast iron3.3.33 铬铸铁chromium cast iron3.3.34 高铬铸铁high chromium cast iron3.3.35 高硅铸铁high silicon cast iron3.3.36 中硅铸铁medium silicon cast iron3.3.37 高磷铸铁high phosphorus cast iron3.3.38 铝铸铁aluminum cast iron3.3.39 高铝铸铁high aluminum cast iron3.3.40 镍铸铁nickel cast iron3.3.41 硼铸铁boron cast iron3.3.42 高级铸铁high grade cast iron3.3.43 高强度铸铁high duty cast iron,high strength cast iron3.3.44 工程铸铁engineering cast iron3.3.45 特种铸铁special cast iron3.3.46 抗磨铸铁abrasion resistant cast iron3.3.47 冷硬铸铁[激冷铸铁] chilled cast iron3.3.48 耐磨铸铁wear resisting cast iron3.3.49 耐热铸铁heat resisting cast iron3.3.50 耐蚀铸铁corrosion resistant cast iron3.3.51 耐酸铸铁acid resisting cast iron3.3.52 密烘铸铁Meehanite cast iron3.3.53 孕育铸铁inoculated cast iron3.3.54 总碳量total carbon3.3.55 碳当量carbon equivalent3.3.56 碳当量仪eutectometer3.3.57 共晶度carbon saturation degree3.3.58 硅碳比silicon-carbon ratio3.3.59 锰硫比manganese-sulphur ratio3.3.60 铸铁石墨形态graphite morphology of cast iron3.3.61 片状石墨[片墨] flake graphite3.3.62 球状石墨[球墨] nodular graphite,spheroidal graphite3.3.63 絮团状石墨[退火碳] temper graphite ,annealing carbon3.3.64 团絮石墨quasi-spheroidal temper graphite3.3.65 蠕虫状石墨[蠕墨,紧密石墨] compacted graphite,vermicular graphite 3.3.66 开花状石墨exploded graphite3.3.67 初生石墨primary graphite3.3.68 过冷石墨undercooled graphite3.3.69 共晶石墨eutectic graphite3.3.70 共晶碳化物eutectic carbide3.3.71 游离碳free carbon3.3.72 石墨化graphitization3.3.73 石墨化退火graphitizing annealing3.3.74 石墨化度graphitizing grade3.3.75 石墨化因子graphitizing factor3.3.76 石墨面积率percentage of graphite area3.3.77 阻碍石墨化元素hindered graphitizing element3.3.78 墨化剂graphitizer3.3.79 石墨球化处理[球化处理] nodularizing treatment of graphite3.3.80 球化率percent of spheroidization3.3.81 石墨球数[球墨数] number of nodular graphites3.3.82 球化剂nodulizer,nodulizing alloy,spheroidal agent,spheroidizer3.3.83 镁焦magcoke,impregnated coke3.3.84 型内球化in-mold nodularization3.3.85 密容加镁包sealed spheroidizing treatment ladle3.3.86 干扰元素interference element3.3.87 石墨蠕化处理[蠕化处理] vermiculation of graphite3.3.88 蠕化剂vermicular agent3.3.89 蠕化率percent of vermiculation3.3.90 铸铁净化purification of cast iron3.3.91 三角试块wedge test-piece3.4 铸造有色合金3.4.1 铸造有色合金〔铸造非铁合金〕nonferrous cast alloy 3.4.2 铸造铝合金cast aluminum alloy3.4.3 高强度铸造铝合金high strength cast aluminum alloy3.4.4 铝硅合金aluminum-silicon alloy3.4.5 共晶铝硅合金eutectic aluminum-silicon alloy3.4.6 亚共晶铝硅合金hypoeutectic aluminum-silicon alloy3.4.7 过共晶铝硅合金hypereutectic aluminum-silicon alloy3.4.8 初生硅primary silicon phase3.4.9 共晶硅eutectic silicon phase3.4.10 铝镁合金aluminum-magnesium alloy3.4.11 铝铜合金aluminum-copper alloy3.4.12 铝锌合金aluminum-zinc alloy3.4.13 铝锂合金aluminum-lithium alloy3.4.14 铸造铜合金cast copper alloy3.4.15 铸造黄铜cast brass3.4.16 硅黄铜silicon brass3.4.17 高强度黄铜high strength brass3.4.18 青铜bronze3.4.19 锡青铜tin bronze3.4.20 铝青铜aluminum bronze3.4.21 铅青铜lead bronze3.4.22 硅青铜silicon bronze3.4.23 铸造铜铬合金[铬青铜] cast copper-chromium alloy3.4.24 高阻尼铜合金high damping copper alloy3.4.25 螺旋桨用铸造铜合金cast copper alloy for propeller3.4.26 铸造镁合金cast magnesium alloy3.4.27 铸造锌合金cast zinc alloy3.4.28 低熔点合金fusible alloys3.4.29 轴承合金[减摩合金] antifrictional alloys,bearing alloys 3.4.30 巴氏合金babbitt metal ,white metal3.4.31 钛合金titanium alloy3.4.32 铸造高温合金cast superalloy3.4.33 镍基铸造高温合金nickel-base cast superalloy3.4.34 蒙乃尔合金Monel metal3.4.35 钴基铸造高温合金cobalt-base cast superalloy 3.4.36 铁基铸造高温合金iron-base cast superalloy 3.4.36 铁基铸造高温合金iron-base cast superalloy 3.4.37 压铸合金diecast alloy3.4.38 压铸铝合金aluminium diecast alloy3.4.39 压铸镁合金magnesium diecast alloy3.4.40 压铸铜合金copper diecast alloy3.4.41 压铸锌合金zinc diecast alloy3.4.42 锌当量zinc equivalent3.5 熔炼基本术语3.5.1 熔炼smelting3.5.2 熔化率melting rate3.5.3 熔炼损耗[熔损,烧损] total melting loss3.5.4 挥发损耗volatilizing loss3.5.5 元素烧损melting loss of alloying element3.5.6 元素增加gain of element3.5.7 熔池bath3.5.8 熔剂flux3.5.9 除气剂degassing flux3.5.10 覆盖剂covering flux3.5.11 炉料charge3.5.12 金属炉料metallic charge3.5.13 中间合金[母合金] master alloy3.5.14 回炉料foundry returns3.5.15 废金属料scrap3.5.16 炉料计算[配料] charge calculation3.5.17 熔渣[炉渣] slag3.5.18 沉渣sludge3.5.19 浮渣cinder,dross,scum3.5.20 碱性渣basic slag3.5.21 酸性渣acid slag3.5.22 造渣slag forming3.5.23 出渣deslagging3.5.24 出渣口slag hole,slag notch3.5.25 炉衬furnace lining3.5.26 碱性炉衬basic lining3.5.27 酸性炉衬acid lining3.5.28 耐火粘土fireclay3.5.29 碱度[碱性指数] index of basicity3.5.30 补炉patching3.5.31 炉龄[炉衬寿命] furnace campaign3.5.32 开炉blowing in,power on3.5.33 炉内气氛furnace atmosphere3.5.34 炉气分析flue gas analysis3.5.35 控制气氛controlled atmosphere3.5.36 炉前分析on-the-spot sample analysis3.5.37 出炉口tap hole3.5.38 出炉温度tapping temperature3.5.39 重熔remelting3.5.40 真空自耗电弧重熔consumable electrode vacuum arc refining3.5.41 喷射冶金injection metallurgy3.5.42 区域熔炼zone melting3.5.43 悬浮熔炼levitation melting,suspension melting3.5.44 真空熔炼vacuum melting3.5.45 坩埚炉crucible furnace3.5.46 坩埚crucible,pot3.5.47 保温炉holding furnace3.5.48 反射炉reverberatory furnace3.5.49 感应电炉electric induction furnace3.5.50 凝壳炉skull furnace3.5.51 增碳recarburizing3.5.52 增碳剂carburetant,carburetting agent,carburizer3.6 铸钢熔炼3.6.1 铸钢熔炼smelting of cast steel3.6.2 不氧化熔炼法dead melting3.6.3 氧化熔炼法oxidizing melting3.6.4 氧化期[沸腾期] oxidizing stage, boil stage3.6.5 氧化气氛oxidizing atmosphere3.6.6 氧化渣oxidizing slag3.6.7 还原期blocking stage,deoxidizing stage3.6.8 还原气氛reducing atmosphere3.6.9 还原渣reducing slag3.6.10 白渣white slag3.6.11 电弧炉electric arc furnace, direct electric arc furnace3.6.12 碱性电弧炉basic electric arc furnace3.6.13 酸性电弧炉acid electric arc furnace3.6.14 电渣熔炼electro-slag melting3.6.15 电渣炉electro-slag furnace3.6.16 氩氧脱碳法[AOD法] AOD process,Argon-Oxygen Decarburization process 3.6.17 脱碳decarburization3.6.18 脱氧deoxidation3.6.19 脱氧剂deoxidizer3.6.20 脱磷dephosphorization3.6.21 脱硫desulphurization3.6.22 脱硫剂desulphurizer3.7 铸铁熔炼3.7.1 铸铁熔炼smelting of cast iron3.7.2 双联熔炼duplexing smelting3.7.3 冲天炉cupola3.7.4 大间距双排风口冲天炉spacious twin-tuyeres cupola,twin-wind blast system cupola 3.7.5 多排小风口冲天炉multiple row small tuyeres cupola3.7.6 卡腰冲天炉waist shaped cupola3.7.7 热风冲天炉hot blast cupola3.7.8 水冷冲天炉water-cooled cupola3.7.9 水冷热风无炉衬冲天炉hot blast liningless cupola with water cooling3.7.10 无焦冲天炉cokeless cupola3.7.11 碱性冲天炉basic cupola3.7.12 酸性冲天炉acid cupola3.7.13 生铁pig iron3.7.14 铸造生铁foundry pig iron3.7.15 焦炭coke3.7.16 铸造焦炭[铸造焦] foundry coke3.7.17 固定碳fixed carbon3.7.18 铁焦比[焦比] iron coke ratio3.7.19 底焦coke bed3.7.20 层焦coke split3.7.21 隔焦extra coke3.7.22 接力焦buffer coke charge3.7.23 铁合金ferro-alloy3.7.24 有效高度effective height3.7.25 炉缸cupola well3.7.26 前炉forehearth3.7.27 密筋炉胆ribbed preheating jacket3.7.28 出铁槽cupola spout3.7.29 熔化带melting zone3.7.30 风带air belt,air box,wind box3.7.31 风口tuyere3.7.32 风口比tuyere ratio3.7.33 炉壁效应cupola wall effect3.7.34 冲天炉特性曲线cupola operation chart3.7.35 冲天炉炉前控制front control of molten iron of cupola,inspection in front of cupola 3.7.36 冲天炉检控仪tester and controller for cupola melting3.7.37 熔化强度melting intensity3.7.38 风量blast volume3.7.39 送风强度blast intensity3.7.40 送风压力blast pressure3.7.41 富氧送风oxygen enriched blast3.7.42 脱湿送风dehumidification blast3.7.43 预热送风hot blast3.7.44 送风预热器blast preheater3.7.45 火花捕集器spark arrestor3.7.46 冲天炉加料机cupola charging machine3.7.47 爬式加料机skip hoist3.7.48 冲天炉自动加料机automatic cupola charging equipment3.7.49 电磁盘electromagnetic chuck3.7.50 电磁配铁秤electromagnetic weighing balancer3.7.51 吸碳carbon pick-up3.7.52 棚料[搭棚] bridging3.7.53 封炉banking the cupola3.7.54 打炉cupola drop3.7.55 碎铁机breaker3.8 金属液处理3.8.1 精炼refining3.8.2 真空精炼vacuum refining3.8.3 炉外精炼ladle refining3.8.4 精炼熔剂[精炼剂] refining flux3.8.5 除气[去气] degassing3.8.6 真空除气vacuum degassing3.8.7 吹气净化blow purifying3.8.8 多孔塞法porous plug process3.8.9 变质modification3.8.10 变质剂modification agent,modificator3.8.11 磷变质phosphorus modification3.8.12 钠变质sodium modification3.8.13 长效变质剂permanent modificator3.8.14 型内变质in-mold modification3.8.15 孕育inoculation3.8.16 瞬时孕育[后孕育] instantaneous inoculation,late stage inoculation,post inoculation 3.8.17 随流孕育metal-stream inoculation3.8.18 型内孕育in-mold inoculation3.8.19 浇口盆孕育pouring basin inoculation3.8.20 孕育剂inoculant,inoculating agent3.8.21 孕育期inoculation period3.8.22 孕育衰退inoculation fading3.8.23 孕育不良abnormal inoculation,under-inoculation3.8.24 合金化处理alloying treatment3.8.25 喂线法[喂丝法] CQ process,wire feeding process,wire injection process3.8.26 摇包shaking ladle3.8.27 电磁搅拌electromagnetic agitation3.8.28 静置holding,stewing3.8.29 扒渣slagging-off3.8.30 型内过滤in-mold filtering3.8.31 型内合金化in-mold alloying3.8.32 晶粒细化grain refinement3.8.33 晶粒细化剂grain refiner3.9 浇注3.9.1 浇注pouring3.9.2 保护气氛浇注pouring under controlled atmosphere 3.9.3 真空浇注vacuum pouring3.9.4 自动浇注装置automatic pouring device3.9.5 自动浇注机automatic pouring machine3.9.6 电磁浇注机electromagnetic pouring machine3.9.7 捣冒口churning,pumping3.9.8 点冒口[补注] hot topping up,teeming3.9.9 浇包ladle3.9.10 底注包bottom pouring ladle3.9.11 转运包transfer ladle3.9.12 金属残液heel3.9.13 冷金属cold metal3.9.14 压铁weight4 造型材料4.1 基本术语4.1.1 造型材料molding material4.1.2 铸造用砂[砂] foundry sand,sand4.1.3 原砂[新砂] base sand,new sand,raw sand4.1.4 旧砂used sand4.1.5 回用砂reconditioned sand4.1.6 再生砂reclaimed sand4.1.7 枯砂[焦砂] burned sand4.1.8 热砂hot sand4.1.9 废砂waste sand4.2 原砂4.2.1 标准砂standard sand4.2.2 硅砂[石英砂] silica sand4.2.3 刚玉砂alumina sand4.2.3 刚玉砂alumina sand4.2.4 镁砂magnesite sand4.2.5 锆砂zircon sand4.2.6 镁橄榄石砂[橄榄石砂] fosterite sand,olivine sand 4.2.7 铬铁矿砂chromite sand4.2.8 煤矸石砂coal gangue sand4.2.9 熟料砂chamotte sand4.2.10 炭粒砂carbon sand4.2.11 石灰石砂limestone sand4.2.12 天然砂natural sand4.2.13 人工砂[人造砂] artificial sand4.2.14 水洗砂washed-out sand4.2.15 擦洗砂scrubbed sand4.2.16 浮选砂[精选砂] floated sand4.2.17 松散密度(型砂) aerated density,riddled density4.2.18 原砂细度[AFS平均细度] AFS fineness number,fineness number,grain fineness number 4.2.19 原砂粒度[原砂颗粒尺寸] particle size of base sand4.2.20 原砂颗粒分布grain size distribution of base sand4.2.21 原砂角形因数[原砂角形系数,原砂粒形系数] angularity of base sand4.2.22 原砂颗粒形状grain shape of base sand4.3 粘结剂4.3.1 粘结剂binder4.3.2 无机粘结剂inorganic binder4.3.3 粘土clay4.3.4 高岭土kaolin4.3.5 膨润土bentonite4.3.6 钠基膨润土sodium bentonite4.3.7 钙基膨润土calcium bentonite4.3.8 活化膨润土activated bentonite4.3.9 有机膨润土organic bentonite4.3.10 有效粘土effective clay4.3.11 活粘土active clay4.3.12 枯粘土[死粘土] burned clay4.3.13 白泥white clay4.3.14 水玻璃粘结剂sodium silicate binder,water glass binder4.3.15 水玻璃波美浓度Be concentration of water glass4.3.16 水玻璃模数sodium silicate modulus4.3.17 有机粘结剂organic binder4.3.18 纸浆废液[纸浆残液,亚硫酸盐纸浆废液] lignin liquor4.3.19 油类粘结剂oil based binder4.3.20 干性油drying oil4.3.21 合脂粘结剂synthetic fat binder4.3.22 渣油粘结剂residual oil binder4.3.23 自硬粘结剂[冷硬粘结剂] cold setting binder,no bake binder,self-hardening binder 4.3.24 树脂粘结剂resin binder4.3.25 热固性树脂粘结剂thermosetting resin binder4.3.26 热塑性树脂粘结剂thermoplastic resin binder4.3.27 铸造用树脂foundry resin4.3.28 自硬树脂系[非烘树脂系] no-bake resin system,self-hardening resin system4.3.29 气硬树脂系gas cured resin system4.3.30 热硬树脂系hot hardening resin system4.3.31 呋喃树脂furan resin4.3.32 酚醛树脂phenol-formaldehyde(PF)resin4.3.33 碱性酚醛树脂alkaline phenolic resin4.3.34 糠醇furfuryl-alcohol4.3.35 游离甲醛含量free formaldehyde content。
刀工名词解释

刀工名词解释刀工为英文“Blacksmith(铁匠)”的俗称,属于一种工艺,是一种使用熔火和热处理金属加工工艺,可以制作出各种加工原料、工具以及装饰品。
刀工属于重质量作业,通常在有许多熔火设备和熔火技术的工作室或者工作场所中从事;也可以直接在小家庭作坊里从事工作。
在制作刀具时,刀工会使用一些特殊的工具,比如钳子、沙袋、铁砧、钳胳等,诸如此类的工具是必不可少的,用以将冷锻过的钢再次热处理,使其变得硬脆而不易断裂,也更容易保护。
此外,刀工还会使用抛光机、抽粉机等特殊工具,来达到最终的制作效果。
术语“锻炼”是指熔火,锻炼涉及使用金属锻件,将锻件加热到特定温度,冷却后压延后制作出不同尺寸、不同形状的金属分割件。
锻件可以是扁平的、型号多样的,也可以是其它形状的,可以根据加工需要进行定制。
铸造是一项重件重工艺,它需要在高温下,将金属液化,再将其倒入模具内,经过冷却后,形成所需的零件。
铸造的金属种类也有很多,比如铁、铜、铝等,在这里不一一介绍。
热处理是一种金属表面处理工艺,是通过熔火、压缩、退火、硬化、淬火等方式,改变金属分解物的组织结构,从而改善金属的机械性能或者使金属表面具有某种特殊的性能,来达到更高的加工要求的方法。
热处理的熔火有熔炼、灌注、熔抛、多层熔抛等,热处理的压缩有热压锻、热挤压、激光焊接、激光打磨等,热处理的退火和淬火有过冷处理、空气冷却、盐水冷却等,热处理的硬化有表面淬火、表面硬化等。
夹具是指制作机械零部件所必须使用的可夹紧、固定物件的工具,它可以用于固定机械零件在固定位置上,方便加工过程中的夹紧、定位等作用。
夹具的种类也有很多,比如平台夹具、工作台夹具、旋转夹具、拉伸夹具、穿孔夹具等,不同的夹具可以满足不同的专业需求。
综上所述,刀工就是一种工艺,它是使用熔火和热处理金属加工工艺,可以制作出加工原料、工具以及装饰品等高质量的刀具产品,而且还需要使用特殊的工具,如钳子、沙袋、铁砧、钳胳等工具,除此之外还需要锻炼、铸造以及热处理等工艺,而夹具也是一定要使用的工具,它可以固定机械零件的位置,有效的改善加工的效率。
冷兵器,中国古代刀剑锻造技艺
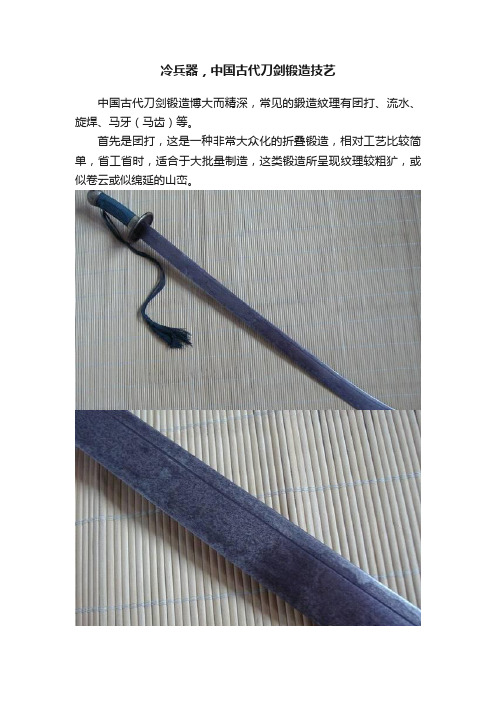
冷兵器,中国古代刀剑锻造技艺中国古代刀剑锻造博大而精深,常见的鍛造紋理有团打、流水、旋焊、马牙(马齿)等。
首先是团打,这是一种非常大众化的折叠锻造,相对工艺比较简单,省工省时,适合于大批量制造,这类锻造所呈现纹理较粗犷,或似卷云或似绵延的山峦。
其次是流水,流水纹分粗细,多在刃体的锋尖处有折返,这也是判断此种锻造纹理的刀剑刃体是否有折损残缺的参考之一。
流水粗者均匀流淌于刃身,细者多集中显现于刃体中间部位,也有于刀剑刃体间出脊而去者。
流水纹理舒展顺畅,似潺潺流水。
同时还有一类纹理,如水中几朵涟漪荡漾,均匀分布于刃体之上,有称之拇指纹,个人認為此纹理还应是流水的表现之一!旋焊,此为现代词汇,为一概括称呼。
旋焊的花纹并无固定,似羽毛、似鱼肠、似菊花、似天梯,不一而同。
旋焊也是一种折叠锻造,但它呈现的锻造纹理非常具有规律性,所呈现花纹绚烂,极具欣赏美感,这其中与工匠的锻造技法有很大关系,而锻造刀剑所用材料也有相当影响。
至于传说中的镔铁是否即为旋焊,现在依然云遮雾罩,这里节选两段古籍记载,供参考研判。
其一为宋人周密《云烟过眼录》记载:篦刀一,其铁皆细花文,云此乃银片细剪,又以铁片细剪如丝发,然后团打万槌,乃成自然之花。
另一记载为明人曹昭《格古要论》:镔铁出西番,面上有旋螺花者,有芝麻雪花者,凡刀剑打磨光净,用金丝矾矾之,其花则见,价值过于银。
是否旋焊即为镔铁,亦或某一种旋焊才为镔铁,只能依各人理解了,但可以肯定的是镔铁一定是在旋焊范畴之内!马牙钢与前有所不同,此并非锻造纹理,而是刀剑刃口一种表现特征。
在清陈克恕《篆刻针度》中这样描述:用猪牙,头发及硝各烧灰等分,酽醋调画刀口如锯牙状,号马牙钢,磨砺不与余铁同鳞,为独坚也。
依文判断,马牙应为烧刃淬火的产物,是刀剑刃体锻造整理完毕后对刃口的热处理,而非传统简单的夹钢、嵌钢。
所见实物中,马牙形似尖尖獠牙,整齐排列于刃口,刃体多为流水锻造纹理。
中国古代兵器介绍-中国古代的铸剑术

中国古代的铸剑术古代有六种冶铜工匠分别是:筑、冶、凫、栗、段、桃。
筑,制削刀;冶,制箭镞、戈、戟;凫,铸钟;栗,制量器;段,制镈器(泛指农具);桃,铸剑。
铸剑而专列为一门工种,可见其重要性,这是与当时中原铜剑的兴盛密切相关的。
那么,铸剑术的基本情况如何,有哪些主要的程序和工艺,在战国时期,中原铸剑术取得了什么突出成就?大冶铸金、巧夺神工制作铜剑的基本方法是铸造,铸造一件铜剑大体上有五道工序。
(一)制范即制作供浇铸用的型范。
剑范多用泥塑造,然后放入窑中经火烘干,再加修整,质地似陶,故称泥范或陶范。
制范以铜剑的器形设计为依据,而铜剑器形是否能够达到设计要求,规整而谐调、匀称而美观,则决定于制范是否精细。
制范还要为以后的装饰打下基础,如剑体上铸出的花纹和名文,都必须预先在剑范的内壁上刻镂出阴阳相反的纹路。
实际上,铜剑装饰的第一步是范型上进行的。
(二)调剂铸剑的材料是青铜,青铜是铜和锡或铜和锡、铅的合金。
剂即剂量,指青铜合金中各成分的比例,古时写作“齐”。
熔炼青铜之前,须根据合理的配比规律,对铜、锡或铜、锡、铅等原料进行调配,称作调剂。
这是决定铜剑性能的关键环节。
在一定范围内,青铜中含锡量提高,能够相应提高合金的硬度和强度;但含锡量超过合量的界限,就会使青铜合金变得非常脆弱,易于断折。
在青铜合金中加入少量的铅,可调节金属的铸造和加工性能,但铅含量过高,也会降低合金的硬度和强度。
因此,只有按照合理的比例对各成分进行调配,才能得到适于充作剑材的既坚且韧的青铜。
对于铜剑合金的成分配比,春秋战国之际已经认识到了其中的规律。
《考工记•攻金之工》所记“金有六齐”,标明了六类铜器的成分比例,其中第四类为:大刃即剑;叁分其金而锡居一,指青铜合金作四等分,铜(金)占三分(百分之七十五),锡占一分(百分之二十五)。
近年来,冶金史研究者陆续分析检测了一些春秋晚期和战时期的中原铜剑实,发现其合金成分中,铜的含量与“大刃之齐”很接近,大致在百分之七十五上下;但锡的含量相差较多,实际含量只有百分之十六左右,较高的也只有百分之二十多一些。
古代传说中对于兵刃的雅称

古代传说中对于兵刃的雅称兵刃在古代传说中常被赋予雅称,这些雅称不仅富有诗意,还体现了兵器在战争中的重要地位。
以下是一些古代兵刃的雅称及其详细介绍:1. **破虏刀**:破虏刀是古代传说中的一种战刀,以其锋利破敌而得名。
据说此刀削铁如泥,可轻易斩断铁甲,是古代战场上的利器。
2. **龙泉剑**:龙泉剑以其出产地龙泉而得名,相传铸剑大师欧冶子在此铸成神剑。
龙泉剑轻盈锋利,能削铁如泥,舞动时如龙行云中,威力无穷。
3. **干将莫邪**:干将、莫邪是古代传说中的两把剑,分别由吴国的干将、莫邪夫妻铸成。
此剑质地极硬,锋利无比,能够切割一切,因此又有“切金断玉”之誉。
4. **青釭剑**:青釭剑在《三国演义》中极为有名,为曹操所有。
其剑身薄如蝉翼,轻盈锋利,能斩断一切铁甲。
5. **鱼肠剑**:鱼肠剑小巧玲珑,可藏于鱼腹之中,故名鱼肠。
此剑锋利无比,传说能够轻易刺穿铠甲,是刺客常用的兵器。
6. **龙鳞刀**:龙鳞刀的刀身上刻有龙鳞纹,既美观又增加了刀身的强度。
其锋利程度极高,可轻易斩断铁甲,且刀身坚固耐用。
7. **紫电剑**:紫电剑色泽如闪电,故名紫电。
此剑质地坚硬,剑身薄而锋利,挥动时能发出雷电般的光芒,威力极大。
8. **清霜剑**:清霜剑以其寒光四溢、冷若霜雪而得名。
此剑质地极硬,能够轻易刺穿铠甲,且剑身清亮如霜,极具美感。
9. **火龙枪**:火龙枪以其枪身赤红如火、形似火龙而得名。
此枪长而重,威力极大,是步战、马战的常用兵器。
10. **铁拐**:铁拐是一种重型钝器,以其坚固的铁制拐杖头而得名。
在战斗中,铁拐不仅可以用来打击敌人,还可以作为支撑物使用。
这些兵刃的雅称不仅体现了古代兵器制造的高超技艺和独特审美,也展现了古代战争的残酷和激烈。
在战场上,这些兵刃是战士们克敌制胜的重要武器;在传说中,它们则被赋予了神秘和传奇的色彩。
冷知识:什么是镐造?(解读刀刃造入类型)

冷知识:什么是镐造?(解读刀刃造入类型)
所谓造込,是日本刀对于刀横截面类型(构造样式)的一种分类术语。
贴吧及一些刀剑论坛也经常被用来描述中国刀剑的刀身构造样式。
镐造:又称本造,最常见的日本刀造型。
被认为是由切刃造进化而来。
镐造横切面
平造:刀身有如平面一块,没有可见的镐筋和横手,短刀,小胁差常有的造型。
无镐。
平造打刀在室町时代中期到末期之间也有极少数见。
片镐造:单斜面开锋,一面为镐造、一面为平造。
切刃造:镐更朝向刀锋的方向的造型。
上古刀中常见。
锋双刃造:刀前端附近的部分,像剑一样为双刃。
可以占去半个刀身。
菖蒲造:将镐造的横手部分去除后的造形。
形似菖蒲叶,由此得名。
短刀中常见。
冠落造:刀身上半段的镐地被削薄为菖蒲造的形态连切先亦被削薄。
鹈首造:类似冠落造,不过切先保留原来的厚度。
形似鹈细长的脖子、由此得名。
两刃造:双刃、刀锋向上。
室町时代中期以后以短刀常见。
A:平造
B:片切刃造
C:両刃造
D:鎬造
E:菖蒲造
F:切先両刃造
G:冠落造
H:鵜首造
I:おそらく造
注:本文来源于网络,本账号系网易新闻&网易号“各有态度”签约账号。
刀工技艺名词解释

刀身:刀片的主体部分,不包括刃。
刀具维护:保持刀具性能最佳的过程,包括清洁、磨削、冷却和润滑。
刀具修理:对损坏的刀具进行修复的过程,包括修整刃、补强刀身等。
刀工技艺名词解释
刀工技艺是指制造和修理刀具的技术。这包括将刀片磨成所需形状并将其装在刀柄上的工序,以及刀具的维护和修理。
其中一些常见的刀工技艺术语包括:
刀片:刀具的削切部分,通常由高级合金钢ห้องสมุดไป่ตู้成。
刀柄:刀具的手柄部分,用于握住刀具并操纵切削。
磨削:使用磨料和磨轮将刀片磨成所需形状的过程。
冷却液:在刀具加工过程中用于冷却和润滑的液体。
刀剑锻造的名词[整理版]
![刀剑锻造的名词[整理版]](https://img.taocdn.com/s3/m/d0f464c727fff705cc1755270722192e453658bd.png)
淬火:一种将烧红的金属浸于水,油,空气或者金属溶液中快速冷却,以使金属变硬的工艺。
然而这种方法同时也会增加金属的脆性。
金属在水中淬火比在油中冷却的速度要快。
退火:一个用来描述将金属软化过程的概念。
与淬水工艺刚好相反。
退火加工是将材料软化,以及去应力。
它包括将金属进行缓慢加热以及冷却的过程。
该工艺能够释放材料内部集聚的应力,也可以应用于玻璃加工。
回火:通过释放材料内部应力来降低钢的脆性,该工艺首先将金属加热到低于其组织转变的某个温度,然后在空气中让其缓慢冷却。
难熔金属:熔点超过700度的金属,包括:铁、钨、镍、铬、铂、钼、铜、锰、钒等等。
熔炼:将金属容其矿石中分离出来的工艺。
超耐热合金:耐热或者高温合金,在超过1000摄氏度的条件下性能稳定,不发生或者几乎不发生腐蚀反映。
加工硬化:将金属片连续进行弯曲加工的工艺。
金属变得越来越坚硬而难于弯折,直到金属最终断裂。
对金属进行有规律的间隔退火处理有助于金属实现更进一步的变形。
合金:由两种或者两者以上的金属元素或金属与非金属组成的金属特性的物质。
同素异形:在某种物质状态,同一元素以多种物理形态(如液态,固态或者气态)存在的现象。
碳就属于同素异形元素,因为它有多种存在形态---石墨和金刚石。
阳极氧化:增加金属材料表面的天然氧化层厚度,起到保护金属表层目的的一种工艺。
阳极氧化工艺可以应用于铝,锰,钛,等多种金属。
奥氏体:铁的一种高密度高温形式。
奥氏体不锈钢通常用于对材料硬度及防腐蚀性能有很高要求的应用领域。
碳钢:一种由铁和碳形成的合金。
碳的含量决定了钢的硬度。
低碳钢比较软,高碳钢(碳<2.11%)更加坚硬一些。
表面硬化:该工艺用于在钢的表面形成一层坚硬表层。
主要有两种方式:第一是先增加钢表面部分碳的含量,随后进行淬火和轻微的回火。
第二是将钢表面加热后进行淬火和回火。
当材料的某一个局部有额外耐摩要求时,表面硬化加工就显得十分重要。
金属陶瓷:在金属中加入陶瓷颗粒形成的合成物。
古代冷兵器的锻造工艺名称与工艺原理简述

古代冷兵器的锻造⼯艺名称与⼯艺原理简述1、折叠锻打:⼈⼯锤锻的⽅法将多种软硬材质不同的钢铁反复折叠锻打,使钢表⾯呈现出花纹,是专⽤于制作⼑剑的钢材2、覆⼟烧刃:以调配的泥⼟覆盖⼑⾝不需要⾼硬度的位置,然后将⼑剑加热⾄特定温度,当红热的⼑⾝进⼊⽔中后,⾚裸的部分迅速冷却,⽽有泥⼟覆盖的部位的温度变化不会⾮常明显,导致硬度与⾚裸部位不同,从⽽达到刚柔并济的效果,在⼑刃硬度⾼的情况下,依旧能保持⼑⾝的良好韧性。
3、淬⽕:两种淬⽕⽅式不同,⽔和油的⽐热容有差别,因此在淬⽕的时候冷却的激烈程度的不同因此热处理的效果也不同,相较之下,⽔淬⽐较激烈,产⽣⾼硬度的同时韧性⽅⾯有所牺牲,油淬稍微缓和,⽐较折中,不⼀定有出众的硬度,也不会太绵软。
4、鎏⾦/鎏银:鎏⾦是⼀种⾦属加⼯⼯艺,亦称“涂⾦”、“画⾦”、“鎏⾦”是把⾦和⽔银合成的⾦汞剂,涂在铜器表层,加热使⽔银蒸发,使⾦牢固地附在铜器表⾯不脱落的技术。
5、璇焊:旋焊的花纹并⽆固定,似⽻⽑、似鱼肠、似菊花、似天梯,不⼀⽽同。
旋焊也是⼀种折叠锻造,但它呈现的锻造纹理⾮常具有规律性,所呈现花纹绚烂,极具欣赏美感,这其中与⼯匠的锻造技法有很⼤关系,⽽锻造⼑剑所⽤材料也有相当影响。
6、团打:这是⼀种⾮常⼤众的折叠锻造,相对⼯艺⽐较简单,省⼯省时,适合于⼤批量制造,所呈现纹理较粗犷,多似绵延⼭峦,刃⼝夹钢清晰可见。
7、流⽔:流⽔分粗细,多在锋尖处有折返,这也是判断此种锻造纹理的⼑剑刃体是否有折损残缺的参考之⼀。
流⽔粗者均匀流淌于刃⾝,细者多集中显现于刃体中间部位,也有于⼑剑刃体间出脊⽽去者。
流⽔纹理舒展顺畅,确似潺潺流⽔。
8、包钢:⽤⼀整块钢将⼀块钢“包”在中间,⼀侧露出被包的钢,即在⼑刃上露出硬度较⾼的钢材,⼑背及两侧则是⼀整块硬度低、韧性好的钢材。
制作⼤型⼑具的时候,⼀般是包钢的⽅法⽤的较多。
9、夹钢:就好像汉堡包⼀样,两侧是硬度低、韧性好的钢材,中间夹⼀块⾼硬度的钢材,其周边全部显露。
刀剑制作中的专业术语
刀剑制作中的专业术语热处理(Heat Treatment) - 是利用加热和冷却以改变金属物理性质的方法。
热处理能改善钢的显微结构, 使达到所需的物理要求。
韧性, 硬度和耐磨性是通过热处理而获得的特性中的几种。
要获得这些特性, 需使用热处理中的淬硬<又称淬火>, 回火, 退火<又称朡化>和表面淬硬等操作。
淬硬(Hardening, 又称淬火) - 是将金属均匀地加热至适当温度, 然後迅速浸入水或油中急冷, 或在空气中或冷冻区中冷却, 使金属获得所需要的硬度。
回火 - 钢件淬硬後会变脆, 同时由淬火急冷而引致的应力, 可使钢件受到轻击而断裂。
要消除脆性, 可用回火处理法。
回火就是将钢件重新加热至适当的温度或颜色, 然後予以急冷。
回火虽然使钢的硬度略为减少, 但可增加钢的韧性而降低其脆性。
退火 - 退火是消除钢件的内在应力和勒化钢件的方法。
退火法是将钢件加热至高於临界温度, 然後放入乾灰, 石灰, 石棉或封闭在炉内, 令它慢慢冷却。
洛克威尔硬度(Rockwell Hardnes) - 是材料抵抗外物刺入的一种能力。
试验钢铁硬度的最普通方法是用锉刀在工件边缘上锉擦, 由其表面所呈现的擦痕深浅以判定其硬度的高低。
这种方法称为锉试法这种方法不太科学。
用硬度试验器来试验极为准确, 是现代试验硬度常用的方法。
最常用的试验法有洛氏硬度试验洛氏硬度试验机利用钻石冲入金属的深度来测定金属的硬度, 冲入深度愈大, 硬度愈小。
钻石冲入金属的深度, 可从指针指出正确的数字, 该数字称为洛氏硬度数。
通常一把好刀的刀刃硬度应在落克威尔硬度50S以上,60S 以下.简而言之,硬度越高,抗磨损能力越高,但脆性也约大.非钢合金,象钨铬钴合金等硬度都较低,只有大约40S,但它们的抗磨损能力也很高。
锻造 - 是用锤击使金属成为一定形状<成型> 的方法, 当钢件加热达到锻造温度时, 可以从事锻造, 弯屈, 抽拉, 成型等操作。
【一点资讯】刀剑的直刃,切刃,诸刃分别是什么?
【一点资讯】刀剑的直刃,切刃,诸刃分别是什么?直刀身是相对于弯刀来说的。
切刃造诸刃造平造镐造,这都是指的刀刃部分的截面。
根据刀尖形状定名为“切刃造”“诸刃造”是至少五年前某大师散布的错误观点
切刃造分为“片切刃造”和“两切刃造”,类似“平造”“镐造”,都是形容刀身截面的形状。
另外,日本刀还会根据刀身尤其是靠近刀尖一段的特征命名分类,如“菖蒲造”“冠落造”“鹈首
造”“两刃造”等。
说明一把刀的造入种类时,如果是“菖蒲造”“冠落造”这类特殊的,就用这些名字,如果不是,就
用刀身截面形状来命名。
剑型刀尖的那支因为刀背那边的刃只有前面一点有,所以准确造入方式是“切先两刃造”。
如果
是“两刃造/诸刃造”,两面必须是全部开刃的。
七星、水龙等根据刀身截面命名就行了,所以是“两切刃造”。
顺便说一下,那种直线型刀尖是有
专门的称呼:“魳切先”。
这两种刀一个是根据截面命名,一个是根据刀前部分形状命名。
所以说,大师根据刀尖形状把刀身命名为“切刃造”“诸刃造”是片面的,而且就算这么命名,也用
错了名词。
“”鱼肠、巨阙、纯钧…”——浅说中国宝刀、宝剑的命名

“”鱼肠、巨阙、纯钧…”——浅说中国宝刀、宝剑的命名刀剑之命名,久而远矣。
《孙膑兵法》之《势备》篇称“黄帝作剑,以阵象之”,这应该是史书记载的最早刀剑,但并未提及剑名。
民间亦传说黄帝作“轩辕”剑,实不可考。
遍查古籍,孔甲似乎是最早给剑命名者,据说他这个肆意淫乱、沉湎于歌舞美酒之中的夏朝第14代君主,于在位的第九年,约公元前1871年,采牛首山之铁,铸成一剑,长四尺一寸,以古文篆书铭之为“夹”。
这实在是个简洁之极的名字,严格意义上甚至不能算一个名字,因为“夹”通“铗”,本意就是“剑”,这就像给人起名叫“人”一样无趣。
虽然我很佩服陶弘景的博学和认真,可他在《古今刀剑录》上对此剑的说法显然不能让人信服。
因为距今约4000年前虽然很可能已经出现了青铜刀剑的雏形,但铁剑和冶铁术应该还未发明。
国内迄今发现的最早一把人工冶铁制剑出土于西周晚期虢国国君墓室,却不过2900年前的事。
可惜那把配有精美玉柄和松石的剑没有留下太多的文字记载,不知是否也有神奇的名称。
接下去的记载就是武丁了,商朝的第23个国王。
在公元前十三世纪,铸造那个被今人誉为“青铜之冠、国之重宝”的“司母戊大方鼎”时,武丁很可能顺便为自己铸了一把宝剑,长三尺,同样地用古文篆书铸上剑铭,曰“照胆”。
比较孔甲的“夹”,这自然是个颇具气势的名字,但我对其中的部分细节同样执怀疑态度,首先是因为在那个时代,尚不具备铸成长达三尺青铜剑的工艺;其次则仅出于一种推测:在青铜考古史里,有一个比他更响亮的名字叫妇好,也就是他的妻子。
而在妇好墓中,竟出土了一把重达8.5公斤龙纹大铜钺和另一把重达9公斤的虎纹铜钺,作为一位女性实用的兵器,两者都是沉重得不可思议。
但虽然她武艺超群,力大过人,兵器上仍然只刻“妇好”字样。
由此看来,那时兵器还是因主人而得名。
对于上古刀剑的记载,战国时代郑人列御寇所著的《列子》比较仔细,在《汤问》中记:“周穆王大征西戎,西戎献锟铻之剑、火浣之布,其剑长尺有咫,炼铜赤刃,用之切玉如切泥焉。
刀剑知识
腾空颛顼所有拾遗记曰颛顼高阳氏有此剑若四方有兵此剑飞赴指其方则克在匣中常如龙吟虎啸。
2 禹剑夏禹所铸腹上刻二十八宿面文明星晨,背记山川藏之会稽山。
3 启剑夏王启铸铜三尺九寸後藏之秦望山。
4 太康剑夏王太康铸铜三尺二寸太康在位二十九年辛卯三日铸。
5 夹剑夏王孔甲铸牛首山之铁铭曰夹四尺一寸孔甲在位三十一年以九年甲辰铸一剑铭曰夹。
6 定光殷太甲铸文曰定光古文篆书二尺太甲在位三十二年以四年甲子铸一剑曰定光。
7 照胆殷武丁铸铭曰照胆古文篆书三尺武丁在位五十九年以元年戊午铸一剑曰照胆。
8 含光殷代列子曰卫周孔其得殷之宝剑童子服之却三军之众一曰含光二曰承景三曰脊练承景脊练。
9 镇岳尚方周昭王铸铭曰镇岳尚方古文篆书五尺昭王在位五十一年以二年壬年铸五剑各投五岳铭曰镇岳尚方。
10 昆吾剑周穆王时西戎献链钢长欠有咫用之切玉如泥。
11 骏周简王铸铭曰骏大篆书三尺简王在位十四年以元年癸酉铸。
12 干将吴人干将莫邪所造铁吴越春秋载吴王闯庐使干将作二剑其妻莫邪断发翦爪投炉中剑成雄号干将雌号莫邪莫邪。
13 越五剑越欧冶子造铜锡越绝书载欧冶因天之精神悉其伎巧铸成五剑一曰湛卢二曰纯ぬ三曰胜邪四曰鱼肠五曰巨阙。
14 越八剑越王使工人所铸采金拾遗记载越王以白牛白马祀昆吾之神以成八剑名曰掩日断水转魄悬翦惊鲵灭魂却邪真刚。
15 龙渊楚命欧冶干将所造铁英越绝书载楚王闻吴有干将越有欧冶子命风胡子往见之使作铁剑因成龙渊。
16 太阿工布铁剑三枚太阿工布诫秦昭王铸铭曰诫大篆书三尺昭王在位五十二年以元年丙午铸。
17 定秦秦始王铸采北祗铜铭曰定秦小篆书李斯刻三尺六寸皇在位三十七年以三年丁巳铸。
18 神剑汉太公所得ぬ命诀载太公微时有冶为天子铸剑指太公腰间佩刀曰若得杂冶即成神剑可以克天下太公解投冶中剑成授太公。
19 赤霄汉高帝所得铁铭曰赤霄大篆书三尺高帝以秦始皇三十四年得於南山及贵常服之斩蛇即此剑。
20 神龟汉文帝铸三尺六寸同时铸三剑刻龟形故名帝崩命入剑玄武宫。
武士刀的日语名词解释
武士刀的日语名词解释追溯到历史悠久的日本,武士刀(Katana)在武士文化中拥有举足轻重的地位。
它是一种独特的刀剑,以其独特的曲线刀身和精湛的制作工艺而闻名于世。
本文将深入探讨武士刀的日语名词解释,带您了解这一传统的日本宝藏。
1. 日本刀(Nihontō)武士刀的另一个常用名词是“日本刀”。
这是一个广义的术语,指的是由日本锻造师用手工制作的所有类型的刀。
根据日本的刀法传统,每一把真正的日本刀都是独一无二的,因为锻造过程和使用的材料会留下独特的痕迹。
日本刀在日本文化中具有重要的象征意义,被视为勇力、荣誉和传统的象征。
2. 刀剑的部分名词(Katana)武士刀的明确名称是“刀(Katana)”。
它是一种曲刀,具有单刃和单锋的特点。
刀身通常较长,一般在60至70厘米之间。
这种设计的原因是为了使刃上的力量在挥削的过程中最大化,使斩力更加强大。
另外,弯曲的刀身可以有效地分散攻击和加剧伤口。
3. 刀剑的零部件(Tsuba、Tsuka、Saya)武士刀由一系列的零部件组成,其中一些有特定的日语名词。
首先是“Tsuba”(铁索),它是位于刀身和刀柄之间的手卫。
它起到保护手的作用,还可以作为武士的装饰品,用来显示武士的地位。
“Tsuka”(柄)是刀剑的手柄部分,由木头和鱼皮包裹而成。
柄上通常还有紧固物(Menuki)和装饰有金属丝网(Ito)的饰丝,以增加握持时的舒适度。
柄还可以根据使用者的手掌形状和大小进行定制。
最后是“Saya”(鞘),即刀剑的鞘。
鞘由木头制成,通常用漆涂覆。
它的作用是保护刀剑,便于携带和储存。
有些武士还会在鞘上刻有家族纹章或其他装饰。
4. 制作的工艺(Tameshigiri、Hamon、Hada)武士刀的制作工艺是一个精细而复杂的过程,需要经验丰富的锻造师才能完成。
其中,有几个常用的日语名词与制作过程相关。
“Tameshigiri”(试斩)是一种测试刀剑质量和刀锋锋利度的技术。
锻造师会用刀剑对不同材料进行斩击测试,以确保其优秀的切割性能,通常使用竹子或稻草束来进行。
古代刀剑名称

二刀:指雌雄两把古代名刀。
《古今刀剑录》:“后燕慕容垂以建兴元年,造二刀长七尺,一雄一雌,若别处之则鸣。
”五色:古代名刀。
梁·陶弘景《古今刀剑录》载:“少帝义符以景平元年造一刀,铭曰五色。
”中山:古代名刀。
梁·陶弘景《古今刀剑录》载:“后秦姚苌以建初元年造一刀,铭曰中山。
”永安:古代名刀。
梁·陶弘景《古今刀剑录》载:“北京以永安三年,造刀一百口,铭曰永安”。
白鹿:古代名刀。
梁·陶弘景《古今刀剑录》:“后魏宣武帝恪,以景明元年于白鹿山造一刀,文曰白鹿。
”幼平:古代名刀。
梁·陶弘景《古今刀剑录》:“周幼平击曹公胜,拜平虏将军。
因造一刀,铭背曰幼平。
”司马:古代名刀。
梁·陶弘景《古今刀剑录》:“晋武帝司马炎咸宁元年造八千口刀,铭曰:司马。
”兴国:古代名刀。
梁·陶弘景《古今刀剑录》:“晋武帝衍以咸和元年,造十三口刀,铭曰兴国”。
百胜刀:古代名刀。
梁·陶弘景《古今刀剑录》:“李以永建元年造珠碧刀一口,名曰百胜。
”安国:古代名刀。
梁·陶弘景《古今刀剑录》:“黄武中累功作安国将军,作一佩刀,文曰安国。
”赤冶刀:古代名刀。
梁·陶弘景《古今刀剑录》:“后魏昭成帝,以建国元年,于赤冶城铸刺刀十口,全镂赤冶宋。
”定业:古代名刀。
梁·陶弘景《古今刀剑录》:“齐高帝肖道成,以建元二年造一刀,铭曰定业。
”定国:古代名刀。
梁·陶弘景《古今刀剑录》:“宋武帝刘裕,以永初元年铸一刀,铭其背曰定国。
”神术:古代名刀。
梁·陶弘景《古今刀剑录》:“前秦苻坚,以甘露四年造一刀,用五千二,铭曰神术。
”建义:古代名刀。
梁·陶弘景《古今刀剑录》:“西奈乞伏国仁,以建义三年造一刀,铭名建义。
”建平:古代名刀。
梁·陶弘景《古今刀剑录》:“后赵石勒以建平元年造一刀,用五百金,工用万人,头尖,长三尺六寸,铭曰建平,隶书。
淬的名词解释

淬的名词解释淬这一词汇在汉语中拥有多种含义和用法。
在语义上,它既可以表示物体经过火热或冷风等急剧改变而变得坚韧、锋利或坚硬的过程,也可以用来描述人的性格或能力通过一些严峻的考验而变得坚强、勇敢或智慧的过程。
1.物理层面的淬在物理学领域,淬主要指的是通过加热和迅速冷却的过程来使金属等材料发生相变,从而增加其硬度和强度。
这一过程被广泛应用于冶金工业中,用以制备高强度和耐磨的金属制品,如刀剑、汽车零件等。
以钢铁为例,当钢材受到高温加热后,迅速浸入冷水中,其中的铁碳固溶体就会转变为马氏体,使钢材变得更加坚硬。
淬过的钢材不易变形和磨损,因此在制作刃具和机械零部件等领域广泛应用。
2.人的内在淬淬不仅可以用来描述物体的性质变化,也常被运用于描述人的内在成长与变化。
在生活中,人们常常会经历一些磨砺和考验,这些经历可以锻炼人的意志,培养人的毅力和勇气,使其变得更加坚强和成熟。
类似于金属经历淬火过程后变得更强固,人在经历挫折和困难之后也能够得到成长和进步。
这种淬炼的过程是一种内心的洗礼,能够使人具备面对逆境和挑战的能力,更好地应对生活中的风风雨雨。
3.历史智慧的淬淬不仅在物理和心理层面有着重要的作用,它还具有引申意义,与历史智慧的积淀有所关联。
历史上,人们通过淬炼不断积累了宝贵的经验和教训。
无论是战争、革命还是改革开放等重大事件,人们在经历中总结出了许多创新的战略和策略。
这些经验不仅为后人提供了指导,也增添了智慧的火花。
正如淬火让金属焕发新的生命力一样,历史经验的淬炼也能让人类文明在不断前行中变得更加坚韧。
4.文化遗产的淬淬也可以用来描述文化遗产的传承与提升。
作为民族和人类共同的财富,文化遗产承载着一代代人的智慧和心血。
在传承过程中,人们对文化遗产进行淬炼和整合,使其与当代社会相适应,并保持其独特的魅力和价值。
淬炼文化遗产包括对传统技艺的保护、对历史建筑的修缮、对传统节日的庆祝等。
这些行为不仅可以使文化遗产焕发出新的生机与活力,也有助于传承和发扬传统文化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
淬火:一种将烧红的金属浸于水,油,空气或者金属溶液中快速冷却,以使金属变硬的工艺。
然而这种方法同时也会增加金属的脆性。
金属在水中淬火比在油中冷却的速度要快。
退火:一个用来描述将金属软化过程的概念。
与淬水工艺刚好相反。
退火加工是将材料软化,以及去应力。
它包括将金属进行缓慢加热以及冷却的过程。
该工艺能够释放材料内部集聚的应力,也可以应用于玻璃加工。
回火:通过释放材料内部应力来降低钢的脆性,该工艺首先将金属加热到低于其组织转变的某个温度,然后在空气中让其缓慢冷却。
难熔金属:熔点超过700度的金属,包括:铁、钨、镍、铬、铂、钼、铜、锰、钒等等。
熔炼:将金属容其矿石中分离出来的工艺。
超耐热合金:耐热或者高温合金,在超过1000摄氏度的条件下性能稳定,不发生或者几乎不发生腐蚀反映。
加工硬化:将金属片连续进行弯曲加工的工艺。
金属变得越来越坚硬而难于弯折,直到金属最终断裂。
对金属进行有规律的间隔退火处理有助于金属实现更进一步的变形。
合金:由两种或者两者以上的金属元素或金属与非金属组成的金属特性的物质。
同素异形:在某种物质状态,同一元素以多种物理形态(如液态,固态或者气态)存在的现象。
碳就属于同素异形元素,因为它有多种存在形态---石墨和金刚石。
阳极氧化:增加金属材料表面的天然氧化层厚度,起到保护金属表层目的的一种工艺。
阳极氧化工艺可以应用于铝,锰,钛,等多种金属。
奥氏体:铁的一种高密度高温形式。
奥氏体不锈钢通常用于对材料硬度及防腐蚀性能有很高要求的应用领域。
碳钢:一种由铁和碳形成的合金。
碳的含量决定了钢的硬度。
低碳钢比较软,高碳钢(碳<2.11%)更加坚硬一些。
表面硬化:该工艺用于在钢的表面形成一层坚硬表层。
主要有两种方式:第一是先增加钢表面部分碳的含量,随后进行淬火和轻微的回火。
第二是将钢表面加热后进行淬火和回火。
当材料的某一个局部有额外耐摩要求时,表面硬化加工就显得十分重要。
金属陶瓷:在金属中加入陶瓷颗粒形成的合成物。
冷加工:对金属在低于其再结晶温度的条件下进行加工成型
黑色金属:含铁的金属,黑色金属基本上由各种钢和铁的不同时形式构成。
锻造:在冷加工或者高温作业的条件下用锤打和挤压的方式给金属造型,是最简单最古老的金属造型工艺之一。
镀锌:将锌镀到钢或者铁的表面的一种表面处理工艺。
在园艺用金属容器中十分常见。
贵金属:典型特征为具有极高的防腐蚀性能,通常应用于贵重金属。
白蜡:一种已经在家用器皿中应用数百年的锡铅合金。
现在白蜡中也可能含有铅和锑。
机械性能
脆性:用于描述材料在未施加明显外力以及没有明显变形的情况下发生断裂的性能。
耐压强力:施加于材料上使其长度变短,截面积变大的外力,与拉伸强力相对应。
传导性:材料传输热能或者电能的速度。
蠕变:材料在压力条件下产生缓慢的变形量。
延展性:是金属受外力变形,当外力消除之后又恢复其原有形状的一中性质。
疲劳强度:材料承受重复作用外力的能力。
燃烧点:金属或其蒸气开始燃烧的最低温度点。
吸湿:易于吸收并且保持水分的金属。
冲击强度:金属吸收突然撞击能量的能力。