生产工艺单模板
服装工艺单模板xls-牛仔裤003

布料 规格/ 部位 腰围 臀围 裤长 大腿围 前档 后档 脚口 裤袢宽
RTE
蓝+黑牛仔布
S
M(cm)
L
84 110 111 58 25 37 40 1.2
服装厂生产工艺单
合同号
款号
NZK03
裁
数量
交货日期
剪
布号
单耗 (cm)
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
其他说明 止口参照样裤
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
衣架/胶袋 质地 胶袋代号 尺寸
警告语
唛头
1 1 1 1 主唛车缝图示 1 1
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
各种标唛贴图区
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽 (参照样 裤)
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位 号数 腰头纽扣
撞钉 门襟拉链 金属
衬料代号 部位
线代号 红色线
部位
衣架代号 颜色
Байду номын сангаас
纽扣
数量
部位
1 10
1
号数 数量
止口,套 结参照样
裤
锁钉工艺
衬(朴) 用量
线
颜色
用量
粘合参数
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
工艺文件标准样本【范本模板】
共 册
第 册
共 页
型 号
名 称
图 号
本册内容
批 准
年 月 日
工艺文件目录
产品名称或型号
产品图号
序号
文件代号
零部件、整件
图 号
零部件、整件
名 称
页数
备注
使用性
旧图总号
底图总号
更改标记
数量
文件号
签名
日期
签名
日期
第 页
拟制
审核
共 页
日期
签名
第 册
共 册
工艺线路表
产品名称或型号
产品图号
序号
图号
数量
文件号
签名
日期
签名
日期
第 页
拟制
审核
共 页
日期
签名
第 册
共 册
配套明细表
产品名称或型号
产品图号
序号
图号
名称
数量
来自何处
备注
使用性
旧图总号
底图总号
更改标记
数量
文件号
签名
日期
签名
日期
第 页
拟制
审核
共 页
日期
签名
第 册
共 册
装配工艺过程卡
产品名称或型号
产品图号
序号
装入件及辅助材料
车
间
序
号
工
种
工序(工步)内容及要求
设备及
工 装
工时定额
名称、牌号、技术要求
数量
使用性
旧图总号
底图总号
更改标记
数量
文件号
签名
木材加工工艺卡片模板
木材加工工艺卡片模板
工艺介绍
该工艺卡片模板旨在记录木材加工过程中的关键步骤和注意事项,以便在操作中能够快速查阅和遵循。
工艺步骤
1. 原材料准备:
- 确保木材符合质量要求和规格要求;
- 检查木材的湿度和含水率,确保合适的干燥程度。
2. 切割木材:
- 使用适当的工具和设备进行木材切割;
- 根据设计要求切割出所需的尺寸和形状。
3. 干燥处理:
- 将切割好的木材进行干燥处理,以减少含水率;
- 使用合适的干燥设备,控制温度和湿度以达到最佳干燥效果。
4. 表面处理:
- 清除木材表面的污垢和瑕疵;
- 使用合适的工具对木材表面进行砂光处理,使其光滑平整。
5. 简单加工:
- 根据需要,进行简单的木材加工,如孔洞打孔、边缘修整等。
6. 终端处理:
- 在木材加工完成后,根据需要进行终端处理,如上油、染色、喷涂等。
7. 质量检查:
- 对加工完成的木材进行质量检查,确保符合要求的质量标准。
安全注意事项
- 在操作过程中,佩戴适当的防护装备,如手套、护目镜等;
- 确保操作环境通风良好,避免吸入有害气体或粉尘;
- 注意使用工具和设备的安全操作方法;
- 注意木材的重量和体积,避免因搬运不当导致的伤害。
注意事项
- 根据实际情况,适当调整工艺步骤和注意事项;
- 严格遵守木材加工中的安全和环保要求;
- 进行加工前,确保对工艺步骤和注意事项有充分的了解和掌握。
以上为木材加工工艺卡片模板的内容,可根据实际需求进行修改和补充。
如有疑问,请随时向我提问。
工艺卡片模板
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
服装全套工艺单模板
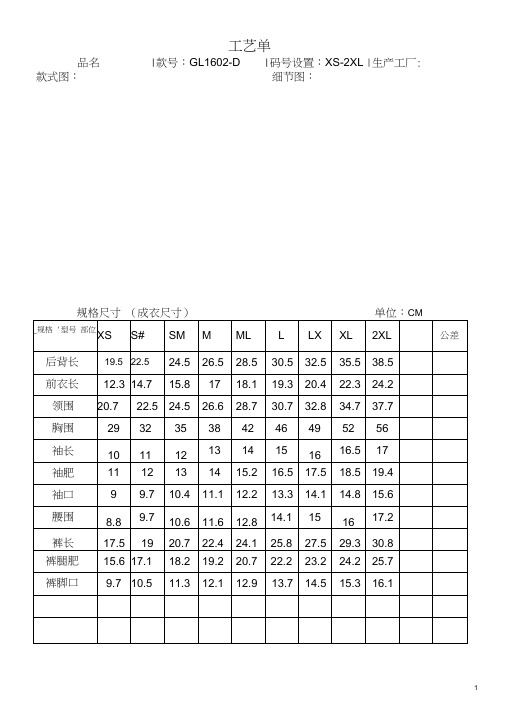
工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
生产工艺单模板
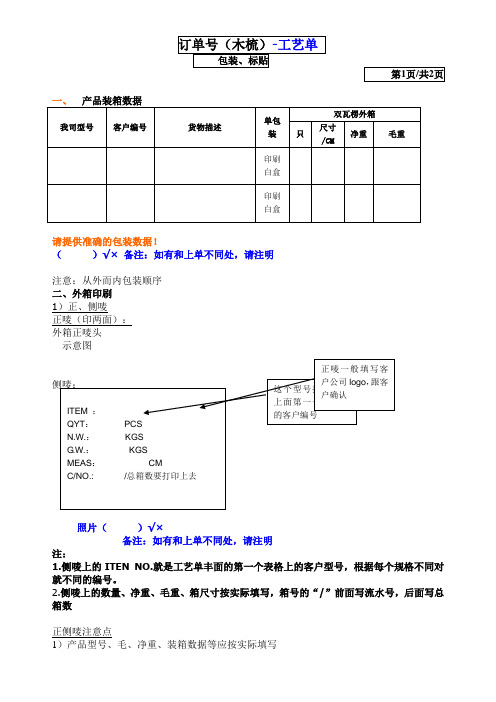
请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
生产工艺单模板
2、
3、
实际制作数量:;制作完成时间:;车间与尾部交接签名:
三,尾部工艺要求(尾部时间表,尾部相关注意事项,印绣花,专机相关要求)
1、
2、
3、
四,仓库进仓情况:
进仓数量:; 进仓时间:;进仓交接签名:
制作过程备忘录:
板房签名:工厂主管签名:业务人员签名:
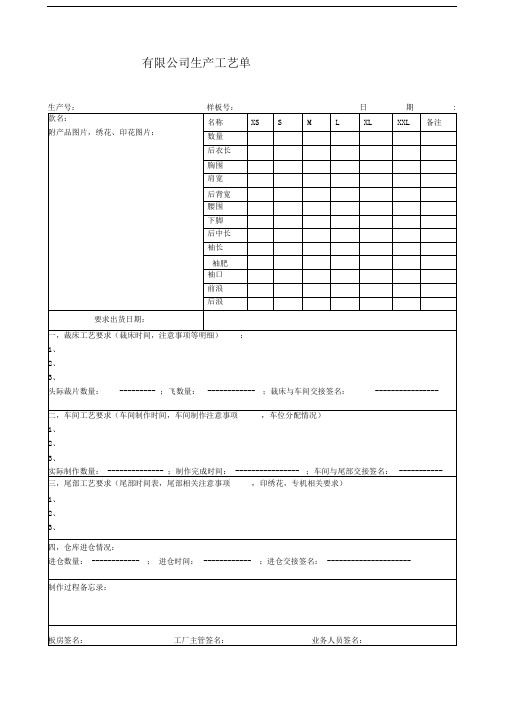
有限公司生产工艺单
生产号:样板号:日期:
款名:
附产品图片,绣花、印花图片:
名称
XS
S
M
L
XL
XXL
备注
数量
后衣长
胸围
肩宽
后背宽
腰围
下脚
后中长
袖长袖肥袖口前浪来自后浪要求出货日期:
一,裁床工艺要求(裁床时间,注意事项等明细):
1、
2、
3、
头际裁片数量:;飞数量:;裁床与车间交接签名:
二,车间工艺要求(车间制作时间,车间制作注意事项,车位分配情况)
服装工艺单模板
正唛内容
箱头内容
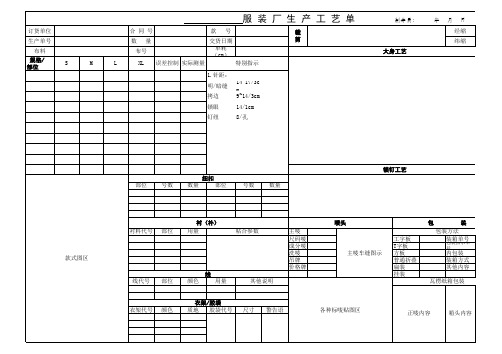
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
衬料代号 部位
衬(朴) 用量
粘合参数
线代号 部位
线
颜色
用量
其他说明
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
唛头 主唛车缝图示
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
衣架代号 颜色
衣架/胶袋 质地 胶袋代号 尺寸Leabharlann 警告语各种标唛贴图区
服装厂生产工艺单
订货单位
合同号
款号
裁
生产单号
数量
交货日期
剪
布料
布号
单耗 (cm)
规格/ 部位
S
M
L
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位
号数
纽扣
数量
部位
号数 数量
锁钉工艺
生产工艺表
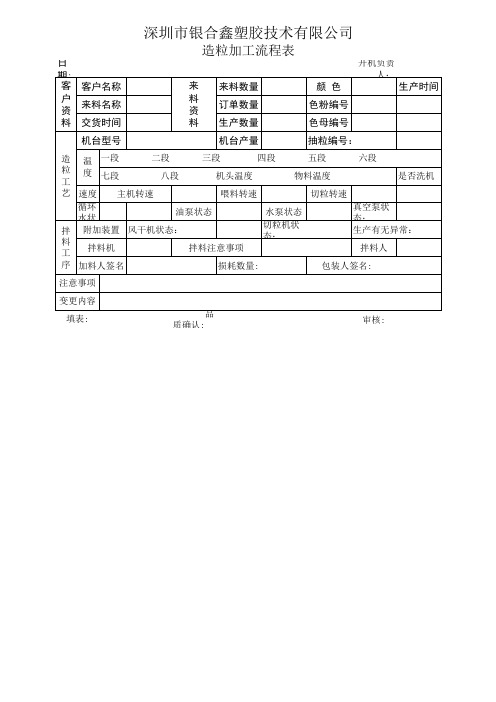
深圳市银合鑫塑胶技术有限公司
造粒台型号
二段 造 温 一段 粒 度 七段 八段 工 艺 速度 主机转速 循环水状态 开机负责人:
来 料 资 料
来料数量 订单数量 生产数量 机台产量
三段 机头温度 喂料转速 水泵状态 四段
颜 色 色粉编号 色母编号 抽粒编号:
五段 物料温度 切粒转速 六段
生产时间
是否洗机
油泵状态
真空泵状态:
生产有无异常: 切粒机状态: 拌 附加装置 风干机状态: 料 拌料机 拌料注意事项 拌料人 工 序 加料人签名 损耗数量: 包装人签名: 注意事项 变更内容 填表: 品质确认: 审核:
生产工艺文件汇编(表格模板、格式)

适用于对各生产设备的维护保养规定及要求。
二、维护保养要求
1、多介质过滤器、活性碳过滤器
1.1定期检查法兰口螺栓是否松动,否则应紧固。
1.2运行时检查压力表是否正常动作,如有异常应更换压力表。
1.3多介质过滤器每运行32小时反冲洗一次,活性碳过滤器每运行40~50小时反冲洗一次。
1.4过滤器的砂滤填料每两年更换一次,活性碳滤料一年半更换一次(用纯水净化活性碳)。
3.2如果短时问停机,应每隔一天开机一小时以上,对水处理设备进行一次冲洗;如果长时间(两个月以上)停机,应对反渗透装置进行封存。封存办法是:配制0.2%的甲醛溶液通过高压泵注入膜内,完后关闭进水阀和浓水阀即叫。再次重新启动时,可用预处理水冲洗到出水正常。
3.3保持反渗透装置外表清洁。
4、高压臭氧发生器
(一)控制要求:
1、空桶清洗:先用清水洗涮桶体,冲净内外桶体,用餐用洗洁精配过滤清水来浸泡20—30分钟,全面洗涮,再用清水冲洗干净。
2、浸泡消毒:用比例为1:80的二氧化氯消毒液浸泡清洗干净的桶体,浸泡时间5—10分钟,进行内坐反冲外壁喷洒充分消毒。
3、设定二氧化氯消毒液浓度1:75为操作限值,当消毒液浓度低于1:80时应更换浓度达标的消毒液重新浸泡消毒,并进行纠编,产品就要隔离,进行评估后再决定。
8、每天开机前,用贮水罐出水,正向冲洗钛棒过滤器5分钟,钛棒每月取出一次,用无菌水刷洗干净。
9、下班前检查门窗、电、水,确认安全后,方可离开。
(二)自动灌装作业
1、生产人员进入车间要按规定穿戴整洁的工作服、工作帽、换鞋;进入灌装间必须进行二次更衣;
2、生产前30分钟打开各工作间的紫外线灭菌灯,进行30分钟的消毒杀菌;
5、反渗透机每天开机前反向冲洗5分钟,使用过程中每2个小时要冲洗一次,电导率高于10,超过国家标准,反渗透膜要及时更换。
服装工艺单模板
是否正确)。
M
L XL XXL XXXL
合计 3、裁剪时,面料和唛架进行固定。裁
片各部位的刀口不可超过0.2cm深,上
下层裁片不可偏刀。
生产要求:
1、整件衣服做好平服,跟本色布色
线,针距12针/英寸,打边13/英寸,
平车止口1cm,(包骨来去缝止口
1.25cm宽)线路必须调好,不得有跳
线,吊底线,起珠迹象,平车线迹流
畅,直顺,尾端倒针,打边松紧适
M L XL XXL XXXL 合计 宜,美观饱满,顺边 2、衣服做好不 得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
件衣服的尺寸,洗水唛左侧上来15cm
。
包装
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
宜,美观饱满,顺边 2、衣服做好不
得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
实
件衣服的尺寸,洗水唛左侧上来15cm
裁
。
包装
数
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
款号:
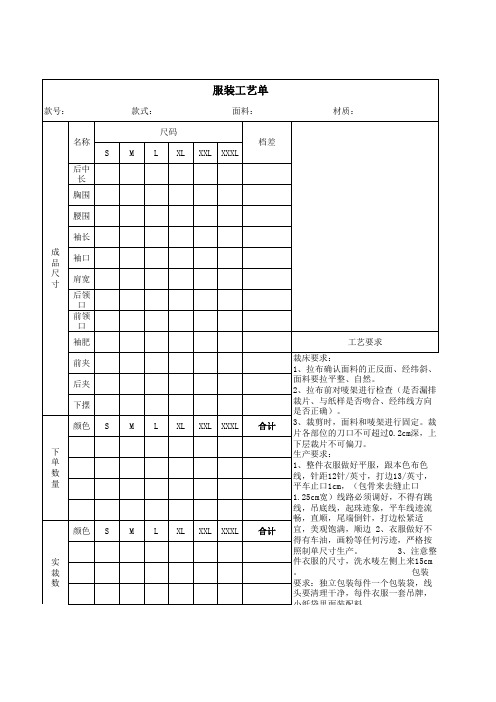
名称 S
后中 长
胸围
腰围
袖长
成 品
袖口
尺 寸
肩宽
后领
口
前领
口
袖肥
前夹
ห้องสมุดไป่ตู้
后夹
下摆
颜色 S
下 单 数 量
颜色 S
实 裁 数
服装工艺单
款式:
面料:
尺码 档差
M L XL XXL XXXL
材质:
工艺要求
机加工工艺卡片模板
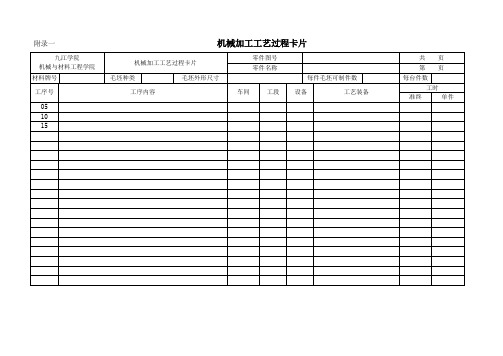
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
10
15
附录二机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
推动架
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量1
铣φ16孔的端面
圆柱铣刀、游标卡尺
150
23.55
0.23mm/z
2.5mm
1
4.3min
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
50
铣端面
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
173.5×73×50
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
缝纫工序工艺单模板
缝纫工序工艺单模板服装制版生产缝纫工艺流程!(才智服装制版详解)缝纫是把服装材料按照设计的款式拼接成成品服装的工序。
服装生产工艺流程大致为:面辅料进厂检验→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装→入库或出运。
准备面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用,影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
把好面料质量关是控制成品质量重要的一环,通过对进厂面料的检验和测定可有效地提高服装的正品率。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣确认后方能进入下一道生产流程。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
裁剪裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。
在裁剪工序中主要工艺要求如下:1、拖料时点清数量,注意避开疵点。
2、对于不同批染色或砂洗的面料要分批裁剪,防止同件服装上出现色差现象。
对于一匹面料中存在色差现象的要进行色差排料。
3、排料时注意面料的丝绺顺直以及衣片的丝缕方向是否符合工艺要求,对于起绒面料(例如丝绒、天鹅绒、灯芯绒等)不可倒顺排料,否则会影响服装颜色的深浅。
4、对于条格纹的面料,拖料时要注意各层中条格对准并定位,以保证服装上条格的连贯和对称。
5、裁剪要求下刀准确,线条顺直流畅。
铺型不得过厚,面料上下层不偏刀。
6、根据样板对位记号剪切刀口。
7、采用锥孔标记时应注意不要影响成衣的外观。
裁剪后要进行清点数量和验片工作,并根据服装规格分堆捆扎,附上票签注明款号、部位、规格等。
缝制缝制是服装加工的中心工序,服装的缝制根据款式、工艺风格等可分为机器缝制和手工缝制两种,缝制加工过程实行流水作业。
决定缝制质量的因素有:缝纫线的选择、缝纫针的选择、线迹的选择、针迹密度的选择、缝份量的选择。
服装制单模板
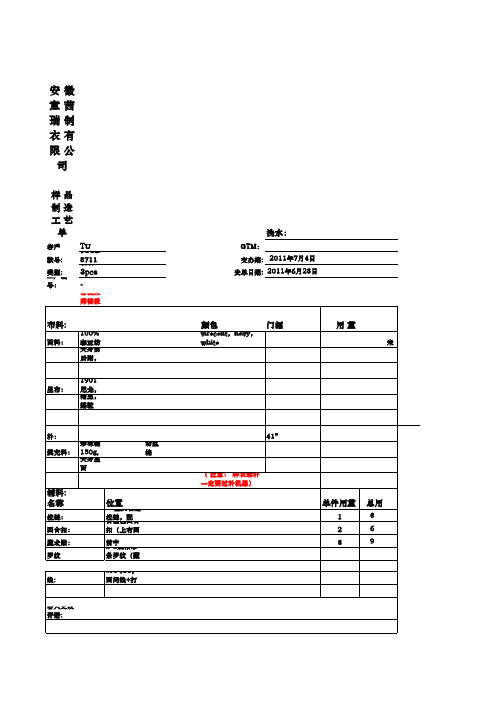
安徽意茜瑞制衣有限公 司
样品制造工艺单
客戶 款号: 款号: 类型: 类型:
洗水: 洗水:
GTM: GTM: 交办期: 2011年 交办期: 2011年7月4日 28日 发单日期: 2011年 发单日期: 2011年6月28日
拉链: 拉链: 四合扣: 四合扣: 魔术贴: 魔术贴: 罗纹 线:
注意: 样衣粘朴一定要过朴机器) ( 注意: 样衣粘朴一定要过朴机器)
位置
#3金属树脂拉链,配色,前中 金属树脂拉链,配色, 古银色四合扣(上有图案),帽上 古银色四合扣( 上有图案),帽上 ), 前中 2*2规格彩条罗纹(藏青色1cm+白色1cm+绿色1cm) 规格彩条罗纹(藏青色1cm+白色1cm+绿色1cm) #PP403,面间线+打栆线+拷边线 PP403,面间线+ 打栆线+ 403
单件用量
1 2 3
总用量
3 6 9
客人更改评语: 客人更改评语:
制单: 制单: 面料 袋布 朴
颜色
门幅
用量
米
virecentБайду номын сангаасnavy, virecent,navy,white
里布: 里布:
190T尼龙, 190T尼龙,大身里布 帽里,摇粒绒, 帽里,摇粒绒,藏青色
朴: 填充料: 珍珠棉150 150g 填充料: 珍珠棉150g, 大身里面 纺丝棉160g 纺丝棉160g 160
41”
辅料: 辅料: 名称
TU
TUOB8711
初样3 初样3pcs
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产号:样板号:日期:
款名:
附产品图片,绣花、印花图片:
名称
XS
S
M
L
XL
XXL
备注
数量
后衣长
胸围
肩宽
后背宽
腰围
下脚
后中长
袖长
袖肥
袖口
前浪
后浪
要求出货日期:
一,裁床工艺要求(裁床时间,注意事项等明细):
1、
2、
3、
实际裁片数量:---------------;飞数量:------ቤተ መጻሕፍቲ ባይዱ-----------;裁床与车间交接签名:-------------------------
二,车间工艺要求(车间制作时间,车间制作注意事项,车位分配情况)
1、
2、
3、
实际制作数量:---------------------;制作完成时间:------------------------;车间与尾部交接签名:―――――
三,尾部工艺要求(尾部时间表,尾部相关注意事项,印绣花,专机相关要求)
1、
2、
3、
四,仓库进仓情况:
进仓数量:-------------------;进仓时间:--------------------;进仓交接签名:------------------------------
制作过程备忘录:
板房签名:工厂主管签名:业务人员签名: