ERW钢管SAW钢管
ERW焊管和无缝钢管比较
ERW焊管和无缝钢管比较(经中石油西安管材所检测)1、外径公差ERW钢管:采用冷弯成型,通过0.6%减径完成定径,其工艺过程温度基本恒定在室温,因而外径控制准确、波动范围小,有利于杜绝黑皮扣;无缝钢管:采用热轧成型工艺,其定径是在8000C左右完成,钢管原材料成分、冷却条件以及轧辊的冷却状态等对其外径都有较大影响,因而外径控制难以准确,且波动范围较大。
2、壁厚公差ERW钢管:采用热轧带卷为原材料,现代热连扎厚度公差可以控制在0.05mm之内,而无缝钢管采用圆钢穿孔方式生产,壁厚偏差较大,随后的热轧可以部分消除壁厚不均匀性,但目前最先进的机组只能控制在±5~10%t以内,对应于8.94mm厚度的钢管。
无缝钢管:壁厚控制精度的极限是0.9mm。
3、椭圆度ERW钢管:采用冷弯成型,因而外径控制准确、波动范围小。
无缝钢管:采用热轧成型工艺,钢管原材料成分、冷却条件以及轧辊的冷却状态等对其外径都有较大影响,因而外径控制难以准确,且波动范围较大。
4、拉伸试验无缝钢管与ERW钢管的拉伸性能指标均符合API标准,但无缝钢管强度一般处于上限,塑性处于下限,相比较而言,ERW钢管强度指标处于最佳状态,塑性指标高于标准33.3%,原因为ERW钢管的原材料―热轧带卷的性能是依靠微合金化冶炼、炉外精炼以及控冷控轧等手段保证;无缝钢管主要依靠增加含碳量的手段,难以保证强度、塑性的合理匹配。
5、硬度ERW钢管的原材料―热轧带卷在轧制过程中控冷控轧精度极高,能够保证带卷各部分性能均匀。
6、晶粒体ERW钢管的原材料―热轧带卷采用的是宽厚连铸坯,有较厚的细晶表面凝固层,无柱状晶区及缩孔和疏松,成分偏差小、组织致密;在随后的轧制过程中,控冷控轧技术的应用进一步保证了原材料的晶粒度。
7、抗挤毁试验ERW钢管因其原材料、制管工艺的特点。
其壁厚均匀度、椭圆度远远优于无缝钢管,是抗挤毁性能高于无缝钢管的主要原因。
8、冲击试验由于ERW钢管母材的冲击韧性数倍于无缝钢管,焊缝处的冲击韧性是ERW钢管的关键,通过控制原材料杂质含量、纵剪毛刺高度与方向、成型边部形态、焊角、焊接速度、加热功率与频率、焊接挤压量、中频退伙温度与深度、空冷段长度等工艺参数保证了焊缝的冲击功达到母材的60%以上,如进一步优化,可实现焊缝冲击功接近母材,从而实现性能无缝化。
钢管、ERW参数

冷加工油套管
生产工艺特点:
生产工艺特点:
可以破坏钢锭的铸造组织,细化钢材晶粒,并消除显微组织缺陷,从而使钢材组织密实,力学性能得到改善。
这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体。
浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
生产工艺特点:
ERW焊管特殊的成型工艺可以生产高精度超薄壁钢管;通过正火热处理可改善焊接区的组织,使焊接区的组织、成分和硬度与母材接近,确保焊缝横向冲击功与母材冲击功基本保持一致;且残余应力低,壁厚均匀、椭圆度控制较好,光管的几何尺寸公差小;油田可依据本厂产品的几何尺寸公差,改进管柱设计,降低钢级,减少用管重量,降低采油成本等。
ERW钢管SAW钢管

SAW钢管全称Submerged Arc Welding Steel Pipe 埋弧焊钢管它是一种使用埋弧焊接工艺制造的钢管,该工艺产生的电流密度非常高,焊剂层防止了热量的快速散失,并将其集中在焊接区域内。
埋弧焊的焊缝质量高、生产效率高、无弧光及烟尘很少的特点,埋弧焊钢管广泛应用于压力容器、管件制造、梁柱、低压流体、钢结构工程。
SAW 钢管主要产品有LSAW 钢管Longitudinally Subm erged Arc Welding Steel Pipe 直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。
1.ERW钢管ERW钢管是电阻焊接钢管的一种统称,高频电阻焊(Electri c Resistance Welding,简称为ERW)ERW分别是对应英文单词的第一个字母。
电阻焊接钢管分为交流焊钢管和直流焊钢管两种形式。
交流焊按照频率的不同又分为低频焊、中频焊、超中频焊和高频焊。
高频焊主要用于薄壁钢管或普通壁厚钢管的生产,高频焊又分为接触焊和感应焊。
直流焊一般用于小口径的钢管。
所以,综合来讲,高频焊管包含在ERW焊管中,是以高频焊接工艺生产的一种ERW焊管。
ERW直缝焊管是油气储运领域中的产品性能先进、质量领先、较为经济的钢管。
2.SAW钢管SAW 钢管 SAW钢管全称 Submerged Arc Welding Steel Pipe 埋弧焊钢管它是一种使用埋弧焊接工艺制造的钢管,该工艺产生的电流密度非常高,焊剂层防止了热量的快速散失,并将其集中在焊接区域内。
埋弧焊的焊缝质量高、生产效率高、无弧光及烟尘很少的特点,埋弧焊钢管广泛应用于压力容器、管件制造、梁柱、低压流体、钢结构工程。
SAW 钢管主要产品有LSAW 钢管 Longitudinally Subm erged Arc Welding Steel Pipe 直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。
钢管选型与ERW钢管
编辑ppt
6
编辑ppt
7
编辑ppt
8
螺旋焊管
编辑ppt
9
2、生产流程
编辑ppt
10
无缝钢管生产流程 三SMLS
编辑ppt
11
SAWH/SAWL生产流程
编辑ppt
12
ERW(HFW)生产流程
编辑ppt
13
3、标准综述
编辑ppt
14
标准
无缝钢管(SMLS) ✓GB8163(输送流体用) ✓GB/T9711(在城镇燃气中不常用) ✓GB8162(结构用) ✓一般不用(GB5310、GB3087) ✓GB14976(输送流体不锈钢) ✓代表牌号:10#、20#、Q295、Q345
钢级 X60 X65 X70 X80 X100
C
0.11 0.08 0.10 0.07 0.09 0.06 0.09 0.05 0.08 0.06
S
0.010 0.008 0.008 0.006 0.006 0.004 0.005 0.003 0.003 0.002
P
0.020 0.015 0.020 0.015 0.020 0.008 0.020 0.010 0.010 0.008
0.41 0.38
0.21 0.17
标准 目标
0.09 0.006 0.020 0.010 1.65 0.35 0.025 X70
0.06 0.004 0.010 0.008 1.60 0.20 0.015
0.42 0.40
0.22 0.18
标准 目标
0.09 0.005 0.020 0.008 1.85 0.40 0.025 X80
5
什么是ERW?
焊接钢管种类

焊接钢管种类
钢管是一种重要的钢铁制品,广泛运用于各种行业中。
根据不同
的制造工艺和用途,钢管可分为许多不同的种类。
以下是一些常见的
焊接钢管种类。
1. 长焊缝钢管
长焊缝钢管,也叫ERW(电阻焊)钢管,是一种利用电力将带钢在环形电极中加热后进行焊接的方法制造出来的钢管。
它的特点是焊接
接头在钢管内的表面上,焊接质量较高,可以满足一般工业和建筑上
的使用需求,而且成本也较低。
2. 螺旋焊缝钢管
螺旋焊缝钢管是一种采用卷板成型的制造方法生产出来的钢管。
它的特点是焊缝呈螺旋状,故得名螺旋焊缝钢管。
它适用于输送油气、水、蒸汽等介质的管道建设,在各种复杂地形条件下均可使用,具有
很强的适应性。
3. 精密焊接钢管
精密焊接钢管是一种新型的钢管,它采用高精度焊接设备进行制造,焊接质量优良,精度高,表面平整光滑,且不易产生氧化铁皮、
裂纹等质量问题。
这种钢管广泛应用于汽车、机械、热交换器等领域
的制造工艺中。
以上是几种常见的焊接钢管种类,不同的钢管种类具备各自的特点和适用范围。
在选择钢管时,应根据具体使用要求、环境条件和经济性等方面进行权衡。
此外,为确保焊接钢管的质量和安全性,还需要对生产厂家进行认真的筛选和监管,选择具有高信誉度和生产能力的厂家进行合作。
管道零件英文缩写
1.1 P 管子Pipe钢管的厚度在10mm以上的都称之为厚壁埋弧焊管埋弧焊的英文标识为SAW,直缝埋弧焊钢管的简称为LSAW,螺旋埋弧焊钢管为SSAWLSAW钢管Longitudinally Submerged Arc Welding Steel Pipe直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。
SAV钢管全称Submerged Arc Weldi ng Steel Pipe 埋弧焊钢管螺旋缝埋弧焊钢管EL 弯头ElbowELL 长半径弯头Long radius elbowELS 短半径弯头Short radius elbowMEL斜接弯头(虾米腰弯头)Mitre elbowREL 异径弯头Reduci ng elbowT三通TeeLT 斜三通Lateral teeRT 异径三通Reducing teeR异径管接头(大小头)ReducerCR同心异径管接头(同心大小头)Co nee ntric reducerER偏心异径管接头(偏心大小头)Ecce ntric reducerCPL 管箍Coupli ngFCPL 双头管箍Full coupli ngHCPL 单头管箍Half coupli ngRCPL 异径管箍Reduci ng coupli ngBU内外螺纹接头BushingUN活接头UnionHC 软管接头Hose couplerSE翻边短节Stub endNIP 短节Pipe nipple or straight nippleSNIP 异径短节Swaged nippleCP管帽(封头)CapPL管堵(丝堵)PlugBLK 盲板Bla nkSB 8 字盲板Spectacle blind (blank)RP 补强板Rei nforci ng pad支管台(或称加强管接头OLET加强管接头(OLET的选用:当支管直径50< DNC200,选用不到标准三通时,应采用加强管接头连接。
ERW与SAW和SML的比较

焊缝短 ERW与SAW 对比 由于SAW焊缝长度约是ERW焊缝长度的4-5倍,其内焊瘤无工艺能力去除,在输送介质时增加了管 道内壁的摩阻。ERW焊缝长度短,内焊瘤能去除,介质在管道内流动时,管道内壁产生的摩阻相 对SSAW(螺旋缝埋弧焊钢管)较小,可减少成品油输送时产生的混油量和摩阻产生的温升。 ERW焊管周向成型内(残余)应力较小。SAW焊管焊缝区大,焊缝内应力有拉也有压,应力状态比 ERW管复杂,这与螺旋焊管的成型工艺有关。内表面为弹复拉应力,轴向应力为+450Mpa,周向 应力为+344 Mpa,这种在焊缝及热影响区内壁的大范围的拉应力将对内壁缺陷的启裂和应力腐 蚀产生不利影响。 SAW焊管焊缝长,成品管焊缝处理、防腐处理比较困难;ERW钢管焊缝短,壁厚均匀、长度稳定 、几何尺寸精度高、防腐及组装焊接质量易保证。 ERW专用钢种纯净度高。通过脱S,脱P,脱气,Ca处理等方法使得S、P含量可控制在0.005%以 下,N含量可控制在0.008%以下,夹杂物的形态可控制为球状且数量大为降低。C含量控制在 0.1%以下,具有好的焊接性能,而强度的增加则通过加入Nb、V、Ti等微量合金元素,来阻止奥 氏体晶粒的长大,同时增加间隙强化来提高钢材的韧性与强度。SML钢管的管坯一般为A3、20号 钢、16Mh等材质,材料的纯净度较差,C含量较高,一般在0.2%左右,不利于施工中的环焊对 接,强度尚可,但韧性较差。 RWE钢管管坯是用热轧钢带冷轧成型制造,而SML钢管管坯则是圆钢在热轧状态下穿孔成型。热 轧形成的SML管坯的晶粒度及组织的织密程度与ERW管坯相比有较大的差距。 SML钢管是圆钢在热轧机组中连续穿孔成型,而ERW钢管则是由钢带在冷轧状态下成型的,ERW在 外观尺寸方面的控制更容易。因此,ERW钢管的外观质量缺陷较少,优于SML钢管。 几何尺寸好 由于电脑飞锯的使用,高频焊管的定尺率及定尺长度的精度较高。 由于高频焊管用轧制精度较高的热轧钢带制造,其厚度易控制,可按设计要求生产壁厚较薄而 钢级较高的钢管。而无缝管的壁厚往往受到穿孔技术和生产成本的限制,薄壁钢管难度很高。 流体输送用一般无缝热轧钢管,标准为GB8163-87,其规格为:外径Ф 32-630mm,壁厚为2.575mm,钢号为10,20,09MnV,16M n。美国石油协会API 5L(41)标准适用于石油天然气输送 用钢管,包括焊管和无缝管,其规格为外径Ф 10.3―2032.0mm,壁厚为1.7- 31.8mm,钢号为 A25,A ,B ,X42,X46,X52,X56,X60,X65,X70,X80与之标准相类似的有ISO3183-96系列 标准和97年11月发布,98年4月开始实施的GB/T9711-97系列标准。鉴于ISO、GB/T标准均源于 API 5L(41)标准。将GB8163-87与API 5L(41)作以对比: 1)GB8163-87中规定的检验项目,API 5L(41)亦有相应要求,其指标完成能够满足这些项目 的要求。GB8163-87中的10、20、09MnV和16Mn分别相当于API 5L(41)中的A、B级,X42级, X46级,X52级。 2)GB8163-87中的钢管的几何尺寸精度要求低于API 5L(41)。 3)GB8163-87和API 5L(41)对水压的要求程度有很大不同,前者明文规定可以用超声波或涡 流代替水压,而后者则不然。这一点极为关键,因为水压检验是钢管极为重要的检验项目之一 。并且,前者水压试验值的规定低于后者的要求,对于X42以下级别,ERW管标准水压试验值在 不大于Φ 114.3mm时与GB8163-87一致;大于Φ 114.3mm外径时,分别比无缝管要求高于15%和25% 。 对于打压时的要苛刻,它要求水压机必须配备某种自动或连锁的强制性装置,记录保压曲 线,保证稳压时间。 4)GB8163-87与API 5L(41)在无损检测方面的要求有很大的不同,前者检验项目中并没有明 确规定须经无损检测,只是在水压检验项目下提到过用无损检验代替水压的说法;而后者则要 求水压与无损检验项目同时进行。笔者认为,后者的规定更为科学和可靠,实践证明,无论ERW 还是SML钢管,水压通过未必就说明管子没有内在的严重缺陷,而这种缺陷往往对钢管使用的寿 命有很大的影响,成为客户关心的重点。另外,水压时的管端肓区也是缺陷的高发地带。因 此,API 5L(41)不仅同时要求水压和无损检验,而且要求在水压后对焊缝和管端肓区进行无 损检测,以防止由于水压受力而引起的裂纹或缺陷扩展及管端缺陷漏检。 5)压扁试验从标准规定看,GB8163-87比API 5L(41)苛刻,而实际上ERW钢管的焊缝和母材的 强韧匹配使得其在压合时往往不发生开裂,因此,ERW钢管的抗压扁性能并不比无缝管差。 经西安管材研究所和上海市技术监督局黑色金属检验站的质量检测,这里取两个规定BΦ 219× 8.18和X52级Φ 323.9×6.4,及所收集到的国产TS/52KΦ 219×6ERW管、国产20钢(相当于API B 级或X42级)Φ 159×6、墨西哥产ST45(相当于API X52级)Φ 219×6无缝管的测试数据对其化 学成份、拉伸性能、压扁性能、冲击韧性、外观质量进行分类比较。 五种钢管的成份全部满足API 5L(41)和GB8163-87之要求。ERW的成份设计是低C高Mn,而SML 则是高C低Mn,显然前者的可焊性比后者更好,这对现场施工中环焊缝的焊接更为有利,同时 ERW的钢质比SML有更高的纯净度。 1)拉伸性能均满足API 5L(41)和GB8163-87标准要求,且ERW和SML的抗拉量保证
管道零件英文缩写
1 管子及管件1.1P 管子 Pipe钢管的厚度在10mm以上的都称之为厚壁埋弧焊管埋弧焊的英文标识为SAW,直缝埋弧焊钢管的简称为LSAW,螺旋埋弧焊钢管为SSAWLSAW 钢管 Longitudinally Submerged Arc Welding Steel Pipe 直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。
SAW钢管全称 Submerged Arc Welding Steel Pipe 埋弧焊钢管螺旋缝埋弧焊钢管1.2 EL 弯头 Elbow1.2.1 ELL 长半径弯头 Long radius elbow1.2.2 ELS 短半径弯头 Short radius elbow1.2.3 MEL 斜接弯头(虾米腰弯头) Mitre elbow1.2.4 REL 异径弯头 Reducing elbow1.3 T 三通 Tee1.3.1 LT 斜三通 Lateral tee1.3.2 RT 异径三通 Reducing tee1.4 R 异径管接头(大小头) Reducer1.4.1 CR 同心异径管接头(同心大小头) Concentric reducer 1.4.2 ER 偏心异径管接头(偏心大小头) Eccentric reducer 1.5 CPL 管箍 Coupling1.5.1 FCPL 双头管箍 Full coupling1.5.2 HCPL 单头管箍 Half coupling1.5.3 RCPL 异径管箍 Reducing coupling1.6 BU 内外螺纹接头 Bushing1.7 UN 活接头 Union1.8 HC 软管接头 Hose coupler1.9 SE 翻边短节 Stub end1.10 NIP 短节 Pipe nipple or straight nipple1.10.1 SNIP 异径短节 Swaged nipple1.11 CP 管帽(封头) Cap1.12 PL 管堵(丝堵) Plug1.13 BLK 盲板 Blank1.13.1 SB 8字盲板 Spectacle blind (blank)1.14 RP 补强板 Reinforcing pad支管台(或称加强管接头OLET加强管接头(OLET)的选用:当支管直径50≤DN≤200,选用不到标准三通时,应采用加强管接头连接。
ERW钢管在油气储运领用的应用和探讨

ERW钢管在油气储运领域的应用和探讨上海埃力生钢管有限公司孙永喜本文提要:通过无缝钢管(SML)、螺旋焊管(SAW)、高频直缝焊管(ERW)这三种常用油气储运的管材进行技术和标准的对比,同时探讨ERW钢管在高温和低温状态下运行性能,提出ERW焊管是油气储运领域中的产品性能先进、质量领先、较为经济的钢管,应成为油气储运领域的首选管材,尤其是石油、石化、成品油及天然气城市管网领域中应广泛应用。
一、国内外ERW钢管的技术发展进程高频直缝焊管(ERW)是将热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的。
高频电阻焊方法50年代开始应用于焊管生产。
近十年来,其生产技术日趋完善,产品质量不断提高。
首先是ERW生产所用原料的质量有了明显的改观,钢材成份设计中的低C,低P、S,微合金化;冶炼过程中的转炉冶炼、钢包精炼、真空脱气、连铸等新技术的采用;轧制过程中控制轧制、控制冷却技术的使用使得大中口径ERW钢管用热轧钢带的外观尺寸、外观质量、理化性能大幅度提高。
代表我国热轧钢带最高水平的宝山钢铁公司所生产的管线用钢已达到美国石油协会API 5L标准的要求,处于国际领先水平。
其次是大中口径ERW钢管成型焊接热处理等工序生产过程中实现了计算机自动控制,高频焊接过程中热输入能量随着计算机的自动补偿系统得到了有效的控制,防止了焊接热输入能量偏低造成的冷焊、虚焊和热输入能量偏高而引起的过烧。
中频热处理温度的控制使得热处理过程能够按工艺要求达到最佳效果,有效的保证了焊缝和热影响区的质量。
此外,检测技术的进步,实现了在线或离线全焊缝超声波或涡流探险伤,水压试验也可以在计算机的监控下,按要求进行试压和稳压。
ISO9000系列标准和APIQ1规范的推广和实施,使得大中口径ERW钢管生产、检验、销售和服务处于一个全过程的质量保证之中。
近年来,各国都在积极研究用ERW钢管代替无缝管和螺旋焊管,在工业发达国家,直径在Ф610mm以下,ERW所占比例已达到70%左右。
ERW与SAW和SML的比较
1工艺质量
2)从产品实物测量结果看,ERW的外观几何尺寸和外表工艺质量大大优于SML钢管。
机械性能
周向成型 内应力小 尺寸好, 质量保证
管坯质量 优越
标准的比较
实物质量对比
2)从冲击性能可以明显发现,ERW钢管的韧性优于SML,特别是在低温条件下更甚。 3)压扁性能表明,三个ERW钢管压合时均未出现裂纹,而20钢无缝钢管出现微裂纹,另一未 裂,说明ERW钢管抗压扁性能较优。
外观尺寸 工艺质量
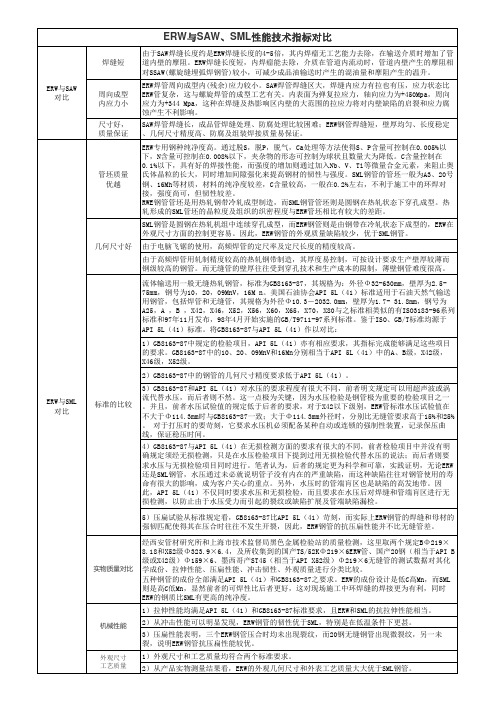
ERW与SAW、SML性能技术指标对比
焊缝短 ERW与SAW 对比 由于SAW焊缝长度约是ERW焊缝长度的4-5倍,其内焊瘤无工艺能力去除,在输送介质时增加了管 道内壁的摩阻。ERW焊缝长度短,内焊瘤能去除,介质在管道内流动时,管道内壁产生的摩阻相 对SSAW(螺旋缝埋弧焊钢管)较小,可减少成品油输送时产生的混油量和摩阻产生的温升。 ERW焊管周向成型内(残余)应力较小。SAW焊管焊缝区大,焊缝内应力有拉也有压,应力状态比 ERW管复杂,这与螺旋焊管的成型工艺有关。内表面为弹复拉应力,轴向应力为+450Mpa,周向 应力为+344 Mpa,这种在焊缝及热影响区内壁的大范围的拉应力将对内壁缺陷的启裂和应力腐 蚀产生不利影响。 SAW焊管焊缝长,成品管焊缝处理、防腐处理比较困难;ERW钢管焊缝短,壁厚均匀、长度稳定 、几何尺寸精度高、防腐及组装焊接质量易保证。 ERW专用钢种纯净度高。通过脱S,脱P,脱气,Ca处理等方法使得S、P含量可控制在0.005%以 下,N含量可控制在0.008%以下,夹杂物的形态可控制为球状且数量大为降低。C含量控制在 0.1%以下,具有好的焊接性能,而强度的增加则通过加入Nb、V、Ti等微量合金元素,来阻止奥 氏体晶粒的长大,同时增加间隙强化来提高钢材的韧性与强度。SML钢管的管坯一般为A3、20号 钢、16Mh等材质,材料的纯净度较差,C含量较高,一般在0.2%左右,不利于施工中的环焊对 接,强度尚可,但韧性较差。 RWE钢管管坯是用热轧钢带冷轧成型制造,而SML钢管管坯则是圆钢在热轧状态下穿孔成型。热 轧形成的SML管坯的晶粒度及组织的织密程度与ERW管坯相比有较大的差距。 SML钢管是圆钢在热轧机组中连续穿孔成型,而ERW钢管则是由钢带在冷轧状态下成型的,ERW在 外观尺寸方面的控制更容易。因此,ERW钢管的外观质量缺陷较少,优于SML钢管。 几何尺寸好 由于电脑飞锯的使用,高频焊管的定尺率及定尺长度的精度较高。 由于高频焊管用轧制精度较高的热轧钢带制造,其厚度易控制,可按设计要求生产壁厚较薄而 钢级较高的钢管。而无缝管的壁厚往往受到穿孔技术和生产成本的限制,薄壁钢管难度很高。 流体输送用一般无缝热轧钢管,标准为GB8163-87,其规格为:外径Ф 32-630mm,壁厚为2.575mm,钢号为10,20,09MnV,16M n。美国石油协会API 5L(41)标准适用于石油天然气输送 用钢管,包括焊管和无缝管,其规格为外径Ф 10.3―2032.0mm,壁厚为1.7- 31.8mm,钢号为 A25,A ,B ,X42,X46,X52,X56,X60,X65,X70,X80与之标准相类似的有ISO3183-96系列 标准和97年11月发布,98年4月开始实施的GB/T9711-97系列标准。鉴于ISO、GB/T标准均源于 API 5L(41)标准。将GB8163-87与API 5L(41)作以对比: 1)GB8163-87中规定的检验项目,API 5L(41)亦有相应要求,其指标完成能够满足这些项目 的要求。GB8163-87中的10、20、09MnV和16Mn分别相当于API 5L(41)中的A、B级,X42级, X46级,X52级。 2)GB8163-87中的钢管的几何尺寸精度要求低于API 5L(41)。 ERW与SML 对比 3)GB8163-87和API 5L(41)对水压的要求程度有很大不同,前者明文规定可以用超声波或涡 流代替水压,而后者则不然。这一点极为关键,因为水压检验是钢管极为重要的检验项目之一 。并且,前者水压试验值的规定低于后者的要求,对于X42以下级别,ERW管标准水压试验值在 不大于Φ 114.3mm时与GB8163-87一致;大于Φ 114.3mm外径时,分别比无缝管要求高于15%和25% 。 对于打压时的要苛刻,它要求水压机必须配备某种自动或连锁的强制性装置,记录保压曲 线,保证稳压时间。 4)GB8163-87与API 5L(41)在无损检测方面的要求有很大的不同,前者检验项目中并没有明 确规定须经无损检测,只是在水压检验项目下提到过用无损检验代替水压的说法;而后者则要 求水压与无损检验项目同时进行。笔者认为,后者的规定更为科学和可靠,实践证明,无论ERW 还是SML钢管,水压通过未必就说明管子没有内在的严重缺陷,而这种缺陷往往对钢管使用的寿 命有很大的影响,成为客户关心的重点。另外,水压时的管端肓区也是缺陷的高发地带。因 此,API 5L(41)不仅同时要求水压和无损检验,而且要求在水压后对焊缝和管端肓区进行无 损检测,以防止由于水压受力而引起的裂纹或缺陷扩展及管端缺陷漏检。 5)压扁试验从标准规定看,GB8163-87比API 5L(41)苛刻,而实际上ERW钢管的焊缝和母材的 强韧匹配使得其在压合时往往不发生开裂,因此,ERW钢管的抗压扁性能并不比无缝管差。 经西安管材研究所和上海市技术监督局黑色金属检验站的质量检测,这里取两个规定BΦ 219× 8.18和X52级Φ 323.9×6.4,及所收集到的国产TS/52KΦ 219×6ERW管、国产20钢(相当于API B 级或X42级)Φ 159×6、墨西哥产ST45(相当于API X52级)Φ 219×6无缝管的测试数据对其化 学成份、拉伸性能、压扁性能、冲击韧性、外观质量进行分类比较。 五种钢管的成份全部满足API 5L(41)和GB8163-87之要求。ERW的成份设计是低C高Mn,而SML 则是高C低Mn,显然前者的可焊性比后者更好,这对现场施工中环焊缝的焊接更为有利,同时 ERW的钢质比SML有更高的纯净度。 1)拉伸性能均满足API 5L(41)和GB8163-87标准要求,且ERW和SML的抗拉伸性能相当。
ERW直缝焊管,LSAW双面埋弧焊钢管,及螺旋焊钢管的用途

ERW直缝焊管,LSAW双面埋弧焊钢管,及螺旋焊钢管的用途1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。
是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。
钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
习惯上常用英寸表示,如11/2 等。
低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。
2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。
是用于输送水、煤气、空气、油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。
钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
习惯上常用英寸表示,如11/2 等。
3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。
4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。
通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。
钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。
钢管口径大,输送效率高,并可节约铺设管线的投资。
主要用于输送石油、天然气的管线。
6.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。
ERW管是

ERW管是“高频电阻焊接的钢管”,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。
ERW钢管的无缝化分为几何无缝化和物理无缝化。
几何无缝化就是清除ERW钢管的内外毛刺。
由于内毛刺清除系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的清除已有了较好的处理。
内毛刺可控制在-0.2mm~O.5mm左右。
物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均匀化、一致化。
ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。
其中过热区组织由于焊接温度在1000℃以上,奥氏体晶粒急剧长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。
这样,就形成了焊缝区域力学性能比母材低的情况,物理无缝化就是通过焊缝局部常规热处理工艺即采用中频感应加热装置将焊缝区域加热到AC3(927℃),然后进行60m长度、速度在20m/分的空冷过程,需要时再水冷。
这种方法的使用达到了消除应力、软化和细化组织、提高焊接热影响区综合机械性能之目的。
目前,世界上先进的ERW机组已普遍采用此方法对焊缝进行处理,已获得较好的效果。
优质的ERW钢管不仅无法辩出焊缝,而且焊缝系数达到1,实现了焊缝区域组织与母材的匹配。
ERW钢管具有因采用热轧卷板作为原料,壁厚均匀可控制在±0.2mm左右,。
ERW,SSAW,LSAW(UOE)区别
输送钢管按制管工艺不同,可分为无缝钢管(SML),主要作为油田内部集输管和小口径高压天然气输送管,用于油气长输管线的数量很少,绝大多数长输管线是采用直缝高频焊管(ERW)、螺旋埋弧焊管(SSAW)、直缝埋弧焊管(LSAW)三种。
下表为几种钢管的工艺特点和质量性能对比:直缝高频焊管(ERW)按焊接方式不同又分为感应焊和接触焊两种形式,采用热轧宽带钢卷为原料,经过预弯、连续成型、焊接、热处理、定径、校直、切断等工序,与螺旋焊管相比具有焊缝短,尺寸精度高、壁厚均匀,表面质量好,承受压力高等优点,但缺点是只能生产中小口径薄壁管,焊缝处易产生灰斑、未熔合、沟状腐蚀缺陷。
目前应用较广泛的领域是城市燃气、原油成品油输送等。
螺旋埋弧焊管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
一般油气长输管线设计规范规定螺旋埋弧焊管只能用于3类、4类地区。
国外将此工艺改进后将原料改为钢板,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国螺旋管厂改进的方向。
“西气东输”所用螺旋管仍然是按传统工艺生产,只是管端进行了扩径。
美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
直缝埋弧焊管(LSAW)是以单张中厚板为原料,将钢板在模具或成型机中压(卷)成管坯,采用双面埋弧焊接方式并扩径而成进行生产的。
其成品规格范围较宽,焊缝的韧性、塑性、均匀性和致密性较好,具有管径大、管壁厚、耐高压、耐低温抗腐蚀性强等优点。
ERW和EFW的区别
ERW即电阻焊Electric resistance welding的第一字母的缩写
ERW管与埋弧焊管的焊接方式有显著的不同,采用的是无填充金属的压力焊接方式,焊缝中没有填充其他成分,靠高频电流的集肤效应和临近效应,使板边瞬间加热到焊接温度,由挤压辊挤压形成锻造组织的焊缝。
高品质的钢管要求采用焊缝线上或离线热处理,使焊区组织细化,优质ERW焊管的焊缝可以达到与母材相同的韧性水准,这是埋弧焊接工艺无法达到的。
EFW即电熔焊Electric fusion welding 的第一字母的缩写
埋弧焊(SAW)-电熔焊(EFW)的一种,就是通过一个或几个自耗电极与工件之间对金属加热使金属之间结合中的一种工艺,电弧使金属和填充材料充分融化,不需要加压,填充金属部分勤工全部来自于电极。
熔化气体保护焊(GMAW)--电熔焊(EFW)的一种,这种工艺与埋弧焊类似,但它的保护是来自于惰性气体,效果会更好。
螺旋焊---这也是埋弧焊的一种,带有一条螺旋焊缝。
钢管选型与ERW钢管

油气输送用钢管类别
无缝钢管(SMLS) 螺旋焊缝焊接钢管(SAWH) 直焊缝焊接钢管(SAWL)
焊接钢管 高频电阻焊接钢管(ERW/HFW)
什么是直缝埋弧焊接钢管?
直缝埋弧焊钢管
✓UOE ✓JCOE
钢管成型方式
什么是ERW?
高频直缝电阻焊钢管(High-frequency Electrical Resistance Welded Steel Pipe, 简称 ERW )是热轧卷板经过成型机成型后,利 用高频电流的集肤效应和邻近效应,使管 坯边缘加热熔化,在挤压辊的作用下进行 压力焊接来实现生产。
0.40 0.30 0.41 0.38 0.42 0.40 0.43 0.42
0.20 0.16 0.21 0.17 0.22 0.18 0.23 0.19
标准 目标 标准 目标 标准 目标 标准 目标
要求钢板的碳当量尽可能低,C和S、P、N、H、O等有害元素 尽可能少,适当添加Mn、Si、Ti、Ni等有利于提高焊接性的元 素。下表给出天然气输送用LSAW管化学成分的某些标准值和管 厂期望值。原油和成品油可以相对放松一些。
N、H、0等有害元素,适当添加Mn、Si、Ti、Ni等有利于提高
焊接性的元素。表给出天然气输送用SSAW管化学成分的某些
标准值和管厂期望值。
SSAW管的化学成分
max. %
钢级 C
S
P
N Mn Si Ti CE(IIW) CE(Pcm) 备 注
பைடு நூலகம்
0.11 0.010 0.020 0.012 1.50 0.35 0.025 X60
屈强比 max
钢管焊缝
抗拉强度 Min. MPa
0.95
ERW与SAW和SML的比较
周向ቤተ መጻሕፍቲ ባይዱ型 内应力小 尺寸好, 质量保证
管坯质量 优越
标准的比较
实物质量对比
2)从冲击性能可以明显发现,ERW钢管的韧性优于SML,特别是在低温条件下更甚。 3)压扁性能表明,三个ERW钢管压合时均未出现裂纹,而20钢无缝钢管出现微裂纹,另一未 裂,说明ERW钢管抗压扁性能较优。
外观尺寸 工艺质量
ERW与SAW、SML性能技术指标对比
焊缝短 ERW与SAW 对比 由于SAW焊缝长度约是ERW焊缝长度的4-5倍,其内焊瘤无工艺能力去除,在输送介质时增加了管 道内壁的摩阻。ERW焊缝长度短,内焊瘤能去除,介质在管道内流动时,管道内壁产生的摩阻相 对SSAW(螺旋缝埋弧焊钢管)较小,可减少成品油输送时产生的混油量和摩阻产生的温升。 ERW焊管周向成型内(残余)应力较小。SAW焊管焊缝区大,焊缝内应力有拉也有压,应力状态比 ERW管复杂,这与螺旋焊管的成型工艺有关。内表面为弹复拉应力,轴向应力为+450Mpa,周向 应力为+344 Mpa,这种在焊缝及热影响区内壁的大范围的拉应力将对内壁缺陷的启裂和应力腐 蚀产生不利影响。 SAW焊管焊缝长,成品管焊缝处理、防腐处理比较困难;ERW钢管焊缝短,壁厚均匀、长度稳定 、几何尺寸精度高、防腐及组装焊接质量易保证。 ERW专用钢种纯净度高。通过脱S,脱P,脱气,Ca处理等方法使得S、P含量可控制在0.005%以 下,N含量可控制在0.008%以下,夹杂物的形态可控制为球状且数量大为降低。C含量控制在 0.1%以下,具有好的焊接性能,而强度的增加则通过加入Nb、V、Ti等微量合金元素,来阻止奥 氏体晶粒的长大,同时增加间隙强化来提高钢材的韧性与强度。SML钢管的管坯一般为A3、20号 钢、16Mh等材质,材料的纯净度较差,C含量较高,一般在0.2%左右,不利于施工中的环焊对 接,强度尚可,但韧性较差。 RWE钢管管坯是用热轧钢带冷轧成型制造,而SML钢管管坯则是圆钢在热轧状态下穿孔成型。热 轧形成的SML管坯的晶粒度及组织的织密程度与ERW管坯相比有较大的差距。 SML钢管是圆钢在热轧机组中连续穿孔成型,而ERW钢管则是由钢带在冷轧状态下成型的,ERW在 外观尺寸方面的控制更容易。因此,ERW钢管的外观质量缺陷较少,优于SML钢管。 几何尺寸好 由于电脑飞锯的使用,高频焊管的定尺率及定尺长度的精度较高。 由于高频焊管用轧制精度较高的热轧钢带制造,其厚度易控制,可按设计要求生产壁厚较薄而 钢级较高的钢管。而无缝管的壁厚往往受到穿孔技术和生产成本的限制,薄壁钢管难度很高。 流体输送用一般无缝热轧钢管,标准为GB8163-87,其规格为:外径Ф 32-630mm,壁厚为2.575mm,钢号为10,20,09MnV,16M n。美国石油协会API 5L(41)标准适用于石油天然气输送 用钢管,包括焊管和无缝管,其规格为外径Ф 10.3―2032.0mm,壁厚为1.7- 31.8mm,钢号为 A25,A ,B ,X42,X46,X52,X56,X60,X65,X70,X80与之标准相类似的有ISO3183-96系列 标准和97年11月发布,98年4月开始实施的GB/T9711-97系列标准。鉴于ISO、GB/T标准均源于 API 5L(41)标准。将GB8163-87与API 5L(41)作以对比: 1)GB8163-87中规定的检验项目,API 5L(41)亦有相应要求,其指标完成能够满足这些项目 的要求。GB8163-87中的10、20、09MnV和16Mn分别相当于API 5L(41)中的A、B级,X42级, X46级,X52级。 2)GB8163-87中的钢管的几何尺寸精度要求低于API 5L(41)。 ERW与SML 对比 3)GB8163-87和API 5L(41)对水压的要求程度有很大不同,前者明文规定可以用超声波或涡 流代替水压,而后者则不然。这一点极为关键,因为水压检验是钢管极为重要的检验项目之一 。并且,前者水压试验值的规定低于后者的要求,对于X42以下级别,ERW管标准水压试验值在 不大于Φ 114.3mm时与GB8163-87一致;大于Φ 114.3mm外径时,分别比无缝管要求高于15%和25% 。 对于打压时的要苛刻,它要求水压机必须配备某种自动或连锁的强制性装置,记录保压曲 线,保证稳压时间。 4)GB8163-87与API 5L(41)在无损检测方面的要求有很大的不同,前者检验项目中并没有明 确规定须经无损检测,只是在水压检验项目下提到过用无损检验代替水压的说法;而后者则要 求水压与无损检验项目同时进行。笔者认为,后者的规定更为科学和可靠,实践证明,无论ERW 还是SML钢管,水压通过未必就说明管子没有内在的严重缺陷,而这种缺陷往往对钢管使用的寿 命有很大的影响,成为客户关心的重点。另外,水压时的管端肓区也是缺陷的高发地带。因 此,API 5L(41)不仅同时要求水压和无损检验,而且要求在水压后对焊缝和管端肓区进行无 损检测,以防止由于水压受力而引起的裂纹或缺陷扩展及管端缺陷漏检。 5)压扁试验从标准规定看,GB8163-87比API 5L(41)苛刻,而实际上ERW钢管的焊缝和母材的 强韧匹配使得其在压合时往往不发生开裂,因此,ERW钢管的抗压扁性能并不比无缝管差。 经西安管材研究所和上海市技术监督局黑色金属检验站的质量检测,这里取两个规定BΦ 219× 8.18和X52级Φ 323.9×6.4,及所收集到的国产TS/52KΦ 219×6ERW管、国产20钢(相当于API B 级或X42级)Φ 159×6、墨西哥产ST45(相当于API X52级)Φ 219×6无缝管的测试数据对其化 学成份、拉伸性能、压扁性能、冲击韧性、外观质量进行分类比较。 五种钢管的成份全部满足API 5L(41)和GB8163-87之要求。ERW的成份设计是低C高Mn,而SML 则是高C低Mn,显然前者的可焊性比后者更好,这对现场施工中环焊缝的焊接更为有利,同时 ERW的钢质比SML有更高的纯净度。 1)拉伸性能均满足API 5L(41)和GB8163-87标准要求,且ERW和SML的抗拉伸性能相当。
ERW钢管和LSAW的比较

“ERW钢管”就是高频直缝电阻焊管,英文Electric Resistance Welding,缩写简称为ERW,用于输送石油、天然气等汽液物体,可以满足高、低压各种要求,目前在世界上的输送用管领域占举足轻重的地位。
1、焊管指的是普通的“埋弧焊接的钢管”,电气工程中用“SC”表示,可以作水煤气用管也可以作穿线管,比较厚。
2、管线管也就是电线管,比较薄,用“T”表示,只能做穿线管用。
3、ERW管是“高频电阻焊接的钢管”,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。
“LSAW钢管” 就是直缝埋弧焊钢管的主要工艺技术特点:
1 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。
加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;
2采用先预焊后内外焊(精焊)的工艺,可在最佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3 进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;
4 对钢管进行9项100%的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量;
5整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产。
“高频直缝焊管”直缝钢管是焊缝与钢管纵向平行的钢管。
通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。
钢管、ERW参数
冷加工油套管
生产工艺特点:
生产工艺特点:
可以破坏钢锭的铸造组织,细化钢材晶粒,并消除显微组织缺陷,从而使钢材组织密实,力学性能得到改善。
这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体。
浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
生产工艺特点:
ERW焊管特殊的成型工艺可以生产高精度超薄壁钢管;通过正火热处理可改善焊接区的组织,使焊接区的组织、成分和硬度与母材接近,确保焊缝横向冲击功与母材冲击功基本保持一致;且残余应力低,壁厚均匀、椭圆度控制较好,光管的几何尺寸公差小;油田可依据本厂产品的几何尺寸公差,改进管柱设计,降低钢级,减少用管重量,降低采油成本等。
钢管外径尺寸表

钢管外径尺寸表第一篇:钢管外径尺寸表介绍钢管是广泛应用于建筑、制造、交通等方面的一种重要材料。
不同的钢管尺寸有着不同的用途和应用范围。
下面针对钢管外径尺寸进行介绍。
一、无缝钢管的外径尺寸无缝钢管是指内外壁光滑、没有焊缝的钢质管材。
其外径尺寸常用的有以下几种:1、小口径无缝钢管外径尺寸:常用的外径尺寸为6mm至89mm。
2、中口径无缝钢管外径尺寸:常用的外径尺寸为89mm 至426mm。
3、大口径无缝钢管外径尺寸:常用的外径尺寸为426mm 至1420mm。
二、焊接钢管的外径尺寸焊接钢管是指通过将两端加热、压制在一起形成直筒状的钢管。
其外径尺寸常用的有以下几种:1、直缝电阻焊管(ERW)外径尺寸:常用的外径尺寸为6mm至609.6mm。
2、高频焊管(HFW)外径尺寸:常用的外径尺寸为21.3mm至508mm。
3、螺旋埋弧焊管(SAW)外径尺寸:常用的外径尺寸为219mm至3020mm。
以上就是无缝钢管和焊接钢管的外径尺寸介绍。
第二篇:钢管外径尺寸表一览钢管的外径尺寸有多种不同的规格,下面是常用的钢管外径尺寸表一览:小口径无缝钢管外径尺寸公称尺寸外径尺寸(mm)1/8”10.21/4”13.73/8”17.11/2”21.33/4”26.71”33.41-1/4”42.21-1/2”48.32”60.32-1/2”76.13”88.94”114.35”141.36”168.38”219.1中口径无缝钢管外径尺寸公称尺寸外径尺寸(mm)2”60.32-1/2”733”88.94”114.35”141.38”219.110”27312”323.814”355.616”406.418”45720”50824”610大口径无缝钢管外径尺寸公称尺寸外径尺寸(mm)26”66028”71130”76232”81334”86436”91438”96540”101642”106744”111846”116848”121950”127052”132154”137256”142260”1524第三篇:焊接钢管外径尺寸表下面是常用的焊接钢管外径尺寸表:直缝电阻焊管(ERW)外径尺寸公称尺寸外径尺寸(mm)1/2”21.33/4”26.71”33.41-1/4”42.21-1/2”48.32”60.32-1/2”733”88.94”114.35”141.36”168.38”219.110”27312”323.814”355.616”406.418”457高频焊管(HFW)外径尺寸公称尺寸外径尺寸(mm)1/2”21.33/4”26.71-1/4”42.21-1/2”48.32”60.32-1/2”733”88.94”114.35”141.36”168.38”219.110”27312”323.814”355.616”406.418”457螺旋埋弧焊管(SAW)外径尺寸公称尺寸外径尺寸(mm)8”219.110”27312”323.814”355.616”406.418”45720”50822”55924”61026”66028”71130”76232”81334”86436”91438”96540”101642”106744”111846”116848”121950”1270以上就是焊接钢管的外径尺寸表一览。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAW钢管全称Submerged Arc Welding Steel Pipe 埋弧焊钢管它是一种使用埋弧焊接工艺制造的钢管,该工艺产生的电流密度非常高,焊剂层防止了热量的快速散失,并将其集中在焊接区域内。
埋弧焊的焊缝质量高、生产效率高、无弧光及烟尘很少的特点,埋弧焊钢管广泛应用于压力容器、管件制造、梁柱、低压流体、钢结构工程。
SAW 钢管主要产品有LSAW 钢管Longitudinally Subm erged Arc Welding Steel Pipe 直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。
1.ERW钢管
ERW钢管是电阻焊接钢管的一种统称,高频电阻焊(Electri c Resistance Welding,简称为ERW)ERW分别是对应英文单词的第一个字母。
电阻焊接钢管分为交流焊钢管和直流焊钢管两
种形式。
交流焊按照频率的不同又分为低频焊、中频焊、超中频焊和高频焊。
高频焊主要用于薄壁钢管或普通壁厚钢管的生产,高频焊又分为接触焊和感应焊。
直流焊一般用于小口径的钢管。
所以,综合来讲,高频焊管包含在ERW焊管中,是以高频焊接工艺生产的一种ERW焊管。
ERW直缝焊管是油气储运领域中的产品性能先进、质量领先、较为经济的钢管。
2.SAW钢管
SAW 钢管 SAW钢管全称 Submerged Arc Wel
ding Steel Pipe 埋弧焊钢管它是一种使用埋弧
焊接工艺制造的钢管,该工艺产生的电流密度非
常高,
焊剂层防止了热量的快速散失,并将其集中
在焊接区域内。
埋弧焊的焊缝质量高、生产效率
高、无弧光及烟尘很少的特点,
埋弧焊钢管广泛应用于压力容器、管件制造、
梁柱、低压流体、钢结构工程。
SAW 钢管主要产品有LSAW 钢管 Longitudinally Subm erged Arc Welding Steel Pipe 直缝双面埋弧焊钢管,它是利用埋弧焊技术生产的直缝钢管。