SMS.堆焊填充金属DIN8555
UTP_DUR_600

UTP DUR 600标准 : DIN 8555 : E6-UM-60抗打击耐磨碱性焊条应用领域UTP DUR 600适合于所有钢、铸钢、锰钢的铠装堆焊,这些钢材在耐磨、耐压和抗打击方面有着特殊的特性。
这焊条的最好的应用是堆焊在挖土机器如:挖土机斗、挖土机齿及其石头预处理机器的易磨损的部分如:破碎机板牙、破碎机柱、破碎锤及粉碎锤、切边菱角和冷加工工具的加工边。
要进一步加工熔敷金属的唯一可能是打磨。
熔敷金属的硬度:(纯熔敷金属) 56-58 HRC在工业炉中780-820°C 软化退火,炉冷: 大约 25 HRC淬火1000-1050°C ,油冷: 大约 60 HRC在锰钢堆焊的第一层: 大约 22 HRC在锰钢堆焊的第二层: 大约 40 HRC熔敷金属的成分分析:C Si Mn Cr0.5 2.3 0.4 9焊接指引:焊条微度倾斜,短弧。
焊接母材块头较大时或对于负载钢需要200-300°C 预热。
在锰钢上焊接采用冷焊(不超过250°C )并根据需要实行间断冷却。
对于组成部件的铠装堆焊,为了防裂需要我们推荐使用UTP630进行缓冲层堆焊。
对于裂缝的修焊我们同样推荐使用UTP630进行缓冲层堆焊。
当多于3-4层的建构性堆焊,我们推荐使用UTP DUR250或UTP DUR300。
焊接间隙温度不超过150°C。
假如焊条潮湿,在焊接前2小时在300°C 回烘烘干。
焊接方位及方向 :电流类型直流 正 或 交流电流设置: 焊芯直径毫米 直径X 长度 2.5x300* 3.2x450 4.0x450 5.0x450 电流大小安培 80-100 100-140 140-180 180-210*:根据定单供货认证: 德国铁道(认证号:20.138.07)奥地利铁道 (其他的供货方式还有:焊丝,药芯焊丝,埋弧焊丝及对应的焊剂。
)在这数据图表上的内容是根据仔细的测试和大量的研究而来。
焊接材料din8555标准

焊接材料D I N8555标准(共3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--Example Fidur 23/250E 23 UM25CKNPTZ123451Short symbol for manual arcwelding2Short symbolAlloy group and application1Unalloyed up to % C or low-alloyed up to % C and up to max. 5 % alloy constituents Cr, Mn, Mo, Ni in total; soft surfacing, e. g. fill-up welding, buffering layers2Unalloyed with more than % C or low-alloyed with more than %C and up to max. 5% alloy consitutents Cr, Mn, Mo, Ni in total; running wheels3Alloyed, with the properties of hot working steel, hot working tools4Alloyed, with the properties of high-speed steel, cutting tools, mandrels, shear blades, cutters, drill bits5Alloyed with more than 5% Cr and low C-content (up to approx. %C) for scale-resistant (also against sulphurous gases) and from 12% Cr-content corrosion-resistant surfacings, e. g. valve parts, plungers, furnace parts 6Alloyed with more than 5% Cr and higher C-content (approx. - % C) cutting tools, shear blades, rollers for cold rolling mills7Mn austenite with 11 to 18% Mn and more than % C and up to 3% Ni surfacings on large surfaces, e. g. wear plates, jaw plates, digging teeth, bolts8Cr-Ni-Mn-austenite crusher parts for medium stress, switch tongue, rails, water turbine parts9Cr-Ni-steel (corrosion and heat resistant) corrosion and heat resistant surfacings10High C-content and high Cr-alloyed with and without additional carbide former, repairs on mining and steel plant equipment, surfacing on machine parts in the construction industry and agriculture, overburdenexcavators, sinter crushers220Co-based, Cr-W-alloyed, with or without Ni and Mo fittings of all tpyes, valve seats of exhaust valves in combustion engines, valve seats of steam engines, pump shafts and similar parts which are exposed to heavycorrosion and erosion21Carbide-based (sintered, cast or folled) tools and machine parts for working in stony earth, drills and similar tools, press schrews in the ceramic industry22Ni-based, Cr-alloyed, Cr-B-alloyed valves, screws,shafts, . for concrete pumps23Ni-based, Mo-alloyed with or without Cr hot working tools, contact surfaces of valves in chemical apparatuses, claddings at working edges of cuttings from Ni-Cr-Mo-alloys which are used for work at high temperatures 30Cu-based, Sn-alloyed bearing shell, slides, shafts, valves, housings, snail and helical gear wheels, guide and running wheels, fittings31Cu-based, Al-alloyed machine parts and fittings in the chemical industry, food, paper and electrical industry32Cu-based, Ni-alloyed distillators, sea water pipes, condensers, coolers, chemical apparatuses, heat exchangers3SymbolTypeGW rolledGO castGZ drawnGS sinteredGF filledUM coated4Classification of hardnessHardness class Hardness degree4037 – 42 HRC 45>42 – 47 HRC 50>47 – 52 HRC 55>52 – 57 HRC 60>57 – 62 HRC 65>62 – 67 HRC 70>67 HRC 150125 – 175 HB 200>175 – 225 HB 250>225 – 275 HB300>275 – 325 HB350>325 –375 HB400>375 – 450 HBProperties of weld metal5SymbolC corrosion-resistantG abrasion-resistantK work-hardenable*1N non-magnetizableP impact-resistantR stainlessS edge-holding (high-speed steel)T creep-resistant (high-speed steel)Z heat-resistant (temp. > 600 C)*1The wear properties of the weld metal depend on a work-hardening after-treatment. It can be achieved by subsequent hammering or pressing, but also without such after-treatment if the weld metal is exposed to compressive stress, rolling or impact stress during operation。
堆焊用填充金属 DIN8555
堆焊用填充金属DIN 8555填充焊丝, 焊条, 电极丝, 涂药焊条名称技术交货条件1.应用范围该标准适用于非合金或低合金钢制成的填充金属, 以及堆焊用的硬质合金, 硬金属和有色金属合金制成的填充金属, 主要在钢铁材料上堆焊.它不适用于粉末或条形的填充金属.2.填充金属分类和名称填充金属按照它们规定在DIN 8571的表示形式和它们的性能(根据其化学成分).焊条和焊丝按照它们的化学成分分类, 涂药焊条, 芯棒和焊芯按照全焊缝金属(表1)的化学成分分类.2.1富铁填充金属合金组1这种类型的填充金属用于非合金或低合金钢的堆焊, 以及对于熔掉的焊缝金属硬度没有特殊要求时. 在这种情况下, 焊缝金属没有特别的抗磨性. 焊缝金属通常可以在焊后状态或回火状态进行加工. 加工后可硬化.应用示例: 软堆焊焊缝, 填充焊缝和过渡层.合金组2因为该合金组的焊缝金属中有较硬的基质和较高含量的碳化物, 所以它较第一组有更高的抗磨性. 不是总能加工焊缝金属.应用示例: 走行轮.合金组3该组的填充金属通常用于高温时要求焊缝金属有较大硬度的应用. 焊缝金属一般为钨, 铬合金, 很多情况下是Mo, Ni 和V的合金. 它可能还包含Co. 通常焊缝金属结构由马氏体组成, 带奥氏体和碳化物的残留物.焊缝金属可以软退火, 以便允许加工. 接下来可通过硬化恢复到开始的硬度. 对于给定的适当成分, 可以保持足够的热硬性直至500℃. 建议焊接前预热然后缓慢冷却, 防止出现裂纹.应用示例: 热加工工具.合金组4该组的填充金属与高速钢的分析类似, 即焊缝金属是W, Cr和V的合金, 且很多情况下带Co.仅当焊缝金属软退火后才能加工, 否则只能打磨. 无须硬化; 但可在先前的固溶退火后进行硬化. 通常焊缝金属可以回火一次或两次. 这样可提高硬度, 增加稳定性. 应按照制造商的说明进行预热和焊后加热.应用示例: 切割刀具, 芯轴, 剪切机剪刃, 刀刃, 钻切削刃, 钻尖.合金组5该合金组包含低碳含量Cr钢式填充金属. Cr含量在5-30%之间变化, C含量≤0.2%. 焊缝金属的硬度会随着马氏体含量增加. 该焊缝金属可以堆焊在类似成分的钢材上, 也可以堆焊在较低强度的结构钢上. 根据C 和Cr的含量,它不总是能被加工的。
SMS.堆焊填充金属DIN8555

1 应用范围2 填充金属的分类和说明2.1 高铁填充金属2.2 低铁填充金属2.3 非铁填充金属3 名称3.1 填充金属的字母代码3.2 焊缝金属的字母代码3.3 合金分类数字码3.4 生产方法的字母代码3.5 硬度分级数字代码3.63.7 名称举例4 发货的技术条件4.1 尺寸4.2 名称,用于定货的名称4.3 化学成分4.4 硬度等级的确定4.5 质量4.6 表面条件4.7 发货时填充金属的形式4.8 标记4.9 验收1 应用范围本标准适用于非合金或低合金钢或硬合金和非铁合金制成填充金属进行堆焊,主要用于铁类材料。
本标准不适用于粉状或带状形式的填充金属。
2 填充金属的分类和说明填充金属根据DIN 8571的规定和填充金属的特性,即化学成分进行分类。
填充棒和焊丝的分类根据他们的化学成分分类,涂药焊条、管状焊棒和管状焊丝根据全焊金属的化学成分分类(表1)。
2.1高铁填充金属合金分类1该类填充金属用于非合金或低合金钢的堆焊并且对熔耗的焊缝金属硬度无特殊要求。
这种情况下,焊缝金属无特殊电阻磨损。
通常,焊缝金属可在焊态或回火状态下进行机加工。
机加工后进行硬化处理。
应用实例:软堆焊、填充焊接和缓冲焊接。
合金分类2本合金组比组1的具有更强的抗磨损性,因为更硬的基体结构和焊缝金属中更高的炭化物。
通常不可能对焊缝金属进行机加工。
应用实例:驱动轮合金分类3本组的填充金属通常用于高温下更高硬度的焊缝金属。
焊缝金属经常与W、Cr构成合金,多数情况下还有Mo、Ni和V,也含有Co。
通常焊接结构包括马氏体及奥氏体和炭化物残余。
焊缝金属能够软退火以允许机加工。
原有的硬度可通过以后的硬化还原。
为了得到合适的成分,需要在约500℃温度下进行适当的热硬度处理。
建议在焊接前预热,然后缓冷以防止裂缝。
应用实例:热加工工具合金分类4该组填充金属制成的焊缝金属与高速钢具有相似的成分,如焊缝金属与W、Mo、Cr和V构成合金,在很多情况下还有Co。
焊接材料 DIN 8555 标准

Example Fidur 23/250E 23 UM25CKNPTZ123451 Short symbol for manual arcwelding2ShortsymbolAlloy group and application1 Unalloyed up to 0.4% C or low-alloyed up to 0.4% C and up to max. 5 % alloy constituents Cr, Mn, Mo,Ni in total; soft surfacing, e. g. fill-up welding, buffering layers2 Unalloyed with more than 0.4% C or low-alloyed with more than 0.4%C and up to max. 5% alloyconsitutents Cr, Mn, Mo, Ni in total; running wheels3 Alloyed, with the properties of hot working steel, hot working tools4 Alloyed, with the properties of high-speed steel, cutting tools, mandrels, shear blades, cutters, drill bits5 Alloyed with more than 5% Cr and low C-content (up to approx. 0.2%C) for scale-resistant (also againstsulphurous gases) and from 12% Cr-content corrosion-resistant surfacings, e. g. valve parts, plungers,furnace parts6 Alloyed with more than 5% Cr and higher C-content (approx. 0.2 - 2.0% C) cutting tools, shear blades,rollers for cold rolling mills7 Mn austenite with 11 to 18% Mn and more than 0.5% C and up to 3% Ni surfacings on large surfaces,e. g. wear plates, jaw plates, digging teeth, bolts8 Cr-Ni-Mn-austenite crusher parts for medium stress, switch tongue, rails, water turbine parts9 Cr-Ni-steel (corrosion and heat resistant) corrosion and heat resistant surfacings10 High C-content and high Cr-alloyed with and without additional carbide former, repairs on mining andsteel plant equipment, surfacing on machine parts in the construction industry and agriculture,overburden excavators, sinter crushers220 Co-based, Cr-W-alloyed, with or without Ni and Mo fittings of all tpyes, valve seats of exhaust valves in combustion engines, valve seats of steam engines, pump shafts and similar parts which are exposed toheavy corrosion and erosion21 Carbide-based (sintered, cast or folled) tools and machine parts for working in stony earth, drills andsimilar tools, press schrews in the ceramic industry22 Ni-based, Cr-alloyed, Cr-B-alloyed valves, screws,shafts, e.g. for concrete pumps23 Ni-based, Mo-alloyed with or without Cr hot working tools, contact surfaces of valves in chemicalapparatuses, claddings at working edges of cuttings from Ni-Cr-Mo-alloys which are used for work athigh temperatures30 Cu-based, Sn-alloyed bearing shell, slides, shafts, valves, housings, snail and helical gear wheels,guide and running wheels, fittings31 Cu-based, Al-alloyed machine parts and fittings in the chemical industry, food, paper and electricalindustry32 Cu-based, Ni-alloyed distillators, sea water pipes, condensers, coolers, chemical apparatuses, heatexchangers3Symbol Typ eGW rolledGO castGZ drawnGS sinteredGF filledUM coated4Classification of hardnessHardness class Hardness degree40 37 – 42 HRC45 >42 – 47 HRC50 >47 – 52 HRC55 >52 – 57 HRC60 >57 – 62 HRC65 >62 – 67 HRC70 >67 HRC150 125 – 175 HB200 >175 – 225HB250 >225 – 275HB300 >275 – 325HB350 >325 –375 HB400 >375 – 450HB5SymbolProperties of weld metalC corrosion-resistantG abrasion-resistantK work-hardenable*1N non-magnetizableP impact-resistantR stainlessS edge-holding (high-speed steel)T creep-resistant (high-speed steel)Z heat-resistant (temp. > 600 C)*1The wear properties of the weld metal depend on a work-hardening after-treatment. It can be achieved by subsequent hammering or pressing, but also without such after-treatment if the weld metal is exposed to compressive stress, rolling or impact stress during operation。
承压设备焊接材料技术条件
承压设备用焊接材料技术条件与ASME II C篇全国锅炉压力容器标准化技术委员会戈兆文合肥通用机械研究院二○○九年十月 天津1目 录1 承压设备特点 (1)2 承压设备用焊接材料标准 (4)3 承压设备的焊接及对焊材要求 (4)4 焊材国家标准不能符合承压设备技术条件 (1)5 焊接材料采购导则 (2)6 制订JB/T 4747—××××《承压设备用焊接材料交货技术条件》的思考 (4)7 JB/T 4747—××××《承压设备用焊接材料交货技术条件》介绍 (2)8 钢质承压设备用焊接材料技术指标的现实性 (4)1承压设备用焊接材料技术条件与ASME II C 篇中华人民共和国国务院于2003年3月11日公布了国务院令第373号《特种设备安全监察条例》,2009年1月24日又以国务院令第549号公布了《国务院关于修改〈特种设备安全监察条例〉的决定》。
特种设备包含锅炉、压力容器(含气瓶,下同)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
锅炉、压力容器和压力管道合称承压设备。
1 承压设备特点1.1 承压设备概况承压设备是量大面广、涉及生命安全、危险性较高的特种设备。
截至2008年底,全国在用特种设备统计见表1,全国特种设备制造、安装企业许可证数量统计见表2。
表1 全国特种设备在用数量 类 别 分 类 数 量电站锅炉 0.93万台工业锅炉 35.02万台锅 炉 生活锅炉 21.86万台反应容器 17.15万台换热容器 64.84万台 分离容器 48.74万台固定式储存容器 58.59万台罐 车 25008辆压力容器 移动式 氧 舱 3797台无缝气瓶 1009.38万只焊接气瓶 44.25万只液化石油气钢瓶 11688.57万只溶解乙炔气瓶 374.85万只气 瓶 特种气瓶 111.38万只长输管道 6.69万km公用管道 7.18万km工业管道 19.45万km压力管道 集输管道 30万km电 梯115.31万台 起重机械118.28万台 客运索道793条 大型游乐设施1.47万台(套) 场内机动车辆 32.56万辆2表2 全国特种设备制造、安装许可证企业统计种类分类数量制造证企业 1555个锅炉安装、改造维修证企业 3888个制造证企业 3855个压力容器和气瓶安装、改造维修证企业 525个元件制造证企业 3906个压力管道安装、改造维修证企业 3398个制造证企业 503个电梯安装、改造维修证企业 4880个制造证企业 2958个起重机械安装、改造维修证企业 3217个制造证企业 21个客运索道安装、改造维修证企业 19个制造证企业 218个游乐设施安装、改造维修证企业 95个制造证企业 265个场内机动车辆安装、改造维修证企业 15个1.2 承压设备行业特点1.2.1 涉及生命安全、危险性较高(1)1978年吉林球罐爆炸事故,起裂点是从0.7mm深的咬边开始。
堆焊标准

行业标准征求意见表意见和理由栏,幅面不够可另附纸。
日前,工业和信息化产业部发布了《建材工业用耐磨件堆焊通用技术条件》标准草案,就建材工业用耐磨件堆焊通用技术条件现征求意见,征求意见时间为2010年8月30至9月30。
《建材工业用耐磨件堆焊通用技术条件》标准草案内容如下:言前本标准按照GB/T1.1-2009规则起草。
请注意本标准的某些内容有可能涉及专利。
本标准的发布机构不应承担识别这些专利的责任。
本标准由中国建筑材料联合会提出。
本标准由国家建筑材料工业机械标准化技术委员会归口。
本标准负责起草单位:北京嘉克新兴科技有限公司。
本标准参加起草单位:清华大学机械工程学院、合肥中亚建材装备有限责任公司、中信重工机械股份有限公司焊研所、郑州机械研究所、成都利君实业股份有限公司、中国农业机械化科学研究院工艺材料所。
本标准主要起草人:刘振英、李双寿、邓小林、白金生、魏建军、徐智平、关成君。
本标准于20XX年XX月首次发布。
建材工业用耐磨件堆焊通用技术条件1、范围本文件规定了建材工业用耐磨件堆焊的技术要求、质量检验和要求、堆焊失效分析、技术文件及包装、贮存和运输。
本文件适用于建材工业用立磨磨辊套或磨辊衬板新品、磨盘衬板新品、辊压机挤压辊堆焊制造及其磨损后的堆焊再制造和耐磨板的堆焊制造。
其它耐磨件的堆焊可参照本标准文件执行。
2、规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 232-1999金属材料弯曲试验方法GB/T 228-2002金属材料室温拉伸试验方法GB709-88 《热轧钢板和钢带》GB/T 984-2001堆焊焊条GB/T 1817-1995硬质合金常温冲击韧性试验方法GB/T 2650-2008焊接接头冲击试验方法GB/T 2651-2008焊接接头拉伸试验方法GB/T 2652-2008焊缝及熔敷金属拉伸试验方法GB/T 2654-1989焊接接头及堆焊金属硬度试验方法GB/T 3375焊接术语GB/T 9441-2009球墨铸铁金相检验GB/T 9443-2007铸钢件渗透检测(DIN EN 10228-2-1998钢锻件的无损检验第2部分:渗透试验)GB/T 9444-2007铸钢件磁粉检测(DIN EN 10228-1-1999钢锻件的无损检验第1部分:磁粉探伤)GB/T 12444-2006金属材料磨损试验方法试环-试块滑动磨损试验GB/T 12467.3-2009 金属材料熔焊质量要求第3部分:一般质量要求GB/T 17493低合金钢药芯焊丝(DIN8555-MF10-GF-60-G药芯焊丝)GB/T 17854埋弧焊用不锈钢焊丝和焊剂(DIN EN 760-1996焊料.埋弧焊用焊剂)GB 50236-98现场设备、工业管道焊接工程施工及验收规范JC/T 844-2007水泥工业用立式辊磨机JB/T 3223焊接材料质量管理规程JB/T 5000.3重型机械通用技术条件焊接件JB/T 9218-2007无损检测渗透检测SB/T 10152-1993磨辊YB/T 036.12-1992 冶金设备制造通用技术条件耐磨合金堆焊ISO 11970-2001钢铸件制造焊接工艺的规范和验收DIN EN 12513-2001 铸造,耐磨铸铁DIN1690-UV3DIN1690-MS2DL/T 679焊工技术考核规程(DIN EN ISO 9606-2-2005焊工的认可试验)DL/T 681-1999磨煤机耐磨件技术条件DL/T 753汽轮机铸钢件补焊技术导则DL/T 868-2004焊接工艺评定规程DL/T 869-2004火力发电站焊接技术规程3、术语和定义GB/T3375界定的以及下列术语和定义适用于本标准。
欧盟 EN DIN 8555 硬面焊材规范说明 (繁体字中文版)
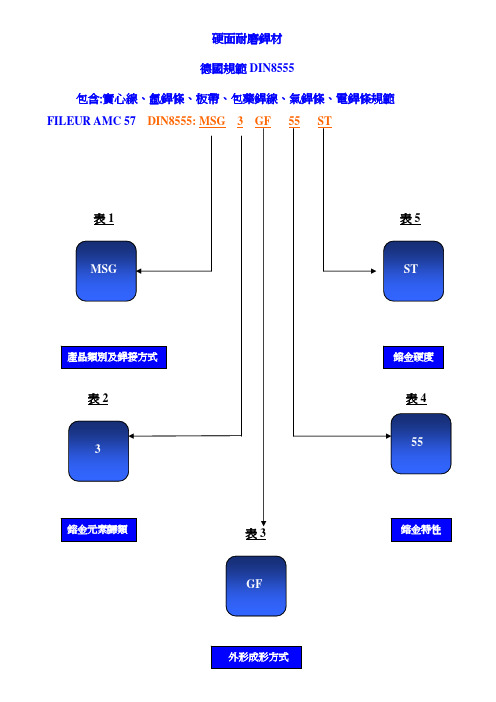
表4
表3 鎔金特性
代號
C G K N P R S T Z
特性
耐腐蝕 抗磨損 具沖擊硬化性 不具磁性 耐沖擊磨耗 防銹性 切削刀角銳利性 具高溫機械強度 耐熱性>600℃不產生氧化物
表5
產品代號
G E MF TIG MSG UP
銲接方式
氣銲條 Gas welding 電銲條 Hand welding with a coated electrode 外裹芯材銲線 Cored wire welding 氬銲條 Tig welding 氣遮護銲線 Gas- shielded welding 潛弧銲線 Hidden-arc welding
表2
代號Байду номын сангаас
GW GO GZ GS GF UM
外形成形方式
成形方式
輥壓成形 鑄造 抽擠 燒結 芯材
外層被覆
平均值
150 200 250 300 350 400 40 45 50 55 60 65 70
鎔金硬度
範圍
125≦HB≦ 175 175≦HB≦ 225 225≦HB≦ 275 275≦HB≦ 325 325≦HB≦ 375 375 ≦HB≦450 37≦HRC≦ 42 42≦HRC≦ 47 47≦ HR≦C52 52≦HRC ≦57 57 ≦HR≦C62 62≦HRC≦ 67
表1
鎔金元素歸類
合金族群
1 2 3 4 5 6 7 8 9 10 20 21 22 23 30 31 32
鎔金型態
有機碳化物或合金碳化物量<0.4%,且合金加入的鉻錳鉬鎳元素低於 5% 有機碳化物或合金碳化物量>0.4%且合金加入的鉻錳鉬鎳元素高於 5% 合金具有熱工具鋼特性 合金具有高速工具鋼特性 含鉻量>5%,碳<0.2% 含鉻量>5%,碳 0.2~2.0% 錳沃斯田鐵含 11~18%錳,碳>0.5%,鎳>3% 鉻-鎳-錳沃斯田鐵 鉻-鎳鋼(不銹鋼、耐酸及耐熱型) 高碳、高鉻 鈷基含鉻、鎢兼(具有鎳、鉬或未含) 碳基(凝結塊、鑄塊、芯材) 鎳基含鉻及鉻-硼 鎳基含鉬(具有鉻或未含) 銅基含錫 銅基含鋁 銅基含鎳
ASME铁基材料焊接工艺评定试样检验合格标准
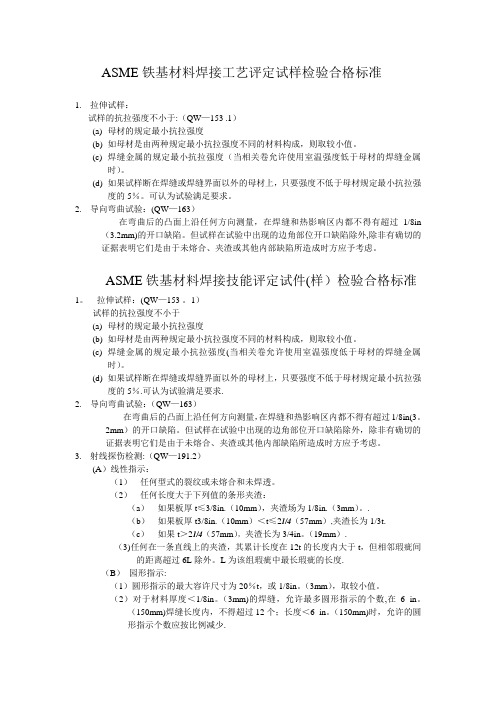
ASME铁基材料焊接工艺评定试样检验合格标准1.拉伸试样:试样的抗拉强度不小于:(QW—153 .1)(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值。
(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%。
可认为试验满足要求。
2.导向弯曲试验:(QW—163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in (3.2mm)的开口缺陷。
但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑。
ASME铁基材料焊接技能评定试件(样)检验合格标准1。
拉伸试样:(QW—153 。
1)试样的抗拉强度不小于(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值。
(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%.可认为试验满足要求.2. 导向弯曲试验:(QW—163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in(3。
2mm)的开口缺陷。
但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑。
3.射线探伤检测:(QW—191.2)(A)线性指示:(1)任何型式的裂纹或未熔合和未焊透。
(2)任何长度大于下列值的条形夹渣:(a)如果板厚t≤3/8in.(10mm),夹渣场为1/8in.(3mm)。
.(b)如果板厚t3/8in.(10mm)<t≤21/4(57mm),夹渣长为1/3t.(c)如果t>21/4(57mm),夹渣长为3/4in。
中外焊条国家标准对照表
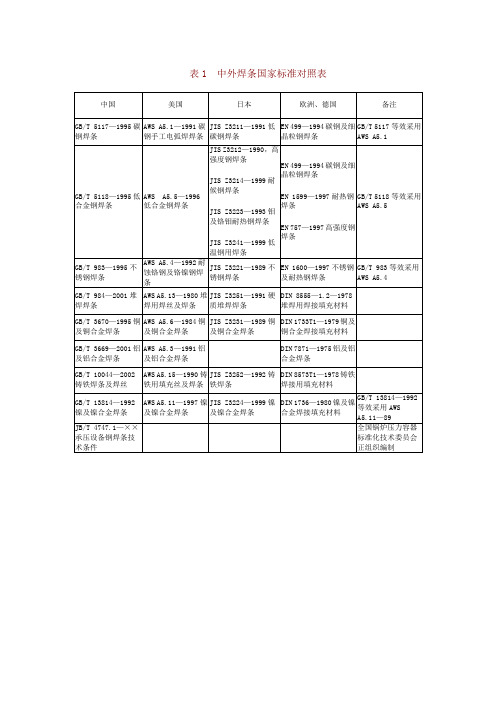
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
GB/T 5118—1995低合金钢焊条
AWS A5.5—1996低合金钢焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWS A5.18—1993碳钢用气保焊焊丝和填充丝
AWS A5.28—1996低合金钢用气保焊焊丝和填充丝
JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
GB/T 10858—1989铝及铝合金焊丝
AWS A5.10—1999铝及铝合金焊丝和填充丝
JIS Z3232—1990铝及铝合金焊丝和填充丝
DIN 1732—1988铝及铝合金焊丝和填充丝
JB/T 4745—2002附录D压力容器用钛及钛合金焊丝
AWS A5.16—1990钛和钛合金焊丝和填充丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
《国家标准》中外焊接材料国家标准

AWS A5.31—1992钎焊和熔钎焊钎剂
GB/T 5118等效采用AWS A5.5
GB/T 983—1995不锈钢焊条
AWS A5.4—1992耐蚀铬钢及铬镍钢焊条
JIS Z3221—1989不锈钢焊条
EN 1600—1997不锈钢及耐热钢焊条
GB/T 983等效采用AWS A5.4
GB/T 984—2001堆焊焊条
AWS A5.13—1980堆焊用焊丝及焊条
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
JIS Z3351—1999碳钢和低合金钢埋弧焊焊丝
EN 756—碳钢及低合金钢埋弧焊焊丝
GB/T 5293—1999等效采用AWS A5.17—1989
GB/T 12470—2003埋弧焊用低合金钢焊丝和焊剂
AWS A5.23—1990低合金钢用埋弧焊焊丝和焊剂
JIS Z3352—1988碳钢和低合金钢埋弧焊焊剂
EN 760—埋弧焊用焊剂
GB/T 12470—2003中除焊丝外,其它基本与AWS A5.23相同
GB/T 17854—1999埋弧焊用不锈钢焊丝和焊剂
JIS Z3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T 17854—1999等效采用JIS Z3324—1988
堆焊用填充金属 DIN8555
堆焊用填充金属DIN 8555填充焊丝, 焊条, 电极丝, 涂药焊条名称技术交货条件1.应用范围该标准适用于非合金或低合金钢制成的填充金属, 以及堆焊用的硬质合金, 硬金属和有色金属合金制成的填充金属, 主要在钢铁材料上堆焊.它不适用于粉末或条形的填充金属.2.填充金属分类和名称填充金属按照它们规定在DIN 8571的表示形式和它们的性能(根据其化学成分).焊条和焊丝按照它们的化学成分分类, 涂药焊条, 芯棒和焊芯按照全焊缝金属(表1)的化学成分分类.2.1富铁填充金属合金组1这种类型的填充金属用于非合金或低合金钢的堆焊, 以及对于熔掉的焊缝金属硬度没有特殊要求时. 在这种情况下, 焊缝金属没有特别的抗磨性. 焊缝金属通常可以在焊后状态或回火状态进行加工. 加工后可硬化.应用示例: 软堆焊焊缝, 填充焊缝和过渡层.合金组2因为该合金组的焊缝金属中有较硬的基质和较高含量的碳化物, 所以它较第一组有更高的抗磨性. 不是总能加工焊缝金属.应用示例: 走行轮.合金组3该组的填充金属通常用于高温时要求焊缝金属有较大硬度的应用. 焊缝金属一般为钨, 铬合金, 很多情况下是Mo, Ni 和V的合金. 它可能还包含Co. 通常焊缝金属结构由马氏体组成, 带奥氏体和碳化物的残留物.焊缝金属可以软退火, 以便允许加工. 接下来可通过硬化恢复到开始的硬度. 对于给定的适当成分, 可以保持足够的热硬性直至500℃. 建议焊接前预热然后缓慢冷却, 防止出现裂纹.应用示例: 热加工工具.合金组4该组的填充金属与高速钢的分析类似, 即焊缝金属是W, Cr和V的合金, 且很多情况下带Co.仅当焊缝金属软退火后才能加工, 否则只能打磨. 无须硬化; 但可在先前的固溶退火后进行硬化. 通常焊缝金属可以回火一次或两次. 这样可提高硬度, 增加稳定性. 应按照制造商的说明进行预热和焊后加热.应用示例: 切割刀具, 芯轴, 剪切机剪刃, 刀刃, 钻切削刃, 钻尖.合金组5该合金组包含低碳含量Cr钢式填充金属. Cr含量在5-30%之间变化, C含量≤0.2%. 焊缝金属的硬度会随着马氏体含量增加. 该焊缝金属可以堆焊在类似成分的钢材上, 也可以堆焊在较低强度的结构钢上. 根据C 和Cr的含量,它不总是能被加工的。
焊材及母材标准

(国内标准)中外焊接材料国家标准
DIN8555—1.2—1978堆焊用焊接填充材料
GB/T3670—1995铜及铜合金焊条
AWSA5.6—1984铜及铜合金焊条
JISZ3231—1989铜及铜合金焊条
DIN1733T1—1979铜及铜合金焊接填充材料
GB/T3669—2001铝及铝合金焊条
AWSA5.3—1991铝及铝合金焊条
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
EN12070—1999耐热钢气保焊焊丝
①GB/T8110—1995等效采用了AWSA5.18和AWSA5.28
②GB/T14957其中部分焊丝用于气体保护焊
AWSA5.25—1997电渣焊用碳钢和低合金钢焊丝和焊剂
AWSA5.26—1997碳钢和低合金钢气电焊焊丝
AWSA5.30—1979可熔化嵌条
AWSA5.8—1992钎焊和熔钎焊钎料
AWSA5.31—1992钎焊和熔钎焊钎剂
DIN1736—1985镍及镍合焊丝
GB/T15620—1995参照采用AWSA5.14
GB/T9460—1988铜及铜合金焊丝
AWSA5.7—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
AWSA5.10—1999铝及铝合金焊丝和填充丝
GB/T5118—1995低合金钢焊条
AWSA5.5—1996低合金钢焊条
JISZ3212—1990,高强度钢焊条
JB-T_8555-1997_热处理技术要求在零件图样上的表示方法

JB/T 6956—93 离子渗氮
3 总则
3. 1 零件图样上的热处理技术要求(以下简称技术要求)是指成品零件热处理最终状态(以下简称最 终状态)应达到的技术指标。
3. 2 热处理技术要求可以用已标准化的符号、代号标注,也可以用文字说明,文字说明一般写在图面 右下角标题栏上方,与其他工艺的技术要求写在一起。特殊情况允许写在图面其他部位的空白处。能在
gbt13193机械制图表面粗糙度代号及其注法gbt23091金属洛氏硬度试验方法gb23184金属布氏硬度试验方法gb181879金属表面洛氏硬度试验方法gb434084金属维氏硬度试验方法gbt434291金属显微维氏硬度试验方法gb503085金属小负荷维氏硬度试验方法gb561785钢的感应淬火或火焰淬火后有效硬化层深度测定gb945088钢件渗碳淬火有效硬化层深度的测定和校核gb945188钢件薄表面总硬化层深度或有效硬化层深度的测定gbt1135489钢铁零件渗氮层深度测定和金相组织检验jbt605092钢铁热处理零件硬度检验通则jbt695693离子渗氮零件图样上的热处理技术要求以下简称技术要求是指成品零件热处理最终状态以下简称最终状态应达到的技术指标
最低表面硬度
HR30N 51~53 54~55 56~58 59~62 63~64 65~66 67~68 69~70
71 72~73
HR45N 32~35 36~38 39~41 42~46 47~49 50~52 53~54 55~57 58~59 60~61
74 75~76
77 78 79 80 81 82
—
—
—
—
—
—
—
0.2
HR15N HR15N HR15N —
—
焊丝对照表

中外焊接材料国家标准对照表表1 中外焊条国家标准对照表表2 中外焊丝国家标准对照表表3 中外埋弧焊焊材国家标准对照表出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 应用范围2 填充金属的分类和说明2.1 高铁填充金属2.2 低铁填充金属2.3 非铁填充金属3 名称3.1 填充金属的字母代码3.2 焊缝金属的字母代码3.3 合金分类数字码3.4 生产方法的字母代码3.5 硬度分级数字代码3.63.7 名称举例4 发货的技术条件4.1 尺寸4.2 名称,用于定货的名称4.3 化学成分4.4 硬度等级的确定4.5 质量4.6 表面条件4.7 发货时填充金属的形式4.8 标记4.9 验收1 应用范围本标准适用于非合金或低合金钢或硬合金和非铁合金制成填充金属进行堆焊,主要用于铁类材料。
本标准不适用于粉状或带状形式的填充金属。
2 填充金属的分类和说明填充金属根据DIN 8571的规定和填充金属的特性,即化学成分进行分类。
填充棒和焊丝的分类根据他们的化学成分分类,涂药焊条、管状焊棒和管状焊丝根据全焊金属的化学成分分类(表1)。
2.1高铁填充金属合金分类1该类填充金属用于非合金或低合金钢的堆焊并且对熔耗的焊缝金属硬度无特殊要求。
这种情况下,焊缝金属无特殊电阻磨损。
通常,焊缝金属可在焊态或回火状态下进行机加工。
机加工后进行硬化处理。
应用实例:软堆焊、填充焊接和缓冲焊接。
合金分类2本合金组比组1的具有更强的抗磨损性,因为更硬的基体结构和焊缝金属中更高的炭化物。
通常不可能对焊缝金属进行机加工。
应用实例:驱动轮合金分类3本组的填充金属通常用于高温下更高硬度的焊缝金属。
焊缝金属经常与W、Cr构成合金,多数情况下还有Mo、Ni和V,也含有Co。
通常焊接结构包括马氏体及奥氏体和炭化物残余。
焊缝金属能够软退火以允许机加工。
原有的硬度可通过以后的硬化还原。
为了得到合适的成分,需要在约500℃温度下进行适当的热硬度处理。
建议在焊接前预热,然后缓冷以防止裂缝。
应用实例:热加工工具合金分类4该组填充金属制成的焊缝金属与高速钢具有相似的成分,如焊缝金属与W、Mo、Cr和V构成合金,在很多情况下还有Co。
只有经过软退火,该类焊缝金属才可机加工,否则只能进行磨削。
不必进行硬化。
但是,如进行了固溶退火后应进行硬化处理。
通常,焊缝金属应进行一次或两次回火处理。
这样会使硬度和稳定性增加。
根据制造商的指导说明进行预热和后热处理。
应用实例:切削工具、心轴、剪床刀片、刀片、钻头切削刀刃和尖端。
合金分类5该合金组包括Cr钢填充金属并含有少量C含量。
Cr含量为5%~30%,并含有0.2%以下的C含量。
焊缝金属的硬度随马氏体含量而增加。
可以在相近成分的钢和低强度的结构钢上进行堆焊。
根据C和Cr含量,有时不能机加工。
根据制造商的指导可以进行预热和后热处理。
应用实例:抗氧化皮的堆焊(即使气体中含硫),Cr含量为12%或更多时,并且防锈,如阀、塞和炉子。
合金分类6该组与5组类似。
但由于含C量高,硬度高于500HB且防锈差。
焊缝金属为空气硬化并且通常是磨削加工。
建议预热到200-300℃。
应用实例:切削工具、剪切机刀片和冷轧机辊。
合金分类7该合金组的焊缝金属类似于Mn钢类。
可以含有其它的合金元素,另外列在表1中。
焊缝金属适用于通过压力或锤锻硬化的零件。
这样应当可以从180提高到550HB。
另一方面,焊缝金属不适用于损耗仅为磨耗类型。
通常焊缝金属不加工。
只可磨削(产生裂纹的危险)。
机加工需要硬的金属工具。
堆焊的工件应尽可能保持冷却以获得满意的粗糙度。
采用锤击焊缝是有利的。
应用实例:在大面积上堆焊,如磨损板(也可用表面网状技术),破碎机板、挖掘机爪和螺栓。
合金分类8该组合金金属比7组焊缝金属更坚硬。
少量加工硬化,另外,防锈性能好,不需热处理,可以机加工,不磁化。
应用实例:负载不大的破碎机部件、交叉点、轨道和水轮机零件。
合金分类9该组填充金属与Cr-Ni奥氏体填充金属具有等效成分,可以用在同类型的合金钢上、Cr钢和普通结构钢上。
填充金属用于可以获得足够抗腐蚀性的焊缝金属。
焊缝金属可以冷加工并有很好粗糙度,可以机加工。
应用实例:抗腐蚀或防热堆焊。
合金分类10由该组填充金属制造的焊缝金属与含有或不含炭化物成型剂的高度渗碳Cr钢类似。
C含量为2%-7%,并且40%以下的Cr含量。
焊缝金属含有复杂奥氏体基体炭化物。
硬度随C含量增加而增加,热处理不能增加硬度。
焊缝金属只能磨削加工。
裂纹敏感度可通过预热处理减少。
该组焊缝金属具有很强的抗磨耗能力。
应用实例:采矿和冶炼厂的维修、建筑机械、农业机械、超重挖掘机和用于烧结工艺的破碎机零件的堆焊。
2.2含铁量低的填充金属合金分类20即使在高温下,Co-Cr合金填充金属也具有良好的抗损耗性、抗腐蚀性和氧化性。
突出的特性是在升高温度时的硬度,可以在低于600℃的温度下使用。
高C含量的合金应用于高硬度和较好抗磨耗的情况。
预热到400-600℃,接下来缓慢冷却。
不必再进行热处理。
应用实例:各种接头、内燃机排气阀的阀座、蒸汽机阀座、泵轴等类似容易严重腐蚀和浸蚀的零件。
合金分类21由该组填充金属制造的焊缝金属,特性取决于Cr炭化物或W炭化物的含量。
总之,预烧结或预制的纯W炭化物或Cr炭化物烧结和焊接形成棒料或用于制造芯丝或芯棒。
粗糙度取决于软基体中炭化物的百分比,软基体中包含粘结金属。
建议预热到400-600℃,然后不必再热处理。
应用实例:用于岩石土壤的工具和机床部件、钻头等类似设备、陶瓷工业用螺旋挤压机的丝杠。
合金分类22由Ni-Cr-B填充金属制成的焊缝金属具有较高的金属摩擦抗损耗性和良好的高温硬度。
室温下硬度随C、Cr和B含量增加。
硬度在30-60HRC之间,根据使用的合金,在浆状态下是可热模塑的,或允许在限定范围内热成型。
预热温度可达400℃,不必再热处理。
应用实例:阀、蜗轮、轴,如水泥泵和其它类型的泵。
合金分类23该组Ni-Cr-Mo合金填充金属具有在高温下工作的特性。
可通过适当的热处理增加硬度。
应用实例:热加工工具、用于化工厂阀类的接触面、用于高温下工作的Ni-Cr-Mo合金刀片的切削刃包层。
2.3 非铁填充金属合金分类30该组包括铜-锡合金填充金属,含有6-12% Sn,通常有小于0.5% P含量。
堆焊的硬度为60-130HB,取决于Sn含量。
该组合金可以根据它们的高度抗滑动磨损性和很好的应急使用特性区分,并且抗盐溶液和抗酸性。
应用实例:轴瓦、轴、闸筏、阀、铸件、蜗轮、斜齿轮、导轮、驱动轮和接头。
合金分类31该组填充金属制造的焊缝金属含有5-15% Al作为主要的合金元素。
这些二元合金的硬度为100-200HB和良好抗化学暴露性。
机械性能、抗腐蚀性和加工性能可以受到其它合金元素如Fe、Ni和Mn的硬性很大。
应用实例:化工工业用的机床部件和配件、食品加工、造纸和电器工业。
合金分类32该组合金包括Cu-Ni填充金属,含有5-45%的Ni,小于1.5%的Fe含量和小于3.5%的Mn含量。
硬度可达160HB,焊缝金属具有抗应力腐蚀裂纹;尤其具有防海水性。
应用实例:蒸馏器、海水水管、冷凝器、冷却器、化学装置、热交换器。
3.标识该标识用于顾客选择和使用填充金属,如可能,指明堆焊的特性。
包含三个方面:a)填充棒、焊条、填充丝、焊丝、管状焊丝的名称,b)标准号(DIN 8555),c)字母标号指明特殊的性能(见3.1和3.2)。
3.1 与填充金属相关的字母标识字母标号包括:a)表示焊接方法的字母标识:G代表气焊E代表手工电弧焊MF使用管状焊丝进行金属电弧焊TIG钨极惰性气体保护弧焊MSG金属保护气焊UP埋弧焊b)字母标识指明合金组(见表1),c)如需要,字母标号指明生产方法(见3.4条)。
3.2 与焊缝金属有关的字母标识字母标识包括:a)字母标识指明焊接方法(见3.1a),b) 字母标识指明合金组(见表1),c) 如需要,应用符号指明辅助材料,保护气体规定在DIN 32 526,熔剂规定在DIN 32 522,d)指明硬度(见表2),e)如需要,指明焊缝金属的特性。
3.3 指明合金组的编码表1 填充金属的分类3.4指明生产方法的字母代码填充金属的生产方法使用下列符号:GW为轧制GO为铸造GZ为拉延GS为烧结GF为型芯UM为涂层3.5表示硬度等级的代码硬度等级(见表2)指明了焊缝金属没有经过热处理的硬度。
也可以在后面添加,用连字符分开,最大硬度可在热处理后获得。
热处理应根据填充金属铸造商的技术规范执行。
金属丝/熔剂混合物或金属丝/保护气体混合物的硬度值仅使用于规定的特殊熔剂或保护气体。
当使用其它的辅助材料时,硬度值有所不同。
应符合制造商的技术说明。
如果硬度对于堆焊不重要,那么硬度不必作规定。
表2 硬度等级(平均值)3.6与焊缝金属性能相关的字母代码只有焊缝金属的性能中除去了规定的硬度。
使用以下字母代码(如字母超过一个,按字母表排序):C=抗腐蚀性G=抗磨损性K=具有工件淬硬能力。
焊缝金属的磨损性取决于淬硬处理。
可以由锤锻或压力,甚至类似的处理受到影响,如果在使用中,焊缝金属受到压缩、轧制或冲击负荷(如Mn硬钢);N=非磁化;P=抗冲击;R=防锈;S=切削能力(高速钢等);T=对于高温工具钢的高温强度;Z=防热(无氧化皮),如温度高于600℃。
堆焊金属的性能与制造商规定的热处理特殊程序相关。
3.7 标志表示实例3.7.1 填充金属的标识用于气焊(G)的合金组1填充棒表示如下:填充棒DIN 8555-G1用于金属保护气焊(MSG),由固态焊丝拉制(GZ)而成的合金组2焊丝表示如下:焊丝DIN 8555-MSG 2-GZ3.7.2 焊缝金属的表示气焊棒:用于气焊(G)的合金组1填充棒,焊缝金属布氏硬度>225≤275HB (250),其硬度和耐磨性能在焊接状态下获得,表示方法如下:焊接棒DIN 8555-G1-250焊条:用于手工电弧焊(E)的涂药(UM)焊条合金组9,焊缝金属布氏硬度>175≤225HB(250),具有防腐性(C)和防热性(Z),表示如下:焊条DIN 8555-E9-UM-200-CZ使用管状焊丝进行金属电弧焊合金组7,焊缝金属布氏硬度>225≤275HB(250),具有淬硬性(K)和抗冲击性(P),表示如下:管状焊丝DIN 8555-MF 7-250-KP焊丝/气体混合物和焊丝/焊剂混合物:由合金组2焊丝/保护气体混合物用于金属保护气焊(MSG)的焊缝金属,由固态拉延焊丝(GZ)制成,当在DIN 32 626的M23保护气体下焊缝金属熔化时,硬度达到布氏硬度>375≤450HB(400),表示如下:焊缝金属DIN 8555-UP 1-GZ-FCS 167-2504. 技术发货条件4.1 尺寸4.1.1 涂药焊条焊条的直径和长度,见表5。
直径与焊芯厚度有关。
焊芯拉制而成的涂药焊条的拉制焊芯的直径可允许偏差规定在DIN 688。
4.1.2 焊丝、填充丝和填充棒对于直径和长度,见表5。