一次性手套专用PVC糊树脂PSH-100的开发
产1万吨PPVC糊树脂工艺—氯乙烯合成工段工艺-45页文档资料
年产1万吨P-PVC糊树脂工艺设计—氯乙烯合成工段工艺设计第 1 页第一章前言1.1 PVC糊树脂的发展历史、生产现状及市场前景1.1.1 PVC糊树脂的发展历史、生产现状PVC糊状树脂是1931年在德国的法本(I.G.Farbon)工厂开始研究,并于1937年实现工业化生产的。
在目前国外PVC糊树脂的生产中,西欧是PVC糊状树脂生产厂家最多、产量最大的地区,并且其消费量也最大;美国的PVC糊状树脂的生产能力也较大。
由于各国加工与应用情况不同,PVC糊状树脂的生产量占PVC总量的大小也各不相同。
其中,美国约占10%,日本占7.5%,法国占12%,德国占25%。
国外发达国家约有93%的PVC糊树脂生产企业大多采用乙烯法路线进行生产(日本为100%),且生产规模较大。
国外各PVC糊状树脂生产企业大多数拥有自己的专用生产技术和产品牌号,为弥补由于生产方法而造成的产品应用上的不足,大多数生产厂家同建有多种工艺路线的生产装置,因此在市场上极具竞争力。
国外公司除生产通用产品品种、牌号的PVC 糊状树脂外,几乎所有的PVC糊状树脂生产企业都同时生产PVC掺混树脂、氯醋糊树脂等专用树脂。
掺混树脂生产方法不尽相同,有悬浮法、本体聚合法、乳液法等,所得掺混树脂大多掺混到PVC糊状树脂中一同出售,这样既可以改善产品的性能,又可以降低生产成本。
国外公司在大力发展PVC糊状树脂的同时,相应抗冲击改性剂的开发与生产也异常活跃,有专业生产厂家,也有在PVC糊状树脂生产厂进行生产的。
在国外,PVC糊状树脂已经广泛应用于人造革、浸渍手套、壁纸、粘合剂、汽车密封料、钢板涂层、涂料、高级鞋靴等应用领域。
预计在未来几年内,全球PVC糊状树脂的需求增长率将达到4%-5%,欧洲的需求增长率约为1%-2%。
国外PVC糊状树脂的消费结构为:PVC弹性、发泡地板块(卷材)占29%,PVC墙纸、沙发、人造革等家庭装饰材料占22%,电器、工具把手、手套、玩具和日用消费品占21%,汽车、运输带、金属涂层占18%,其它占10%。
糊树脂的生产技术与发展现状(2011修改)
糊树脂的生产技术与发展现状(2011修改)糊树脂的生产方法与发展现状PVC糊树脂多半与增塑剂、稳定剂等调配成糊状进行加工,与悬浮树脂成型加工相比,PVC 增塑糊能够在室温或接近室温条件下塑成各种制品,具有加工设备价廉,模具简单便宜,可制成特殊形状,发泡容易,制品受热次数少,并可以少量、多品种地生产等优点,因而在人造革、地板革、浸渍手套、玩具、壁纸、油墨、汽车内饰材料等硬制品中获得广泛应用。
1. PVC糊树脂的特点PVC糊树脂(P—PVC),白色粉末,主要是以制成糊状形式来应用,通常与增塑剂混合,制成增塑糊。
糊树脂的初级粒子大小及其分布决定了糊树脂主要加工性能(糊性能),PVC糊树脂的初级粒子为0.2~2.5μm,干燥后的树脂粒度大小为15~50μm(二次粒子)。
PVC糊树脂的最大特点是二次粒子在增塑剂中能“崩解”还原成初级粒子,能制成稳定的糊料,而悬浮聚合产生的通用型树脂在增塑剂中只能溶胀,不能崩解成初级粒子,也不能成糊,这是两种树脂最本质区别。
2.PVC糊树脂生产现状2.1国外PVC糊树脂生产现状近年来,世界PVC糊树脂工业快速发展,产能、产量均呈现跳跃式增长,其中亚洲地区尤为显著。
2008年世界PVC糊树脂产能约374.2万t/a,占PVC总产能的8.7%;产量约309万t,装置平均开工率约82%。
其中中国约占全球总产能的15.0%,占亚洲总产能的64.0%。
2008年中国PVC糊树脂产量36万t,约占世界总产量的11.0%,是亚洲地区最大的PVC糊树脂生产国,位居世界第三。
2000~2008年我国PVC糊树脂产能、产量年均增速分别为18.7%和16.0%。
其中,美国约占10%、日本占7.5%、法国占12%、德国占25%。
国外发达国家PVC 糊树脂生产企业绝大数采用乙烯法路线,且规模较大。
从PVC糊树脂产品品种、牌号来看,各公司根据自身实际情况有一定的差别。
具体见表1、表2。
表1 国外PVC糊树脂主要生产企业及生产能力企业名称糊树脂生产能力/万t·a-1索尔维(Solvay)21维纳利特(Vinnolit)20.9欧洲乙烯(EVC)16阿托(Atofino)12台塑公司11德国(Vestolit)10.5吉昂(Geon)10LG化学9Norsk Hydro 7西方化学(oxychem)7合计124.4表2 世界主要PVC糊树脂生产企业产品牌号概况生产商产品牌号生产工艺索尔维(Solvay)SOLVIN TM系列;24个牌号,其中乳液法17个,即367NC、373ND、376NB、376ND、376NE、380NC、380ND、380NS、386NB、373MC、373ME、373MH、374MB、374MC、375MD、370HD、372HA;微悬浮法7个,即360NA、367NB、372LD、372NA、380NF、367NK、367NN乳液法及微悬浮法维纳利特(Vinnolit)乳液法(均聚)E67ST、EX69ST、P3468、E68SA、P9070、E68CF、E69CQ、E70CQ、P4472、E72CF、E74CC、P5078、EX80TT;乳液法(共聚)E5/56C、E10/65C、PA5470/5;微悬浮法P70、P70F、P70PS、P80、P90;均聚掺混C100V、C65V、C66W;共聚掺混C14/50V、C14/60V、SA1062/7乳液法及微悬浮法欧洲乙烯(EVC)EVIPOL系列。
PVC糊树脂的简介
PVC糊树脂的生产简介聚氯乙烯(PVC)树脂是重要的通用塑料之一,目前我国的年总生产能力已经超过1500万吨,成为氯碱工业生产中平衡氯气主要的产品之一。
聚氯乙烯糊是聚氯乙烯树脂的品种之一。
其是指未加工状态下PVC树脂的一种独特形式,粒度范围一般在0.1~2μm(悬浮法树脂粒度分布一股在20~2009m)。
其成型加工工艺与悬浮树脂相比,具有加工工艺简单,设备投资少,模具简单便宜,发泡容易,制品受热次数少,可生产一些特别的制品,如塑胶制品、泡沫人造革、微孔塑料、钢板塑层,汽车用装饰材料、电器材料等特点,广泛应用于人造革、装饰材料、地板革、墙擘纸、工业用输送带、运动场地、涂料、粘合剂、玩具、医用一次性手套、日用装饰材料、电器仪表和电工工具等诸多材料和制品领域。
随着加工制品的不断开拓,PVC糊状树脂的发展十分迅速,目前国际市场上对其需求量正在不断增加,开发利用前景十分广阔。
一、PVC糊树脂的生产目前,工业上聚氯乙烯糊树脂的生产方法主要有乳液种子聚合法、混合微悬浮法和微悬浮聚合法等1.1乳液种子聚合法乳液聚合是氯乙烯(VCM)和水在水溶性引发剂(常用过硫酸盐)和乳化剂作用下得到聚氯乙烯糊树脂。
一般情况下,乳液聚合得到的乳胶粒径小于0.2I.tm,为了达到增大乳胶粒径的目的,开发了乳液种子聚合法,使乳胶粒径增大到1.Opm左右。
在乳液聚合中,如果有已生成的高聚合物乳胶存在,控制物料配比和条件,原则上VCM仅在已生成的乳胶粒子上聚合,而不再形成新的粒子,这种已生成的高聚物乳胶就好像晶种,因此称为“乳液种子聚合”。
但只有合理的粒径还不够,必须具有适当的粒径分布,才能得到性能优良的PVC糊树脂。
乳液聚合中乳化剂很重要,所用数量决定了引发剂的粒子数,且对最终的胶乳粒子的大小起了主要作用。
特别在进行种子生成时,采用高引发速率和低浓度乳化剂进行生产,能使胶乳微粒尺寸分布变窄。
胶乳粒径及其分布是乳液法生产PVC 糊状树脂的关键所在。
PVC人造革参考配方

PVC人造革参考配方一、压延法PVC人造革(重量份)1、PVC 100 DOP 45DBP 20 碳酸钙10~20 Ba/Cd/Zn复合稳定剂 2.5注:耐寒要求时,可把DBP换成DOS。
2、PVC 100 DOP 60Ba/Cd 2~3 ED35月桂酸二丁基锡13、家具用高级人造革PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED35着色剂适量4、家用地板革面层发炮层PVC 100 100DOP 18 30DBP 20 -M-50 12 10氯化石蜡 6 -Ba/Cd/Zn稳定剂 2.0 2.0硬脂酸钡 1.0 0.8硬脂酸锌0.4 -硬脂酸铝- 0.8硬脂酸0.2 0.8重钙5~10 40AC发泡剂- 5颜料- 适量5、用于底层、表面处理层或表面贴膜层的人造革PVC 100 硬脂酸铅0.8 DOP 35 硬脂酸锌0.2 DBP 35 轻钙20氯化石蜡 5 硬脂酸0.5硬脂酸钡 1 颜料适量二、刮涂法PVC人造革1、面层底(发泡)层PVC 100 (乳液) 100(悬浮)DOP 35 10DBP 25 30M-50 10 40氯化石蜡- 10Ba/Cd/Zn稳定剂2~3 -三碱式硫酸铅- 3硬脂酸钡- 1碳酸钙10 20~402、直接刮涂双面帐篷革PVC(糊树脂)100 DOP 60DOS 10 ED35氯化石蜡10 三碱式硫酸铅 1.5二碱式亚磷酸铅 1 Ba/Cd/Zn浆料2钛白粉 2 酞菁蓝0.1亚磷酸二苯酯0.8 紫外光吸收剂0.3抗静电剂0.5 双酚A0.53、间接涂刮人造革PVC(乳液)70 PVC(悬浮)30 DOP 48 DBP32DOS 5 M-5015轻钙15 三碱式硫酸铅3。
糊树脂牌号对比

30ºC
1600±100
K值
DIN 53726
-
-
75
表观本体密度
ASTM D 1895-90
g/cm3
-
0.33±0.06
挥发度
ASTM D 3030-90
110ºC×1小时
最大1.5
布式粘度
ASTM D 1824-90
cps
6RPM
4000±2000
Sever粘度
ASTM D 1823-90
g/秒
cps
DOP60part
4000±1500
S.V粘度
ASTM D 1823.0
LP170合成革、旋转压模、地板革和墙面
项
测试方法
单位
测试条件
值
聚合度
JIS K 6721-77
-
30ºC
1550±50
K值
DIN 53726
-
-
76
表观本体密度
ASTM D 1895-90
g/cm3
-
0.34±0.06
挥发度
ASTM D 3030-90
%
110ºC×1小时
最大1.5
布式粘度
ASTM D 1824-90
cps
6RPM
5500±2000
Sever粘度
ASTM D 3030-90
g/秒
4巴
最小1.0
LP-170G手套、浸涂
项
测试方法
单位
测试条件
值
聚合度
JIS K 6720-2
-
30ºC
一、国外微悬浮糊树脂的指标、牌号情况
1、韩华MSP树脂
项目
聚氯乙烯糊树脂和涂层加工

聚氯乙烯糊树脂和涂层加工第一章绪论一聚氯乙烯糊树脂聚氯乙烯(PVC)糊树脂主要以制成糊状形式来加工应用,,人们也常称此种糊为增塑糊(plastisol),是未加工状态下的一种聚氯乙烯混合物PVC pastes形态。
PVC糊树脂常有乳液和微悬浮聚合方法制造。
一聚氯乙烯糊树脂聚氯乙烯糊树脂同增塑剂混合经过搅拌形成稳定的悬浮液即为pvc增塑糊、pvc溶胶。
根据制品的要求,配方中还需要添加各种填料、稀释剂、热稳定剂、发泡剂及其他添加剂。
聚氯乙烯糊树脂因为微细(二次粒子为30-70u),一次粒子粒径(0.1-0.2u),糊树脂的性能主要取决于初级粒子粒径的大小和粒径的分布。
目前聚氯乙烯糊树脂的聚合方法主要有氯乙烯乳液种子聚合生产工艺氯乙烯乳液连续聚合工艺、氯乙烯微悬浮聚合工艺生产。
1.聚氯乙烯增塑糊Pvc增塑糊中复合增塑剂含量35-75份,糊树脂中的在增塑剂中很快“崩解”为初级粒子,如果糊树脂的粒径过大(大于0.1-0.2u)则发生粒子的沉降,无法形成稳定均一的增塑糊。
2.增塑糊在不同的剪切力和剪切速率的情况下的流动特性(在增塑糊配料过程中强力高速搅拌机的选择和搅拌速度的分档的理论基础)但膨胀型:聚氯乙烯糊树脂的粒径分布较窄,当剪切速度增大时溶解度增大,糊粘度随着剪切速度的增加而增大。
假塑型:当加入较小粒径的扩大粒径的分布或形成双峰分布(大-小),开始时糊粘度随剪切速度增大而增大,但随着小粒径置换出增塑剂起稀释作用,粘度出现下降的趋势。
牛顿型:糊粘度不随剪切力和剪切速度的变化屈服强度:增塑糊在一定的剪切力下并不流动,因此增塑的制备需要施加的最小剪切力(搅拌机的选择和功率,包含在试验机的实验搅拌机,剪切速度即搅拌机的转数,当然包含搅拌桨的设计、高度、容积等整体效果,原材料糊树脂的基本性能,吸油性、粒径分布还有增塑剂的溶解种类和效率及其他的添加剂)因为增塑糊的粘度和以后加工的工艺性有密切的关系,所以在生产前均要求对生产的配方原料进行试验配方糊粘度。
PVC手套生产培训资料
2.增塑剂 2.增塑剂 增塑剂是现代塑料工业最大的助剂品种, 增塑剂是现代塑料工业最大的助剂品种,对促进塑料工业特别是聚氯乙烯工业的发展起 着决定性作用。 凡能和树脂均匀混合,混合时不发生化学变化, 凡能和树脂均匀混合,混合时不发生化学变化,但能降低物料的玻璃化温度和塑料成型加 工时的熔体黏度,且本身保持不变, 工时的熔体黏度,且本身保持不变,或虽起化学变化但能长期保留在塑料制品中并能改变 树脂的某些物理性质,具有这些性能的液体有机化合物或低熔点的固体,均称为增塑剂. 树脂的某些物理性质,具有这些性能的液体有机化合物或低熔点的固体,均称为增塑剂. 实际上,增塑技术早在原始社会就已被运用,增塑剂也起始于原始人类的发明.例如: 实际上,增塑技术早在原始社会就已被运用,增塑剂也起始于原始人类的发明.例如: 陶器——粘土加水 陶器——粘土加水 古时候用" 溶于沥青来制防水材料用于防水,填补船缝等,这里" 古时候用"油"溶于沥青来制防水材料用于防水,填补船缝等,这里"油"起增塑剂作用 还有皮革中用鲸油使之柔软, 还有皮革中用鲸油使之柔软,鲸油便是最持久的增塑剂 软糖或甜点心——明胶加水 软糖或甜点心——明胶加水 增塑剂可以
聚氯乙烯的主要生产方法有四种:悬浮聚合、本体聚合 本体聚合、乳液聚合和溶液聚合。
聚氯乙烯增塑加工时,增塑剂易于渗透无定形区 增塑剂易于渗透无定形区,而晶区链段只有在较高温度 (>170℃)下才能塑化(聚氯乙烯材料本身达到的温度要>170℃非烘箱内温度) >170℃ 聚氯乙烯材料本身达到的温度要>170℃ 聚氯乙烯材料本身达到的温度要
热稳定剂
聚氯乙烯(pvc)本身没有明显熔点,在80℃ 聚氯乙烯(pvc)本身没有明显熔点,在80℃~83 ℃开始软化,加热到180 ℃开始流动。在> 开始软化,加热到180 120 ℃以上时开始热分解,所以在还没有达到流动和熔点时侯就已经开始分解并逐渐焦化由 所以在还没有达到流动和熔点时侯就已经开始分解并逐渐焦化由 黄变黑!这样聚氯乙烯就没有办法做出产品! !聚氯乙烯这一反应是一个化学反应,是PVC加 !聚氯乙烯这一反应是一个化学反应,是PVC加 热后释放出氯化氢(HCl)的反应,根据这个反应只要不让 很快脱出就能防止产品加工时变 热后释放出氯化氢(HCl)的反应,根据这个反应只要不让Hcl很快脱出就能防止产品加工时变 根据这个反应只要不让Hcl 根据这个反应只要不让 黄和变焦。所以热稳定剂就诞生了,它的作用就是捕捉Hcl拟制脱氯化氢反应! 它的作用就是捕捉Hcl 它的作用就是捕捉 拟制脱氯化氢反应! 根据热稳定性能需求不同分为以下几种: 1.铅盐式稳定剂: 1.铅盐式稳定剂: 三盐基性(碱式)硫酸铅及硬质酸铅等弱酸的金属盐 硫酸铅及硬质酸铅等弱酸的金属盐,能吸收聚氯乙烯降解时释放出来的氯 化氢而反应生成金属氯化物。因生成的氯化物与树脂相容性比较差 因生成的氯化物与树脂相容性比较差,也会在催化Hcl降解所以 因生成的氯化物与树脂相容性比较差,也会在催化Hcl降解所以 一班不可以单独使用。不适合软制品和无毒产品 不适合软制品和无毒产品 2.有机锡稳定剂: 2.有机锡稳定剂: 有机锡稳定剂不但能吸收氯化氢,还能与聚氯乙烯大分子上的薄弱环节中的氯原子作用 还能与聚氯乙烯大分子上的薄弱环节中的氯原子作用,以 稳定剂中的稳定基团取代上述氯原子,从而起到稳定作用 从而起到稳定作用。有机锡类稳定剂还能捕集因降解 而产生的自由基,缓减降解过程,当有氯化氢分解出来时 当有氯化氢分解出来时,与有机锡反应所生成的二丁基氯 化锡副产物,完全溶解于聚氯乙烯及增塑剂中 完全溶解于聚氯乙烯及增塑剂中,也不会进一步催化降解,是比较理想的稳定 剂,软硬制品和无毒制品都可使用,但是价格比较昂贵 但是价格比较昂贵。 3.硬脂酸钙和钡等金属皂以及月桂酸钡等 3.硬脂酸钙和钡等金属皂以及月桂酸钡等 不但能直接吸收氯化氢,还能吸收其它稳定剂与氯化氢生成的金属氯化物 还能吸收其它稳定剂与氯化氢生成的金属氯化物。因此钡皂与其它 金属皂混用时,能限制生成的金属氯化物(如ZnCl2 CdCl2 等),包括树脂及加工中的铁 如
聚氯乙烯糊树脂和涂层加工
聚氯乙烯糊树脂和涂层加工第一章绪论一聚氯乙烯糊树脂聚氯乙烯(PVC)糊树脂主要以制成糊状形式来加工应用,,人们也常称此种糊为增塑糊(plastisol),是未加工状态下的一种聚氯乙烯混合物PVC pastes形态。
PVC糊树脂常有乳液和微悬浮聚合方法制造。
一聚氯乙烯糊树脂聚氯乙烯糊树脂同增塑剂混合经过搅拌形成稳定的悬浮液即为pvc增塑糊、pvc溶胶。
根据制品的要求,配方中还需要添加各种填料、稀释剂、热稳定剂、发泡剂及其他添加剂。
聚氯乙烯糊树脂因为微细(二次粒子为30-70u),一次粒子粒径(0.1-0.2u),糊树脂的性能主要取决于初级粒子粒径的大小和粒径的分布。
目前聚氯乙烯糊树脂的聚合方法主要有氯乙烯乳液种子聚合生产工艺氯乙烯乳液连续聚合工艺、氯乙烯微悬浮聚合工艺生产。
1.聚氯乙烯增塑糊Pvc增塑糊中复合增塑剂含量35-75份,糊树脂中的在增塑剂中很快“崩解”为初级粒子,如果糊树脂的粒径过大(大于0.1-0.2u)则发生粒子的沉降,无法形成稳定均一的增塑糊。
2.增塑糊在不同的剪切力和剪切速率的情况下的流动特性(在增塑糊配料过程中强力高速搅拌机的选择和搅拌速度的分档的理论基础)但膨胀型:聚氯乙烯糊树脂的粒径分布较窄,当剪切速度增大时溶解度增大,糊粘度随着剪切速度的增加而增大。
假塑型:当加入较小粒径的扩大粒径的分布或形成双峰分布(大-小),开始时糊粘度随剪切速度增大而增大,但随着小粒径置换出增塑剂起稀释作用,粘度出现下降的趋势。
牛顿型:糊粘度不随剪切力和剪切速度的变化屈服强度:增塑糊在一定的剪切力下并不流动,因此增塑的制备需要施加的最小剪切力(搅拌机的选择和功率,包含在试验机的实验搅拌机,剪切速度即搅拌机的转数,当然包含搅拌桨的设计、高度、容积等整体效果,原材料糊树脂的基本性能,吸油性、粒径分布还有增塑剂的溶解种类和效率及其他的添加剂)因为增塑糊的粘度和以后加工的工艺性有密切的关系,所以在生产前均要求对生产的配方原料进行试验配方糊粘度。
聚氯乙烯

一、沈阳化工股份有限公司糊用聚氯乙烯树脂(微悬浮法)
一、产品性质:
糊用聚氯乙烯树脂树脂系聚氯乙烯均聚物,可与增塑剂及其他助剂混合调配成聚氯乙烯糊,适合于涂布、浸渍、喷涂、发泡、旋转成型等加工工艺。
二、质量指标:Q/SHG 1—2011
PSH-10PSH-30PSM-31PSL-31
项目
牌号
树脂外观白色细微粉末
聚合度1580-17801630-18301230-1430800-1080
挥发份 %≤0.50
堆积密度 g/cm30.2-0.45
筛余物 mg/kg≤(筛孔径0.15mm)10.0
残留氯乙烯单体 mg/kg≤ 5.0
1000-25001500-65001500-65001500-6500
混合物B型粘度 30℃ mPa·s
树脂:DOP =100:65
刮痕粒度μm≤100
三、用途:
PSH-10:非发泡人造革底层、人造革及地板革表面层、帆布,浸渍成型制品(手套、靴鞋)、旋转成型制品(娃娃头、玩具)、中空成型制品及橡皮擦、瓶盖垫等。
PSH-30:聚氯乙烯乳胶手套、人造革面层等。
PSM-31:发泡壁纸、人造革、地板革、瓶盖垫、输送带、浸渍及旋转成型制品等。
PSL-31:发泡壁纸、地板革、人造革、旋转成型制品等。
四、包装:
本品采用带袖口纸袋(内衬塑料编织网)包装,每袋净重20kg,以袋上文字颜色区分种类:PSH-10为黄色,PSH-30为蓝色,PSM-31为红色,PSL-31为绿色。
五、贮运:
防雨雪、防潮湿、防曝晒,防止摔包及其它机械性损伤。
注:我公司可以根据客户需求提供个性化技术指标产品。
一次性PVC手套糊树脂特性与针孔成因

医疗级手套,针孔是核心问题,那针孔到底是怎么产生的呢。
我经常会做一个比喻,不很精确但是形象。
我们做大米干饭,如果混入了黄豆和玉米面,那么米饭熟的时候,黄豆还夹生,玉米面却已经过熟烂掉了。
手套也是一样,粉子颗粒和分子量并非大小均一,在手套塑化后,大的颗粒就像黄豆,小的分子就像玉米面,夹生和烂掉的部位都有强度缺陷,从而吊水检测时破损产生针孔。
在糊树脂的生产环节,微悬浮聚合中的破乳胶束、温度升高波动、最后的脱单体升温等等,都会造成远低于平均聚合度的小分子,在喷雾干燥中,温度高、设备死角、过快的速度等等,都会造成部分颗粒的过多粘连而不易崩解,甚至有的外皮碳化无法增塑,形成大颗粒。
配料的方式也会产生影响。
如果一直在用较粗的粉子,为了崩解,进行高剪切搅拌,一直生产正常,突然换了不同厂家牌号的较细的粉子,依然还是老办法,那么高剪切带来的力和温度,就会使部分小分子粒形成凝胶。
反之亦然,不足的剪切力就不足以崩解大颗粒。
在手套生产中经常会发现,当过滤网产生堵塞的时候,针孔会不稳定,滤网上有时候是沙沙的硬质手感杂质,有的时候是黏黏的凝胶手感杂质,这些就是大颗粒及小分子凝胶产生的。
在显微镜下看会更直观,通常大颗粒产生的针孔是不规则、黄褐色、不透明、略显凸起,这是因为不能充分增塑造成的,小分子凝胶产生的针孔是不规则、透明、略显凹进,这是因为分子量小,局部薄弱造成的。
我们要用适宜的方法判定粉子特性,进行针对性的配料,才能稳定生产医疗级,并且可以大量使用低价国产粉,降低成本。
PVC手套的主要原材料
第一章PVC手套的主要原材料第一节聚氯乙稀(PVC)糊树脂第二节增塑剂第三节降粘剂第四节稳定剂什么是PVC手套?PVC手套是由聚氯乙稀糊树脂、增塑剂、稳定剂、降粘剂等混合成增塑糊树脂,经过浸渍、烘干、塑化等工序而成的薄型手套。
第一节聚氯乙稀(PVC)糊树脂一、PVC糊树脂的生产方法1)、种子乳液聚合法:该方法反应速度平稳,粒子直径可以提制和调节,可制成壳核结构或TNP型(互穿网络型)等,国内企业均为种子乳液聚合法。
2)、微悬浮乳液聚合法:由1966年的法国阿托开发成功,以其低能耗,粒子分布窄而获得发展。
不管是什么生产方法,一种增塑糊树脂可以由直接与树脂本身的有关特性来阐明其特性:1、均聚物还是共聚物2、均聚物或共聚物的分子量3、在增塑剂的作用下,二次粒子是否容易崩解成初级粒子4、糊树脂的平均粒径5、糊树脂表面存留的乳化剂类型和用量三、糊树脂对PVC手套的影响对PVC手套来讲,1)影响手套拉伸长度和断裂伸长率的主要因素决定与上述特性1、2即均聚物还是共聚物以及其分子量;2)、影响手套的平滑度、针孔率的主要因素决定于上述特性3、4、5即在增塑剂的作用下,二次粒子是否容易崩解成初级粒子;糊树脂的平均粒径;糊树脂表面存留的乳化剂类型和用量。
3)特性3、4、5为什么影响手套的平滑度、针孔率?这是因为:在增塑剂的作用下,PVC糊树脂能快速崩解二级粒子,(二级粒子的粒径通常为30-70um),崩解后的二级粒子,就回复到了乳液聚合或微悬聚合时的粒径0.2-2um,如果PVC糊树脂不易崩解(乳化剂品种及用量有关),或崩解不充分,降影响到平滑度及针孔率。
四、水在PVC糊树脂中的危害!PVC糊树脂由于是在水相聚合而且含有乳化剂,这样,由于水粉干燥不充分或乳化剂的吸湿等情况下,使PVC增塑糊中产生微量水份,极易起泡,给工艺造成脱泡困难,又易造成缩孔,导致手套的针孔数量增加。
五、我们需要什么样的PVC糊树脂要生产出PVC医疗级手套,既要减少针孔,针对PVC糊树脂有三条要求:1)粒径稳定2)易崩解,二级粒子崩解后的初级粒子大小及分布3)无水份第二节增塑剂一、增塑剂的作用:1)树脂分子间是以很强的范德华力结合在一起的,刚性很强,柔软性不足,增塑剂充于大分子之间,使分子相互间的活动较容易,降低了聚合物分子链的结晶性,亦即增加了PVC树脂的塑性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地毯 玩 具 5 .
输送带 5 .
超过 2 0万 t 用于 加工手 套 。随着 医疗 行业 、 品行 食 业、 电子行 业 以及政府 安全保 障方 面 的需 求增加 , 一 次性 P C手套 的需 求量也 逐年增 长 , V 目前全球 一次
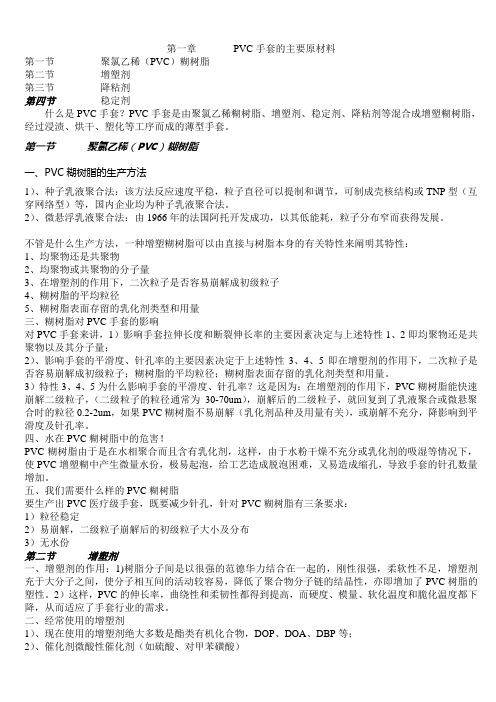
图 1 20 0 9年 我 国 P C糊 树 脂 消 费构 成 情 况 V
第3 9卷 第 1 期 1
2)1年 1 ( 1 1月
聚 氯 乙 烯
Pol v ny y i lChl rd o ie
V o . 9, NO. 13 1 1
NO V.,2 011
一
次 性 手套 专 用 P C 糊树 脂 P H一0 V S 1 0的开发
罗 冬 梅 , 晓 臣 梁 ( 阳化 工 股 份 有 限公 司 , 宁 沈 阳 1 0 2 ) 沈 辽 1 0 6
LC C ( 7 NF 等 。 I O.3 5 )
浸 塑液 3 5 .%
理念 , 走精细 化 、 专业 化 、 系列化 、 高附加 值化发 展道
路是 我 国 P VC糊 树脂 生 产 企业 寻 求 生存 和 发 展空 间 、 升市场 竞争 实力 的关 键[ 。2 0 提 1 0 9年我 国 P C ] V 糊 树脂 消费构 成情 况见 图 1 。 目前 , 国已经成 为全球最 大 的一次性 P C手 我 V 套加 工基 地 , 年 消费 的 7 全 O万 tP VC糊 树脂 中, 有
[ 文献 标 志码 ]B
[ 文章 编 号 ]10 09—7 3 (0 11 —0 1 —0 9721)1 02 3
De eo m e to a t v l p n f p s ePVC r sn PS 一 0 s e i lf rd s s b eg o e e i H 1 p c a o ipo a l l v s 0
展 , 国 P C糊 树脂 产能不 断扩 张 , 十一五末 期 , 我 V 到
国 内 P C糊树 脂产 能 已达 7 V 5万 ta 且仍 有新增 的 /, 装 置不 断投产 , 外 , 年 还 有 约 1 此 每 5万 t 的进 口产 品 , 目前 我 国 P C糊 树 脂 的需 求 量大 约 为 7 而 V O万 ta 因此通用 P C 糊 树 脂 产 能 过剩 的态 势 已成 为 /, V 不争 的事实 。在这种 情况 下 , 根据 市场 需求 , 开发有 特 色 的 P C糊 树脂 产 品 , V 改变 以往靠规 模化发AN G ao he Xi c n
( h n a g Ch m ia n u t y Co ,L d. h n a g 1 0 6,Ch n ) S c y n e c l d sr . t ,S c y n 0 2 I 1 i a
K e r s:p scPV C ei y wo d at r sn;d s o a e g o e;po ym e i a i n f r u a ip s bl l v l rz to o m l Ab ta t s r c :T h r du to nd c ns pto iuai sofpat V C e i n C h naw e e i t o e p o c i n a o um i n st ton se P r snsi i r n r - d c d brc l u c i fy.Thcde l m e tst a i nsofp se PVC ei veop n iu to a t r sn PSH- 0 p c a ordip s b egl c 1 0 s e ilf s o a l ov s w e e i r du c n d ti . r nto c d i e a l
[ 关键 词 ]P C糊 树 脂 ; 次 性 手 套 ; V 一 聚合 配 方
[ 摘 要]简 介 了 我 国 P C糊 树 脂 的 生 产 和 消 费 情 况 。详 细 介 绍 了 一 次 性 手 套 专 用 P C 糊 树 脂 P H 1 0的 V V S -0
开发 情 况 。
[ 图分 类号 ]T 2 . 中 Q3 5 3
Fi . Co s m pto tu t r f PVC g1 nu i n s r c u eo p se rsnsi hey a 0 n Ch na a t e i n t e r20 9 i i
*
[ 收稿 日期 ]2 1 —0 0 0 1 4— 7 [ 作者 简 介 ]罗冬 梅 (9 O )女 , 级工 程 师 ,9 1 毕 业 于 辽 宁 大 学 化 学 系 , 从 事 P 17 一 , 高 19 年 现 VC糊 树 脂研 发 工 作 。
1 国 内 P C糊 树 脂 生产 和 消 费 情 况 V
随着 我 国 汽 车 、 建材 、 疗 器 械 行 业 的 快 速 发 医
性手 套需求 量约 为 5 0 只/ 。一次性 手 套 主要 用 4亿 a
于发 达 国 家 和 地 区 , 外 一 次 性 P 国 VC 手 套 专 用 P C糊 树脂 的研 究 、 发 较 早 , 国内 一 次 性 手套 V 开 而
专用 P C 糊 树 脂 市 场 缺 口较 大 , 大 量 从 国外 进 V 需 口, 主要 进 口商 及 牌 号 有 日本 钟 渊 化 学 株 式 会 社
(S P H一3 ) 台湾 塑 胶 工 业 有 限 公 司 ( RF P G) 1、 P 、R 、 韩国 L G化学有 限公 司 ( P一1 0G) 韩 国韩华 石油 L 7 、 化 学株式 会社 ( M 一3 ) 泰 国 VI K 1和 NYT HAI UB P —