FeatureCAM简体中文教程6.第六章加工参数设定
FeatureCAM简体中文教程

控制的.
交点:锁定直线,圆弧和圆的交点.
中心:锁定圆的中心.这个设定也控制圆和圆弧中心点的显示.
四分点:锁定圆上的与0°, 90°, 180°和270°相符的点.
相切:锁定的是建立的物体将相切于锁定的物体上的点.
物体:锁定其它物体上的点.这包含曲面的直线和坐落在曲面上适合锁定的点.
捕捉鉴别对话框:显示的是如果你选择锁定的点多于一个位置时的对话方框
1-6显示模式工具栏
显示模式工具栏的按钮,控制当前显示的模式.显示模式工具列有以下的按钮来帮 助你形象化并且使用曲面在这个模式里工作.
着色已选着色选取的整个物体.这个给你一个曲面视图的景象.
取消着色已选从选取的整个物体取消着色.
全部取消着色取消所有的显示的着色.
Hide shaded isoline是一个用来隐藏或显示着色的曲面或实体的线架构的开
1-4 编辑工具
要开启此功能之前必须要先选取要编辑的图素,可从下拉选单编辑里的编辑 工具来开启,也可从图素中按右键开启即可。
1-4-1 移动
1. XYZ 距离:可针对 X、Y、Z 轴向做移动的编辑
2.两点距离:可点选
置做点对点的移动 1-4-2 复制
图标,由光标决定移动之位置,也可直接输入坐标位
8
英国 Delcam(中国)有限公司上海办事处-FZY
打
列
示
等
功
案
件
印
显
的
功
能
选
数
、
示
功
能
择
据
输
功
能
出
能
入
3
英国 Delcam(中国)有限公司上海办事处-FZY
F eature C A M H elp C o nte xt H elp
MasterCAM外形铣削主要参数的设置方法

MasterCAM外形铣削主要参数的设置方法前言MasterCAM是一款常用的CAM软件,具有强大的功能及灵活的操作性,被广泛应用于机械制造行业。
在进行外形铣削时,合理设置参数是非常重要的,这样可以提高加工效率,保证加工质量。
本文将介绍MasterCAM外形铣削的主要参数设置方法及其影响。
外形铣削的基本概念外形铣削是制造业中常见的一种加工方式。
其基本原理是通过旋转的铣刀在工件表面上进行铣削,移除必要的材料来得到所需的形状。
在MasterCAM中,外形铣削是通过面铣削操作完成的。
在进行外形铣削时,需要考虑铣削方向、铣削深度、刀具直径以及进给速度等参数的设置,以确保加工效果。
外形铣削参数的设置方法铣削方向铣削方向是外形铣削的一个重要参数。
在MasterCAM中,铣削方向分为水平铣削、垂直铣削和多轴旋转三种方式。
选择不同的铣削方向对加工效果有很大的影响。
•水平铣削:水平铣削适用于平整的工件表面,切削刃与工件平面垂直。
这种方式可以使刀具的切入力最小,因此切削效果好,同时也可以提高加工精度和表面平整度。
•垂直铣削:垂直铣削适用于工件边缘或轮廓,铣刀切削方向垂直于工件表面。
这种方式可以保证切削力的均匀分布,同时也有利于加工较深的凸起形状。
•多轴旋转:在MasterCAM中,可以使用多轴旋转的方式进行铣削。
该方式可以实现任意角度的铣削,适用于加工形状较为复杂的工件。
铣削深度铣削深度表示铣刀在一次铣削过程中所能切削的最大深度。
通常情况下,铣削深度应该尽可能大,以提高加工效率。
但是,在考虑铣削深度时也需要考虑切削力和表面质量的影响。
如果铣削深度过大,可能会导致刀具过度磨损、加工精度下降和表面效果下降等问题。
刀具直径刀具直径是外形铣削的一个重要参数,通常情况下,刀具直径越大,铣削效率越高,加工精度越高。
但是,在选择刀具直径时也需要考虑工件的几何形状以及加工深度和切削质量等因素。
进给速度进给速度是铣削过程中切削刃移动的速度,是外形铣削的另一重要参数。
FeatureCAM

F e a t u r e C AM 在 链 轮 齿形 加 工 中 的应用
贺文 龙 胡虎娟
( 陕西 建设 机械 股份 有 限公 司 , 陕西 西安 7 1 0 0 3 2 ) 摘 要: 分 别从零 件 工艺分 析 、 模型 导入 、 加工 方法 / 加 工参 数确 定及后 处理 选择 、 零件 对 比检查 4 个方 面 , 介 绍 了某 驱动 链轮 的 C AM
要求 , 还提高 了加 工效 率 , 同时验证 了 C A M 软 件 编程 的可 行
性, 且为后续其他零部 件进行 C A M 数 控 编 程 积 累 了 经 验 。 下 面就 具体 说 明该 零 件 的 C AM 编 程 过 程 及 相 关 问 题 , 分 别 从 零 件工艺分析 、 模 型导 入、 加工 方 法/ 加 工 参 数 确 定 及 后 处 理 选 择、 零 件 对 比检 查 4个 方 面 进 行 介 绍 。
要, 重设加工坐标系 , 其 X、 y向位于 声 5 9 3 . 5外 圆 中 心 , Z 向 位 于齿 厚 厚 度 4 5 mm 上 表 面 , 如图 2 所示 。
刀方 向为向 Z轴负向看去顺时针 。
图 3 粗/ j  ̄ " r 走 刀 路 线 图
关 键词 : F e a t u r e C A M 数 控 编程 ; 精度 ; 效率 ; 工 艺验证
0 引 言
我 公 司原 先 针 对 某 驱 动 链 轮 齿 形 加 工 采 用 外 协 线 切 割 , 表 面粗 糙 度 总是 达不 到 1 . 6 。为 达 到 图 纸 粗 糙 度 1 . 6的要 求 , 并 提高加工效率 , 现对该驱动链 轮齿形进 行 F e a t u r e C AM 数 控 编 程、 加 工 中, 6/ J D I 。该 加 工 过 程 不 仅 达 到 了 图 纸 粗 糙 度 1 . 6的
加工常用参数设置
(Contour) Tolerance
加工精度
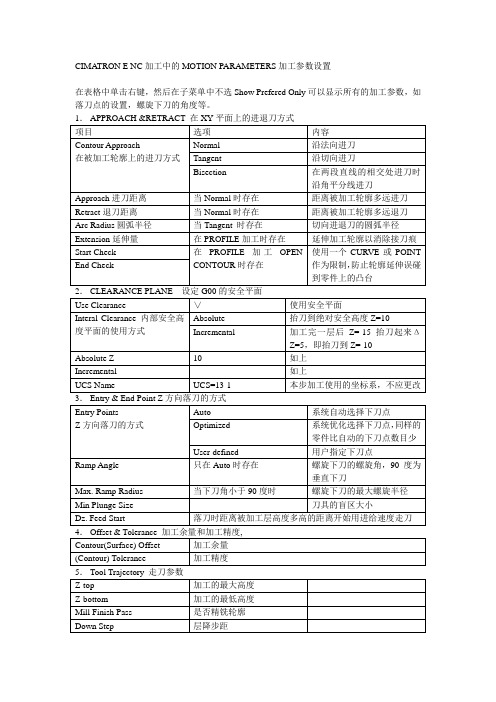
5.Tool Trajectory走刀参数
Z-top
加工的最大高度
Z-bottom
加工的最低高度
Mill Finish Pass
是否精铣轮廓
Down Step
层降步距
Side Step
单层加工上的行距,如果大于刀具直径的一半,则可能留下残料,需要Clean Between Passes
CIMATRON E NC加工中的MOTION PARAMETERS加工参数设置
在表格中单击右键,然后在子菜单中不选Show Prefered Only可以显示所有的加工参数,如落刀点的设置,螺旋下刀的角度等。
1.APPROACH &RETRACT在XY平面上的进退刀方式
项目
选项
内容
Contour Approach
当平行走刀时的走刀角度
Regions
Connect一般使用此选项
当加工多个凹槽时,区域连接优先加工完此槽,然后再跳刀至另一槽加工
Skip
当加工多个凹槽时,在第一槽加工完第一层后跳刀至另一槽加工此层,所有槽加工完第一层后再返回第一槽加工第二层。
Use Clearance
∨
使用安全平面
Interal Clearance内部安全高度平面的使用方式
Absolute
抬刀到绝对安全高度Z=10
Incremental
加工完一层后Z=-15抬刀起来ΔZ=5,即抬刀到Z=-10
Absolute Z
10
如上
Incremental
如上
UCS Name
UCS=13-1
Mixed
Master CAM

第1章Mastercam基本操作31出最佳的加工边界曲线。
(6)构建刀具路径限制边界。
对于规划的加工区域,需要使用边界来限制加工范围的,先构建出边界曲线。
4.加工参数设置参数设置可视为对工艺分析和规划的具体实施,它构成了利用CAD/CAM软件进行NC编程的主要操作内容,直接影响NC程序的生成质量。
参数设置的内容较多,其中:Mastercam数控加工实例教程32(1)切削方式设置用于指定刀轨的类型及相关参数。
2)加工对象设置是指用户通过交互手段选择被加工的几何体或其中的加工分区、毛坯、避让区域等。
(3)刀具及机械参数设置是针对每个加工工序选择适合的加工刀具并在CAD/CAM软件中设置相应的机械参数,包括主轴转速、切削进给、切削液控制等。
()加工程序参数设置包括对进退刀位置及方式、切削用量、行间距、加工余量、安全高度等。
这是C A M软件参数设置中最主要的一部分内容。
5.生成刀具路径在完成参数设置后,即可将设置结果提交给CAD/CAM系统进行刀轨的计算。
这一过第1章Mastercam基本操作33程是由CAD/CAM软件自动完成的。
6.刀具路径检验为确保程序的安全性,必须对生成的刀轨进行检查校验,检查有无明显刀具路径、有无过切或者加工不到位,同时检查是否会发生与工件及夹具的干涉。
校验的方式有:(1)直接查看。
通过对视角的转换、旋转、放大、平移直接查看生成的刀具路径,适于观察其切削范围有无越界及有无明显异常的刀具轨迹。
(2)手工检查。
对刀具轨迹进行逐步观察。
(3)实体模拟切削,进行仿真加工。
直接在计算机屏幕上观察加工效果,这个加工过程与实际机床加工十分类似。
对检查中发现问题的程序,应调整参数设置重新进行计算,再作检验。
7.后处理后处理实际上是一个文本编辑处理过程,其作用是将计算出的刀轨(刀位运动轨迹)以规定的标准格式转化为NC代码并输出保存。
在后处理生成数控程序之后,还需要检查这个程序文件,特别对程序头及程序尾部分的语句进行检查,如有必要可以修改。
UG CAM基础培训(六)----多轴加工

运动关系与间距
摆头转抬结构
旋转台
轻的或中等重量的工件 最小化工件移动 最少的轴的叠加 工件易于安装 好的观察视角
旋转头
当摆头绕Y轴旋转时需要额外的X 轴移动 长的刀具也会增加X轴的移动 刀长事件
双转台结构
旋转台
重量轻的工件 工件的叠加 最少的轴的叠加
减少工件的硬度 额外增加X、Y、Z的线性移动 工件安装的考虑
可变轴曲面轮廓铣
目的
本课介绍可变轴轮廓铣的一些概念及特殊的刀轴控制方式和驱动 方法。可变轴轮廓铣一般用于零件的精加工。
目标
通过本课的学习,可以掌握: 通过适当选择零件几何体的刀轴生成多轴加工的刀轨 多轴加工的编程技巧
原理:刀位点的算法
R2
im
n m
R1
r z
a
r z
γ n
R2
p
R1
rm
y
(90 − α ) rp
边界驱动方法更适合粗加工。
边界选项
边界选项 用于逐步定义边界,每个边界成员可以分别定义刀具位置为On、Tanto或 Contact
切削模式 用于指定刀轨的形状。
切削类型
平行线切削模式
径向切削模式
同心圆切削模式
切削类型 用于定义刀具从一段刀轨到下一段刀轨的移动方式。 切削模式中心 在使用同心圆切削模式、径向切削模式时用户自定义或系统自动计算出切 削中心点。 切削角度 使用平行线切削模式时定义刀轨旋转角度。 行距 定义连续切削的刀轨间的距离 更多的驱动参数
选择方法
自动 NX 根据主操作对话框中指定的切削区域面的边界创建流动曲线集和交叉曲线集。指定 您手工选择流动曲线和交叉曲线或自动编辑创建的流动/交叉曲线。 对于此选项,如果使用接触刀具位置,则从选择栏上的类型过滤器列表中选择边缘。 接触仅用于边缘曲线。
featurecam 中文基础教程

4
刀具编号:NC 输出时刀具的编号 刀半径偏置注册编号:NC 程序中的『D』码 刀长偏置注册编号:NC 程序中的『H』码 刀具 ID:刀具在 FeatureCAM 里的名称 【相同】 :如勾选此功能,所有编号将统一设定
5
『%速度修调』 :此设定值是有关于自动计算 S 值的百分比。例如计算出的 S 值是 5000RPM,如设定 50%,最后自动计算出的 S 值是 2500 RPM 『%进给修调』 :此设定值是有关于自动计算 F 值的百分比。例如计算出的 F 值是 2000RPM,如设定 50%,最后自动计算出的 S 值是 1000 RPM
第二章
毛坯的建立
毛坯是你即将要切削的零件最原始的材料,它可以是矩形或者更普通的拉 伸外形,毛坯的外形用来偏置刀具路径并且像浮雕一样控制加工特征的范围, FeatureCAM 已经为很多不同的毛坯材质加入了进给率/转速选项。所以进给率和 转速可以基于毛坯材质自动计算。毛坯模块为制定或者修改一般的毛坯形状,你 毛坯形状的来源坐标系下提供一步一步的设定, 通过设定在每一个对话框输入你 要求的参数并点击下一步来金融下一视窗。 点击 毛坯模块将出现以下窗口
2-1 毛坯样式
建立立方体毛坯︰按照上图所示设定毛坯的长,宽,高尺寸
1
建立圆柱形毛坯:按照上图所示设定圆柱的长建、外径、内径(ID)和毛坯的轴向 设定
建立 N 边毛坯:按照上图所示设定建立 N-边形的长、外径、边数和毛坯的轴向 设定
2-2 材质、硬度、进给率表单
FeatureCAM有标准的材质数据库.进给率和转速保存在每一种材质中.每个选 项包含不同的切削数据设定.这些选项可以被客制化来改变数值或者你可以为新 的材质添加选项.
曲线向导
1
CAM加工模块的基本操作

计算机辅助编程系统
数控编程 数控机床
计算机硬件
自动编程软件
计算机辅助编程系统的任务是根据工件的几何信息计算出数控加工的轨迹,并编制 出数控程序,主要功能包括数据输入输出、加工轨迹计算与编辑、工艺参数设置、 加工仿真、数控程序后处理、数据管理等。 数控加工设备的任务是接受数控程序,并按照程序完成各种加工动作。
通用加工配置 库加工配置
钻孔加工配置 车削加工配置
平面铣加工配置 轮廓铣加工配置 多轴铣加工配置 点位加工配置 孔加工配置 车削加工配置 线切实加工配置
每一种CAM进程配置包括多个CAM设置。选择不同的 CAM进程配置,在CAM设置列表中相应显示不同的 CAM设置,本课程介绍cam_general,通用加工配置下 所包含的零件模板。
一、加工模块简介
1、进入加工模块 在“应用”主菜单中选择:“加工”命令即 可进入加工模块。 2、加工环境设置 当一个零件首次进入加工模块时,系统会弹 出“加工环境”对话框,要求先进行初始 化,如图。
CAM进程设置用于选择加工所使用的机床类别。 CAM会话设置是在制造方式中指定加工设定的默认文件, 即选择一个加工模板也决定在生成程序、刀具、 方法、几何时可选择的父节点类型。 初始化:系统将根据指定的加工配置,调用相应的模板 和相关的数据进行加工环境的初始化。
(3)创建加工坐标系的方法
单击【操作导航器】工具条中的【几何视图】图标,打开 【操作导航器-几何体】窗口,双击坐标系 MCS_MILL,RSGA【MILL-ORIENT】对话框,进行操作。 在对话框中打开连接RCS与MCS选项时,则链接参考坐标 系RCS到加工坐标系MCS,使两个坐标系位置和方向相同, 只是RCS图标为灰色显示。
cimatron E二维加工参数设置

轮廓参数如图.选择6条R6的圆弧.注意方向. 选择的所有轮廓线的串连方向必须一致 默认的箭头方向与选择轮廓时的单击 位置有关,从较近的一个端点指向较远 的一个端点,因此在选择时可以有意识 地选择单击位置.
各部分参数如图.
设置合适的进退刀距离的延伸长度可以使刀具在 进刀点与退刀点位置相对接近,可以直接进入下 一层进行切削.
安全平面参数用于设置刀路在两个切削区域间转换或者 两切削层之间的转换的相关参数。 使用安全高度选项一般应该打开,否则刀具路径将存在较大 安全隐患。
进刀角度:90 最小切削宽度:0 缓刀距离:1
轮廓偏移:0 进刀点偏移:16 轮廓精度:0.1
Z值最大值/最小值:指定切削起始高度和终止高度。 Z值最小值不能大于Z值最大值,否则无法作运算, Z值最大值加上缓刀距离不能大于安全高度。 切削深度:指定每次加工Z方向深度的增量。 参考Z铣削带有脱模斜度的轮廓,即在轮廓参数定义 了”拔模角度“大于0时,需要指定其参考轮廓所 处的高度.铣削带有脱模斜度的轮廓,其每一层的 刀具轨迹均匀不一样,系统需要知道所选择的轮廓 大小位于什么高度,这个高度就是参考Z.参考Z 可以设置在任意位置. 切削在确定时需考虑切削所使用的刀具,被切削工件材料,切削余量,切削负荷,残 余高度,切削进给等因素。 精铣侧向间距:是在进行平行切削加工后针对轮廓的侧边再做一周的精铣。平行切 削是一种粗铣的加工方式,它会在轮廓的侧边留下不均匀的而且较多的残料,通过 精铣侧向间距沿着侧壁进行加工后则可以取得相对较高的加工表面质量。
工艺方式:2.5轴的毛坯环切 毛坯环切:也称沿边环绕切削,其按照成型部 分等距离偏移,直到到达中心或边界。毛坯环 切提供高效率的粗坯料加工路径,轮廓部分 留料均匀有利于精加工,同时其切削负荷相 对固定。
6CAM 加工练习 及其步骤

1. 打开图形Part6,根据图形的要求选择合适的工艺路线和刀具,如下图所示:序号加工工艺操作类型余量使用刀具1 粗铣型腔铣1mm D62 精铣型腔铣0mm D63 精铣固定轴轮廓铣0mm D4R22. 单击按钮,选择加工,单击初始化,进入加工环境,单击左侧的按钮,在操作导航器中单击右键,选择几何视图,然后双击,系统自动弹出机床坐标系对话框,单击按钮,设置【参考】为WCS,单击确定,选择为平面,再单击按钮,设置安全距离为20,单击确定,操作如下图所示:3. 双击操作导航器中,单击按钮,选择实体,单击确定,再单击按钮,选择自动块,单击确定,结果如下图所示:单击菜单栏中的按钮,创建如下图所示的2把刀具。
单击按钮,系统弹出创建操作对话框,选择子类型为CAVTTY_MILL,程序为PROGRAM,刀具为D6,几何体为WOKEPIECE,方法为MILL_ROUGH。
单击确定,操作结果如下图所示:切削模式:往复;步距:恒定;距离:1;全局每刀深度:1;7.单击按钮,生成刀轨,结果如下图所示:8. 单击左侧的操作导航器,单击右键选择几何视图,单击粗加工操作选择复制,然后粘贴,将其重命名为MILL_FINISH,再双击,进行编辑,选择刀具为D6,操作选择精加工。
结果如下图所示:9.切削模式:往复;步距:恒定;距离:0.4;全局每刀深度:0.4;切削参数中的空间范围:处理中的工件:选择使用3D;10.单击按钮,生成刀轨,结果如下图所示:11.单击按钮,系统弹出创建操作对话框,选择子类型为FIXED_CONTOUR,程序为PROGRAM,刀具为D4R2,几何体为WOKEPIECE,方法为MILL_FINISH,单击确定,操作结果如下图所示:12.单击按钮,指定切削区域,选择部件,结果如下图所示:结果如下图所示:14.单击按钮,生成刀轨,结果如下图所示:15. 选中操作导航器中的WOKEPIECE,单击按钮对上面的操作步骤进行2D动态仿真,结果如下图所示:。
如何设定加工参数

如何设定加工参数设定加工参数是制造工艺中的重要环节,包括材料的选择、加工工艺的确定、机械设备的选型以及工艺参数的设置等多个方面。
下面将详细介绍如何设定加工参数。
1.材料的选择:加工参数的设定首先要考虑加工材料的性能和要求。
根据产品的使用要求和制造工艺的要求,选择合适的加工材料,包括金属、塑料、陶瓷等。
不同材料的机械性能、导热性、热膨胀系数等会对加工参数的设定产生重要影响。
2.加工工艺的确定:不同的加工工艺对加工参数的设定有不同的要求。
例如,对于铣削加工,需要确定切削速度、进给速度、切削深度等参数;对于钻孔加工,需要确定转速、进给速度、钻头类型等参数。
根据加工的要求,选择合适的加工工艺,再结合实际情况来设定相应的加工参数。
3.机械设备的选型:对于相同的加工工艺,不同的机械设备对加工参数的要求也不尽相同。
例如,钻孔机的转速范围和进给速度范围会对加工参数的设定产生影响。
根据工艺需求和机械设备的性能,选择适合的机械设备,并根据设备的参数来设定加工参数。
4.工艺参数的设置:工艺参数是实际加工中的具体数值,需要结合实际情况来进行设定。
主要包括切削速度、进给速度、切削深度、冷却液的使用等。
这些参数的设定需要综合考虑材料的性能、加工工艺的要求、机械设备的性能以及经验等因素。
通常采用试加工的方法,通过实际加工来不断调整和优化参数,最终确定合适的加工参数。
5.参数的监控和调整:加工过程中需要对参数进行实时监控和调整,以保证加工的稳定性和一致性。
例如,通过刀片磨损的监测来调整切削速度和进给速度;通过温度的监控来调整冷却液的使用等。
及时发现问题并进行调整,可以提高加工效率和产品质量。
在设定加工参数时,还需要考虑工艺规程、标准和经验等因素。
合理设定加工参数可以提高产品的加工精度、降低成本和提高生产效率。
在实际操作中,要结合材料、需求、工艺和机床等多方面因素进行综合考虑,灵活调整和优化参数,以达到最佳的加工效果。
fastCAM(中文版)教程.

精选ppt
56
精选ppt
57
精选ppt
58
精选ppt
59
第六单元:FastCAM行业解决方案
(所需时间:45分钟)
一. 钣金展开和管道切割解决方案 二. 输送管道切割解决方案 三. 钢结构管架切割解决方案 四. 生产管理解决方案 五. 自动切割技术方法 六. 坡口切割解决方案
(每个软件介绍7分钟)
精选ppt
8
FASTCAM绘图模块(即桌面FastCAM图标)
主要功能: ⑴. 绘制零件图功能;(将在附录中详细介绍) ⑵. AutoCAD 文件清除压缩优化处理功能; ⑶. 切割工艺与切割编辑功能:
DXF/DWG零件的提取打散功能、图形文件分层、文字标注 、尺寸校验、正负桥接功能、将直角自动全部转换为圆弧倒角 等.
(所需时间:15分钟)
第八讲:等离子桥接功能
(所需时间:15分钟)
第九讲:自动连割功能
(所需时间:15分钟)
第十讲:套料综合练习题
(所需时间:15分钟)
精选ppt
46
一、全自动完全共边切割
精选ppt
47
二、混合自动共边切割
精选ppt
48
二、混合自动共边切割
精选ppt
49
一、FastCAM中断开桥
第三讲:手动编程
(所需时间:15分钟)
第四讲:FastPATH自动编程
(所需时间:30分钟)
中间休息(5分钟)
第三单元:自动套料(学时45分钟)
第五讲:手动套料矩阵套料
(所需时间: 15分钟)
第六讲:自动交互式套料
(所需时间: 30分钟)
中间休息(5分钟)
本段内容专家版才具有的功能
Mastercam X基础教程 第6章 CAM通用设置

每钻每刃基本进给 各种基本进给
重置 进给率输出单位 英寸/毫米/米
Mastercam X 基础教程
清华大学出版社
6.3 工作设定
6.3.1 机床设定 用户可以在选择某种机床后,选择 Machine Type |Machine Definition Manager…命令,来查看或修改所选择机床 的相应配置。
起始序列号 序列号增量
Mastercam X 基础教程
清华大学出版社
6.3.5 文件管理
机床名称 刀具路径存放路径和名称 机床描述
修改机床配置或重新选择
刀具库路径和名称
操作库路径和名称
默认操作路径和名称
将操作内容/机床名称等内 容输出等 NC 文件
Mastercam X 基础教程
清华大学出版社
6.4 操作管理
轨迹端点
Mastercam X 基础教程
清华大学出版社
3 后置处理
选择新的后处理器 当前使用的后处理器 输出到属性描述中 输出为 NC 文件 覆盖同名文件 覆盖前询问
保存后可修改 文件扩展名
发送到机床 输出为 NCI 文件 覆盖同名文件 覆盖前询问
保存后可修改
Mastercam X 基础教程
清华大学出版社
清华大学出版社
6.2 材料设置
6.2.1 选择材料
材料列表
显示所有材料 显示英制单位材料
显示毫米制单位材 显示米制单位材料 料 从当前机床或者系 统材料库选择
Mastercam X 基础教程
清华大学出版社
6.2.2材料参数
材料名称 注解
基本表面速率 钻/外形铣/挖槽 /曲面加工速率 允许刀具材料和 附加的进给率
Mastercam X 基础教程
CIMATRON E中的加工参数设定
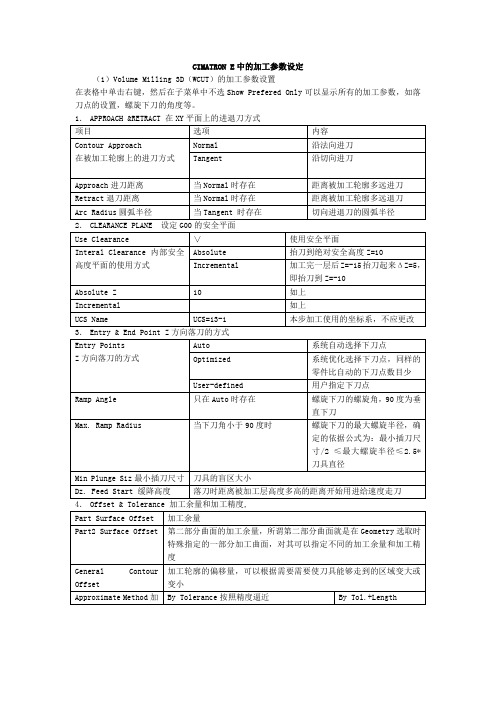
CIMATRON E中的加工参数设定(1)Volume Milling 3D(WCUT)的加工参数设置在表格中单击右键,然后在子菜单中不选Show Prefered Only可以显示所有的加工参数,如落刀点的设置,螺旋下刀的角度等。
1.APPROACH &RETRACT 在XY平面上的进退刀方式2.CLEARANCE PLANE 设定G00的安全平面3.Entry & End Point Z方向落刀的方式4.Offset & Tolerance 加工余量和加工精度,5.Tool Trajectory 走刀参数6.层间优化的加工方式A.NONE,层间不优化,粗加工时使用。
B.CONSTANT Z:层间等高优化。
可以应用于半精加工中,其中的参数设置如下表:C.ON SURFACE:常用的半精加工层间优化方式,比CONSTANT Z.增加顶部水平区域的环绕加工。
D.Horizental:层间采用投影精加工的水平优化,加工水平或者接近水平的区域。
其独有的选项为:(2)Surface Milling, By Layers(WCUT FINISH)的加工参数设置本加工方式用于曲面精加工,适用与比较陡峭的零件,即接近于垂直的面比较多的零件,一般型腔零件出于安全考虑都应该使用此加工方法。
在精加工时应该设定较小的加工步距和较高的加工精度,以保证加工的质量。
1.APPROACH &RETRACT 在XY平面上的进退刀方式沿法向进刀沿切向进刀是精加工中独有的选层间螺旋下刀2.CLEARANCE PLANE 设定G00的安全平面同其他加工方式3.Entry & End Point Z方向落刀的方式同其他加工方式4.Offset & Tolerance 加工余量和加工精度,同其他加工方式5.Tool Trajectory 走刀参数,与其他加工方式不同的参数有:7.层间优化的加工方式,这是因为我们是在精加工,所以尽管几种选项都存在,我们还是只应该选用Horizental选项。
CAM编程中的参数设定

不要一周绕着走刀,而要分成二边分别走。
左、右件和一出二的方向:有时一套模会出二个零件,对于分左右件的,图形能过镜射来制作。
如果是出二个相同的零件,则图形一定要在XY内平称或旋转,一定不可以镜射,务必小心,不要搞反方向,模具的方向:模胚的四个导栓孔,不是完全对称,有一个是不对称的,所以加工前后模时这末搞清楚,每一块模板上都有基准,加工完的前后模合起来一定要基准对基准,特别是对原身模胚成形的模具一定要注意。
画图时也注意方向,铜公的方向和正视图(俯视图)的方向一致,科芯,藏科框的方向和铜公一致,前模则相反。
曲面上的槽或凸台等一些装饰线条,因为比较窄,所以不好加工。
对于凹槽,我们一般将槽避空,即铣深一些,然后再补一个散公做出沉面,凸台一般只能分开做一个散公,大铜公不做,这样才能保证质量。
模具,产品的配合公差:一套产品通常有几个及十几个零件,这些零件的主要配合尺寸都是电脑锣加工保证的,选择合理的公差就很重要,尤其是有些产品设计图没有考虑配合问题。
底,面壳的配合,外形无疑是0对0配合,定位是靠支口保证的,凹支口和凸支口的公差一般0.1MM,单边。
大身上的配件如透明镜,一般配件外形要比大身上的尺寸小单边0.1~0.2.大身上的活动配件,如按钮,配件外形要比大身上的外形比单边小0.1~0.5。
大身上的配件表面形状一般要和大身上的表面形状一致,可以从大身表面下来。
出模斜度(拔模角)朔胶模都要做出模斜度,不然会擦花,如果图纸没有标明,可以同做模师傅商量,出模斜度一般0.5o~3o如果蚀纹的模具,出模角要做大一点,2o~5o,视蚀纹粗细而定。
下刀问题很多时候,鳘刀刚铣时,吃刀量都比较大,容易引起断刀,弹刀,这时可以先将下刀位开粗或者鳘刀抬刀走,或者昼在料外边下刀,总之要充分考虑这个问题。
抢刀,弹刀,掉刀当加工量比较大时,刀夹得太长,刀太小时常会发生这种情况。
加工量比较大,特别是浓度进刀较多时,容易发生,如光侧面深度H=50mm直径3/4刀,我们可以分25mm二次加工,就不容易发生。
初学FastCAM自动编程套料软件教程

初学FastCAM自动编程套料软件教程一、清楚了解用户界面FastCAM的用户界面是用户启动FastCAM后屏幕上的内容。
为了有效的使用FastCAM,学员需要学习和熟悉用户界面的各个组成部分。
简单来说,FastCAM用户界面包括以下几个主要部分:1、标题栏2、下拉菜单3、工具栏4、绘图窗口5、提示栏标题栏FastCAM的标题栏和Windows系统中大多数的应用程序窗口的标题栏是一致的。
它们都位于应用程序窗口的左上角,显示当前正在运行的程序名称和此时程序所装入的文件路径和名称。
下拉菜单FastCAM的菜单栏包括16个主菜单项,它们分别对应了16个下拉菜单项。
这些下拉菜单科实现FastCAM的各项功能。
例如,利用“文件”下拉菜单,用户可以执行“存盘”、“读入”或“新文件”等操作。
工具栏FastCAM提供了24个使用频率极高的工具栏,利用这些工具栏能够方便地实现各种操作,是代替菜单的另一种简便工具。
例如可以通过将光标置于工具栏上迅速显示工具标签或工具提示。
工具标签按钮明细如下表(从左到右排序):(a) construct safe volunteers is a global task. This work is the bureau Party committee according to the required to make the Council an important deployment. It is the significant move that strengthen the comprehensive management of social management, to maintain the stability of the overall situation of social order, is to do a good job of prevention and treatment work under the new situation, constructing the harmonious relationship between the police and the people of a strong starting point, with the central, the provincial, city and county on strengthening and innovating social management, do a good job work of the masses of the major decision is consistent with the spirit. (II) volunteers in peace building is the concrete embodiment of the basic principles of public security work. Combining the basic principles of public security work is the specialized agencies and the broad masses, we carry out Pingan volunteer work is public security organs take the direct embodiment of the mass line, the fundamental purpose is extending public security work in the new platform, absorb the social personnel involved in peace building and create a whole society to participate in the construction, and the broad participation of the masses in the situation, and effectively improve the safety and satisfaction of the people.编号名称作用1 新文件建立一个新的CAM文件2 打开文件打开一个CAM格式的类型文件3 文件存盘将文件储存为CAM格式的文件,打开是通过2的方法4 打印打印一个CAM所在界面的图形文件快速画矩形图形,右键可以选择各种方式确定矩形的5 矩形起点和结束点快速画两点确定的线段,右键可以选择各种方式线的6 线起点和结束点快速画圆形图形,右键可以选择各种方式确定圆的起7 整圆点和结束点8 实点通过此点来确定点或参考点画凹型角或将直角变换成凹型角,右键重新输入直角9 凹型角的第一第二距离画直线倒角或将直角做直线角,右键重新输入直角的10 倒直角第一第二距离画圆形倒角或将直角做圆形角,右键重新输入直角的11 倒圆角第一第二距离12 删除删除本此和上一次所做的内容,相当于直接返回两步 13 修剪对线或弧的交叉位置进行切断和删除 14 伸缩像AutoCAD里的延伸一样,可以使线段延长 15 加文字在屏幕上增加文字,右键出现增加.编辑.移动 16 显示窗口通过矩形框将矩形框内的图形放大 17 全屏显示将当前的图形全部显示18 前次显示显示之前所对图形的放大或缩小19 控制点显示显示实体所有的端点20 输出NC码输出切割机所需的切割代码21 撤销修改取消上已次的修改22 恢复修改恢复上一次的更改23 FastPATH设置进入PATH模块设置(a) construct safe volunteers is a global task. This work is the bureau Party committee according to the required to make the Council an important deployment. It is the significant move that strengthen the comprehensive management of social management, to maintain the stability of the overall situation of social order, is to do a good job of prevention and treatment work under the new situation, constructing the harmonious relationship between the police and the people of a strong starting point, with the central, the provincial, city and county on strengthening and innovating social management, do a good job work of the masses of the major decision is consistent with the spirit. (II) volunteers in peace building is the concrete embodiment of the basic principles of public security work. Combining the basic principles of public security work is the specialized agencies and the broad masses, we carry out Pingan volunteer work is public security organs take the direct embodiment of the mass line, the fundamental purpose is extending public security work in the new platform, absorb the social personnel involved in peace building and create a whole society to participate in the construction, and the broad participation of the masses in the situation, and effectively improve the safety and satisfaction of the people.24 技术支持将问题自动采集形成包,发给FastCAM公司绘图窗口绘图窗口是我们的工作窗口,因为所有的一切工作,如绘制图形、输入的文件及尺寸标注等均反映在该窗口中。
第6课 面铣加工参数

第十课面铣加工参数一边界(Boundary)边界是用来指定刀具切削移动区域的。
这些区域可由一个或多个边界构成。
通常,加工模块不同,边界的用法也不同。
但是,边界有共同的特性。
一、边界分类●加工边界(Part Boundary)用于指定刀具所要加工的几何形状。
下图说明了Part边界最常用的一个用法:在Planar_Mill操作中,Part Boundary指定了被加工的切削量。
Part Boundary 指定加工量●检查边界(Check Boundary)用于指定保护几何以定义刀具逃避的区域。
在下图,Check boundary指定了夹具几何。
Check Boundary 指定夹具几何●修剪边界(Trim Boundary)用于裁剪一部分加工区域。
在下图,修剪边界(Trim Boundary)裁掉了Trim Boundary外的所有加工区域。
Trim Boundary 限制加工区域●毛坯边界(Blank Boundary)通常与Part边界一起指定刀具的切削量。
在下图,切削量由一个Blank Boundary和多个Part Boundaries共同决定。
Part and Blank Boundaries共同决定切削量●驱动边界(Drive Boundary)用于固定和可变轴曲面外型加工中的边界驱动(Boundary Drive)和径向切削驱动(Radial Cut Drive)两种驱动方法。
它们与Part Surfaces一起指定切削区域。
在Boundary Drive方法,驱动边界形成的区域能大于、等于和小于Part Surfaces,见下图。
驱动边界(Drive Boundaries)在Radial Cut Drive方法,沿着边界的方向,刀具路径总是垂直边界(径向切削),见下图。
驱动边界(Drive Boundary)二、边界平面曲线、面的边、点可用于生成不共面的边界(由面生成边界必须共面)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第六章加工参数设定6-1 钻孔
点钻:钻孔前预先打一中心孔
点钻时切削平倒角:
点钻直径%:中心钻直径是孔径的%
使用L/D补正:
组合相似孔到固定循环:
最大攻丝主轴RPM:攻丝最大的转速
存在:
钻孔循环:深孔断削钻
搪孔循环:FF FDF FSR NO Drang
攻牙循环:浮动刚性深孔断削钻
No drag X shift:
No drag Y shift:
定性钻直径:预先钻孔的孔径
1
6-2啄式钻孔
第一次啄钻:第一次啄钻直径是孔径的百分比第二次啄钻:第二次啄钻直径是孔径的百分比最小啄钻:最小啄钻直径是孔径的百分比
6-3 铣削
2
使用精加工刀具:与精加工使用相同刀具刀具补偿:刀半径补正
零件轮廓编程:路径沿线段跑
最小退刀:以最少提刀产生路径
独立加工层:
深度优先:
侧面粗加工由底往上:路径由下往上切削
侧面精加工由底往上:路径由下往上切削
摆线切削:以螺旋进刀方式切削
最大刀具直径:最大刀间距的加工刀具%
最大步距离:最大切削速率最大值
6-4 行距
3
使用初加工路径:使用粗加工
深度:定义切削深度
螺旋:螺旋路径刀间距
往复式:平行路径刀间距
半精加工(二次粗铣):使用
余量:二次粗加工预留量
底部余量:二次粗加工底部预留量
往复式:路径之角度
精加工路径:使用精加工
粗加工余量:粗加工预留量
路径数:切几次
重叠:进刀与退刀之间的距离
壁路径:使用
螺旋:
往复式:
底部余量:
6-5 切入切出/斜向
4
切入切出距离%:进退刀距离以刀直径%切入角度:进刀角度
切出角度:退刀角度
斜向进刀类型:S-形方向圆弧直线斜向直径%:斜向距离以刀直径%
最小斜向距离:最小斜向下刀距离
最大斜向角度:最大斜向下刀角度
螺旋斜向:顺铣、逆铣
线性仿真:
圆弧切入切出:圆弧进退刀
6-6 辅助
5
Z快进平面:刀具与工件之间的安全距离
下切间隙:刀具最小移动距离,刀具欲开始加工(G01)的高度攻丝下切间隙:
Z轴斜向间隙:
样条曲线公差:
冷却剂样式:液体雾状冷却剂3.4
Z index clearnce:
包裹公差:
平倒角深度:倒斜角深度
转速:转速%
进给:进给率%
均衡下切速度:等比例缓降进给%
6-7 操作
6
自动选项:调整路径排序标准
刀具路径仿真不需要提问:不要求刀具路径仿真过程中有警告Base priority:
快进横过:快速移动转速
变更刀具:换刀时间
到开始:开始时间
X-Y 加速度:
Z-加速度:
6-8 螺纹铣
7
线性斜向距离:斜向下刀的距离
斜向直径:斜向下刀的直径
斜向角度偏置:
螺旋斜向:定义螺旋斜向下刀
开始角度:进刀角度
轮齿重叠:
轮齿外部:
6-9 刀具选取
8
点钻
推荐点钻:预先中心钻
推荐中心钻:预先中心钻
优化中心钻刀具选取:最佳化中心钻刀具选择优化平倒角刀具选取:最佳化倒斜角刀具选择刀具直径公差:刀具直径公差
Drill%of:
Thread%for tap drill:
Tap Type:
刀具%圆弧半径:
6-10面加工
9
运行初加工路径:使用粗加工
运行精加工路径:使用精加工
精加工余量:精加工余量
平面加工距%:刀间距是刀具的%
横向过切:横向的路径宽度与加工刀具的百分比
纵向过切:纵向的路径宽度与加工刀具的百分比
10。