生丝纤度电子检验中的样本容量研究
生丝品质检验
生丝品质检验中国丝绸历史悠久、文化源远流长,是民族之瑰宝,我国是生丝制造大国,但不是生丝制造强国。
作为世界上最大的蚕丝生产国和出口国,我国的生丝产量占世界的70%以上,出口量占世界贸易量的80%,丝类产业是我国入世后可以主导世界市场的少数几个传统优势产业之一,她的发展对解决"三农"问题、外汇平衡及调整贸易格局有着举足轻重的作用。
生丝检验工作是生丝品质等级确定的基础工作,也是以质取胜战略的组成部分之一,生丝出口的增长也对检验工作提出了更高的要求。
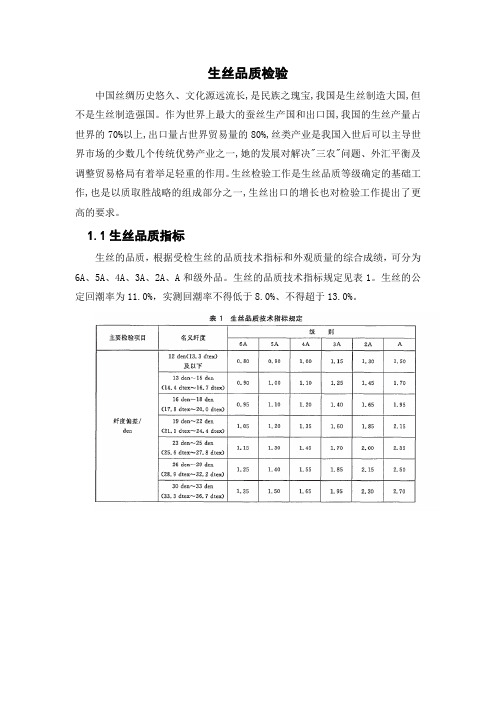
1.1生丝品质指标生丝的品质,根据受检生丝的品质技术指标和外观质量的综合成绩,可分为6A、5A、4A、3A、2A、A和级外品。
生丝的品质技术指标规定见表1。
生丝的公定回潮率为11.0%,实测回潮率不得低于8.0%、不得超于13.0%。
1.2生丝检验项目及方法生丝的检验项目包括重量和品质两大类。
品质检验又分为外观检验和器械检验。
器械检验包括切断、匀度、纤度、清洁、洁净、强伸力和抱合等检验项目。
此外,在有特殊要求时进行含胶检验和茸毛检验。
1.2.1重量检验重量检验包括皮重,毛重,净重,湿重,干重,回潮率,公量检验.各项检验环环相扣,缺一不可。
随着科技的进步,重量检验仪器设备在不断的更新换代。
拿回潮率检测来讲,目前国内使用的设备就有多种。
如,恒温电热烘箱,远红外生丝水份检测机,集中控制快速烘箱等, 它们都是利用电能最终转换成热能,通过循环通风或强制通风达到干燥生丝的目的。
生丝容易吸湿和散湿,重量随空气中的湿度变化而异。
生丝属高级纺织材料,价格昂贵,所以各国以公量为计价标准。
公量是指生丝在公定回潮率11%时的重量。
根据每件生丝的净量(去除纸绳等包装重量)和实际回潮率,计算出每件生丝的公量:100+11公量(克)=净量(克)×───────100+平均回潮率1.2.2外观检验外观检验是鉴定整批丝的颜色,光泽,手感的整齐度,外观性状;检查丝绞,丝把,丝筒的制作质量;评判疵点程度,是一项综合性较强的检验项目。
生丝试验方法
生丝实验方法1范围1、本标准规定了绞装和筒装生丝的质量、品质实验方法。
2、本标准使用于名义纤度69den及以下的生丝。
3组批和抽样3.1组批生丝以同一庄口、同一工艺、同一机型、同一规格的产品为一批,每批20 箱,每箱30kg,或者每批10件,每件约60kg。
不足20箱或10件仍按一批计舁。
3.2抽样方法受验的生丝应在外观检验的同时,抽取具有代表的重量及品质检验试样。
绞装丝每把限抽1绞,筒装丝每箱限抽1筒。
3.3抽样数量3.3.1重量检验试样3.3.1.1绞装丝16~20箱(8~10件)为一批者,每批抽4份,每份2绞,共8绞。
其中丝把边部抽3绞,角部抽1绞,中部抽4绞。
3.3.1.2绞装丝15箱(7件)及以下成批者,每批抽2份,每份2绞,共4 绞。
其中丝把边部抽2绞,中部抽2绞。
3.3.1.3筒装丝每批抽4份,每份1筒,共4筒。
其中丝筒上、下层各抽1 筒,中层抽2筒。
3.3.2品质检验试样3.3.2.1绞装丝每批从丝把的边、中、角三个部位分别抽取12绞、9绞、4 绞,共25绞。
1 /113.3.2.2筒装丝每批从丝箱中随机抽取20筒。
4.1.2重量检验规程4.1.2.1皮重袋装丝去布袋2只,箱装丝取纸箱5只(包括箱中的定位纸板、防潮纸)用台秤称其质量,得出外包装重量;绞装丝任取3把,拆下纸、绳(筒装丝任取10只筒管及纱套),用天平称其重量,得出内包装重量;根据内、外包装重量,折算出每箱(件)的皮重。
4.1.2.2毛重全批受验丝抽样后,逐箱(件)在台秤上称重核对,得出每箱(件)的毛重和全批丝的毛重。
毛重复核时允许差异为0.10kg,以第一次毛重为准。
4.1.2.3净重每箱(件)的毛重减去每箱(件)的皮重即为每箱(件)的净重,以此得出全批丝的净重。
4.1.2.4湿重(原重)将按3.3.1规定抽得的试样,以份为单位依次编号,立即在天平上称重核对,得出各份的湿重。
筒装丝初次称重后,将丝筒复摇称绞,称得空筒管质量,再由初称重量减去空筒管重量加上编丝线重量,即得湿重。
生丝复丝强伸力电子检测数据(CRE)适用性的探讨
1 测试机型选 用的依据
就复 丝强 伸力检 测 而言 , 0 2 在2 0 年新 标 准实施 前 , 丝检 机构及 工厂 、院校 一直且 只能使 用Y 4 型 复丝 强 71
22 试验 仪器 .
D 1 4 切 断 机 ; D 9 0 I 纤 度 机 ;A 0 3 J0 型 Q J 2 一I 型 J 2 0 型
据 具 有 良好 的稳 定 性 , 作便 捷 , 格 适 中 , 有 一定 操 价 具 的 推 广 价 值 ,考 虑 到标 准 数 据 的共 性 , 因此 ,选 用
H 0 2 机作C E 据 的代表机 型 。 D 1型 R数
新标 准G 7 7 2 0 , B 19 - 0 1 该标 准为 方便 与 国际标 准及 国
准 中C E 据 的 差异 , 以表 明现 行 标 准 中C E 据 有待 进 一 步 修 正 。 R数 借 R数
关键 词 : 生丝 检 测 ; 丝 强 伸 力 ; 复 电子 检测 数 据 ; 验 ; 相关 关 系
中图 分类 号 : 1 1 2 . 4 . 23 9 文 献 标识 码 : B 文 章 编 号 :0 1 7 0 ( 0 7 0 — 0 8 0 10 — 0 3 20 )5 0 1- 3
检测 设备 发展 的滞 后 ,并未 对 电子检 测设 备 的具 体 应
用作 明确 阐述 ,以致 出现不 同种 电子设 备 在共用 一 个
CE R 数据 的现 象 。经 过 实践 , 者发 现 , 笔 检测 设备 的不
同会 导致 测试 数据 有较 大差 异 ,同时会 造 成一定 量 的 丝批 等 级误判 ,不 利 于企业 生产 管理 及外 贸 出 口。为 此 , 者尝 试选 定 一 种 电子 机 型 , 过 实 验 分析 , 电 笔 通 对 子测 试 数据进 行 初步 探讨 , 以期 为 C E 据 的实 际 应 R数
ISO15625:2014《丝类生丝疵点、条干电子检测试验方法》国际标准发布
标 准适用 于所有 浸泡或非浸泡 的绞装或简 装 生丝 ,其 中所 测纤 度 范 围 为 1 3 . 3 d t e x ~ 7 6 . 7 d t e x ( 1 2 d e n ~ 6 9 d e n ) 。 由于标准草案规定的是检验非浸泡 生丝 , 但 有关 国家提出应该也可检验浸泡后的生丝 , 因为 检 验浸 泡 生 丝能 够 发现 抱合 不 好 、 裂 丝 等 没有 浸 泡过生丝不能发现的情况 , 更能准确反映生丝的 真实的质量情况 , 更具有实际意义。 项 目组 在 进 行 了一 些 浸 泡 生 丝 的 检 测 试 验 后, 采 纳 了该 项 建议 , 将 浸 泡 生 丝纳 入检 测 范 围 , 用 户 可 以根据 自己的需 要 , 采 用 浸泡 或 非 浸 泡生 丝进 行 检测 。 2 . 2 术语与定义 由于生丝 电子检测方法是 一个 全新 的检测 体系 , 标准 中对一些关键 的术语如 电子检测试验 方法 、 糙疵 、 粗节 、 细节 、 雪糙 、 条 干 变 异 系数
[ 文献标识码] B
1概 况
[ 文章编号] 1 6 7 1 — 3 3 8 9 ( 2 0 1 5 ) 0 2 — 0 5 — 0 2
算、 样丝 制 备及 抽 样数 量 、 试 验参 数 、 试 验 程 序 等 技术指标进行 了统一规定 , 填补了世界生丝电子 检测领域技术空白, 为下一步开展生丝智能化 电 子检测系统和评价研究提供了新的思路与方 向。 该项 国际标准研制项 目自 从2 0 1 0年 5 月由 I S O正式立项 以来 , 在国家标准化管理委员会 、 国 家商务部茧丝 办等部委及相 关部 门的关心和 大 力支持下 , 由中国丝绸协会牵头 , 全 国丝绸标 准 化技术委员会具体落实。由浙江出入境检验检疫
自缫丝如何适应生丝新标准——做小生丝纤度偏差与纤度最大偏差的方法
10绞 变为 20绞 ,抽 到 的概 率增大 ,这 就 必定 成 为 0 0
一
个新 的重要 因 素 ,也 是 各 家生 产 企 、 须 关 注 的 吐必
问题 。虽 然 目前 自动 缫 生 丝纤 度 偏 差 定 等 率 已从 早 些年 的 6 %下 降到 1% ~加 % ,但 由于检 验 【 的 0 0 刚数
制理 论给 定 摩擦 力 的 大 小 以及 支点 灵 敏 度 的大 小 ,
二 是要控 制 实 际丝条 摩 擦 力 的 变化 范 用与 灵 敏度 的
维普资讯
20 年第 5 02 期
丝 绸 S K I L
是关 键 ,尤其应 懂 得 工 作 部 件 的 重要 性 。因 为运 转
时如何 ;7粒 偏 新 是 儿 粒 才 称偏 新 ,红 茧 是 否 允许
2 正 确 的 管 理 理 念
自动缫 的关键 在 于 “ 自动 ”而并 非 “ 人动 ”.目 . 前有 许多厂家 ,特 是部分从 立 缫转 到 白缫 的工 人 , 往往 还有 一个定 粒 的概 念 ,经常 会 习 惯性地 去 手动 。
维普资讯
丝 绸 SL I K
20 年 第 5 02 期
自缫 丝 如何 适 应生 丝 新 标 准
做 小 生 丝 纤 度 偏 差 与 纤 度 最 大 偏 差 的 方 法
胡征 宇
( 苏州支学材料J , - ̄学院,江苏 苏州 25 9) t 10 1 -
部 件一 坏 ,最 多是 车停 下来 .不会 有 坏丝 生产 出来 ,
实 际 』管理 生丝 纤 度 偏 差 纤 度 最大 偏 差 是 同
一
l 事 , 主要 应 对 两 大摩 擦 力加 以控 制 一 是要 控 旦 】 一
中国蚕丝绸文化2023章节测试答案_中国蚕丝绸文化智慧树知到答案

C、战国5弦;隋唐12、13弦;明清14、15弦;现代21弦 D、战国7弦;隋唐12、13弦;明清14、15弦;现代21弦 我的答案:C 6、宋锦主要用于皇宫袍服衣着等,而没有用作书画卷轴类工艺装裱。 我的答案:X 7、一般称为中国四大名绣的是()o A、苏绣、蜀绣、杭绣和京绣 B、苏绣、粤绣、杭绣和汴绣 C、苏绣、蜀绣、粤绣和湘绣 D、苏绣、京绣、鲁绣和粤绣 我的答案:C 8、王羲之书写《兰亭集序》时所用三绝:象管、鼠毫和茧纸,其中茧纸就是蚕吐丝直接形成的平板丝。 我的答案:√9、周昉的《挥扇仕女图》和《簪花仕女图》等,是唐代纸画的重要 作品。
D、7000年前 我的答案:C 7、野桑蚕和我国现在饲养的家蚕都共同起源于中国古野蚕。 我的答案:√ 8、法国微生物学家巴斯德不仅发明了冷杀菌法(如牛奶巴氏灭菌法),而且也研究出家蚕微粒子病防控技术。 我的答案:√ 9、基因工程在家蚕上主要有如下三个方面的应用:()、家蚕分子育种、家蚕基础理论研究。 A、克隆基因 B、提高家蚕生产能力 C、家蚕生物反应器生产外源蛋白 D、研究家蚕抗性机理 我的答案:C 10、家蚕体重从刚孵化时到5龄盛食期,它体重约增加了()。 2000倍
4、组织再生需要有一个多孔支架用于支持细胞并使之增殖成组织。 我的答案:√ 5、下列不属于天然高分子化合物的是()o A、壳聚糖 B、聚乙烯 C、丝蛋白 D、海藻酸钠 6、方格残茧是采用稻草上残,茧层有族枝印痕的蚕茧。 我的答案:X 7、蚕丝多孔性具有吸湿放湿控制机能,使人体皮肤处于感觉良好的状态。 我的答案:√ 8、蚕丝多孔吸附性强,染色性好,因此,丝绸色彩亮丽、美轮美奂。 我的答案:√ 9、蚕丝是蛋白质纤维,蚕丝中含有()以上动物蛋白以及人体必需的18种氨基酸。
B、8条 C、9条 D、10条 我的答案:C 8、汉服以“束发右衽”识别汉人,而“被(披)发左衽”常指少数 民族 9、宋美龄在美国国会发表演讲时穿的旗袍选用黑色丝绒面料。 我的答案:√ 10、2014年北京APEC峰会新中装主要运用了()丝绸面料。 A、男款是宋锦,女款是双宫缎 B、男款是宋锦,女款是团花织锦缎 C、男款是明锦,女款是双宫缎 D、男款是织锦缎,女款是丝绒 我的答案:A
生丝纤度仪校准规范
目录引言 (Ⅱ)1 范围 (1)2 引用文件 (1)3 术语 (1)4 概述 (1)5 计量特性 (2)6 校准条件 (2)7 校准项目及校准方法 (3)8 校准结果 (6)9 复校时间间隔 (6)附录A生丝纤度仪校准原始记录参考格式 (7)附录B生丝纤度仪校准校准证书(内页)参考格式 (8)附录C生丝纤度仪测量不确定度评定示例 (9)附录D生丝纤度(旦尼尔数)与砝码质量对照表 (18)引言本规范依据JJF 1071-2010《国家计量校准规范编写规则》、JJF 1001-2011《通用计量术语及定义》和JJF 1059.1-2012《测量不确定度评定与表示》为基础性系列规定的规则进行编写。
本规范的技术指标参数参考了 GB/T 1797-2008 《生丝》、GB/T 1798-2008 《生丝试验方法》、JJG1036-2008《电子天平检定规程》的相关内容。
本规范是对JJF(纺织)042-2006《生丝纤度仪校准规范》的修订。
JJF(纺织)042-2006《生丝纤度仪校准规范》是由JJG(纺织)053-1993《生丝纤度仪检定规程》转换而来,仍沿用JJG(纺织)053-1993内容。
本规范与JJF(纺织)042-2006《生丝纤度仪校准规范》(即原JJG(纺织)053-1993《生丝纤度仪检定规程》)相比,主要差异如下:1、修改了范围。
2、增加了引用文件。
3、修改了概述中仪器结构,工作原理,增加了100回、200回、400回等内容。
4、简化了计量特性。
保留示值重复性、偏载误差和示值误差3项计量特性,外观、电器安全性等内容调整到校准前准备中进行检查,删除了示值稳定性和安全超载荷量2项计量特性。
5、校准用设备删除秒表和调压变压器,增加1.25 mg和2.5 mg两个专用砝码。
6、增加了校准前准备检查要求。
7、修改了校准方法,增加了校准结果计算公式。
8、增加了附录A、附录B、附录C和附录D。
本规范历次版本发布情况:——JJG(纺织)053-1993;——JJF(纺织)042-2006。
纤维线密度检测仪的研究
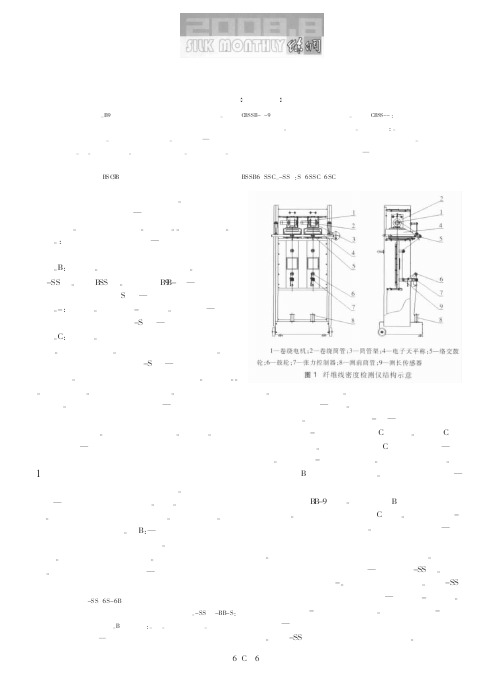
卷 绕筒管 2 位于左 右筒管 架 3 的 中间,筒 管架 3 在 外 部电脑 控制下, 可以把卷 绕筒管 3 夹 紧或者 松开 .夹
� 紧 时,卷 绕筒 管 2 会抬 高几 毫米 ,脱离 电子 天平 秤 ,并
1
仪器原理
在 卷绕电 机 1 的带 动下高 速旋转 , 卷 绕纤维 或者生 丝.
� 当 测长 传 感器 监 测到 生 丝通 过的 长度 正 好等 于一 个 纤 维 线密 度检 测仪 设 计为 直立 式 , 可 以成 排成 组
降 落在电 子天平 上进行 称重, 通过接 口输入 电脑 .电 � 装置和 卷绕 机构 等组 成( 图 1). 工 作过程如下 以生丝为 例,生丝从 测前筒管 出来,首先经过张 力控制器 ,使 生丝处于恒张 力状 转向 脑 把这 一 次电 子天 平称 出 的重 量减 去上 一 次称 到的 重 量 ,就 可以 得出 这一 个 小绞 丝长 度的 生 丝重 量, 从而 算 出 这一个 小绞丝长 度的纤 度值. 如果不 到 200 绞, 电脑 会 重新夹 紧卷绕筒 管 2,重复 卷绕和 称重过 程,直 到 200
轮 鼓轮 张力控制器 测前筒管 � � � � � � � � � � 经过培� 训的 熟练 工人 需花 费 20 .� 测长传感器 络交鼓
此 外 , 针 对一 些纤 维 在测 试中 的诸 如 "野 纤度 ",
图 � 纤维线密度检测仪结构示意
" � 总 分 称允 差 "之 类 的 特 殊控 制 要 求, 目 前 的仪 器 都 无 后 ,通过测长传感器 ,该传感器不 断地向电脑 报告 法实现 ,只 能靠 人工 来判 定和保 障. 纤 维 线密 度检 测仪 就 是利 用现 在微 电 子技 术和 信 息化 的 先 进技 术 ,能 自 动 完 成摇 小 丝 ,绞 小 丝 ,称 小 丝 的整个 过程 . 生 丝 通 过 的 长 度 .最 后 ,生 丝 通 过 一 个 左右 摆 动 的 络 交鼓轮 后 ,卷 绕 在 卷 绕 筒 管 2 上 .
关于中国生丝纤度检验标准的可信赖程度
评价方法 ,基于 庄 口实际 的生丝纤度 分布 ,报
比
另 一 方 面 ,纤 度 丝 根 数 减 半 时 抽 样 误 差 增 加 4 %以 上 ,对 成 绩 可 信 赖 程 度 的 影 J o J 菠 间 方 差 比例 增 加 的 时 候 影 响 更 大 。纤 度 丝 根 数 减 半 时 的 误 判 率 ,纤 度 偏 差 增 加 3 % ~ n 4 % ,纤 度 最 大 偏 差 增 加 2 % ~4 % 。 和 抽 样 0 0 0 误 差 一 样 ,跟 簸 间 方 差 比例 增 加 的 时 候 相 比 ,
共 计 采取 10根 的 纤 度 丝 ,由 此 估 计纤 廖样 丝 0
( 岛 、大泽 、1 2 。19 小 9 ) 94年受 验 的 10个 庄 7 0 口 ( 1 2 旦 ) 的 生 丝 调 查 变 成 约 为 5 % 2、 7 2
( 津 、19 ) 另 外 ,19 神 97 。 9 4年 受 验 的 国 产 生 丝 和 国外 产 的 l 庄 口的 生 丝 调 查 结 果 分 别 为 : 0个 国内产 ( 5个 ) 平 均 为 5 % , 巴 西 产 ( 5 2个 )
】 3
维普资讯
《 国外丝绸》 20 02年第 1 期 平均 为 4 % ,中国产 ( 个 )平 均 为 4 ( 1 3 % 神
津 、 19 ) 96 。
行 各 100次 来 求 取 纤 度 偏 差 及 纤 度 最 大 偏 00
差。
以上结果 表 明 ,中国产 的生 丝其 笺 间方 差 的 比例非 常小 。在 此 作 为试 验模 型 的 2 7旦 的 生丝 纤 度 的 检 验 ,设 定 其 篮 阃 方 差 比 例 为
根生 丝的平 均值 的差值 最大 的来求 出 可是 根 据 中 国 的 检 验 标 准 , 当检 验 的 庄 口
生丝试验方法简介
生丝试验方法简介由国家质检总局和国家标准化管理委员会发布的GB/T1798-2008《生丝试验方法》(以下称新方法)代替GB/T1798-2001《生丝试验方法》(以下称现行方法),将于2009年6月1日实施。
认真学习、正确理解和掌握新方法,特别是新修改后的条款内容,有助于我们在全国范围出口和内销生丝检验工作中进行统一规范的操作,确保生丝质量的正确评定。
宣讲的重点新方法中修改、调整或增加的内容;有关检验项目中应注意的事项或要求。
宣讲的方法按标准的条款顺序,对新方法与现行方法之间的变化内容进行比较,对GB/T1797-2008《生丝》标准中涉及指标水平调整所对应的检验项目,在实际操作中应注意的事项进行提示。
1范围新方法规定了绞装和筒装生丝的重量、品质试验方法。
新方法适用于名义纤度69D及以下的生丝。
2规范性引用文件新方法比现行方法多引用了2个文件,分别是:GB/T6529纺织品调湿和试验用标准大气;GB/T9995纺织材料含水率和回潮率的测定烘箱干燥法。
3组批与抽样3.1组批规定四同:同庄口、同工艺、同机型、同规格。
20箱或10件组批,不足20箱或10件仍按一批计算。
3.2抽样方法抽样方法强调的是抽取具有代表性的重量及品质样丝,绞装丝每把限抽1绞,筒装丝每箱限抽1筒。
所谓代表性,应在外观检验的同时,按照标准规定的部位、数量,随机抽取(杜绝刻意的、事先准备好的、由企业代为抽取等行为)。
为了确保受验丝批实际回潮率准确性,防止样丝水份发生变化,抽取的顺序应先抽取重量样丝,然后抽取品质样丝。
要求:广大生丝生产企业应建立健全质量管理体系,不断提高产品质量。
因为只有在整批受验生丝内在质量相对稳定的情况下,才能保证抽取的重量及品质试样能够真实地反映受验丝批的质量水平。
3.3抽样数量3.3.1重量检验试样3.3.1.1绞装丝16箱-20箱(8件-10件)为一批者,每批抽4份,每份2绞,共8绞。
其中丝把边部、中部、角部分别抽3绞、4绞、1绞。
SEM实验报告

SEM实验报告实验目的:本次实验旨在通过扫描电子显微镜(SEM)的应用,对材料的微观结构进行表征和观察,并利用SEM技术分析样品的形貌特征、组织结构、成分组成等相关信息。
实验装置和方法:本次实验采用了型号为XYZ SEM-100的扫描电子显微镜。
实验过程如下:1. 样品的制备:选择了一块金属材料作为样品,使用砂纸将其表面打磨至光滑。
随后,将样品浸泡在去离子水中并使用超声波清洗10分钟,以去除表面的杂质。
最后,将样品晾干。
2. 样品的固定:将样品放置在SEM样品架上,并使用导电胶将其固定。
导电胶的使用可以提高样品的导电性,增强SEM观察的效果。
3. SEM参数设置:设置SEM的工作条件,包括加速电压、工作距离、电子束流、信号采集等参数。
本次实验中,采用了加速电压15 kV,工作距离10 mm,电子束流100 pA的参数。
4. SEM样品架的安装:将装有样品的SEM样品架安装到SEM主机中。
5. SEM观察和图像获取:打开SEM主机,进行样品的观察和图像获取。
通过调节焦距和样品位置,选取合适的观察区域,获得清晰的图像。
实验结果与分析:在SEM观察过程中,我们获得了样品不同区域的图像,并对其进行了分析和评估。
1. 形貌特征:通过SEM的观察,我们发现样品表面存在许多微小的颗粒状结构。
这些颗粒具有不同的形状和大小,呈现出均匀分布的特点。
这种形貌特征可能与材料的晶格结构和制备工艺有关。
2. 组织结构:在高放大倍率下观察,我们发现样品内部存在一定的晶格结构。
晶粒之间呈现出不规则的形状,且有的晶粒之间存在空隙。
这表明样品的组织结构较为疏松,晶粒尺寸不均匀。
3. 成分组成:利用能谱分析技术(EDS),我们对样品进行了元素成分的定性分析。
结果显示,样品主要由金属元素组成,其中含有氧、碳等少量杂质元素。
这些元素的分布情况在SEM图像中也得到了初步的展示。
实验结论:通过本次SEM实验,我们成功对金属材料的微观结构进行了观察和表征。
实时无线生丝纤度测量初探
布线 ; 2 单 片机模 式 只 能 得 到几 个 参 数 , 无 法得 () 但
到生 丝 的 内部 结构 ;3 容易影 响 缫丝工 人 的正常操 () 作 。为 了更方 便 、 有 效 地 动 态 实 时测 量 实 际 生 产 更
率 。2 4 GHz 全 球 通用 的频 段 , 输 速 率 为 2 0 . 为 传 5 k / , 只是 链路 上 的速率 , b s但 除掉 信道 竞争 应答 和重 传 等消耗 , 正 能 被 应 用 所 利 用 的 速 率 大 约 有 1 0 真 0 k / , 足纤 度测试 仪 1 b s满 0k的采样 频率 。
高生 丝纤度 成绩 , 强丝 厂生丝 纤度 的管理 和控 制 , 加
一
直是 缫 丝 行 业 急 需 解决 的 问题 _ 。S - 丝 纤 1 ] D 1生
2 两 种 无 线 采 集 设 备 的 比较
经 过 调查 , 际 比较 选择 了两 种无 线 设备 来 进 实 行 实验 , 以便 最后 选 出其 中 更符 合 工 厂 实 际采 集 需
图 1 无 线 传 慰 器
据 文献[ 介绍 , iB e 5 Zg e 工作 在 2  ̄ 2 0k / 的 0 5 b s 较 低速 率 , 别 提 供 2 0 k / ( . 分 5 b s 2 4GHz 、 0k / ) 4 b s ( 1 9 5MHz 和 2 b s 8 8 ) 0k / ( 6 MHz 的 原 始 数 据 吞 吐 )
图 1所 示 无 线 传 感 器 包 括 两 个 部 分 , o ri C o d—
中生 丝纤 度 , 们 提 出 了实 时 无 线 数据 传 输 采 集 的 我
构想 , 需要进 行 大量 的布线 , 以实现 远距 离数 据 不 可
生丝单丝强伸力检验中样本容量研究

摘
要
在 生 丝 单 丝 强 伸 力 检 验 中 , 本 容 量 的 选 取 是 该 指 标 分 级 正 确 程 度 的 关 键 因 素 之 一 , 是 迄 今 为 止 并 没 样 但
有 相 关 的 理 论 方 面 的 研究 。在 生 丝 单 丝 强 力 检 验 即将 逐 步 取 代 生 丝 复 丝 强 力 检 验 的情 况 下 , 检 验 样 本 容 量 选 取 该
sn l - n b e k n tna i a d r a i g ln ain, t e eai n h p i ge e d r a i g e ct y n b e k n eo g to h r l t s i bewe n a p e sz o t e s m l ie, lv l e e d f r n e o r d n a d a p e a in e s h o ei al d tr n d y sn sa itc l me h d nd i e e c f ga i g n s m l v ra c i t e r tc l f y e e mi e b u i g t tsi a t o a M o t Ca l sm u ain ne ro i lto me ns T r fr a . he eo e, a a in l a r to a s mpl sz s l ci g e ie ee tn me h d s ie t o i g v n. Th e
生 丝单 丝强伸 力检 验 中样 本 容 量 研 究
周 颖 ,许 建梅 ,白 伦 ,韦进 吉 ,许 红 燕
( .浙 江 丝 绸 科 技 有 限 公 司 , 江 杭 州 1 浙 30 1 ; .苏 州 大 学 纺 织 与 服 装 工 程 学 院 , 苏 苏 州 10 1 2 江 301) 10 8 25 2 ; 10 1 3 .浙 江理 工 大 学 ,浙 江 杭 州
QDJ920-Ⅱ生丝纤度机改造后纤度检验测试数据分析
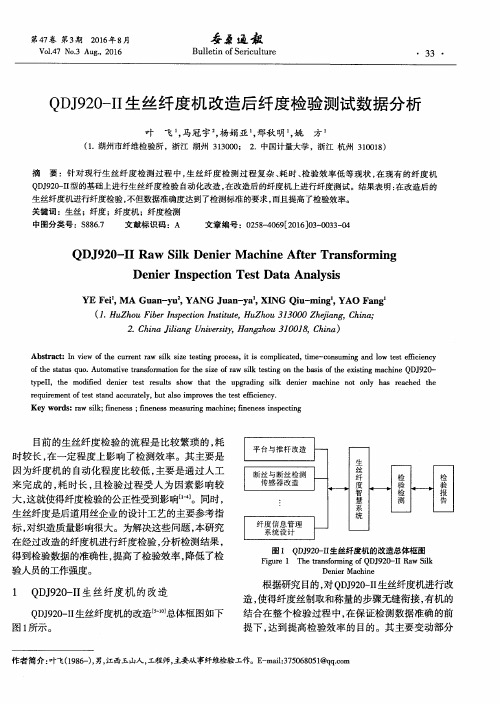
得到检验数据的准确性 , 提高了检验效率 , 降低了检
验人员的工作强度。
图1 Q D J 9 2 0 - I I 生丝纤度机的改造总体框图 F i g u r e 1 T h e t r ns a f o r mi n g o f Q D J 9 2 0 - I I R a w S i l k
t y p e I I ,t h e mo d i i f e d d e n i e r t e s t r e s u l t s s h o w t h a t t h e u p g r a d i n g s i l k d e ie n r ma c h i n e n o t o n l y h s r a e a c h e d t h e r e q u i r e me n t o f t e s t s t a n d a c c u r a t e l y , b u t a l s o i mp r o v e s t h e t e s t e ic f i e n c y .
第4 7 卷 第3 期 2 0 1 6 年 8月
V o 1 . 4 7 No . 3 Au g . ,2 01 6
委童通泰
Bu l l e t i n o f S e r i e u l t u r e - 3 3 ・
Q D J 9 2 0 - I I 生 丝 纤 度 机 改造 后 纤度 检 验 测 试 数 据 分 析
来完 成的 , 耗 时长 , 且检验过程受人为 因素影响较
大, 这就使得纤度检验的公正性受到影响n 。同时 , 生丝纤度是后道用丝企业 的设计工艺的主要参考指
标, 对 织造 质量 影 响很 大 。为解 决 这些 问题 , 本研 究
生丝检验方法-1

生丝检验方法-1丝绸的历史可以追溯到数千年前,至今仍被认为是最有价值、最奢华的面料之一。
如今,全球生丝年产量已达到60万吨。
而生丝检测在生丝的生产过程中起着至关重要的作用。
1.概述生丝检验分为两部分:重量检验和质量检验。
其中,质量检验包括外观、成形、尺寸、均匀度、洁净度、整齐度,以及断裂长度和断裂伸长率,同时还包括粘结检验。
以下是正常的检验过程介绍,按照卷绕试验、尺寸试验、断裂长度和断裂伸长率试验、均匀度试验、粘结试验,以及洁净度和整齐度试验的顺序进行。
2.切断检验生丝的切断试验是生丝检验项目中的首要步骤,指的是在外力作用下生丝卷绕时断裂的次数(放置于锥形筒上的生丝无需进行卷绕试验)。
卷绕试验旨在:1. 评估生丝等级时,检查其在缫丝过程中断裂次数;2. 准备随后检验所需样品,如尺寸、洁净度和断裂伸长率检验;3. 补充外观检验,通过观察并发现生丝切片中的缺陷。
2.1所需仪器设备生丝切断试验仪:配有表1绕线速度。
2.2试样制备每批25绞试样,10绞自面层卷取,10绞自底层卷取,3绞自面层的1/4处卷取,2绞自底层的1/4处卷取。
凡是在丝绞的1/4处卷取的丝片不计切断次数。
2.3试验流程通过调节丝络直径,将受验丝绞平顺地绷于丝络中心位置,按丝绞成形的宽度摆正丝片,调节丝络,使其松紧适度地与丝片周长适应,丝络交钩摆动位置正确。
绷丝过程中发现丝绞中硬胶、粘条,可用手指轻轻揉捏,以松散丝条。
卷取时间分为预备时间和正式检验时间。
预备时间不计切断次数;正式检验时间内根据切断原因,分别记录切断次数。
当正式检验时间开始,如尚有丝绞卷取情况不正常,则适当延长预备时间。
同一丝片由于同一缺点,连续产生切断达5次时,经处理后继续检验,如再产生切断的原因仍为同一缺点,则不做切断次数记录,如为不同缺点是则继续记录切断次数,该丝片的最高切断次数为8次,8次以后不再记录。
正式检验时间内的切断次数总和为该批生丝的切断检验结果。
切断机的卷取速度及检验时间见表1。
生丝检验方法-2

生丝检验方法-2除第1部分中提到的切断检验、纤度检验、断裂长度和断裂伸长率检验外,一般的检验过程还包括均匀度检验、抱合力检验、清洁和洁净试验,这些将在第2部分中继续介绍。
1.均匀度检验均匀度是生丝粗细均匀性的指标。
在特定光照下,通过观察蚕丝样品透光反射的变化,可以判断蚕丝粗细变化程度,以及蚕丝的透明度和圆度。
生丝的均匀度越好,真丝织物的形状越光滑、均匀,吸色平衡也越好。
1.1所需仪器设备1)黑板试验仪:卷绕速度100r/min,能调节排列线数;2)黑板:1359*463*37 mm(长*宽*厚),表面黑色无光;2)均匀度标准照片;3)照明室:装有照明装置的暗室应与外界光线隔离,其四壁和黑板应涂上颜色均匀一致的黑色无光漆,颜色均匀一致。
1.2样品制备绞装丝取切断检验卷取的另50只丝锭,每只丝锭卷取2片;筒装丝取品质检验用试样20筒,其中8筒面层、6简中层(约在250g处)、6筒内层(约在120g处),每筒卷取5片。
每批丝共卷取100 片,每块黑板10片,每片宽127mm,计10块黑板。
不同规格的生丝在黑板上的排列线数如下表所示:表1 黑板上丝条排列线数规定1.3试验流程将卷取的黑板放置在黑板架上,黑板垂直于地面,检验员位于距离黑板2.1m处,将丝片逐一与均匀标准样照对照,分别记录均匀变化条数。
2.清洁及洁净检验2.1所需仪器设备1)清洁标准照片;2)洁净标准照片;3)生丝黑板试验仪:符合均匀性检验;4)照明室:按均匀度测试。
2.2清洁检验清洁、洁净检验的目的是检查规定长度的丝条上生丝疵点的种类和数量。
清洁检验是检验丝片上大中疵点的种类和数量;洁净检验是检验丝片上小疵点的种类、数量以及分布情况。
2.2.1试验流程试验员位于距离黑板0.5m处,逐块检验黑板两面,对照清洁标准样照,分辨清洁疵点的类型,分别记录其数量。
清洁疵点分类规定见表2。
对黑板跨边的疵点,按疵点分类,作一个计。
废丝或粘附糙未达到标准照片限度时,作小糙一个计。
2020年度浙江省生丝产品质量状况分析

3.27
21.35
合计/平均 1199
1.08
3.34
21.11
2. 均匀二度变化、清洁和洁净项目 均匀二度变化、清洁和洁净为生丝产品基本级的确定 指标。20/22den规格的生丝均匀二度变化、清洁和洁净平 均值分别为0.1条、98.8分、92.99分,基本级达到4A等 级标准。27/29den规格的生丝均匀二度变化、清洁和洁 净平均值分别为0条、99.0分、94.74分,基本级达到5A 等级标准。40/44den规格的生丝均匀二度变化、清洁和 洁净平均值分别为0条、97.9分、93.29分,基本级达到 4A等级标准。年检验量超过30批的产地中,云南省的综 合水平最优,各项指标平均值分别为0条、99.0分、94.74 分。均匀二度变化、清洁和洁净项目检验指标情况见表9 和表10。 3. 均匀三度变化、切断、断裂强度、断裂伸长率、 抱合 均匀三度变化、切断、断裂强度、断裂伸长率、抱合 为生丝产品附级补正指标。20/22den规格的生丝均匀三度 变化、切断、断裂强度、断裂伸长率、抱合平均值分别为 0条、2.6次、3.46 cN/dtex 、23.2%、107.9次,均达到附级 (一)档标准,见表10和表11。
表4 2020年度浙江省生丝产品质量公证检验各等级 分布情况一览表
等级/A
批数/批
占比/%
6
104
8.13
5
552
43.16
4
481
37.61
3
122
9.54
2
18
1.41
1
2
0.16
合计
1279
(二)规格产品质量
100.00
按照产品规格进行综合质量分析,20/22den和 27/29den规格产品中6A级产品比例分别为8.59%、8.51%, 其他规格产品中无6A等级产品。在20/22den、27/29den规 格产品中,5A等级产品占比最大,其次是4A等级产品; 在30/33den、40/44den规格的产品中,4A等级产品占比最 大,达到或接近60%。在40/44den规格产品中出现了A级
生丝品质检验
生丝品质检验中国丝绸历史悠久、文化源远流长,是民族之瑰宝,我国是生丝制造大国,但不是生丝制造强国。
作为世界上最大的蚕丝生产国和出口国,我国的生丝产量占世界的70%以上,出口量占世界贸易量的80%,丝类产业是我国入世后可以主导世界市场的少数几个传统优势产业之一,她的发展对解决"三农"问题、外汇平衡及调整贸易格局有着举足轻重的作用。
生丝检验工作是生丝品质等级确定的基础工作,也是以质取胜战略的组成部分之一,生丝出口的增长也对检验工作提出了更高的要求。
1.1生丝品质指标生丝的品质,根据受检生丝的品质技术指标和外观质量的综合成绩,可分为6A、5A、4A、3A、2A、A和级外品。
生丝的品质技术指标规定见表1。
生丝的公定回潮率为11.0%,实测回潮率不得低于8.0%、不得超于13.0%。
1.2生丝检验项目及方法生丝的检验项目包括重量和品质两大类。
品质检验又分为外观检验和器械检验。
器械检验包括切断、匀度、纤度、清洁、洁净、强伸力和抱合等检验项目。
此外,在有特殊要求时进行含胶检验和茸毛检验。
1.2.1重量检验重量检验包括皮重,毛重,净重,湿重,干重,回潮率,公量检验.各项检验环环相扣,缺一不可。
随着科技的进步,重量检验仪器设备在不断的更新换代。
拿回潮率检测来讲,目前国内使用的设备就有多种。
如,恒温电热烘箱,远红外生丝水份检测机,集中控制快速烘箱等, 它们都是利用电能最终转换成热能,通过循环通风或强制通风达到干燥生丝的目的。
生丝容易吸湿和散湿,重量随空气中的湿度变化而异。
生丝属高级纺织材料,价格昂贵,所以各国以公量为计价标准。
公量是指生丝在公定回潮率11%时的重量。
根据每件生丝的净量(去除纸绳等包装重量)和实际回潮率,计算出每件生丝的公量:100+11公量(克)=净量(克)×───────100+平均回潮率1.2.2外观检验外观检验是鉴定整批丝的颜色,光泽,手感的整齐度,外观性状;检查丝绞,丝把,丝筒的制作质量;评判疵点程度,是一项综合性较强的检验项目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验丝长 表 示的生丝 纤度 时间序列 ,白伦 嘲建立 了统一
的生丝纤度 自相 关系数模 型:
P e O  ̄CS
1
( = 1 , ・ k= , 拟似周期 。
在本文 中 及 的标定 以 1 5m = 0 检验丝长为基础表 示 。对于一定 的生丝纤度均值和方差,调整 和 值时, 自相关系数模型可 以相当真实地描述不 同原料茧特性与缫 丝条件下 的纤度连续变 动特性 [ 。 5 ' 2 2 生丝纤度 自回归模型 . 基 于生丝纤度 自相 关系数模型 ,可 以建立按检验 丝 长 表示 的生丝 纤度 自回归模 型[: 6 ]
ts ft ev ro sc e fc e to e sl ie a d t emos a o ls p ec p ct sf u d f rv ro sk n so i t e t a i u o f in ft ik sz , n o h i h h tr t na a l a a iy wa o n , o a i u i d fsl wi i m k h i f r n r ce t s TI r lt nbewe nt o t u ust t g r s lsa e ut ft t go c vey 5 t swa dfe e t haa trs c . l ea o t e ec n n o s n e u t dt er s lso s n n ee r 0me r s c ii e i h i ei n h ei e as ic s d. lo d s us e
2 Z  ̄in i ce c a e . n z o 01 , hn ) . h agSl S in eAcd me Ha g h u3 0 C ia k 1 1
Ab ta t s r c :Th s eo ets mp ec p ct s ic se r u h t ec mp tr i lt ne p rme t nt ee e t n c ei u n t t a l a a i wa s u s dt o g o ue mu a o x e i n lcr i s h e s y d h h s i o h o
维普资讯
8 6@ 瑚 口 i 0
生丝纤度 电子检验 中的样本容量研究
许建 梅 ,周
(. 1 苏州大 学
颖。 ,孙启 龙 ,狄传 霞 ,顾
虎 , 白 伦
3 0 ) 1 1 0 1
材 料工程 学 院,江 苏,苏 州
2 0 1 . 1 ;2 浙江 丝绸科 学研 究 院,杭 州 5 2
2 生 丝检 验 的计算机 模 拟
2 1 生丝纤度 自相关系数模型 . 为 了描述 各种生丝 的纤度形态特 性 ,对于按一 定的
( 以下简称 uT仪 )在 棉纺 行业 应用 以来 ,引起 生丝检
验领域的广泛关注,并进行过诸 多的导入探 索试验 [ 。 1 _ 至于生丝电子检验 的检测抽样 方法和相应的定级标准设定 问题 , 目前 ,依然 缺 乏 比较 系 统 的讨论 和 研究 。 本文基于生丝纤度 自回归模型的理论 以及生丝纤度 自 相关系数模型 ,通过计算机模 拟实验 生成各种不 同纤度 形态 的生丝 ,模拟 U T仪对 其进行抽 样检验 , 以探讨 利 用U T仪检验 生丝纤度变异 系数 时的抽样方 法与样本 数
XU Ja - in me. Z 1 HO U Yig , SUN Q .o g , DI u n xa , GU I B u l , n 2 -n  ̄ I Ch a — i1 HU , AI n L
( . l g fMae ilE g n ei g S o h w ie s y S z o 1 0 1 C ia 1 Co l e o tr n i e rn , o c o Unv r i , u h u 2 5 2 . h n : e a t
摘要 :通 过生 丝纤 度变 异系 数 电子检 验 的计算 机模 拟实 验 ,对检 验样 本容 量 问题进 行 了探讨 ,确 认 了对 于各 种不 同纤 度 波动特 性 的生 丝 ,进 行 生丝 电子检 验 的最 佳样 本容 量 ;并讨 论 了生丝 纤 度检验 时 的连 续检 测 结果与 5 m检测 结 果之 间 的关系 。 0
X 1 _ 2 f+ …+ I = Xf + - 1 2 +£ (=12 . ( ) f i , ,. 3 . )
K y r s: Ra sl e wo d w i k;Use e t r S mp e c p c t S p i g m e o t r se : a l a a i t y: a l t d m n h
在生丝匀度 检验 中黑板检验 法 已经 有近 8 0年 的历 史 ,但近几十年来在生丝检验 中导入 电子检验方法 的研 究一直没有 中断。2 0世纪 5 0年代 以后,乌斯特检测仪
关 键 词 :生 丝 ; 乌 斯 特 仪 ; 样 本 容 量 ;取 样 方 法
中图分类号 :T 1 7 S 4 文献标识码 :A 文 章编号 :1 0 — 0 3 ( 0 6 9 0 2 一 3 0 1 7 0 2 0 )0 — 0 I 0
Re e r h 0 m p e Ca c t n t e t o i s fRa S l z s a c n Sa l pa iy i he El c r n c Te to w ik Si e