用于焊缝跟踪的磁控电弧传感器
前置式磁控电弧传感器焊缝自动跟踪系统

r mo e e t me it ga o ta tmeh d i u e o s e e er rn r t n o e s a Th f cie e so e e v xr e ne r lc n r s to s s d t e k t r i f ma i ft e m. e ef t n s ft h o o o h e v h s se i v r e y p a t a e m rc i g e p r n . y t m s e f d b r ci ls a t k n x e me t i i c a i Ke r s ma n t — o t lal s n o ;s a t c ig s se ;sg a rc s i g y wo d : g ei c n r l e s r e m— a k n y tm c o 3 r i lp o e s n n
统 的 有 效性 。 关键词 :磁控 电弧传感器 ;焊缝 跟踪 系统 ; 信号处理
中图分类号 :T 4 9 G 0
文献标识码 :A
文章编号 :1 0 - 7 7 2 0 )5 03- 3 0 0 9 8 ( 08 0 -09 0
S a t a k ng s se 、 h l a i g m a n tc e m r c i y tm t e d n g e i -
维普资讯
20 0 8年 第 2 7卷 第 5期
传感器与微 系统 ( rndcr n coytm T cnl i ) Tasue dMi ss eho g s a r e oe
9 3
前 置 式磁 控 电弧传 感器 焊 缝 自动跟 踪 系统
洪 波 ,来 鑫 ,魏复理 ,潘 际銮 ,尹 力 , 岳 波 屈
电弧传感器原理

电弧传感器原理
电弧传感器是一种用于检测电弧发生的装置,它可以通过检测电弧的光、声、辐射等特征来实现对电弧的快速、准确的检测。
下面将介绍电弧传感器的工作原理。
电弧传感器利用光电效应实现对电弧光的检测。
当电弧发生时,电弧产生的光辐射会被传感器接收到,并转化为电信号。
传感器中的光电二极管会将接收到的光信号转化成电流信号。
电流信号经过放大和处理后,就可以得到电弧的存在与否。
除了光信号,电弧还会产生声音和辐射。
电弧传感器可以利用麦克风和辐射传感器来接收电弧产生的声音和辐射信号。
这些信号也会被传感器转化为电信号,并进行相应的处理。
为了提高电弧传感器的灵敏度和准确性,传感器通常还会配备滤波器和放大器。
滤波器可以将杂散信号滤除,只保留与电弧相关的信号。
放大器可以将接收到的微弱信号放大到可以被处理的程度,以提高传感器的灵敏度和可靠性。
总结起来,电弧传感器通过接收、转化和处理电弧产生的光、声、辐射等信号,实现对电弧的快速、准确的检测。
它在电力系统、焊接工艺等领域中得到广泛应用,为保障电气安全和生产质量起到了重要作用。
传感器在焊接过程中的应用重点

传感器在焊缝跟踪过程中的应用引言我们这学期学习了《传感器与检测技术》。
了解到了传感器在现代生产生活中起着越来越重要的作用,同时在焊接过程中也越来越受到重视。
现在的焊接要求精确化,智能化,自动化,在这些要求中往往离不开一个重要的技术~~传感器技术,本文我们就来研究传感器在焊接过程中的应用。
、传感器根据国家标准GB7665-87,传感器定义为:能感受规定的被测量并按照一定的规律转换成可用输出信号的器件装置。
传感器作为检测工具,要求检测研究对象的物理或化学的信息,其工作过程要求稳定、可靠、精度高,所以对传感器有以下几个要求:(1适应恶劣环境能力强传感器一般工作环境十分广,从极寒至酷热地区,许多在露天环境下工作,能抗飞沙走石、灰尘,还应耐潮湿,较高的抗盐类腐蚀、酸性腐蚀的能力,有抗污染气体干扰的能力,能适应在高温、极寒、强烈振动、冲击以及在其他条件下正常工作的能力,还应抗噪声能力强,信噪比高。
(2价格适中,适于大批量生产要求传感器一致性好,适宜自动化批量生产,对加工设备有较高要求,以便排除人工操作带来的不一致性和失误。
(3稳定性和可靠性高传感器是一种高精度检测仪器,在军事、航空、航天中应用都有严格要求,产品都须经过严格测试才能应用。
所以传感器生产是一种高新技术的具体运用和体现。
一种传感器是否有较高的技术附加值体现在所包含的技术含量和加工工艺的技术是否高新。
有部分传感器由于其应用环境的状况需金属封装,一般采用焊接密封,如压力传感器、力传感器、霍尔传感器、光电传感器、温度传感器等,这类传感器内部有敏感元件和集成电路,充惰性气体或抽真空与外界隔绝,有耐压、气密性要求,另有焊接强度要求和漏气率要求,对焊接质量要求高,而且焊接过程中要求变形小,不能对内部元件和微电路有损坏。
目前传感器密封焊接有电阻焊、钨极氩弧焊、等离子弧焊、电子束焊和激光焊。
所谓焊缝跟踪,即以焊炬为被控对象,电弧(焊炬相对于焊缝中心位置的偏差作为被调量,通过视觉传感、接触传感、超声波传感、电弧传感等多种传感测量手段,控制焊炬使其在整个焊接过程中始终与焊缝对口。
一种新颖的接触式光电焊缝跟踪传感器
l
to
u c
h
le
s e n s o r
s e a m
a c
kin g
to
v o
w a s
de s ign
tr
a n s
e
d
th e
o
f g e ttin g
e
o v e r
the
ho
r
c o m
in g
c
f
ly
n o n
—
to
u c
h
s e a m
tr a
k in g
r e a
s e n s o r
, , ,
(北 京 石 油 化
器 易受 干 扰 的 缺 点 利 用 光 电 转 化 的 原 理
,
工
学院 北 京
,
10 2 6 17 )
,
摘 要 :焊 缝 跟 踪 传 感 器 的 设 计 是 焊 接 自动 化 实 现 过 程
,
的 重要 环 节 在此 克 服 非 接 触 式 焊接 跟 踪 传 感
,
设 计了
o n
文 章编 号
c
:10
0 1 2 3 0 3 (2 0 0 8 )0 2 0 0 2 1 0 3
—
e s e a r c
h
a
—
n o v e
,
l to
u c
h p h o t Oe le
—
t r ic
s e n s o r
—
fo
,
r
s e a m
n
tr
—
a c
k in g
CA O Y in g y u
储罐焊缝跟踪传感器及跟踪方法的研究
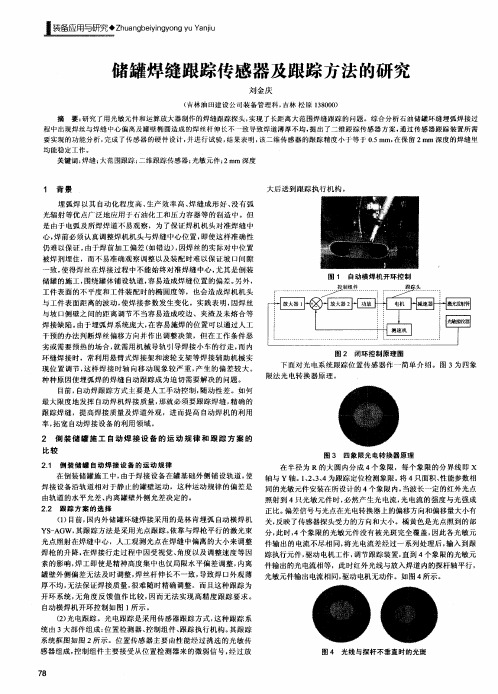
正 比。 偏差信 号与光 点在光 电转换器 上 的偏 移方 向和偏移 量大小有 () 前 , 内外 储罐 环缝 焊接 采用 的是 林肯 埋弧 自动 横 焊机 关, 1目 国 反映 了传感器探 头 受力 的方 向和 大小 。橘黄 色是光 点照 到的部 Y — G , 跟踪 方法 是采用 光 点跟 踪 。 靠与 焊枪 平行 的激 光束 分 , SA W 其 依 此时 , 4个象 限的 光敏元 件没 有被 光斑 完全 覆盖 , 因此 各光 敏元
光点 照射 在焊缝 中心 ,人 工观 测光 点在 焊缝 中偏 离 的大 小来 调整 件 输 出的 电流不 尽相 同, 光 电流 差经 过一 系列 处理 后 , 入 到跟 将 输 焊枪 的升 降 , 焊接行 走 过程 中 因受视觉 、 度 以及调 整速 度等 因 踪执 行元件 , 在 角 驱动 电机 工作 , 节跟 踪装 置, 到 4个象 限的光 敏元 调 直
量
zab no n hne gn uai ug yg Y j Y u
储罐焊 缝跟踪传感器 及跟踪 方法 的研究
刘 金 庆
( 林 油 田建 设 公 司 装 备 管 理 科 , 林 松 原 1 8 0 ) 吉 吉 3 00
摘
要: 研究了用光敏元件和运 算放大 器制 作的焊缝跟踪探 头, 实现 了长距离 大范围焊缝跟踪 的问题 。综合分析石油储罐环缝埋 弧焊接过
一
致 , 得焊 丝在焊 接过 程 中不 能始 终对准 焊缝 中心 , 其是 倒装 使 尤
储罐 的施 工 , 围绕 罐体铺 设轨 道 , 容易 造成焊 缝位 置 的偏 差。 另外 , 工件 表面 的不 平度和 工件 装 配时 的椭 圆度等 ,也 会造 成 焊机 机头 与工 件表 面距 离 的波 动 , 使焊 接参 数发 生变化 。实践 表 明, 焊丝 因 与坡 口侧 壁之 间 的距 离 调节 不 当容易造 成咬 边 、夹渣 及 未熔 合等 焊接 缺陷 。 由于埋 弧焊 系统庞 大 , 在容 易施 焊 的位置 可 以通过 人工 干预 的办法 判 断焊丝 偏移 方 向并 作出调 整决 策 ,但 在 工作 条件 恶
窄间隙磁控-激光复合式焊缝跟踪方法

窄间隙磁控激光复合式焊缝跟踪方法沈言锦1,洪波2,杨鹏昊2,郭韬2(1.湖南汽车工程职业学院,湖南株洲412001;2.湘潭大学焊接机器人及应用湖南省重点实验室,湖南湘潭411105)摘要:针对窄间隙焊接需要精确的焊缝偏差信息以保证焊枪对中的问题,设计了一套磁控电弧-激光传感器相结合的焊缝跟踪系统,由前置的激光视觉传感器扫描焊缝中心,采用形态提取算法和基于Kernel 算法的相关滤波器得到焊缝特征点的坐标,经拉格朗日插值法处理,拟合出焊缝轨迹的近似曲线,设定门限阈值分两种情况采用双传感器数据自适应加权融合方法进行信息融合,使得焊缝偏差信息更为精确,最终保证焊枪的对中和侧壁良好融合。
关键词:窄间隙MAG 焊;磁控电弧激光传感器;焊缝轨迹预测;自适应加权融合方法中图分类号:TG409文献标志码:A 文章编号:1001-2303(2019)12-0032-05DOI :10.7512/j.issn.1001-2303.2019.12.06Narrow gap magnetron-laser composite weld seam tracking methodSHEN Yanjin 1,HONG Bo 2,YANG Penghao 2,GUO Tao 2(1.Hunan Automotive Engineering Vocational College ,Zhuzhou 412001,China ;2.Hunan Provincial Key Laboratoryof Welding Robots and Applications ,Xiangtan University ,Xiangtan 411105,China )Abstract :For narrow gap welding ,precise weld deviation information is needed to ensure the problem of welding gun alignment.A magnetic tracking arc-laser sensor combined weld seam tracking system is designed.The front laser vision sensor scans the weld center and adopts the shape.The extraction algorithm and the correlation filter based on Kernel algorithm can obtain the coordinates of the weld feature points.The Lagrange interpolation method is used to fit the approximate curve of the weld trajectory.The threshold threshold is set in two cases.The adaptive weighted fusion method performs information fusion ,which makes the acquired weld deviation informationmore accurate ,and finally ensures the centering of the welding torch and the good sidewall fusion.Key words :narrow gap MAG welding ;magnetron arc laser sensor ;weld trajectory prediction ;adaptive weighted fusion method 本文参考文献引用格式:沈言锦,洪波,杨鹏昊,等.窄间隙磁控-激光复合式焊缝跟踪方法[J].电焊机,2019,49(12):32-36.收稿日期:2019-03-08基金项目:湖南省自然科学基金项目(2017JJ50)作者简介:沈言锦(1980—),男,博士,教授,主要从事焊接技术的研究工作。
电弧跟踪

电弧跟踪实现过程:
图 1.电弧传感器的作用 如图 1 所示,无论是工件本身不规则还是在焊接过程中发生了变型,无论这种变形是左右变 形、上下变形还是上下左右都变形,电弧传感器的作用就是让机器人始终能找到焊缝的中心 位置,准确地在中心位置焊接,并保持焊炬高度的一致。无论是直峰焊、环缝焊、相贯线焊 还是其他焊接轨迹,电弧传感器都能很好地跟踪焊缝中心。
图 2.焊炬在 V 型焊缝中摆动时的电流波形
图 3.焊炬偏离焊缝中心时的电流波形 图 2 可以看出,焊炬在 V 型坡口中心摆动时,摆到两侧时由于干伸长变短导致电流增
加,摆到中心时由于干伸长变长导致电流减小,电弧传感器就是利用这个原理实现电弧跟踪 的。如果焊炬以焊缝为中心摆动,则摆到两侧时的干伸长是对称的,电流波形也是对称的, 如果焊炬偏到某一侧,则该侧的干伸长变短电流较大,另外一侧的干伸长变长电流较小,两 边电流波形不对称,系统据此可判断出焊炬已经偏离焊缝中心(如图 3 所示),然后再据此 调节焊炬位置让焊炬回到焊缝中心位置来。
(3)焊炬摆动式电弧传感器。当电弧在坡口中摆动时,焊丝端部与母材之间距离随焊炬 对中位置而变化,它会引起焊接电流与电压的变化。由于受机械方面限制,摆动式电弧传感 器的摆动频率一般较低,限制了在高速和薄板搭接接头焊接中的应用。在弧焊其他参数相同 的条件下,摆动频率越高,摆动式电弧传感器的灵敏度越高。
(4)磁控电弧传感器。该传感器应用磁场控制电弧技术,具有结构简单、无机械振动、 成本低、控制精确等优点。其基本原理是激励电源产生的激励电流通过激励线圈产生交变磁 场,焊接电弧在交变磁场的作用下,其运动轨迹必定发生改变。
图 4.工件上下方向变形时电弧跟踪的实现 电弧传感器除了可以实现左右焊缝跟踪外,还可以实现上下焊缝跟踪。有摆动和无摆动
TIG焊旋转电弧传感器结构设计

筑等众 多工业 领域 。TG焊采用 非熔化 极作 电极 , I 电弧
稳定 , 即使在 很小 的 焊接 电 流下 ( 于 1 也能 稳 定燃 小 0 A) 烧, 不会产生 飞溅成 型美 观。热 源和 焊丝 可分 别 控制 , 因 而, 热输入量容易调节 , 特别 适合薄板 、 超薄板 的焊接 。可 进行 各种 位置 的焊 接 , 易于实现机械化和 自动化焊接。 焊缝跟踪是保证焊 接质量 和实现焊 接过程 自动化 、 智
m a e frt e sr c u e w t d o h tu t r h Pm/E. i
Ke r s T G l i g e m a k n y wo d : I wed n ;s e t c ig;r tt g a e s n o ;h l w s atmo o r oai r e s r ol h tr n o f
0 引 言
该焊炬小巧灵活 , 调节方便 , 机械振动小 , 焊炬可达性好。
1 旋转 电 弧 传感 器 的结 构
焊接作 为现代 制造 技术 的一个重要 组成 部分 , 广泛地 应用 于包 括机 械制 造 、 航空航 天 、 源 、 通 、 洋工 程 、 能 交 海 建
1P焊旋转 电弧传感器结构如图 1 r I 。
中图 分 类 号 :T 2 H 12 文 献 标 识 码 :A 文 章 编 号 :1 0- 77 2 1 )602 - 2 0 09 8 (0 0 0 - 120 - -
S r t e de i n o o a i r e o t G l i g t ucur sg fr t tng a c s ns r wih TI wed n
是让 电弧随焊 炬在坡 口内横 向扫描时 , 长变化引起 的电 弧
机器视觉型焊缝跟踪技术
s nap e l gw l s de n edvlxet ft e eI m她 i pldi w d e t i ad t ee l n 0 ew l saI o i ne i n e ' u d h oa h d I
0 前
言
磁 感应 式传 感器 、 电弧传感 器 、来自超声 波 传 感器 和视 觉传
D. 日 ,Zl u mn n 1岫 1 mo Ch a i
Ab ta t T e pee trsac L I 0 ewedsaI t k g t h o g sr c h rsn eerh S 8 ft l e I  ̄ i e n l y懈  ̄I h I n c o
ita a i hsp nt h  ̄ n ti 叩叫 .T e 叩 t h
经济意 义和社 会 意义 。而 焊缝 跟 踪 是 实现 焊 接 自动化 的一项 关键技 术 , 直接 影 响到焊接 的质量 。
1 焊缝 跟踪 传感 器
国内外研究最早也最成熟 的传感器。但它运行时容易 失去跟 踪点 , 为避 免 此 情 况 , 往 限 制 了焊 接 速 度 ; 往 导 杆的磨损也会影响传感器的精度 , 并存在导前误差。
关键词 : 焊接 焊 缝 跟踪 机 器 视 觉
珊
W EL D
I RAa
G .巨 I) 1(
D GY BA
ON a f M 咖
V
N
G a g o g U i est f e h o o y u n d n n v ri o c n lg y T
Ga m ̄l n o xk o g,D
于机器视觉的焊缝跟踪系统的硬件组成和图像处理 的工作流程 。同时对 多种控 制算法 ( 经典 控制 和智 能控 制) 和 焊缝边缘检测技术 ( 于形态学 和遗传算 法的边缘 检测 等) 基 进行 了分析 , 研究了机器视觉 目前 在焊接 应用中存在 的
焊缝跟踪技术
xi (xu cx ) sx
yi
( yu
cy )
sy
xu,yu,cx,cy:像素坐标Ou
sx, sy:单位距离上的像素点
.
3
1
D
O
β
h
P
ΔZ
F1 F
f
FF1=I
2
3
4
1.激光发生器 D成像靶面 D摄像机透镜 4.被测平面
htgaD rctIg/ f
ZhDtg
.
4
1
4
5
2
6
姿态修正
实际轨迹 修正后轨迹
示教轨迹
ε :设定偏差 0.2-0.3 mm
姿态修正较复杂,一般传感系统不采用
.
9
激光扫描焊缝跟踪传感器
.
传感器控制系统
10
长征系列火箭贮箱箱底. 机器人自动焊接系统
11
双目视觉导引/跟踪、熔透控制传感器系统
.
12
双目视觉导引/跟踪、熔透. 控制传感器系统
13
基于视觉传感的多机器人智能化焊接系统
第6章 焊缝跟踪技术
1. 激光扫描视觉传感器原理 2. 焊缝类型识别和特征提取 3. 机器人直接视觉跟踪系统实现
.
1
一、激光扫描视觉传感器原理
基 于 三 角 测 量 原 理
.
2
标定
需标定的摄像机内参数有 (cx, cy),sx,sy,k及f 等六个参数
xi
yi
xn (1 kr 2 ) yn (1 kr 2 )
Δ
激光扫描Y型坡口轮廓线
.
6
V/Y型坡口接头轮廓模式示意图
搭接接头轮廓模式示意图
对接无坡口轮廓示意图
磁控埋弧焊焊缝跟踪系统平台的优化设计
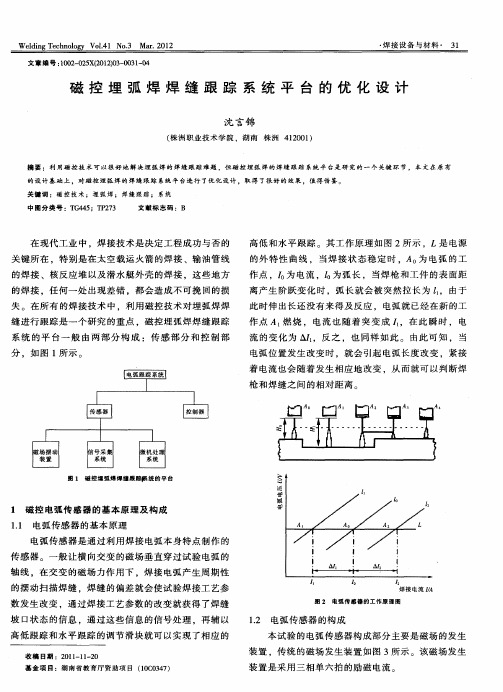
系 统 的 平 台 一 般 由两 部 分 构 成 :传 感 部 分 和 控 制部
分 ,如 图 1 示 。 所
着 电流 也会 随着 发生 相应 地改 变 。从 而 就可 以判 断焊
枪 和焊缝 之 间 的相对 距离 。
圈 1 磁 控 埋 弧 焊 焊 缝 跟 踪系 统 的 平 台
1 磁 控 电弧传 感器 的 基本 原理 及构 成
11 电 弧Байду номын сангаас感 器 的基 本原 理 .
电弧传 感 器是 通过 利用 焊接 电弧本 身特 点制 作 的 传感 器 。一 般让 横 向交 变 的磁场 垂直 穿 过试验 电弧 的 轴线 ,在交 变 的磁场 力作 用下 ,焊接 电 弧产生 周期 性
Wedn e h oo y o. 1 o Ma. 0 2 ligT c n lg V 1 N . 4 3 r 2 1
文章编号 :02 0 5 (0 20 — 0 10 10 — 2 X2 1)3 0 3 - 4
・ 接 设 备 与 材 料 焊
1
磁 控 埋 弧 焊 焊 缝 跟 踪 系 统 平 台 的 优 化 设 计
这个 偏 差信 号就 会被 传感 器 检测 到 ,并 被转换 成 相应
的数 据 ,该 数据 被 控制器 接 受 ,通过 控 制理 论 的控 制 算法 转 换成 控制 信 号并送 给 执行 机构 ,执 行 机构 则 可 根 据焊 枪获 得 的指令 实施 纠 偏动 作 ,从 而达 到 自动 跟
踪 的效 果 。
高 低 和水 平跟 踪 。其 工作 原 理如 图 2所示 ,£是 电源
的外 特 性 曲线 , 当焊接 状 态 稳 定 时 ,A 为 电 弧 的 工 。
焊缝跟踪系统
焊缝跟踪系统简介焊缝跟踪系统是一种自动化设备,用于跟踪焊缝的位置,控制焊接机器人或激光焊接机的运动,保证焊接质量,提高焊接效率。
该系统常用于汽车工业、航空航天工业等领域。
功能焊缝跟踪系统可以自动识别焊缝位置和形状,实现焊接轨迹的自动规划和控制,避免人为因素对焊接质量的影响。
常见的焊缝跟踪系统有激光焊接跟踪系统和焊接机器人跟踪系统。
激光焊接跟踪系统激光焊接跟踪系统是利用两个激光发射器形成的光线在焊缝上形成一条光线。
通过摄像机识别光线,并计算出光线与焊缝的距离和角度,并将这些数据输入到焊接控制系统中,从而控制激光焊接机在焊接过程中自动调整焊缝位置。
焊接机器人跟踪系统焊接机器人跟踪系统是基于视觉传感器实现的。
该系统通过视觉传感器获取焊接工件信息,如焊缝位置、高度和宽度等,从而我们可以预先设置焊接机器人的轨迹和焊接参数,达到自动焊接的目的。
该系统在焊接不规则形状的焊缝时具有很大的灵活性和自适应性。
其他特点除了基本的焊缝跟踪和控制功能外,还有许多其他特点和增强功能。
自适应焊缝跟踪系统可以根据不同的焊接工件形状和位置进行自适应调节,提高焊接质量和效率。
精度高焊缝跟踪系统采用高精度传感器,可以实现焊缝位置的精确测量和控制,提高焊接的稳定性和一致性。
交互性现代的焊缝跟踪系统配备了用户友好的交互界面,可以通过触摸屏等方式轻松地进行设备配置和操作。
应用领域焊缝跟踪系统可以应用于以下领域:•汽车制造业:焊接汽车车身和底盘。
•航空航天工业:焊接飞机结构和部件。
•电子制造业:焊接电子元器件。
•其他:如船舶制造、建筑结构等。
发展趋势随着焊接技术的进步和产业的发展,焊缝跟踪系统也在不断地发展和进化。
目前,焊缝跟踪系统正向更高的自动化、智能化和高精度发展。
未来,该技术将应用于更多的领域,并为生产效率与品质提供新的保障。
基于电弧传感器的焊接自动跟踪系统设计

T NOLO GY TR N D[摘要]旋转电弧传感器作为电弧传感器之一,应用前景广阔,特别适用于弧焊机器人,实现焊接的自动跟踪。
可使弧焊机器人对焊缝具有较强的跟踪能力,大幅度降低对毛坯精度的要求和对编程的要求,从而使弧焊机器人能够在更多更广的工业领域中得到普及应用。
[关键词]电弧传感器;焊接;自动跟踪系统基于电弧传感器的焊接自动跟踪系统设计邓喜培刘梅秋(娄底职业技术学院,湖南娄底417000)1电弧传感器概述电弧传感器基本原理可简述如下:当焊炬与工件相对距离,即导电嘴端部与工件表面电弧极间距离发生变化时,焊接参数(电流、电压)将发生变化。
通过对焊接参数进行信号处理,获取焊缝相关信息,从而实现焊缝的自动跟踪。
电弧传感器在工业中最初应用于电弧焊规范的自动控制。
作为一种焊接传感检测方法,可以根据工件的坡口呈阶跃状变化,电弧在扫描焊缝坡口时,焊炬与工件表面距离变化将引起焊接参数变化。
动态变化的原因是焊丝熔化速度受到限制,不能跟随焊炬高度的突变;静态变化的原因是由于电弧的自调节特性。
由以上所述,当电弧沿着焊炬的垂直方向扫描时,焊接电流将随着扫描引起的焊炬高度变化而变化,从而获得焊缝坡口信息。
可以看出当电弧位置变化时,电弧自身参数相应发生变化,从中反映出焊炬导电嘴至工件坡口表面距离的变化,进而根据电弧的运动形式及焊炬与工件的相对位置关系,推导出焊炬与焊缝间的相对位置偏差量。
电参数的静态变化和动态变化都可以作为特征信号被提取出来,实现高低及水平两个方向的跟踪控制。
按其结构不同,主要有并列双丝式、熔化极摆动扫描式、非熔化极摆动扫描式和旋转扫描式等几种方式。
2国内外电弧传感器的研究及应用情况对电弧传感器的研究,国内以清华大学潘际銮院士领导的研究小组工作开展最早,也最具有代表性,研究卓有成效。
经过几十年来的发展,电弧传感器得到了迅速的发展,主要体现在以下几个方面:数学模型:1990年清华大学费跃农在其博士论文中通过理论分析及实验研究初步建立了MIG/MA G 焊电弧传感器物理数学模型,首次给出了电弧传感机制数学模型的清晰描述。
328 焊缝跟踪光电传感器控制系统的设计
Key Words: Photoelectric Sensor;Seam Tracking;Microcomputer;FuzzyPID Control
目录
摘 要 ...............................................................................................................I ABSTRACT........................................................................................................II
对于常态表面状态和打磨表面状态下的工件,系统针对性地采用两种不同的信号采集和 处理方法:对于表面常态下的工件,采用了加权比较的信号处理方法;对于表面打磨的工件, 采用了另一种信号处理方法——信号差值比较的方法。因此,这两种方法的综合使用可以有 效地提高传感器的准确性和适应性。
Scansonic激光焊缝跟踪传感器 TH6D

尺寸
70 x 40 x 100 mm
工作温度
10°C - 45°C
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
系统与技术 传感器接头
接头 X1 空气 — 防护玻璃集成式空气吹洗,最大6 巴,软管直径:4 mm 空气 — 冷却输入,最大6巴,软管直径: 6 mm 空气 — 冷却输出,最大6巴,软管直径: 6 mm 电力, M12电缆 以太网连接, M12线缆
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-KFAA-AB
采样线 z向工作距离 3 150 ± 40 mm
40 x 80 mm 视场 [W x H] 0,08 x 0,12 mm 分辨率 [W x H] 取样频率 60 – 240 Hz
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 应用
火车车皮的MIG焊接
来源:Eurob Engineering GmbH
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-CFAA-AB
网络连接 操作面板
BINZEL电缆和焊枪
与BINZEL焊枪夹 持器集成
相机
带摄像头的电脑 元件
BINZEL传感器
电脑显示器
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
旋转电弧传感器焊缝跟踪信号的采集与处理
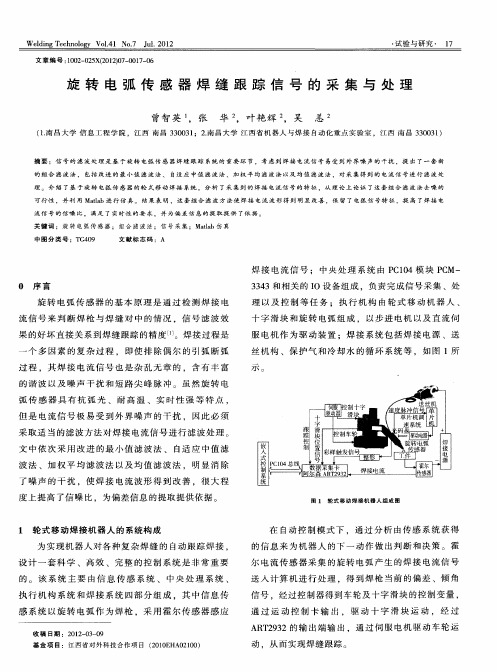
丝机 构 、保 护 气 和冷 却 水 的循 环 系统 等 ,如 图 1所
示。
过 程 ,其 焊 接 电 流信 号 也 是 杂乱 无 章 的 ,含 有 丰 富
的谐 波 以 及 噪 声 干扰 和 短 路尖 峰脉 冲 。虽 然 旋 转 电
弧 传 感 器 具 有 抗 弧 光 、耐 高 温 、实 时 性 强 等 特 点 ,
收 稿 日期 :2 1 — 3 0 0 20—9
基 金 项 目 :江 西 省 对 外 科 技 合 作 项 目 (0 0 H 0 10 2 1 E A 20 )
1 ・ 验 与 研究 8 试
焊 接 技术
第 4 卷 第 7期 2 1 1 0 2年 7月
飞 溅 、短 路 过 渡 、 电源 波动 、送 丝 速 度 不稳 定 等 干
1 轮 式 移 动 焊 接 机 器 人 的 系 统 构 成
在 自动 控 制模 式 下 ,通 过 分 析 由传感 系 统 获得
的信 息 来 为 机 器人 的下 一 动 作做 出判 断 和 决 策 。霍
为实 现 机器 人 对各 种 复 杂 焊缝 的 自动跟 踪 焊接 ,
窄间隙co2气体保护焊的磁控焊缝跟踪方法
窄间隙co2气体保护焊的磁控焊缝跟踪方法1. 引言1.1 概述窄间隙CO2气体保护焊作为一种高效、高质量的焊接方法,广泛应用于船舶、液化天然气储罐、石油管道等工程领域。
而在窄间隙CO2气体保护焊的过程中,焊缝跟踪是实现自动化焊接的关键技术之一。
1.2 窄间隙CO2气体保护焊简介窄间隙CO2气体保护焊是一种采用惰性气体(如二氧化碳)对焊缝进行保护的电弧焊接方法。
相较于传统手工电弧焊接,其具有熔深较大、变形小、工作效率高等优势。
同时,窄间隙要求对工艺参数和操作技巧有较高要求,对施工人员水平提出了更高的要求。
1.3 磁控焊缝跟踪方法简介磁控焊缝跟踪方法是利用电磁感应原理,通过感应产生的电流和磁场来实现对焊缝位置的自动检测和跟踪。
该方法能够有效解决传统焊接过程中对焊工操作技巧和经验的依赖,提高焊接质量和生产效率。
通过本文对窄间隙CO2气体保护焊与磁控焊缝跟踪方法结合的研究与分析,可以进一步探讨两者之间的技术优势和应用前景,并对未来的发展趋势进行展望。
这将有助于推动该领域技术的发展,提高窄间隙CO2气体保护焊的自动化水平和质量稳定性。
2. 窄间隙CO2气体保护焊的原理与特点2.1 工艺原理窄间隙CO2气体保护焊是一种常用的焊接方法,其工艺原理基于CO2气体的阻挡和保护作用。
在窄间隙焊接过程中,被加工材料的两个相邻部分之间只有较小的缝隙,此缝隙通常为0.5-4mm,因此称为窄间隙。
在窄间隙CO2气体保护焊过程中,CO2气体被用作保护性气体。
当电弧产生时,电弧能量将使周围空气中的元素发生离子化,并形成离子流。
同时,CO2气体通过喷嘴进入焊接区域并环绕电弧和摆线运动,形成CO和O的高温等离子区域。
这种等离子区域起到了保护作用,防止了外界空气中的杂质污染熔池并减少了二氧化碳内部含量对溶质元素造成的影响。
此外,在窄间隙CO2气体保护焊过程中,还需要控制合适的焊接速度和电流强度,以确保焊接熔池的形成和稳定。
只有掌握这些参数,才能使焊接缝结构均匀且无缺陷。
电弧跟踪介绍

电弧跟踪原理介绍1、两种跟踪方式的优缺点比较视觉传感器(激光传感器)和电弧传感器是目前国内外研究最多的二类传感器。
视觉传感器是利用工业C C D摄像机,经图像处理获得焊件和焊缝的相对位置及坡口、熔池的有关信息。
优点是能获得的焊缝信息量大,控制精度高、再现性好。
但是它的检测点一般超前电弧,所扫描的点不是实际焊点,对转折及弯曲焊缝无能为力;无法抵抗磁偏吹、焊丝弯曲干扰、点固焊点的影响。
整个系统包括性能较高的计算机在内的图像处理系统以及激光设备,整个系统复杂,成本很高,进而影响推广及产业化。
电弧传感器是利用焊接电弧自身特点的传感器,不需要在焊枪上附加任何装置,电弧传感器的信号检测点就是焊接电弧点;实时性好,焊枪运动的灵活性和可达性最好,尤其符合焊接过程低成本自动化要求,电弧扫描不仅可以跟踪传感,保证焊接参数的稳定,又可以达到改善成形的效果,特别是可明显改善斜角焊缝及厚板开坡口多道焊的表面成形及两侧熔合。
不存在传感器位置前导误差,且信号处理比较简单,实时性好。
另外不受飞溅、烟尘、弧光等的干扰,成本较低,因此电弧传感器在焊缝跟踪中获得了广泛的应用,目前是弧焊机器人中用的最多的传感器,已经成为大部分弧焊机器人的标准配置。
电弧传感器的缺点是对薄板件的对接和搭接接头很难跟踪。
(国内的电弧跟踪是上世纪八十年代潘际銮院士提出来的)2、电弧传感器工作原理电弧传感器是通过检测焊接电流或者电压的变化而跟踪焊缝的。
其基本原理(如图1):利用焊枪与工件之间距离变化引起的焊接参数变化(指焊接电流或焊接电压,因为在焊接过程中电弧弧长的变化与焊接电流和焊接电压的变化是成比例关系的)来探测焊枪高度和左右偏差,在等速送丝调节系统中,送丝速度恒定,M I G/M A G焊接电源一般具有恒压外特性,在这种情况下,焊接电流将随着电弧长度的变化而变化。
在对V形坡口对接接头进行摆动焊接时,在摆动两端和中央,由于电弧长度发生变化,所以焊接电流强度也发生变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke r s y wo d :ma n t — o t la C s n o ;s a t c i g l tr a i g ma n t e d g e c c nr e s r e m—r kn ;a e n t g e c f l i o r a n i i
价值 。建立 了电弧运动的平衡方程 , 分析 了电孤 的运动规律 , 为控制 电孤 的运 动提 供 了理论依据 , 导 了磁 控 电孤传 感器 推 的各参数之 间的 关系, 为该传感 器的设计和应 用提供 了理论基础。
关 键 词 : 控 电孤 传 感 器 ; 缝 跟 踪 ; 变磁 场 磁 焊 交
Absr c : I r e o s l e t r bem ft e ha c la c e s r fr s a —r c i g, a ne tp fm a ne c c n rla C t a t n o d rt o v he p o l o he m c nia r s n o o e m ta k n w y e o g t — o to i r s n o sd v lpe a d isme ha c lsr cu e a d te c rea ie cr u td a r m r i e e s r wa e eo d, n t c nia t tr h o r ltv ic i i g a we eg v n.Ths s n o ppis te ma n tc u n i e s ra le h g e i— c nto l n C t c o o y,wih a sm pe sr c u e a d lw o t tha o m e ha ia i r to a d hih c ntolngp e iin, o r lwedig a e hn lg r t i l t t r u n o c s. sn c n c v d i p l ai n v u s v r ih T e p p r e tb ih d t e moin e u t n a d a ay e h v me tb h v o f a C n t a p i t a e i ey h g . h a e s l e h t q ai n n z d te mo e n e a i ro , s c o l a s o o l r
维普资讯
20 0 8拄
仪
表 技
术 与 传
感 器
2 8 00
第 6期
I sr m e t n tu n
a S n o nd esr
No 6 .
用 于焊 缝 跟 踪 的磁 控 电 弧传 感器
来 鑫, 洪 波 , 复理 , 魏 尹 力 , 岳波 屈
中图分类号 :P 1 T 22
文献标识码 : A
文章编号 :0 2—14 (0 8 0 0 0 0 10 8 12 0 )6— 0 3— 2
M a n t ・o t o c S n o o e m -r c i g g ei — n r lAr e s r f r S a - a k n cc t
L I i,H N o WE ul, I i Q u—o A n O G B , I — Y N L , U Y eb X F i
( e at n fMeh ncl n ier g X a ga nvri ,Xa g n4 10 , hn ) D p rme t c a i gn ei , in tnU iesy in t 1 15 C ia o aE n t a
wh c r vd d a a e cf u d t n f rt e moi n c n o fa c ta ay e e r lt n h p a n h i aa tr fma - ih p o ie c d mi o n a i t — o t l r .I n lz d t ea i s i mo g te man p mee so g o o h o r o h o r n t — o to C s n o ,i p o i e c d mi f u d t n frt e d sg i g a d a p iai n o ema n t — o t l C s n o ih e i c n rla e s r t rv d d a a e c o n a i h e i n n n p l t ft g ei c nr e s rwhc c r o o c o h c oa r
0 引 言
焊接 自动化 、 柔性化 与智 能化 已成为 保证 焊 接质 量 、 高 提
生产效率 、 改善劳动 条件 、 降低 制造 成本 的重要 手段 。实现 焊接 自动化 的重要 问题就是焊缝 自动跟踪 , 核心 技术之一 就是
传感器技术 , 研究 灵敏 度高 、 动态 品质 好 、 传感 范 围广 、 干扰 抗 性强且结构简单 的传感 器是 跟踪控 制 系统 中的关键 。 目前研 究较多的 电弧传感器是利用 电弧 自身作为传 感器 , 有实 时性 具 强, 焊枪运 动的灵 活性和 可达 性好 等优 点 , 普遍 采用 机械 但 式的摆动或旋转 , 易磨损 , 噪声 大 , 精度低 , 体积 大。提 出 的 电 弧传感器 , 具有机械式 电弧传感 器的优点 , 附加装置 简单 , 且 无 机械振动 , 控制精度高 , 用寿命 长 。 使
4 10 ) 11 5 ( 湘潭大学机械 工程 学院 。 湖南湘潭
摘要 : 了解决 目前机械 式 电孤传感 器用于焊缝跟踪 中存在的 问题 , 计 了一种磁控 电孤传感 器, 出了它的机械 结 为 设 给
构和 电路原理 图, 该传感器应 用磁场控制 电孤技 术, 具有结 构简单、 无机械振 动 、 成本低 、 控制精 确等优 点 , 有很 高的 实用