G427手机组装QC工程图(2)
QC工程图
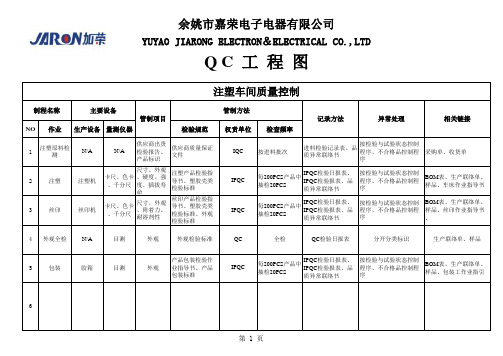
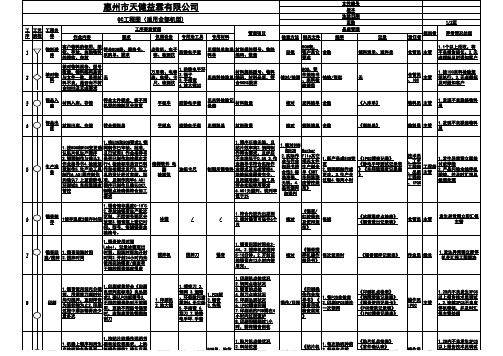
NO作业生产设备量测仪器检验规范权责单位检查频率YUYAO JIARONG ELECTRON&ELECTRICAL CO.,LTDQ C 工 程 图外观产品包装检验作业指导书、产品包装标准IPQC包装胶箱QC BOM 表、生产联络单、样品、包装工作业指引生产联络单、样品QC 检验日报表分开分类标识按检验与试验状态控制程序、不合格品控制程序IPQC 检验日报表、IPQC 检验报表、品质异常联络书每200PCS 产品中抽检20PCS全检丝印产品检验指导书、塑胶壳类检验标准、外观检验标准IPQC目测65外观检验标准3丝印丝印机卡尺、色卡、千分尺外观尺寸、外观、附着力、耐溶剂性4外观全检N/A 目测注塑产品检验指导书、塑胶壳类检验标准IPQC每200PCS 产品中抽检20PCS按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、丝印作业指导书、IPQC 检验日报表、IPQC 检验报表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、车床作业指导书每200PCS 产品中抽检20PCSIPQC 检验日报表、IPQC 检验报表、品质异常联络书IQC按进料批次进料检验记录表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序采购单、收货单2注塑注塑机卡尺、色卡、千分尺尺寸、外观、硬度、强度、插拔寿命1注塑原料检测N/AN/A供应商出货检验报告、产品标识供应商质量保证文件注塑车间质量控制制程名称主要设备管制项目管制方法记录方法异常处理相关链接余姚市嘉荣电子电器有限公司成品组装质量控制成品组装质量控制。
QC工程图 (组装)

IQC檢驗報告 IQC檢錄表
系列产品QC工程图
序 号 执行 部门
NO﹕________
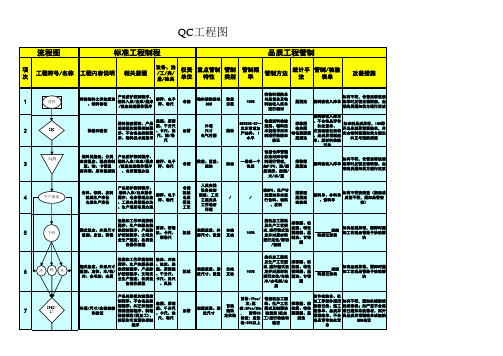
工序流程图 工序名称 使用设备 控制程序式指导书 物料名称规格 检测要点 检查方法 检查频率 制定依据 异常处理
1
色差计、目 视、卡尺/ 进料检验 卷尺、拉力 生产领料 計、相关检 验治具、万 用表、LCR 目视、電容 表、万用表 IPQC首件 、放大鏡、 检查 LCR儀、顯 微鏡 A壳加工 装听筒 听筒
來料檢驗管理程序 抽样作业规范 不合格品管理程序 產品檢驗指導書 BOM表、料位表、元 件位置圖 、SMT 贴 装目视检验标准、首 件检查作业规范
按MIL外观、组合 STD性、功能、 目视、测 105E,正 品管部 特性测试、 量、测试 常Ⅱ单次 ROHS 抽样 依SMT 贴装 每批、转 目视、测 目视检验标 机或每日 品質部 量、测试 准 首件
公司標准 行業標准
來料品质异 常聯絡单、 MRB會議申請 表
2
行業標准
糾正預防施 通知單
3
作业指导书
4
装按键
按键
5
6
7
8
9
10
11
12
13
14
15
加工:
检验作业: 作业程序:
修订计事 修订日期 修 者 订
制 定 者 制定日期 页 次
流程符号
流程: 转下页或接上页:@
编号:
产品QC工程图 NO﹕_________
QC工程图简介 ppt课件

2021/3/26
QC工程图简介 ppt课件
4
• 实际上,QC工程表必须详细说明整个制程包括从进料、
加工过程、组装、出货以及定期性检查的各个过程中,对 会造成不符客户需求的特性,应采用的监视及管制办法, 并以此作为实际参与的职工行事的依据。在正式量产中 QC工程表对需要进行管制的特性值,提供了制程进行各 种监控及管制的方法说明。但是QC工程表不能替代作业 人员操作依据的作业指导书,作业指导书还是必须详细实 际有效的操作程序书面化。凡产品的原型制作、样品试样 及量产均须事先完成QC工程表的制作。
9
QC 工程表制作步骤
• 制程记号:操作○,品质检验◇,数量检验□,运搬 ,
储存 ;
• 制程编号:作业顺序;便于追踪之用。 • 加工厂所:作业所属车间; • 制程名称:作业名称;在 制造流程图上叙述有关制造系
统、次系统、组建的所有步骤。
• 设备名称:作业使用设备; • 管制条件:管制项目的规格及标准。 • 品质特性:管制项目的名称;
2021/3/26
QC工程图简介 ppt课件
5
• QC工程表在整个产品寿命周期里,都应加以维持并被使
用。在产品寿命周期中的初期,它主要的目的是将制程管 制的初步方案加以书面化与进行沟通之用,。然后,它引 导我们告诉我们在制造中如何进行制程管制及确保产品质 量。最后阶段,它仍是书面文件,反映出现行的管制方法 以及所使用的量测系统。当量测方法及管制方法有所改善 后,QC工程表也应随之更新。
FMEA的等级决定。
2021/3/26
QC工程图简介 ppt课件
11
2021/3/26
QC工程图简介 ppt课件
12
2021/3/26
QC工程图简介 ppt课件
QC工程图(中英版)二阶
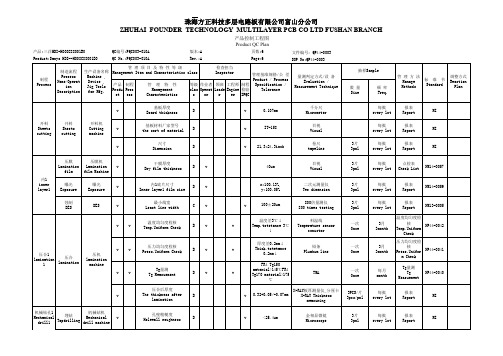
DV
≥70%
依工单 Run car
孔深孔径检查机 Hole Microscope
目视 Visual
抽样Sample
数量 Size
频率 Freq.
管理方法 Manage Methods
标准书 Standard
调整方式 Reaction
Plan
2片 2pnl
每批 every lot
报表 Report
NMA4-0019B
Press.Unifor m Check
NP44-0041
FR4 Tg150
v
material>145℃FR4 Tg170 material>175
TMA
℃
一次 Once
每月 month
Tg量测 Tg
Measuement
NP44-0040
X-RAY板厚测量仪,分厘卡
v 0.53+0.05/-0.07mm
金相显微镜 Microscope
目视 Visual
目视 Visual
3片 3pnl
每批 every lot
报表 Report
NM43-0002
全检 All Inspection
每罐 every Tin
点检表 Check List
MI
全检 All Inspection
每批 every lot
报表 Report
Bv
Tg量测 Tg Measuement
Dv
v
压膜
压膜机
Lamination Lamination
on D/F on on D/F on the
v
the
Substrate
Mask1
手机制造QC工艺流程
QC
AOI检查不良 记录表
本工序返 工
本工序返 工及信息
反馈
19 過回流 焊
回流焊接
回流炉各区温 度、传送速度、 作业指导书 焊接效果
回流炉
测温器
抽检
SMT/ IPQC
生产报表
20
焊点质量、元
炉后AOI 检查焊接效果 件有无多件、 作业指导书 AOI
PCBA
仪器设备、工具及治具
名称
需求数 量
PC
1
直流电源
1
多路卡/USB集线器
1-2
下载线
8-16
PC
1
直流电源
1
下载线
1
条码扫描器
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 66309
1
射频线
1
数据线
1
测试夹具
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 66309
23 QA
QA
包装外观、成 品外观及功能
24
成品入 库
合格品送入仓 库暂存
运输、数量、 存放状态、高 计、标识
25 出货
成品出货 数量、发往地
作业指导 书
放大镜
抽样计划 综合测试仪
仓储管理 规定
叉车
仓储管理 规定
叉车
全检
QC
QC目视检查 记录表
抽检
QA
QA抽检报告
相关工序 返工
仓库 入库单
仓库 送货单
4
烘烤
PCB(BGA) 烘烤时间、温度、 作业指导
手机制造QC工艺流程图课件

05
QC流程图应用实例
某品牌手机电池检测流程图
总结词
该流程图详细描述了某品牌手机电池从进厂检验、电 性能检测、安全性能检测、环境适应性检测到成品检 验的整个过程。
详细描述
该流程图以电池进厂为起点,首先进行外观检查和尺寸 检测,确保电池符合设计要求。接着进行电性能检测, 包括容量、充放电性能等,确保电池的电性能满足标准 。然后进行安全性能检测,如过充、过放、短路等测试 ,确保电池在使用过程中不会出现安全问题。接下来进 行环境适应性检测,包括高温、低温、湿度等测试,以 评估电池在不同环境条件下的性能表现。最后是成品检 验环节,对合格的电池进行最终检查,确保产品质量达 标。
详细描述
组装流程问题可能导致生产效率低下、产品 质量不稳定甚至安全隐患。例如,生产线规 划不合理可能导致生产瓶颈,影响整体生产 效率。操作人员技能不足可能导致组装错误 ,进而影响产品质量。生产设备故障可能导 致生产中断,同样影响生产效率和产品质量
。
功能检测问题
要点一
总结词
功能检测问题可能包括检测设备故障、检测方法不正确、 检测数据不准确等。
功能检测是手机制造QC流程中最为关键的一环,负责对组装好的手机进行全面功能检测,确保各项功能都能正 常运行。包括通话测试、屏幕显示、按键灵敏度、电池续航等检测项目,确保手机性能稳定、功能完善。
手机制造QC流程图详解 原材料检验
总结词
外观检测,提升产品品质
详细描述
外观检测主要对手机的外观进行质量检查,包括对手机外壳、屏幕、按键等部件的外观进行检查,以 及对外观是否有瑕疵、划痕等进行仔细观察,确保产品品质符合标准。
手机制造QC工艺流程图课件
• 手机制造QC概述 • 手机制造QC流程图详解 • QC流程中常见问题及解决方案 • QC流程优化建议 • QC流程图应用实例
手机QC工程图全套

每批次
送货单 外检检验报表 QA出货检验报表
目视
OQC OQC
《
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
目视 卡尺 投影仪 塞尺
每独立包装箱
FQC抽检记录、返工 通知单、FQC确认不 良品报表
目视 卡尺 投影仪 塞尺 各种实
名称、包装、数量、堆高
依据 :《装箱产品贮运时堆放(叠 放)高度的规定》
每批次
入仓单
《
每组每制令单量产前
首件检验报告
污点卡 卡尺
目视 污点卡
卡尺 塞尺
装配
外观、装配效果(1,各种附 件的装配;2,预压螺母定 位,热敏、超声波压螺母; 3,热敏、超声波焊接装配 )、 工艺纪律
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》、封样件
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
文件编号 拟制
质量管制工序
WI-PG-061 控制项目
装配QC工程图
版次
A/0
审核
控制要求和依据
抽查数量及频率
管控记录
页数 批准 测量仪器
来料 检验
外观、尺寸
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 封样件
每批生产投料前
来料检验报表
首件 检验
外观、装配效果、实配效果、 扭力测试
《*公司企业标准技术标准》 手机结构件通用检验规范》 封样件
目视 卡尺 投影仪 塞尺
1/1 实施人员
FQC 品控小组
FQC
IPQC 品控小组组长
巡检
入库 检验
外观、装配效果
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》 封样件
QC工程图2

福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码1/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1 林光锦范金灿严文厚型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录1、材料检查○1PCB板检查目视铜箔部、线路、基材、镀金部、丝印、尺寸○1铜箔部:无明显的缺、伤(伤明显达到内层的为不合格)、氧化、异物;○2线路:无缺损、断路、短路、露铜、残留铜、少绿油、伤;○3基材;无少绿油、绿油偏或绿油薄、异物、残留铜、伤、基板连接处不可有断○4镀金部;无缺、偏、氧化不良○5丝印;丝印要可辨认目视IQCGB/2828一般检验水平Ⅱ取样,AQL=0.65检查表进料检验通知单部品检查方法书○2电子元件检查目视管脚、尺寸、整形、表面IQC 1 Sheet / Lot检查表进料检验通知单部品检查方法书YD2611D漏电测试仪YD2672耐压测试仪开关三极管分选仪YD2811LCR数字电桥○3机构成件检查目视外观、装配①外观:无破损、划伤、氧化、杂质、材质不均匀丝印可识别、无色差、②装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票游标卡尺尺寸按照材料承认书规格及要求游标卡尺IQC检查表进料检验通知单○4灯管件检查游标卡尺尺寸按照材料承认书规格及要求IQC 游标卡尺检查表进料检验通知单作业指导票电火花真空测试仪器慢漏、死灯、破管、漏白、色温电火花真空测试仪器IQC检查表进料检验通知单福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码2/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1林光锦范金灿严文厚2型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器及辅助材料·管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录2、前加工投入(A灯头)3、前加工投入(B插件)○4灯管件检查目视、装配外观、配合外观:无破损、灯丝无断,装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票○5胶类检查小批量试作目视IQC 全数作业指导票SLP-1S274-02-002 ○6包材件检查直尺尺寸按照材料承认书规格及要求直尺检查表SMQIV-QA-016目视组装配合、密封性达到要求目视IQC○7灯头操作移印机塑壳外观、印记、钢板塑壳:无破损、变形印记:标识清晰、印刷完整、位置正确钢板:放置方向与打印一致、与生产要求符合目视作业员全数作业指导票电烙铁锡丝无铅管理、焊接温度无铅管理:锡丝、电烙铁区分无铅及有铅品温度:无铅目视作业员全数作业指导票灯头机气压、胶量组长换机种作业指导票○8插件操作温度测试仪回流炉温度测试、氮气浓度的设定①150-180℃ 60~90S,②220℃ 30~42S③最高温度235~245℃15秒以内、氮气浓度:1500PPM温度计设备员换机时、1次/周温度曲线图作业指导票炉温参数一览表回流炉温度设定点检与测试温度曲线图相符目视组长换机种回流炉设定条件点检表电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视作业员全数焊锡炉温度设定点检与产品温度设定相符组长全数锡膏使用时间记录表作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码3/5变更记录记号来历日期姓名批准审核作成客户型号名日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录4、前加工投入(C 胶管)5、组装(A、B、C使用)○8插件操作万用表仪器校准设备员1/年仪器校准记录镊子首件品的确认不可有浮起、漏贴、侧立、偏位、连锡、反向、偏位、贴翻目视作业员全数DIP首件记录作业指导票○9胶管操作穿管定位、方向无变形、伤、异物、不能反向目视作业员全数作业指导票点胶压力、胶量目视作业员作业前、转机时作业指导票固化温度60℃目视作业员作业前、转机时设备点检记录作业指导票转速目视作业员作业前、转机时○10PCB板连接电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视目视焊接状态不可有虚焊、连焊、冷焊、包焊、焊尖、错位、锡珠、锡渣残留目视作业员全数作业指导票○11绕灯丝螺丝辟扭力灯丝绕圈数丝尾长度扭力:圈数:≥4长度:≤3㎜扭力器组长换机种/开线扭力测试记录表扭力要求参数一览表○12合盖目视位置、]PCB板元件整形位置:到位、压紧整形:元器件管脚不可相紧贴目视作业员全数作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码4/5变更记录记号来历日期姓名批准审核作成日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录6、包装○13中测自制电源器启动测试点亮、不可有短路、色差、死灯、阴阳管目视作业员全数作业指导票○14外观检查目视外观不允许有错件、漏件,灯头焊点处饱满、光滑、不允许有异物、铁皮、玻璃破损、锡渣锡珠残留,塑件整洁、无脏点、移印正确泡壳完好、无破损,内外无异物、胶残留,不允许有歪管、松管目视作业员全数作业指导票○15通电老化目视作业员全数工序移交单作业指导票工艺流程图○16泡壳打胶目视胶量、外观胶量:饱满,保证粘贴度目视作业员全数设备点检记录作业指导票○17清洁洗网水无纺布外观洁净。
QC工程图
包装 入库
喷油炉, 包装线 N/A
包装作业指导书 n/a
QE质量检 外观、尺寸 验标准 、角度 n/a n/a
出货检验 每订单每ITEM 图样 标准 至少一次 n/a n/a n/a
出货首件 检验记录表 制成品、帐薄
不合格品管制办法
验货 出货 流程符号:
N/A
出货检验流程
QE质量检 验标准 整体、 n/a 生产操作符号 n/a
堆高机、叉车 堆高作业指导书
每订单每ITEM 图样 出货检验标准 至少一次 装柜 图 n/a n/a 检验
目视、卡 尺、卷尺 、电子称 、测试 目视
出货验货报告 出货明细、记录
不合格品管制办法
图样 图样
首样检查, 每2小时巡检 首样检查, 每2小时巡检
首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 首件检验记录 制程巡检记录 制程动态抽检记 录表 不合格品管制办法 不合格品管制办法
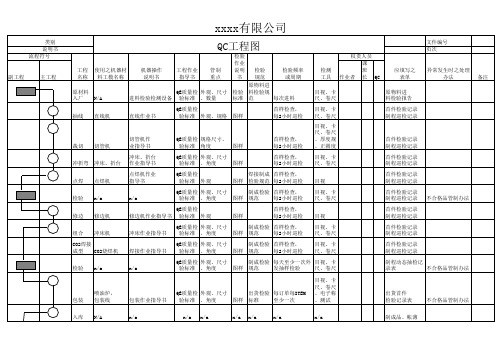
xxxx有限公司
类别 说明书 流程符号 副工程 主工程
QC工程图
工程 名称 原材料 入厂 抽线 使用之机器材 料工模名称 机器操作 说明书 工程作业 指导书 管制 重点 检验 作业 检验 规范 检验频率 或周期 检测 工具 目视、卡 尺、卷尺 目视、卡 尺、卷尺 目视、卡 尺、卷尺 、厚度规 、正圆度 目视、卡 尺、卷尺 目视 目视、卡 尺、卷尺 目视 目视、卡 尺、卷尺 目视、卡 尺、卷尺 权责人员 作业者 课班长 QC 应填写之 表单 原物料进 料检验报告 首件检验记录 制程巡检记录 QE质量检 外观、尺寸 验标准 、数量 QE质量检 验标准 外观、规格 原物料进 检验 料检验规 标准 范 每次进料 图样 首样检查, 每2小时巡检
手机制造QC工艺流程图

PC
1
直流电源
1
下载线
1
条码扫描器
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 66309
1
射频线
1
数据线
1
测试夹具
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 663091射频线1数据线1
测试夹具
1
工时(秒) 30 20 120
60
人数 1 1 2
1
装配工艺流程 (1)
1
测试SIM卡
1
16 外观检查1
• 检查外观 • 安装测试口塞及螺钉塞
•测试口塞 •螺丝塞
30
1
装镜片
17
• 检查LCD和镜片是否有异物,用离
子风枪吹净
镜片
• 安装镜片
离子风枪
30
1
写IMEI号
18
• 打印IMEI主标贴条码 • 贴网标及IMEI主标贴
网标, IMEI主 PC和条码打印机
1
30
1
标贴
定
斜、反向
作业指导书 AOI、镊子
抽检 SMT 换料记录表
退料、特采 或挑选使用
SMT 机器程式
本工序返工
全检 全检
SMT QC
机器程式、生 产报表
AOI检查不良 记录表
本工序返工
用镊子扶正 及信息反馈
12
回流焊
回流焊接
回流炉各区温度、 传送速度、焊接 作业指导书 效果
回流炉
温度曲线 测试仪
抽检
SMT/ 设备日常保养 IPQC 记录表
手机组装QC工程图

G-COP-DC-06(01-00)审核:制定人:產品工段﹕手機組裝机型:工序流程图序号工序名称使用设备控制程序式指导书检测要点检查方法检查频率执行部门等級制定依据异常处理质量记录13鎖螺絲鑷子生產作業指導書1.檢查電批扭力是否符合標准.2.螺絲有無錯用,漏打,打滑目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報14基本功能測試測試電池,手寫筆生產作業指導書主要測試馬達的震動性能,MIC 的回聲﹐受話功能,喇叭鈴聲,按鍵功能,手感.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報15基本功能測試測試電池,測試耳機,TF 測試卡生產作業指導書手機能否充電,MP3,MP4等播放功能確認.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報16CALL TEST測試SIM 卡,手機綜測儀8922,平板天線治具生產作業指導書測試手機發射功率,接收電平,頻率誤差,相位誤差,誤碼率,漏電電流,通話電流,響鈴電流是否在標准范圍內目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報17通话測試測試耳機,測試電池,SIM 卡生產作業指導書手機找網及通話效果測試,恢復出廠設置目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報18貼IMEI 號&入網標&3C 貼紙鑷子生產作業指導書IMEI 貼紙貼整齊,機身標與盒標IMEI 號必須一一對應目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報19寫IMEI 號電腦,掃描槍,電池生產作業指導書IMEI 號是否寫入,不能重復目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報20核對IMEI 號電池生產作業指導書注意核對寫入手機IMEI 號與機身標,盒標的對應關系目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報21裝電池蓋離子風槍,抹布,擦機水,手指套生產作業指導書檢查電池蓋裝配后與機身的段差及縫隙目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報22外觀總檢,清潔機身離子風槍,抹布,擦機水生產作業指導書手機表面沒有灰塵,手指印,氣紋,貼平目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報23單機裝PE 袋,稱重,裝箱電子磅秤,膠紙座生產作業指導書不能漏放,錯放手機附件目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報24OQC 检验測試耳機,測試電池,SIM 卡,TF 卡成品OQC 检验作业规范﹔手機成品檢驗標准外觀、功能、MP3/MP4、攝像、IMEI 號、充電目视、聽,測試按MIL-STD-105E ,正常Ⅱ单次抽样品質部A客戶標准行業標准糾正預防措施通知單手機成品檢驗報告﹐手機檢驗記錄表25入庫推車入倉作業指導書名称、型号、数量、客户名称,包装目视批量生产部B 糾正預防措施通知單入库单加工:检验作业:作成作成日期2008.5.21流程:作业程序:確認確認日期2008.5.21批准批准日期编号:KYB-COP-DC-06(01-00)审核:制定人:深圳凯易搏科技有限公司产品QC 工程图NO﹕IPQC-0001-XXXX 流程符号控制等級﹕A=重點管制項目﹔B=次要管制項目﹔C=一般管制項目陽光遠文煜明。
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
QC工程图(完整版)
1.无漏洞,且误判率小 于2%
2.选择对应型号的程序 3.将测好的PCB放入周
转盒中
1.AOI 2.防静电手环
防静电手套
周转盒
不良标签
1.AOI机点检状况 2.AOI程式确认 3.焊接品质状态
4.标示卡上需注明产 品品质状态
测试
AOI检查 作业指导 全检查 书
《AOI机点检表》 《AOI测试报表》
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
叉车/平板车 包装箱
标示卡
搬运过程中注意安全
操作
出货程序 书
全数
《出货记录表》 《送货单》
仓管员 主管
有异常要及时报告主 管
批准:
审核:
制定:谢胜章
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
要求
一致 2.上线前确认每
盘元件的极性
贴片机
飞达、上料车
BOM单、站位 表
手机制造QC艺工流程图

操作员工培训与考核
对操作员工进行系统的培训和考核,提高员工操作技能和质量意识, 确保加工过程稳定可控。
测试与检验控制
测试标准与方法制定
根据产品特性和行业标准,制定合理的测试标准和方法,确保测 试结果准确可靠。
过程检验与监控
制定监督标准
根据手机制造QC艺工流程的要求,制 定具体的监督标准,如检验规范、不良
品处理流程等。
实施考核
定期对手机制造QC艺工流程的执行 情况进行考核,评估流程的执行效果。
设立监督机构
设立专门的监督机构或指定专人负责 监督工作,确保监督工作的有效实施。
奖惩措施
根据考核结果,对表现优秀的员工给 予奖励,对表现不佳的员工采取相应 的惩罚措施。
手机制造QC艺工流程图
目
CONTENCT
录
• 引言 • 手机制造QC艺工流程概述 • 手机制造QC艺工流程详解 • 手机制造QC艺工流程中的关键控制
点 • 手机制造QC艺工流程的优化与改进 • 手机制造QC艺工流程的实施与保障
01
引言
目的和背景
提高产品质量
通过QC工艺流程确保手机制 造过程中的每一步都得到严格 控制,从而提高最终产品的质 量。
早期阶段
发展阶段
在手机制造的早期阶段,QC艺工 主要关注产品的基本功能和性能, 如通话质量、电池寿命等。
随着技术的不断进步和市场竞争 的加剧,QC艺工逐渐扩展到更多 领域,如屏幕显示质量、摄像头 性能、用户体验等。
现代化阶段
在当前的现代化手机制造中,QC 艺工已经成为一项高度专业化和 自动化的工作。利用先进的检测 设备和数据分析技术,QC艺工可 以更加精确地监控生产过程,提 高产品质量和生产效率。同时, QC艺工也在不断适应新的市场需 求和技术趋势,如5G通信、人工 智能等技术的应用。
QC工程图-组装、焊接

盖板尺寸、
负极耳
规格
13
点焊
★
焊点位置
点焊牢固度
参照工艺标准 连接片中间
手拉有镍带残留
上线前检 5pcs/批 √ 5pcs/0.5h
√ 3pcs/1h
卡尺 目视 手拉
《首件产品确认表》 √ √
反馈上级/IQC
《组装车间IPQC巡检 √ √ 记录表》
生产返工
√ √ 反馈工程部/PE处理
14 正极耳 超焊★
生产调机
√ 5pcs/h
卡尺
√ √ 调机/反馈PE处理
√
3pcs
拆开电芯
√ √ 调机/反馈PE处理
胶纸 隔圈 铝壳
盖板
一次 电压量程
8
测短路 吸尘
吸风的大小
吸尘手法
250V
手柄对准标记位置 参照SOP
√
短路测试仪
《组装一次短路不良 记录表》
√
1次/2h
目视
√
1次/h
√
反馈计量
反馈工程部 调整正确手法
1 点超焊全 检
16 折极耳
1.焊点在内台阶内
焊点位置 2.在注液孔左边,不堵注液 √
孔
超焊牢固度
手拉有铝带残留
√
外观
样板
外观
负极反折成“Z”字形
5pcs/h
3pcs/h 全检 1次/h
目视
手拉 目视 目视
《首件产品确认表》 《组装车间IPQC巡检
√
√
记录表》
√
DPPM统计表
√
√√
生产返工
生产返工 反馈PE、QE处理
√
参照工艺标准
√
参照工艺标准
QC工程图
18
老化
烘箱设定 温度设定 时间监控
产品老化工艺 烘箱操作工艺说明
烘箱
电装
表面质量、温 度/时间调控
自检
100%
按产品老化工 艺说明及相关 规程,进行温 度设定并对其 时间进行调控
推移图、柏 生产日报表、生 拉图、特性 如有品质异常,需即时通 产完成情况日报 要因图、层 知工艺或品管给予协助解 表、部件/整机 别法、甘特 决 老化记录表 图
塞规、厚薄 规、千分尺 、卡尺、角 尺、卷尺、 放大镜、激 光测厚仪
品管
首检:1Pcs/ 次;巡 首检 表面质量、镀 检:5Pcs/2Hs 巡检 厚尺寸 , 附带5S 定位检 检查; 定位 检:50%以上
首件检验单、机 如有不符,通知电镀部查 依据电镀工艺 加工零部件巡回 推移图、柏 验电镀生产工艺或调整电 要求及相关规 检验记录、返工 拉图、特性 镀作业方法;如严重不合 程进行外观/色 返修单、品质异 要因图、层 格或已通知未改善者,则 泽/镀厚尺寸的 常联络单、不合 别法 开具品质异常联络单或组 检验和验证 格品评审和处置 织MRB会议 单
电镀 品管
首批检 表面质量、镀 查自检 厚尺寸、数量 互检
首批(槽) 检查;自检 、互检: 100%
推移图、柏 依据电镀工艺 拉图、特性 要求及相关规 要因图、层 程进行电镀作 别法、甘特 业 图
如有品质异常,需即时通 班组 知工艺或品管给予协助解 转接记录表 决
15
IPQC( 5)
产品的监视和测量控 制程序、不合格品控 外观/色泽/镀厚尺寸 制程序、纠正和预防 检验和验证 措施控制程序、标识 和可追溯性控制程序
10
钳
沉孔 攻丝 去毛刺、去屑
钻床 卡尺 风枪 刮刀
手机组装QC工程图

2.最新X20 Bom。 全检 2.本工位在制品 5PCS/2H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查喇叭支架外观是否脏污、破损、变形不良(若出现不良则贴不良标识隔离到不良品区域)。
生产部 质量管理部 1.检查正面:检查TP与面壳四周缝隙≤0.1mm且缝隙内不允许露胶不良,听筒孔内不允许出现异物不良,TP视窗内白点≤0.1mm,只允许有1个,面壳边 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/2H 1.操作过程中发现的不良品做好标示放置在不良品区域; 本工位在制品数 1.互检:目检三合一组件听筒孔和FPC美纹胶撕除干净
电批扭力:0.6 操作前需要确认:工程人员已调好升级软件;
操作步骤:
11.作业指导书;
.作业员用鼠标点击升级界面" 2.最新X20 Bom。 Start all"
2.取手机长按手机音量上键同时插上数据线,手机 全检 5PCS/2H 1.确认测试站线缆连接良好、确认升级软件正确,可以参考生产支持软件 操作前需要确认:工程人员已调好程控电源,电源设置参数:电压:4.0-4.2V,电流:2.5-3.5A;
1.作业指导书;
2、贴屏蔽盖散热膜:取1pcs散热膜对齐主板屏蔽盖边缘平整粘贴到位,将离型膜 2.最新X20 Bom。 全检 2.主排线印有“ 5PCS/4H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查散热片平整粘贴到位、主FPC与主板连接器扣合到位,听筒装配到位、装配方向正确,麦拉平整粘贴到位; 1.注意不要按压主板上的弹片,避免将其压变形、折断; 本工位在制品数 2、装主 1.作业指导书;
手机整机QC工程图

底壳外观 脚垫粘性
1、外观无明显划伤、刮手;2、丝印清晰,无缺
/
B 损;3、脚垫应粘贴牢固,用手拍动不能轻易脱 10PCS∕2H
落;4、底壳表面不能有明显的熔接痕(见附图)
审核 /
制 定 制定部门 戴渊川 QE部
责任者 记录形式 异常处置
IPQC
制程品质巡 检报表
返工
IPQC
制程品质巡 检报表
返工
IPQC
8
LCD测试 贴茶色胶带
/
5V电源/目视 LCD功能
管制值
特性 等级
检验标准(参考工艺卡及样机)
抽样频率 责任者 记录形式 异常处置
370±20℃ 焊锡使用免清
洗
1、液晶屏FPC线要与板上的焊盘对齐,焊接时使用 A 恒温刀头烙铁,不能有虚焊、连焊;2、焊锡拖焊2 15PCS∕2H
到3次;3、FPC线焊后不能有锡渣及大块松香杂质
责任者 记录形式 异常处置
IPQC
制程品质巡 检报表
返工
1、模组外观焊点无短路、虚焊、空焊,特别是模
块焊点不能有连焊,元件位置无少件、错件、极性
B
错问题;2、TNC焊点无短路、虚焊,TNC焊点背面 无锡渣,TNC头的缺口朝外侧;3、电解电容C57要
10PCS∕2H
打黄胶固定,排线无插反及各芯线无交叉不良;4
制造部门: 产品名称:整机
文件编号:WI-G-516
客 户 别: 产品型号:CD803P 版本版次:V1.1
NO
工序 名称
生产 设备
检测设 备仪器
管制特性
管制值
1
POWER板电 压保护测试
/
电压保护测 PCB外观/电源指
QC工程图SIP02

晋江市华冠鞋业
文件名称
QC 工程图
文件编号 编制/日期
二、流程说明
№
工序名称
重要设备
功课依照
1
产品开创
全套设备
产品开创操纵法度榜样
版本 审核/日期
操纵重点 恰当市场的需求
考查频率 样品全检
页码 赞成/日期
义务人/单位 开创课
质量记录 产品开创记录
2
冲裁
冲床
冲裁车间功课指导书
材料、模具、裁片外不雅
首末件确认
全检 全检 全检 全检
功课员 功课员 品检员 功课员 功课员
临盆日报表
临盆日报表 帮面考查记录表
临盆日报表 过程确认记录表
8
最终考查
目视
成品德量标准
外不雅
全检
品检员
成品考查记录表
9
入库
推车
数量、标识、包装方法
全检
仓管员
QC 工程图 SIP02
文件名称
QC 工程图
一、临盆流程图:
文件赞成/日期
产 品 样 板
冲 (
QC1
剪
)
裁
外 加 ( 协 ) 工
QC1
打 点 、 贴 衬 布
针 ( QC2 帮 面
QC1
成 型
包 装
)
车
FQC
入 库
说明:流程图中“QC1”代表临盆部车间自检,“QC2”代表品管部定点专检,“FQC”代表最终成品考查。
操作员
临盆日报表
3
外加工
高频、印刷
临盆过程操纵法度榜样
色彩、图案
全检
功课员
进料考查记录表
4 打点、贴衬布
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴螺丝标、喇叭网,盖电池 盖,测试侧键手感
防静电手环、镊子
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放主板时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、操作时,电批扭力应控制在0.8±0.1kgf/cm; 试 3、取放半成品时必需轻拿轻放,且不允许将其跌 落。
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
装主板到面壳,固定光感、 11 后摄像头
防静电手环
生產作業指導書
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
12
固定听筒、前摄像头,扣屏 排线
防静电手环
生產作業指導書
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准 客戶標准 行 糾正預防措施 通知單 業標准 高珍 作成日期 確認日期 批准日期
3
焊侧键FPC、开机键FPC
防静电手环、恒温烙铁、吸烟 仪、锡线架、锡线
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 2、焊点要求光滑、饱满 ,不可有假焊、空焊、 虚焊、连锡、少锡、锡尖等焊接不良; 3、烙铁温度指定调到350±20℃之间,IPQC注意稽 核; 4、取放主板时必需轻拿轻放,且不允许将其跌落 。
目视
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
5
贴麦拉2PCS、导电海绵 1PCS
防静电手环、镊子
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
6
加工面壳
镊子
生產作業指導書,烙鐵操作 規范
取放面壳时必需轻拿轻放,且不允许将其跌落。
目视
101%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
8
吹屏贴TP
防静电手环、离子感应风枪、 无尘布、白电油
生產作業指導書
目视
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
9
装光感套,拉保护膜
、作业员必需带防静电手环,且确保静电带接地 良好; 防静电手环、镊子、保护膜、 生產作業指導書,烙鐵操作 3、取放产品时必需轻拿轻放,且不允许将其跌落 刀片 規范 。
NO﹕IPQC-0001-XXX 异常处理
14
锁螺丝4PCS
防静电手环、电批、螺丝盘
生產作業指導書
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
15
装小板,固定马达、麦克
防静电手环、镊子
生產作業指導書
16
贴导电布3PCS
防静电手环、镊子
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放产品时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放主板时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放产品时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放产品时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放产品时必需轻拿轻放,且不允许将其跌落 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、焊点要求光滑、饱满,不可有假焊、虚焊、空 焊、连锡、少锡、锡尖等焊接不良; 3、恒温烙铁温度指定调适在350± 20℃之间,IPQC 注意稽核; 4、取放产品时必需轻拿轻放,且不允许将其跌落 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放主板时必需轻拿轻放,且不允许将其跌落
审核:
制定人:
深圳富铃鹏达有限公司惠州分公司 G427产品QC工程图
產品工段﹕手 機組裝 工序流程图 序 号 工序名称 使用设备 机型: G427 控制程序式指导书 检测要点 检查方法 检查频率 执行 部门 等級 制定依据
NO﹕IPQC-0001-XXX 异常处理
第 4 頁,共 20 頁
27
主板:拔卡拖,卡托:装卡 帽
深圳富铃鹏达有限公司惠州分公司 G427产品QC工程图
產品工段﹕手 機組裝 工序流程图 序 号 工序名称 使用设备 机型: G427 控制程序式指导书 检测要点 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、操作时,电批扭力应控制在0.8± 0.1kgf/cm; 3、取放半成品时必需轻拿轻放,且不允许将其跌 落。 检查方法 检查频率 执行 部门 等級 制定依据
1、作业员必需带防静电手环,且确保静电带接地 按MIL-STD成品OQC检验作业规范﹔ 良好; 目视、聽,測試 105E,正常Ⅱ单 生产部 2、取放产品时必需轻拿轻放,且不允许将其跌落 手機成品檢驗標准 次抽样 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、检查过程中务必认真细心,不可出现漏检、误 检的情况; 3、如发现一种不良3台以上时,应及时向相关人 员反应; 4、取放产品时必需轻拿轻放,且不允许将其掉落 。 检验作业: 作业程序:
7
装屏到面壳,撕离心纸
防静电手环、镊子
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放产品时必需轻拿轻放,且不允许将其跌落 。 、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放产品时必需轻拿轻放,且不允许将其跌落 。
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
A
客戶標准 行 糾正預防措施 通知單 業標准
26
外观检验
防静电手环、防静电手指套、 圆珠笔、不良箭头标
目视
批量
品质部
B
加工: 流程符号 流程:
作成 確認 批准
高珍 万成知
作成日期 確認日期 批准日期
控制等級﹕A=重點管制項目﹔B=次要管制項目﹔C=一般管制項目 编号:KYBCOP-DC-06 (01-00)
A
客戶標准 行 糾正預防措施 通知單 業標准
28
主板:焊光感FPC
防静电手环、恒温烙铁、吸烟 仪、锡线架、锡线
入倉作業指導書
目视
批量
生产部
B
糾正預防措施 通知單
29
功能测试
防静电手环、不良箭头标、圆 珠笔、不良白贴纸
生產作業指導書
目视
100%自檢
品质部
C
客戶標准 行 糾正預防措施 通知單 業標准
30
防静电手环
生產作業指導書
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
19
扣同轴线,摆同轴线
防静电手环、镊子
生產作業指導書
目视
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
20
焊闪光灯FPC、喇叭
防静电手环、恒温烙铁、吸烟 仪、锡线架、锡线
生產作業指導書
目视
100%自檢
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
第 1 頁,共 20 頁
10
贴导电布、装主按键
防静电手环、镊子
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 目视、听、测 2、取放主板时必需轻拿轻放,且不允许将其跌落 试 。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放半成品时必需轻拿轻放,且不允许将其跌 落。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放半成品时必需轻拿轻放,且不允许将其跌 落。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、取放产品时必需轻拿轻放,且不允许将其跌落 。
目视
100%自檢
生產部
B
客戶標准 行 糾正預防措施 通知單 業標准
23
锁喇叭螺丝,测按键手感
防静电手环、电批、螺丝盘
生產作業指導書
1、作业员必需带防静电手环,且确保静电带接地 良好; 2、操作时,电批扭力应控制在0.8±0.1kgf/cm; 3、取放半成品时必需轻拿轻放,且不允许将其跌 落。 1、作业员必需带防静电手环,且确保静电带接地 良好; 2、操作时,电批扭力应控制在0.8±0.1kgf/cm; 3、取放产品时必需轻拿轻放,且不允许将其跌落 。
深圳富铃鹏达有限公司惠州分公司 G427产品QC工程图
產品工段﹕手 機組裝 工序流程图 序 号 工序名称 使用设备 机型: G427 控制程序式指导书 检测要点 检查方法 检查频率 执行 部门 等級 制定依据
NO﹕IPQC-0001-XXX 异常处理
1
进料检验 生产领料
色差计、目视、卡尺/卷尺、 抽 拉力計、相关检验治具、万用 來料檢驗管理程序 不合格品管 表、LCR儀、设备盐雾测试机 样作业规范 、按键寿命测试机、HOHS檢 理程序 產品檢驗指導書 測儀 目视、SIM卡、耳機(藍牙)、 8922 BOM表、排拉表、成品手 機檢驗標准,首件检查作业 规范
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准
装主板钢片支架,锁支架螺 24 防静电手环、电批、螺丝盘 丝2PCS
生產作業指導書
目视
100%自檢
生產部
C
客戶標准 行 糾正預防措施 通知單 業標准