非凡动力歇马曲轴
新菲菲 Wisconson V465D 4气喷油发动机说明书
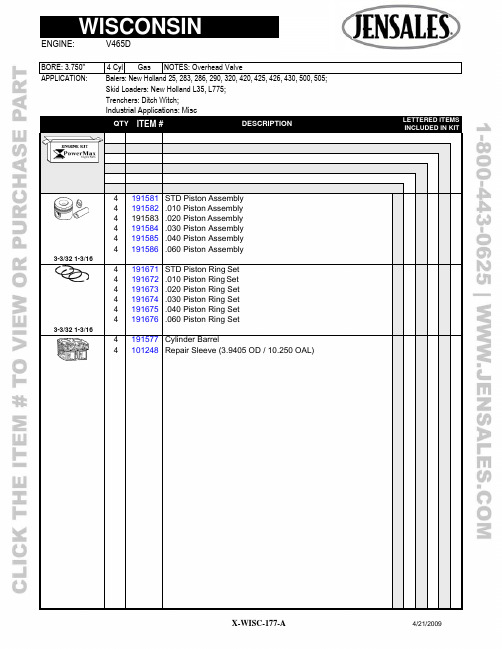
Skid Loaders: New Holland L35, L775;Trenchers: Ditch Witch;QTYITEM # DESCRIPTION LETTERED ITEMSINCLUDED IN KIT4 4 4 191581 191582 191583 STD Piston Assembly .010 Piston Assembly .020 Piston Assembly4 191584 .030 Piston Assembly4 191585 .040 Piston Assembly4 191586 .060 Piston Assembly3-3/32 1-3/164 4 191671 191672 STD Piston Ring Set .010 Piston Ring Set4 191673 .020 Piston Ring Set4 191674 .030 Piston Ring Set4 191675 .040 Piston Ring Set4 191676 .060 Piston Ring Set3-3/32 1-3/164 191577 Cylinder Barrel4 101248 Repair Sleeve (3.9405 OD / 10.250 OAL)APPLICATION: Balers: New Holland 25, 283, 286, 290, 320, 420, 425, 426, 430, 500, 505;Skid Loaders: New Holland L35, L775;Trenchers: Ditch Witch;4 291536 STD Rod Bearing4 291537 .010 Rod Bearing4 291538 .020 Rod Bearing4 291539 .030 Rod Bearing2 291519 Main Bearing Assembly (Flywheel & PTO End)1 291545 STD Center Main Bearing, After 49046561 291546 .001 Center Main Bearing, After 49046561 291547 .010 Center Main Bearing, After 49046561 291548 .020 Center Main Bearing, After 49046562 791235 Center Main Bearing Hanger Attaching Bolts (Grade 8)1 291528 Main Bearing Plate Shim (.014" Thick) (1)1 391514 Main Bearing Plate Gasket (.003" Thick) (1)1 391515 Main Bearing Plate Gasket (.006" Thick) (1)1 391516 Head Gasket Set4 391517 Head Gasket4 391518 Valve Cover Gasket1 391519 Manifold Gasket Set (14 Port Gaskets & Inserts)1 391522 Overhaul Gasket Set1 391523 Full Gasket Set w/Seals1 391487 Pan Gasket Set1 391525 Flywheel Side Gear Cover Crank Seal (2.000 x 2.996 x .375)1 391526 PTO Side Crank Seal (2.000 x 3.000 x .312)4 291469 Pin Bushing8 791221 Rod Bolt 8 791194 Rod Nut3 791222 Head Stud (8.375")1 791223 Head Stud (8.687")8 791224 Head Stud (10.000")4 791225 Head Stud (11.312")16 791226 Head Nut4 791227 Valve Cover Bail Wire(1)Use Proper Shims & Gaskets To Give .002-.005" End PlayLETTERED ITEMS INCLUDED IN KIT DESCRIPTION QTY ITEM #Skid Loaders: New Holland L35, L775;Trenchers: Ditch Witch;QTY ITEM # DESCRIPTION LETTERED ITEMSINCLUDED IN KIT1 591292 Camshaft1 591243 Thrust Plunger1 591244 Thrust Plunger Spring1 591245 Thrust Button8 591293 Tappet4 491382 Exhaust Valve4 491383 Intake Valve8 491384 Valve Guide8 491371 Valve Spring4 491385 Exhaust Rotator4 491386 Intake Spring Retainer16 491387 Keeper Half4 491373 Exhaust Valve Seat (1.125 x 1.375 x .265)4 491388 Intake Valve Seat (1.375 x 1.625 x .250)4 491389 Exhaust Rocker Arm4 491391 Intake Rocker Arm4 491392 Rocker Arm Shaft4 491393 Rocker Arm Shaft Spring4 491396 Rocker Arm Assembly, Thru 54878164 491394 Rocker Arm Assembly, After 5487816 (4)APPLICATION: Balers: New Holland 25, 283, 286, 290, 320, 420, 425, 426, 430, 500, 505;Skid Loaders: New Holland L35, L775;Trenchers: Ditch Witch;1 591295 Cam Gear, Thru 50757751 591272 Cam Gear, After 5075775 1 591296 Crank Gear, Thru 50757751 591294 Crank Gear, After 50757751 591297 Idler Gear, Thru 50757751 591275 Idler Gear, After 50757751 591253 Idler Gear Bushing1 591254 Oil Pump Drive Gear, After 50757751 591298 Governor Drive Gear, Thru 50757751 591278 Governor Drive Gear, 5075776-53568051 591277 Governor Drive Gear, After 53568051 591299 Accessory Drive Assembly Drive Gear, Thru 50757751 591281 Accessory Drive Assembly Drive Gear, After 50757758 591311 Push Rod, Thru 5487816 (10.937" Long)8 591312 Push Rod, After 5487816 (11.219' Long)8 591315 Push Rod Tube1 691191 Oil Pump1 691192 Oil Pump Screen1 691194 Pressure Relief Valve Assembly1 791232 Crankshaft, Standard After 4904656 (5)1 791233 Crankshaft Nut, Flywheel Side (1 1/2-12)4 791229 Connecting Rod, Thru 92051190 (6)4 791231 Connecting Rod, After 92051190 (6)4 791228 Cylinder Head1 891241 Fuel Pump (Low Dome)1 891242 Fuel Pump Plunger Rod1 891224 Fuel Pump Plunger Cap1 891243 Governor Kit (Weights, Pins, Sleeve/Brg, Seal, Spring +)1 891234 Flywheel Ring Gear1 801125 Oil Filter(5)Supply Model, Spec, Serial Number & Number Stamped In Cheek Behind PTO Side Bearing For Correct ShaftLETTERED ITEMS INCLUDED IN KITDESCRIPTION QTY ITEM #。
蚌埠力丰曲轴制造有限公司介绍企业发展分析报告

Enterprise Development专业品质权威Analysis Report企业发展分析报告蚌埠力丰曲轴制造有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:蚌埠力丰曲轴制造有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分蚌埠力丰曲轴制造有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业通用设备制造业-泵、阀门、压缩机及类似机械制造资质一般纳税人产品服务空1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标信息最多显示100条记录,如需更多信息请到企业大数据平台查询7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11 土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
曲轴线抛光工艺及原理分析

1抛光机基本架构及加工原理SGMW青岛曲轴线采用的是德国Supfina抛光机(见图1),该抛光机分三个站进行加工。
图1机床整体结构站一工位为粗抛工位(见图2),对主轴颈、连杆颈以及油封进行粗加工,加工余量在6-8μm。
结构上,站一通过液压系统,由液压缸支撑曲轴5个主轴颈及4个连杆颈单元,来区分出冲程位置。
在每个单元上又配备了打磨曲轴表面的砂带(统称抛光带),对工件表面进行抛光。
砂带通过每个单元的输送滚轮,导引至收带齿轮机构。
当单元夹紧工件加工后,通过单元打开的方式,带动收带齿轮的推杆部位,推杆推动齿轮自动收带。
曲轴通过主轴箱及尾架来支撑和驱动曲轴旋转,单元夹紧曲轴工件并把砂带紧紧的压在曲轴表面,由主轴箱驱动工件旋转单元进行随动旋转来加工曲轴表面。
同时单元的每个卡钳装置上有先进的在线测量系统Marposs测量装置,通过Marposs在线时时监控曲轴表面的直径来控制曲轴加工量。
站二工位为精抛工位(见图3),对主轴颈和连杆颈进行修光,加工余量在2-4μm。
站二的结构与站一大体相同,通过单元的液压压力和抛光时间来保证曲轴表面的粗糙度。
站三工位为精抛止推面和油封工位(见图4),与站一和站二工位结构不同,主要是站三加工位置不同而专门设计的前进式单元,对止推面进行前后移动的方式,进行止推面打磨,来保证止推面粗糙度。
图2站一工位图3站二工位图4站三工位2抛光机加工质量问题及解决措施生产中,工件经过抛光机加工后,经常出现的质量问题为轴颈锥度和腰鼓度的超差。
全支撑四缸曲轴由5个主轴颈和4个连杆颈组成,每个轴颈经过最后加工后,要求表面光滑,腰鼓度和锥度在±3μm以内。
曲轴加工的最后一个工位为测量工位,该工位会对曲轴的全尺寸进行测量,每个轴颈会测量3个界面,如果曲轴经过抛光机加工后,单个轴颈的三个界面尺寸依次减小或增大,这就产生锥度,如果中间界面偏大或者偏小,就产生腰鼓度(如图5)。
图5腰鼓度/锥度抛光机产生腰鼓度和锥度的根本原因在于抛光机的抛光靴以及抛光带没有跟工件进行完全的接触,总结起来有四种情况可能导致锥度、腰鼓度的产生:(1)抛光臂与零件轴颈侧壁干涉,当零件加工振荡时零件会把抛光靴推歪,导致锥度或腰鼓度,解决此问题需要调整抛光臂轴向位置。
高速冷轧管机曲轴传动系统惯性力的平衡计算
高速冷轧管机曲轴传动系统惯性力的平衡计算凡明①1 纪松山1 王侣波2 王永强2(1:中国重型机械研究院股份公司 陕西西安710032;2:宝鸡钛业股份有限公司 陕西宝鸡721014)摘 要 高速冷轧管机曲轴传动系统驱动机架高速往复轧制,产生较大的惯性冲击。
为减轻高速冷轧管机曲轴传动系统的惯性力和惯性力矩,实现高速平稳轧制,采用质量静力代换法,将曲轴传动系统分为机架组、曲轴组和连杆组,对高速冷轧管机曲轴传动系统的惯性力进行了计算与分析,通过计算得到了传动系统的各构件应施加的合理平衡重,完全平衡了一阶惯性力和部分惯性力矩,为曲轴传动系统的优化设计提供了可靠理论依据。
经实际工程应用,证明该平衡计算是满足要求的。
关键词 高速冷轧管机 曲轴传动 惯性力 平衡中图法分类号 TG333 TK423 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 05 008BalanceCalculationofInertialForceinCrankshaftDriveSystemofHighSpeedColdPilgerMillFanMing1 JiSongshan1 WangLvbo2 WangYongqiang2(1:ChinaNationalHeavyMachineryResearchInstituteCo.,Ltd.,Xi’an710032;2:BaojiTitaniumIndustryCo.,Ltd.,Baoji721014)ABSTRACT Thecrankshaftdrivesystemofhighspeedcoldpilgermilldrivestheframetoandfrorollingathighspeed,resultinginlargeinertialimpact.Inordertoreducetheinertialforceandinertiamomentofthecrankshaftdrivesystemofthehigh speedcoldpilgermill,andachievehigh speedandsmoothrolling,thecrankshaftdrivesystemisdividedintoaframegroup,acrankshaftgroupandaconnectingrodgroupbyusingthemassstaticsubstitutionmethod.Theinertialforceofthecrankshaftdrivesystemofthehigh speedcoldpilgermilliscalculatedandanalyzed.Thereasonablecounterweightshouldbeappliedtoeachcomponentofthedrivesystemisobtainedthroughcalculation,andthefirstorderinertialforceandpartialinertialmomentarebalanced,Itprovidesareliabletheoreticalbasisfortheoptimaldesignofcrankshafttransmissionsystem.Thepracticalengineeringapplicationprovesthatthebalancecalculationmeetstherequirements.KEYWORDS High speedcoldpilgermill CrankshaftdriveInertialforce Balance1 前言冷轧管机是生产高精度无缝管材的重要装备,为了满足日益增长的市场需求,冷轧管机正朝着高速化、智能化方向发展。
发动机曲轴动平衡质量分析及解决

发动机曲轴动平衡质量分析及解决作者:刘军赵靖来源:《时代汽车》2021年第18期摘要:内燃式发动机三大件中的曲轴是由活塞带动做圆周运动的高速回转件,旋转过程承受各种复杂多变的交变载荷;曲轴在加工过程中,对其轴颈直径、圆度、平行度、直线度、轴径跳动、轴径锥度、轴向距离、粗糙度、相位角、动平衡量、清洁度等都会标注各自的技术要求,而曲轴在高速旋轉运动过程中自身产生的不平衡振动与其转速的平方成正比。
高速转动过程中产生的高频率振动会导致轴瓦承受力负载增加及轴瓦上油膜不均匀消耗,曲轴断裂等风险。
曲轴平衡精度的高低对发动机的振动、平稳运行及发动机寿命都很重要。
如何去除曲轴动平衡量,这些都是我们需要分析和解决的问题。
关键词:曲轴动平衡量自动去重数据分析及改进Analysis and Solution of Engine Crankshaft Dynamic Balance QualityLiu Jun Zhao JingAbstract:The crankshaft of the three major parts of an internal combustion engine is a high-speed rotating part driven by a piston to make a circular motion. The rotation process bears various complex and changeable alternating loads; the crankshaft is in the process of machining its journaldiameter and roundness. Parallelism, straightness, shaft diameter runout, shaft diameter taper,axial distance, roughness, phase angle, dynamic balance, cleanliness, etc. will be marked with their respective technical requirements, and the crankshaft itself generates unbalanced vibration during high-speed rotation, which is proportional to the square of its speed. The high-frequency vibration generated during high-speed rotation will lead to increased bearing load and uneven consumption of the oil film on the bearing bush, as well as the risk of crankshaft fracture. The accuracy of crankshaft balance is very important to engine vibration, smooth operation, and engine life. How to remove the dynamic balance of the crankshaft is the problem we need to analyze and solve.Key words:crankshaft, dynamic balance, automatic weight removal, data analysis and improvement1 引言在内燃机汽车发动机的构成部件中,曲轴是最重要的核心零部件之一。