基于S7-200的钢管无损检测系统
丝琪恩S7-200系列PLC在绳索动态监测系统应用说明书

Application of Siemens S7-200 PLC in the Cable Dynamic Monitoring System
Fig. 1 realization diagram of the systerm
Function of Control Systems
Siemens S7-200 series PLC is Siemens’ main product to resolve the small and medium-sized automation for users; it has fast operation, complete functions, reliable performance and flexibly combination characteristics; and it is applied extensively in the small and medium-sized automation in the world. CPU226 has command processing short period, floating point, forward backward counter, hardware and timer interruption control,2 roads RS-485 communication port, internal data and information being saved in the mothball lithium cell, and so on. As the following, we focus on introducing Application of CPU226 PLC in the cable dynamic monitoring system.
西门子S7—200 PLC在产品质量检验中的应用

西门子S7—200 PLC在产品质量检验中的应用【摘要】介绍了应用S7—200 PLC的质检提醒系统的组成、功能及特点。
该系统已经成功应用在卷包生产线上,确保了产品质量检验时间点的准确无误,进一步提高了设备的自动化程度。
【关键词】S7—200 PLC;质量检验;声光报警引言产品质量检验是企业产品质量管理的一个重要内容,产品质量检验工作的好坏,将会直接影响企业的经济和社会效益。
目前,我厂有高速卷烟包装生产流水线七组,平均每小时生产卷烟294万支。
按照《卷包车间质检规定》,设备操作工每半小时要对一条在制成品烟进行从条包、小包再到烟支的所有外观质量及烟支质量的全面检查。
为了保证按时做好质检工作,提高产品的流通合格率,我们决定在卷包设备上增加一套质检提醒系统。
该系统采用西门子S7-200 PLC作为控制中心,选用优质传感器作为设备运行触发信号,先进的小体积大功率声光报警器作为提醒装置。
1.质检提醒功能要求根据《车间质量检验管理规定》质检提醒系统要求在每次开机后10分钟时提醒质检一次(因长时间停机后再次开机时容易产生质量缺陷),然后每半小时提醒质检一次。
而且在下列情况下停止质检提醒:(1)生产中连续停机时间大于15分钟的;(2)设备轮保期间(停机时间480分钟);(3)就餐时间(停机35分钟);(4)交接班时间(停机35分钟)。
2.电控系统设计2.1 PLC控制系统质检提醒系统由西门子CPU 222控制单元、开关电源、PNP型电感式传感器、欧姆龙MY4N-J DC24V中间继电器和AD16-22SM声光报警器等组成。
2.2 程序控制流程图图1 报警系统流程图2.3 PLC程序设计整个程序采用顺序控制指令编写,程序清晰便于理解。
在设备主传动轴的一侧安装一个开有8个槽的码盘,在码盘外边缘固定一电感式传感器,设备运转将产生一定频率的脉冲输出信号,通过PLC接收到的脉冲频率来判断设备所处的启停状态。
设备启动后装载顺序控制指令S0.0,触发定时10分钟的接通延时定时器T37,10分钟定时时间结束后触发PLC输出报警信号至MY4N-J型中间继电器的线圈,用中间继电器的常开触点控制分别位于卷烟机和包装机的两个AD16-22SM声光报警器提醒质检10秒钟。
基于S7300PLC钢管称重测长设备毕业答辩课件
钢管称重、测长设备电气控制系统设计 毕业论文答辩
系统简介
钢管称重测长系统是生产线上最末端部分,主要对钢管进行称重、 测长,并自动记录保存和打印重量、长度报告等。它不但自动化程度 要求较高,而且要有很高的精度、稳定性、可靠性和智能性。传统的 称重测长系统精度差、故障率高、电路复杂、操作繁琐,而且工作效 率低。在此,我应用PLC控制系统及激光测长技术、压力传感器称重技 术,大大降低了设备的故障率,使整个系统更加稳定可靠、繁琐复杂 的操作简单化,降低了操作工人的劳动强度,提高了检测精度。
硬件配置及通讯 钢管称重、测长设备电气控制系统设计
毕业论文答辩
S7-300系列PLC通过组建PROFIBUS-DP网络不但可以实现与S7-300/400、S7-200 等智能从站的通信,还可以通过PROFIBUS-DP实现与ET200M等远程I/O从站的控制, 从而将PROFIBUS-DP总线网络进一步向底层推进。在系统硬件组态中,S7-300PLC是 作为主站配置的,而远程I/O终端模块ET200M、变频器MICROMASTER 3、4只能作为 从站配置。
一是作为领导干部一定要树立正确的 权力观 和科学 的发展 观,权 力必须 为职工 群众谋 利益, 绝不能 为个人 或少数 人谋取 私利
钢管称重、测长设备电气控制系统设计 变频器BP2参数设置
毕业论文答辩
天津理工大学自动化学院 2009级电气一班 陈兵
一是作为领导干部一定要树立正确的 权力观 和科学 的发展 观,权 力必须 为职工 群众谋 利益, 绝不能 为个人 或少数 人谋取 私利
一是作为领导干部一定要树立正确的 权力观 和科学 的发展 观,权 力必须 为职工 群众谋 利益, 绝不能 为个人 或少数 人谋取 私利
基于PLC的钢管自动探伤系统设计(精)

5. 结束语
基于PLC的自动控制系统的设计,不仅使探伤 设备的控制技术提高了一个档次,同时使涡 流探伤控制系统的构成大大简化,还使操作 的稳定度和可靠性大大提高。经过我们的实 际使用和长期运行考验,证明它完全能够适 应和满足工业现场的探伤运行需要。这种控 制方法和技术也可借鉴、推广至其他无损自 动化检测设备或其他工业自动化设备。
基于PLC的钢管自动探伤系统设计
随着检测技术、电力电子技术和计算机技 术的迅猛发展,本文利用可编程序控制器 设计了钢管自动探伤系统。其优点如下:(1) 可靠性好,性价比高。(2)设计快速灵活, 功能强大。(3)具有故障检测和处理能力, 容易维护。(4)具有在线修改能力。(5)设 计、施工、投产调制周期均提高。
电磁阀
电磁阀 电磁阀 QRaise QMag QACMag
Q1.2
Q1.3 Q1.4 Q1.5 Q1.6
下料
分选 吊料 磁饱和 交流退磁
4. 控制系统干扰的消除方法
工业现场对涡流探伤及其控制系统的干扰主要来自 两大方面,一个来自探伤系统之外,一个来自探伤 系统本身。 自探伤系统之外的干扰主要有两个渠道,一个是周 围环境的电磁干扰,这类干扰的特点是频率范围分 布较宽,干扰作用时间和周期较为随机。解决的方 法是,对控制系统、特别是PLC进行电磁屏蔽,其 中PLC接地是行之有效的办法。另一个是电源的干 扰,防止电源波动对涡流探伤和控制系统的干扰的 方法是尽量使用办公用电,如果使用工业现场的动 力电,则应采用隔离稳压器使控制系统用电与动力 电相隔离。
图2 设备上电动与气动元件的分布
3.控制系统的硬、软件设计方法
系统控制功能程序主要包括上下料、滚道、压辊、 打标、分选和吊料各功能的实现。其中上下料的持 续性动作用定时延时器功能实现。对于打标和报警, 由仪器程序给出信号进行动作。 PLC除了控制电磁阀外,有时还需要控制变频器实 现滚道的无级调速,这时需要增加D/A转换模块。 另外,上料、滚道传输、压辊驱动、标记、下料和 分选等均需兼有自动和半自动控制功能;磁饱和装 置电动升降调节也可由PLC一并控制实现。
一种基于PLC的无损检测平台设计与实现

PLC摘要本文介绍了一种基于PLC 控制系统的无损检测平台设计与实现。
该检测平台主要包括流量控制系统、传感器系统、数据采集系统、数据处理系统和报警系统。
通过PLC 控制系统实现了对流量控制、传感器等各种设备的精确控制,具有高度的可靠性和实时性,从而使得无损检测的精度和可靠性均得到大幅度提高。
通过试验表明,该无损检测平台具有优良的检测精度和较好的实用性,可为日后无损检测相关领域的开发和实践提供重要参考。
关键词:PLC 控制系统,无损检测,流量控制系统,传感器系统,数据采集系统,数据处理系统,报警系统1. 引言无损检测技术是当今工业生产、质量监控、安全防护等领域中的重要手段。
采用无损检测技术检测材料的内部缺陷、裂纹、疲劳等问题,可避免因材料内部存在缺陷或者损坏等问题而引发的生产事故、质量问题等,对提高工业生产效率和质量等具有极其重要的作用。
而如何提高无损检测技术的检测精度和可靠性,是无损检测领域中的关键问题之一。
在无损检测技术的实现过程中,数据采集、传输、处理等环节都是至关重要的。
传统的数据采集系统和传输系统存在着数据采集精度较低、实时性较差等问题。
而PLC 控制系统具有高度的可靠性、实时性和可编程性等优越特性,可用于控制流量控制、传感器设备、数据采集和处理等多个系统设备,从而实现无损检测过程中的各项要求。
因此,本文主要介绍一种基于PLC 控制系统的无损检测平台设计与实现,该平台基于PLC 控制实现了对流量控制、传感器等各种设备的精确控制,具有高度的可靠性和实时性,可以有效提升无损检测技术的检测精度和可靠性。
同时,文章介绍了平台的主要组成部分和运行流程,并通过试验验证了该平台的性能表现。
2. 系统设计2.1 系统架构基于PLC 控制系统的无损检测平台主要包括五个方面的内容,分别为:( 1)流量控制系统流量控制系统的主要功能是控制流量大小,使各项流量指标满足无损检测过程中所需满足的要求。
该系统包括转子、阀门、流量计等设备,通过PLC 控制,可实现对流量的实时监测和控制。
基于S7-200 PLC薄钢板定长剪切控制系统设计

目录1.绪论 (1)1.1课题背景和目的意义 (1)1.2设计现状及发展趋势 (1)1.3 PLC控制系统设计的原则 (2)1.4方案论证 (2)2.系统总体设计 (4)2.1系统控制要求 (4)2.2系统结构及工作原理 (4)2.3运动控制的基本架构 (4)3.系统硬件设计 (6)3.1光电编码器 (6)3.2高速计数器 (6)3.3高速光耦转换器 (8)3.4 PLC控制系统 (9)3.4.1 PLC选型 (9)3.4.2 系统硬件接线图 (10)3.4.3 PLC端口分配 (10)4.系统软件设计 (11)4.1高速计数器的编程 (11)4.2系统程序 (12)参考文献 (15)结束语 (16)基于S7-200 PLC薄钢板定长剪切控制系统设计1.绪论1.1课题背景和目的意义定长剪切机是一种精确控制板材加工尺寸,将大型板块进行定长剪切的设备。
传统定长剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率。
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛。
用PLC替代继电器设计剪切控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势。
基于以上PLC特点,本课题主要研究如何应用S7-200PLC设计一个薄钢板定长剪切控制系统,设计的关键是如何提高定长剪切的精度。
1.2设计现状及发展趋势薄钢板剪切是钢材加工行业中常见的工序,钢板剪切的主要设备是剪切机,而普通剪切机存在诸多不足。
普通剪切机存在的主要不足有:(1)加工精度不高造成加工精度不高的主要原因,一方面是加工尺寸由操作人员用普通钢尺手动测得,精度难以保证;另一方面采用异步电动机带动链条传动机构,这样不仅定位精度低,而且易造成剪切面的机械偏差,这种偏差随加工板材宽度增加而加大。
(2)操作繁琐,容易出错剪切机需要人工操作,剪切动作的控制需人工完成,占用人力资源,也容易出错。
西门子S7—200CN使用帮助更加齐全

[ 陈 4]
亮, 阙沛文 , 黄作英. 级 自适 应滤波 在输油管 道漏磁 两
・
检测 中的应用 [ ] 化工 自动化 及仪表 ,0 5 3 ( ) 4 -8 J. 20 ,2 4 :64 . [ ] 宋小春 , 5 康宜华 , 武新军. 冷壁管 漏磁超声 无损检 测机器 水 人设计 [ ] 无损 检测 ,0 5 2 ( ) 1-0 J. 2 0 ,7 1 :72 . [ ] 王 萍 , 立 华 , 瑞 祥.智 能 型 C 6 朴 黄 AN总线 监 控 卡 设计 [] J .化工 自动化及仪表 ,04, l2)3 -0 2 0 3 ( :8 . 4
最终量化结果 的准确 度 , 们研究 了相 应 的信号处 我
理算法对其进行修 正和补偿 , 到 了很好的效果 。 起
6 结束 语
缺陷定位与量化精度等技术指标达 到或 超过 了美 国
石油天然气学会现行标 准 A I t 6 3的规定 , P d 5 S 完全
能 满 足 实 际检 测 工 程 的需 要 。
Absr c :Ac o d n ot f c h r c e sisa d t e fiu e me h n s ,a h g —e o u i n i s e to y — ta t c r i g t hedee tc a a tr tc n h al r c a ims i h r s l to n p cin s s i
工业管道检验中的无损检测新技术

技术应用与研究2018·0247Chenmical Intermediate当代化工研究工业管道检验中的无损检测新技术*乔朋飞(博尔塔拉蒙古自治州特种设备检验检测所 新疆 833400)摘要:随着经济的不断发展,企业和事业单位对管道的质量要求越来越高,因为工业管道大部分是运输易燃、有毒、有腐蚀性等的流动物品,如果出现管道破裂、受损等现象就会危及到我们,所以对工业管道进行检验是非常重要的。
现在的科技水平在不断提高,企业要求工业管道的检验技术必须改进,尤其是对检测新技术中超声导波、超声C扫描、超声相控阵、高温测厚及三维激光扫描等多项检测程序的基本原理、检测方法及相关设备进行改进。
本文对工业管道检验无损检测新技术进行讨论,为以后的工业管道检验提供参考依据。
关键词:工业管道;定期检验;无损检测中图分类号:T 文献标识码:ANew Nondestructive Testing Technology in Industrial Pipeline InspectionQiao Pengfei(Bortala Mongolia Autonomous Prefecture Special Equipment Inspection and Testing Institute,Xinjiang,833400)Abstract :With the continuous development of the economy, the requirements for pipeline quality of enterprises and institutions are higherand higher. Most of the industrial pipeline transport flammable, toxic, corrosive and liquid items. If phenomena such as pipeline rupture and damage appear, it will endanger us, therefore, the industrial pipeline inspection is very important. Now the level of science and technology is constantly improving, and the enterprise requires that the inspection technology of industrial pipeline must be improved, especially the basic principles, detection methods and related equipment of ultrasonic guided wave, ultrasonic C-scan, ultrasonic phased array, high temperature thickness measurement and three-dimensional laser scanning and other detection procedures in the new technology should be improved. In this paper, the new nondestructive testing technology for industrial pipeline inspection is discussed, which provides a reference for future industrial pipeline inspection.Key words :industrial pipeline ;periodic inspection ;nondestructive testing井响应特征不同。
基于S7-200 PLC 和组态软件的CEMS 系统

基于S7-200 PLC 和组态软件的CEMS 系统摘要:火电厂烟气连续排放自动监测系统(CEMS)用于在线自动监测燃煤电厂烟气排放的颗粒污染物、气态污染物和排放总量。
为火电厂的环保管理和除尘、脱硫设备的安全运行提供科学依据,同时也为国家环保管理部门提供判断污染源排放是否达标的依据。
本文应用S7-200系列PLC和组态软件开发设计的CEMS系统,代替了传统的“工控机+板卡”的模式。
着重介绍了这套控制系统的软、硬件配置,以及典型的模拟量采集和顺序控制(SCS)的设计。
实际的生产运行证明,该系统设计合理,运行稳定可靠,满足CEMS系统的技术指标和要求。
关键词:PLC;组态软件;CEMS1. 引言随着国民经济的快速增长促使电力事业的迅猛发展,由燃煤所带来的大气污染问题日益严重。
2007 年由中国环境监测总站、上海市环境监测中心、国家环保总局信息中心联合制定起草,经国家环境保护总局批准的《HJ T 76-2007 固定污染源烟气排放连续监测技术要求及检测方法》对CEMS 的主要技术指标、检测项目、检测方法和检测时的质量保证[1]做出明确规定。
烟气排放连续监测系统(continuous emissions monitoring system,CEMS)是一种以在线自动监测仪器为核心,辅以相关硬件、软件实现现场污染源监控的系统。
主要监测烟气中气态污染物浓度(SO2、NOx)、辅助参数(烟气温度、流速、氧量、湿度、压力)和颗粒物浓度(或浊度)等。
气态污染物浓度监测方法主要有完全抽取法、稀释法、电化学法3 种,颗粒物浓度监测方法有激光透射法、激光反散射法及电荷感应法。
在本系统中气态污染物浓度监测采用完全抽取红外线测量,颗粒物监测采用激光后散射法。
2. 系统组成及功能系统组成锅炉烟气经系统脱硫和除尘后,通过烟道排除。
因此一个标准的CEMS 系统由如下部分构成:采样探头、烟气预处理装置、气体污染物监测子系统、颗粒污染物监测子系统、烟气排放参数监测子系统、系统控制和数据采集处理(DAS)子系统及电源和通讯等辅助系统组成[2]。
管道无损检测方案
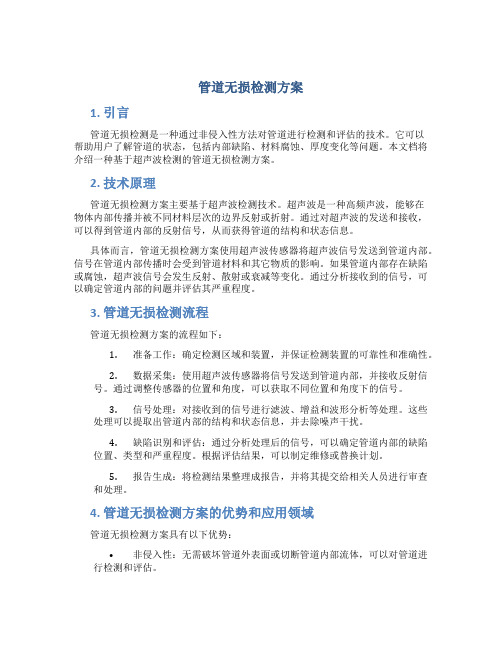
管道无损检测方案1. 引言管道无损检测是一种通过非侵入性方法对管道进行检测和评估的技术。
它可以帮助用户了解管道的状态,包括内部缺陷、材料腐蚀、厚度变化等问题。
本文档将介绍一种基于超声波检测的管道无损检测方案。
2. 技术原理管道无损检测方案主要基于超声波检测技术。
超声波是一种高频声波,能够在物体内部传播并被不同材料层次的边界反射或折射。
通过对超声波的发送和接收,可以得到管道内部的反射信号,从而获得管道的结构和状态信息。
具体而言,管道无损检测方案使用超声波传感器将超声波信号发送到管道内部。
信号在管道内部传播时会受到管道材料和其它物质的影响。
如果管道内部存在缺陷或腐蚀,超声波信号会发生反射、散射或衰减等变化。
通过分析接收到的信号,可以确定管道内部的问题并评估其严重程度。
3. 管道无损检测流程管道无损检测方案的流程如下:1.准备工作:确定检测区域和装置,并保证检测装置的可靠性和准确性。
2.数据采集:使用超声波传感器将信号发送到管道内部,并接收反射信号。
通过调整传感器的位置和角度,可以获取不同位置和角度下的信号。
3.信号处理:对接收到的信号进行滤波、增益和波形分析等处理。
这些处理可以提取出管道内部的结构和状态信息,并去除噪声干扰。
4.缺陷识别和评估:通过分析处理后的信号,可以确定管道内部的缺陷位置、类型和严重程度。
根据评估结果,可以制定维修或替换计划。
5.报告生成:将检测结果整理成报告,并将其提交给相关人员进行审查和处理。
4. 管道无损检测方案的优势和应用领域管道无损检测方案具有以下优势:•非侵入性:无需破坏管道外表面或切断管道内部流体,可以对管道进行检测和评估。
•高精度:通过使用超声波技术,可以获取管道内部的详细信息,包括缺陷位置、类型和严重程度。
•高效性:相对于传统的手工检测方法,管道无损检测方案可以实现自动化和快速检测。
管道无损检测方案可广泛应用于以下领域:•石油和化工行业:用于油气管道、化工管道等的监测和评估。
基于S7-200的气动控制系统速度监测研究
采集 记 录装 置和保 护 装置 等组 成 , 如下 图 1 所 示 。气压
作者简介 : 张磊( 1 9 8 3 一 ) , 男, 河南南阳人 , 工程师 , 硕士 , 主 要 从 事 检测 和 自 动化 控 制技 术 等 方 面 的研 究 。
d e t e c t i o n me t h o d b a s e d o n¥ 7 - 2 0 0 P L C ,g i v e s t h e s o f t w a r e d e s i g n o f t h e me a s u r i n g s y s t e m a n d w r i t e s p r o g r a ms f o r t h e t e s t me t h o d . T h e s p e e d d e t e c t i o n me t h o d i s s i mp l e a n d e a s y t o d o a n d a l s o o f re g a t r e l e v a n c e t o a p p l i c a t i o n s .
好 性 能 使其 在 控 制 系统 中也 广为 应 用 。越 来 越 多 的控
制 系 统要 求 速 度 能够 实 时显 示 , 进行 定 量 分析 , 本 文 就 此 进 行分 析研 究 。
收稿 1 3期 : 2 0 1 3 — 0 8 — 1 6
缩气 体 的压 力 能 转换 为 机 械 能而 做 功 气缸 是 气 动控
中 图分 类 号 : T H1 3 8 ; T P 2 7 1 文献 标 识 码 : A 文章编号 : 1 0 0 8 — 0 8 1 3 ( 2 0 1 3 ) 1 1 - 0 0 4 3 — 0 3
s7_200_plc实验报告

实验1 单容水箱液位调节阀控制一、实验目的了解液位控制的构成环节,调节阀的工作原理,熟悉上位机组态王的组态及通讯。
通过实验,掌握PID参数整定。
二、实验要求1.实验前需熟悉实验的设备装置以及管路构成。
2.熟悉仪表装置,如检测单元、控制单元、执行单元等。
3.以4:1标准衰减震荡作为指标,整定出最佳比例度、积分时间和微分时间。
三、实验设备及系统组成1.实验设备(1)水泵P102(2)电动调节阀:工作电源24V AC,控制信号2—10VDC。
(3)液位传感器:量程为0—100%,输出信号4—20mA。
2.系统组成单容下水箱液位PID控制流程图如图7.1所示。
图7.1 单容下水箱液位调节阀PID单回路控制测点清单如表7.1所示。
水介质由泵P102从水箱V104中加压获得压力,经由调节阀FV101进入水箱V103,通过手阀QV-116回流至水箱V104而形成水循环;其中,水箱V103的液位由LT103测得,用调节手阀QV-116的开启程度来模拟负载的大小。
本例为定值自动调节系统,FV101为操纵变量,LT103为被控变量,采用PID调节来完成。
需要全打开的手阀:QV102、QV105需要全关闭的手阀:QV103、QV104、QV107、QV109;挡板开度:QV116 5mm。
四、控制器编程1.创建新的项目启动软件step7-V4.0,默认出现一个新项目窗口,选:文件>另存为,写入你的项目名称。
我们这里“单回路PID”为项目名称。
在这个项目里为了实现PID控制功能,使用了一个子程序,它只在PLC第一次运行时调用一次,它的作用是初始化;使用一个中断程序,它每0.1秒调用一次,它的作用是PID 计算,每0.1秒采集一次数据,进行一次计算,输出一次控制信息。
2.建立通信在第这个阶段,将建立计算机与PLC的通信。
在每次打开step7软件时都要通信,否则是离线状态。
在安装软件时己经设置过串口通信参数,但是有时系统安装了别的软件需要更改参数和重新设置,如图4.2.1所示:图4.2.1 step7中设置通讯参数设置通讯参数如以下图4.2.2到4.2.5所示。
工业管道定期检验无损检测新技术
工业管道定期检验无损检测新技术发布时间:2021-03-04T10:59:01.660Z 来源:《科学与技术》2020年10月29期作者:李社冲[导读] 随着社会经济的迅速发展,企业及事业单位越来越注重管道的质量水平,李社冲中特检管道工程(北京)有限公司摘要:随着社会经济的迅速发展,企业及事业单位越来越注重管道的质量水平,尤其是工业管道主要是输送易燃、有毒、有腐蚀性的流动性物品,所以如果管道出现受损、裂缝等情况会直接给我们的生活带来影响,因此我们必须要重视工业管道定期检验的工作。
而随着技术的不断发展,企业开始关注检测技术的更新,尤其是当前的超声波、超声C扫描、三维激光扫描等技术的应用及创新。
在本文当中我们针对工业管道检验无损检测新技术展开分析和探讨,希望能够为后期的管道检验提高可靠的参考依据。
关键词:工业管道;定期检验;无损检测引言工业管道实际上也属于特殊设备,主要是运输石油、天然气等特殊气体或液体,运输过程中也必须要在特定的温度及压力下展开。
工业管道被应用在多个领域当中,根据管道的类型来看主要有工艺管道、压力管道等,其中运输的物品也带有一定的危险性,所以在使用过程中也容易出现各种问题,对此我们必须要重视管道定期检验工作的开展及无损检测技术的创新。
一、分析工业管道定期检验的重要性及存在问题从客观的角度上分析,工业管道和压力管道其实属于同一类型,主要是输送工业介质,而介质本身又具有一定的危险性,因此管道检验工作十分关键。
根据当前我国的相关法规来看,各个企业及单位都十分重视管道检验工作。
针对工业管道展开检验并不是单纯的为了工业管理运行的安全,也是为了保证工作人员及居民的安全,因此检验工作的开展需要有责任心的工作人员来承担,确保后续无损检测技术的顺利应用及管道的正常运行。
其中《在用工业管道定期检验规程》中明确规定,管道检验分为停止运行的全面检测及正常运行下的在线检测,确保整个工业管道运行顺利。
在线检测是针对运行过程中的工业管道展开检测,确认运行过程中是否存在异常,主要是针对系统做一个宏观检测,特殊情况下还需要检测电阻和管道厚度;全面检验是在管道运行一段时间之后,在系统停运期间展开对工业管道的全方位检测,保证运行过程中的系统安全。
无损检测技术在压力管道检验中的运用

无损检测技术在压力管道检验中的运用发布时间:2021-04-26T09:50:49.290Z 来源:《科学与技术》2021年第3期作者:李九龙[导读] 在对压力管道进行日常检验检测过程中李九龙山东省特种设备检验研究院有限公司,山东济南 250101摘要:在对压力管道进行日常检验检测过程中,无损检测技术得到了广泛的运用,它能够实现对压力管道安全性能进行检测的目的。
我国对压力管道进行检验分为有资料审查、宏观检查、无损检测和理化试验等。
为了了解在役管道中存在的缺陷类型、缺陷的危害程度、缺陷的大小,排除在役管道存在的安全隐患,无损检测技术必不可少,所以本文将对无损检测技术在压力管道中的应用进行深入的分析。
关键词:无损检测技术;压力管道;检验运用 1压力管道无损检测技术的概念正常情况下,应用在压力管道中的无损检测技术都采用的是精确性的先进专用设备,对压力管道的安全性进行检测。
在要求检测过程中的准确度的同时,也要最大限度地降低对压力管道的损坏,在此基础上来完成对压力管道的制造材料、焊接质量、结构和使用情况的检验工作。
而无损检测技术对于压力管道的检验而言,存在一定的优势,比如其在检测过程中不会影响到压力管道主要结构,并且检测结果的精确度较高,能够很好地保障其安全稳定地运行。
这也证明了无损检测技术在压力管道的检测中有着举足轻重的作用。
但是,无损检测技术所涉及的技术内容比较多,因此必须在明确压力管道的使用介质、结构、制造工艺、使用参数条件和制造材料等具体内容的基础上,对无损检测技术进行合理选择。
2压力管道的影响因素在现阶段的工业生产中,压力管道的应用范围较为广泛,而在其具体的应用过程中,还存在一些难以避免的安全问题,一旦出现不合理或者不及时的控制,就容易导致安全事故的发生。
根据实践研究结果显示,一般有两个主要因素会导致压力管道出现安全事故,第一是压力管道自身就有一定的质量缺陷存在,因而一直带有安全隐患;第二是操作压力管道的人员在实际操作期间出现不正当的操作,以至于压力管道出现了非正常的运行模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【 中图分类号 】 T M3 4 3
【 文献标识码 】B 文蕈编号1 6 0 6 — 5 1 2 3( 2 0 1 4)1 1 - 0 0 3 6 - 0 5
1 引言
输油 、输气管道在长期使用 中,由 于表层地基不稳定 、介质腐蚀、意外事 故等原因 ,管道易发生位貌变化 ,并产 生腐蚀与裂纹等缺陷和损伤 ,发生油气 泄漏 现象 ,将对环境造成极大的污染和 危害 ,并带来经济和人身安全上的 巨大 损 失 ,所以必须对工业管道进行定期无
i n t egr at i o n i nd us t r y.St a f c an be t t er un de r s t an d t he pr es en t an d t h e p as t s y s t em s t a t us, an d mo r e eas i l y c ompl e t e d a t a r ec or ds an d d at a ana l y s i s.
de s t r u c t i v e t e st i n g e qui pmen t , t hr ou gh PLC c on t ol r , t o uc h s c r e en di sp l a y, y ou c an a c hi ev e
t r u e man —m a ch i n e i nt e gr a t i on, t h e s y s t em gi v es t he who l e pr oc es s m on i t or i n g,t hi s o nl y m ak e s t he ope r at or ’ s sa f e t y i s guar ant ee d,whi l e c on su mp t i on c an si gni f i c an t l y r edu ce wor k i ng hou r s ,i mp r ov e d pr o du c t i v i t y an d e co nom i c e ic f i enc y ,au t om a t i on a nd m ac hi ne
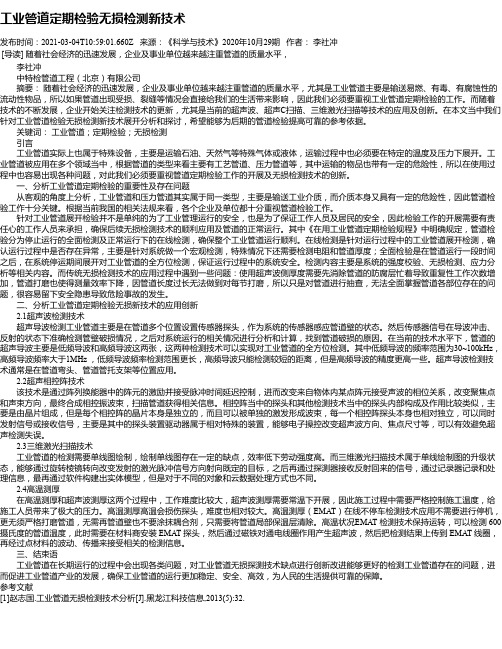
基 于S 7 — 2 0 0 的钢 管无损检测系统
T h e St e e l Pi p e No n d e s t r u c t i v e Te s t i n g S y s t e m Ba s e d 0 n S7 — 2 0 0
大连 交通 大学 电气信 息学 院
耗 大大 减少 ,提 高了 生产 效率 和经 济效 率 ,实现 了 工业 的 自动化与 人 机一 体化 。工 作人 员可 以更 清
楚 了解现 在和 过去 的系统 运 行状 态 ,更轻松 完成 数据记 录和 数据 分析 。 关键 溯 :变频 器 无损检 测 PL C 触 摸屏
Ab s t r a c t : T h e Ge r ma n c o mp a n y S i e me n s P L C 2 0 0 u s e d i n t h e p r o d u c t i o n o f s t e e l n o n —
3 6 J 《 P L C &F A 》
紧 ,可确 保 夹 紧 力 恒 定 可 靠 。 采 用 变 频
器控 制方式的升降电机 ,不仅 能避免电
触摸屏 — — — C o ml C o m2
1 01 N1
机在 启动 和停 止的瞬间因输 出力矩不够 而产生的 “ 溜钩”现象 ,而且大大减小 了机 械系统之间的冲击 ,同时也提高了 运行 过程 中的平稳 性和 工作效率 ,系统
Ke y wo r d s : I n v e r t e r N 0 n d e s t r u c V e T e s t i n g P og r r a mma b l e L o g i c C o n t r o l l e r T o u c h
Scr ee n
薛粹 松
王英 李杨
哈 尔滨 师范大 学 数 学科 学学g Yi n g Li Ya ng
摘
要:研讨P L C 2 0 0 应用于钢管无损检测设备,通过P L C 控制 ,触摸屏显示,可以达到真正的人
机 一体 ,对 系统 的整 个过 程给 予监 控 ,这样 既使 得操 作者 的 安全得 到 了保证 ,同时 又可 以使 工 B - , J  ̄
损检测 。
目前 的 管道 检 测技 术 主要 有漏 磁 检测、超声检测、远场涡流检测、射线
对 于 金 属 材 料 ,它 不 仅 能 提 供 金 属 材 料
表面缺陷的信 息 ,还能提供材料裂纹深
检测等。超声法测量壁厚精度较高 .是
一
度的信息 ,且不需要耦合剂 ,因此该方
法 已被广泛用于油气管道 、储罐罐底 的 腐蚀检测和钢丝绳 、钢板 、钢块等铁磁 材料的无损检测 中 。国家 “ 十五 ”8 6 3
种接触式单点检测方法 ,但是检测效
率低。涡流法主要用于检测管道表层缺 陷 ,如要检测管道 内部缺陷 ,需从管道
内部穿过 ,结构复杂 。射线检测对于复
杂的工况环境具有不易操作性 。相 比较
而言 , 漏 磁检 测法 有很 高的检 测速 度 ,
项目 “ 海底管道 内爬行器及检测技术 ”
中 ,以漏磁 检 测法 设计 了管道 检 测 系 统 ,文 中将对其 中的漏磁检测传感器的