基于EON的数控机床换刀系统运动仿真
数控车床仿真使用方法

数控车床仿真使用方法系统组合键的定义Caps Lock 自动、单段、手动、步进、手摇、回零六种工作方式间切换;其中手动、步进、手摇工作方式在该软件中无效Alt+Shift 启动回零(先连续几次按Caps Lock键,使系统工作在回零工作方式下,按下Alt+Shift键,然后按Num Lock两次,即可完成回零)Num Lock 模拟机床的回零开关(要连按两次,即可完成回零)Ctrl+Shift 循环启动(自动方式或单段方式下有效)Ctrl+Alt 进给保持Ctrl+Shift+Alt 复位Scrool Lock 急停左Shift 进给修调增大右Shift 进给修调减小Pageup 图形显示放大Pagedown 图形显示缩小←图形显示中的刀具位置右移→图形显示中的刀具位置左移↑图形显示中的刀具位置下移↓图形显示中的刀具位置上移注意:←、→、↑、↓调整图形显示中的刀具位置,是坐标回零后刀具的位置,坐标不发生改变,不是手动;1.如何编辑零件程序?图一系统软件主界面图一是系统软件主界面,如果你要输入你的零件程序,软件提示的功能键“F2程序编辑”表示你按计算机上的“F2”键,系统就进入编辑零件程序的状态,如图二。
图二程序编辑菜单然后按“F1”键,出现图三:文件管理界面图三文件管理界面用计算机的↑、↓键将蓝色光带移动到“新建文件”后按回车,或者直接按菜单中“新建文件”后所提示的快截键“F2”,出现图四:输入新建文件名。
图四输入新建文件名这时,你可以给你要输入的零件程序起个名字,如:O1234,在光标闪烁的栏内输入这个文件名后,按回车键确认。
系统马上进入零件程序的编辑界面,如图五。
图五零件程序编辑界面你就可以输入你的零件程序了,注意零件程序的格式要符合《编程说明书》的要求,否则无法运行或者即使运行但不能加工出符合你要求的零件。
输入零件程序后,你可按“F4”保存文件,这时,你的这个零件程序就保存在这台计算机中了,只要你不删除,它就一直存在。
基于虚拟现实的刀库换刀教学系统研究与实现的开题报告

基于虚拟现实的刀库换刀教学系统研究与实现的开题报告一、选题背景和意义随着社会的不断发展,技术的不断进步,刀具在工业生产和日常生活中的作用越来越大。
而刀具的选用与使用也越来越引起人们的重视。
然而,对于大多数使用者来说,他们对于刀具的种类和使用方法并不熟悉,导致刀具使用效率低下,损坏率高,往往还会带来侥幸心理从而造成安全隐患。
在此背景下,本文提出基于虚拟现实的刀库换刀教学系统,旨在通过虚拟现实技术,让使用者在虚拟现实环境中学习刀具种类、使用方法及相关的安全知识。
这将大大提高使用者的刀具使用效率,并减少刀具使用过程中的损坏率和安全隐患。
二、研究内容和技术路线基于虚拟现实的刀库换刀教学系统,主要研究内容包括以下方面:(1)刀具种类的分类和特点;(2)刀具的使用方法和安全知识;(3)虚拟现实技术的应用;(4)教学系统的设计和实现。
技术路线如下:(1)对于刀具种类的分类和特点研究,主要通过文献资料和行业标准进行调研,并结合实际情况进行分析;(2)对于刀具的使用方法和安全知识进行研究,主要通过实际操作、调研等方式,探究刀具使用的技巧和安全注意事项;(3)虚拟现实技术的应用,包括建立虚拟现实环境、进行交互式操作和实现虚拟现实效果等;(4)教学系统的设计和实现,主要包括系统框架的设计、功能的实现和优化,以及用户体验的改善等。
三、预期研究成果和创新之处预计研究成果为基于虚拟现实的刀库换刀教学系统。
该系统可通过虚拟现实环境,帮助使用者快速学习刀具种类、使用方法及安全知识。
该教学系统创新之处在于采用了虚拟现实技术,使用户可通过真实的场景模拟学习,生动形象、直观易懂,提高了学习效率。
四、拟解决的关键技术和难点(1)虚拟现实技术的实现,包括虚拟场景的建立、图形渲染、交互式设计等;(2)教学系统的设计和实现,包括系统框架的搭建、功能的实现和优化,以及用户体验的改善等;(3)与实际中使用的刀具进行匹配和模拟,以提高教学系统的真实度和可信度。
CNC机床加工中的自动化刀具更换系统设计
CNC机床加工中的自动化刀具更换系统设计自动化技术在现代制造业中起到了至关重要的作用,它不仅提高了生产效率,还降低了人工操作的错误率。
而在CNC机床加工领域,自动化刀具更换系统的设计对于提高加工效率和操作安全性具有重要意义。
本文将针对CNC机床加工中的自动化刀具更换系统进行详细探讨。
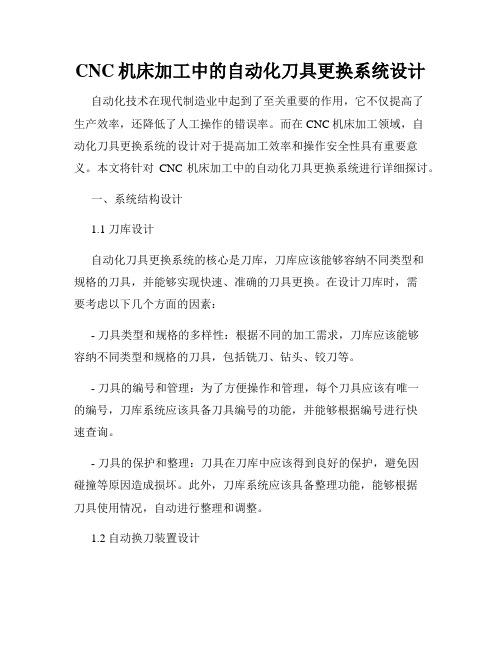
一、系统结构设计1.1 刀库设计自动化刀具更换系统的核心是刀库,刀库应该能够容纳不同类型和规格的刀具,并能够实现快速、准确的刀具更换。
在设计刀库时,需要考虑以下几个方面的因素:- 刀具类型和规格的多样性:根据不同的加工需求,刀库应该能够容纳不同类型和规格的刀具,包括铣刀、钻头、铰刀等。
- 刀具的编号和管理:为了方便操作和管理,每个刀具应该有唯一的编号,刀库系统应该具备刀具编号的功能,并能够根据编号进行快速查询。
- 刀具的保护和整理:刀具在刀库中应该得到良好的保护,避免因碰撞等原因造成损坏。
此外,刀库系统应该具备整理功能,能够根据刀具使用情况,自动进行整理和调整。
1.2 自动换刀装置设计自动换刀装置是实现自动化刀具更换的关键部件,其设计应该具备以下功能:- 快速换刀:自动换刀装置应该能够在短时间内完成刀具的更换和固定,以提高加工效率。
- 准确对位:自动换刀装置应该能够准确对位,并保证刀具与工件之间的位置关系不变,确保加工精度。
- 安全可靠:自动换刀过程中应该具备安全保护装置,避免操作人员受伤或设备损坏的情况发生。
二、系统控制设计2.1 控制策略设计自动化刀具更换系统的控制策略应该能够实现刀具更换的自动化和智能化。
可以采用以下控制策略:- 人机交互界面:通过人机交互界面,操作人员可以实时掌握刀具库存情况、刀具使用寿命等信息,并进行相应的操作。
- 智能化刀具管理:系统应该具备智能化的刀具管理功能,能够根据加工需求和刀具使用寿命,自动选择合适的刀具进行加工。
- 故障诊断和报警:系统应该具备故障诊断和报警功能,能够及时发现刀具损坏、刀具库存不足等异常情况,并通过报警提示操作人员。
CNC机床加工中的自动换刀系统设计与优化

CNC机床加工中的自动换刀系统设计与优化自动换刀系统是现代CNC机床中的重要组成部分,它能够实现加工过程中的快速工具交换,提高生产效率和加工精度。
本文将讨论CNC机床加工中自动换刀系统的设计和优化。
1. 引言CNC机床是一种使用计算机数值控制系统的机床,它可以通过预先编制的程序自动进行工件加工。
自动换刀系统作为CNC机床的关键装置之一,对于实现高效自动化生产具有重要意义。
2. 自动换刀系统设计原理自动换刀系统的设计基于以下原理:在加工过程中,不同工具的应用需要根据加工工序的要求进行调整。
自动换刀系统通过提供一个快速、准确的工具交换机构,实现刀具的快速更换。
3. 自动换刀系统设计要素在设计自动换刀系统时,需要考虑以下要素:3.1 刀库设计刀库是存放不同类型刀具的地方,可以根据加工需求提前存放多个刀具,并实现自动切换。
刀库的设计应该充分考虑刀具的种类、尺寸以及易于操作和维护的原则。
3.2 刀具传感器刀具传感器用于检测刀具的位置和状态,并将相关信息传输给控制系统。
传感器的设计要可靠、精确,并能够适应不同类型刀具的检测需求。
3.3 刀具夹持装置刀具夹持装置用于固定刀具,保证其在加工过程中的稳定性和精度。
夹持装置的设计应兼顾刀具的安全夹持和快速更换的需求。
3.4 自动换刀机构自动换刀机构是自动换刀系统的核心部分,它实现了刀具的取放动作。
自动换刀机构的设计应具备高速、准确、稳定的特性,并且能够适应不同类型刀具的取放需求。
4. 自动换刀系统优化方法为了提高自动换刀系统的性能和效率,可以采取以下优化方法:4.1 刀具库存管理合理管理刀具库存,根据加工需求和刀具寿命进行调度和更换,避免因刀具磨损或切削力变化引起的加工质量下降。
4.2 刀具传感器优化对刀具传感器进行合理校准和调试,确保其测量结果准确可靠,提高自动换刀系统的稳定性和工作效率。
4.3 自动换刀机构改进通过优化自动换刀机构的设计和控制算法,提高刀具的更换速度、精度和可靠性,实现更高效的自动化加工。
数控加工中心刀具换刀系统的设计说明
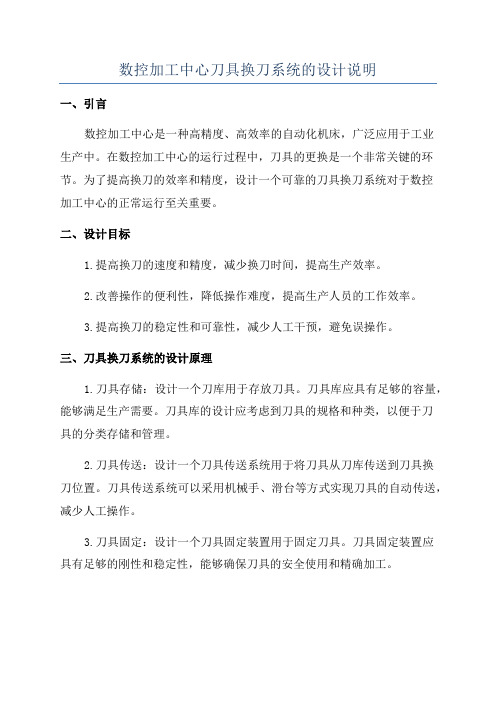
数控加工中心刀具换刀系统的设计说明一、引言数控加工中心是一种高精度、高效率的自动化机床,广泛应用于工业生产中。
在数控加工中心的运行过程中,刀具的更换是一个非常关键的环节。
为了提高换刀的效率和精度,设计一个可靠的刀具换刀系统对于数控加工中心的正常运行至关重要。
二、设计目标1.提高换刀的速度和精度,减少换刀时间,提高生产效率。
2.改善操作的便利性,降低操作难度,提高生产人员的工作效率。
3.提高换刀的稳定性和可靠性,减少人工干预,避免误操作。
三、刀具换刀系统的设计原理1.刀具存储:设计一个刀库用于存放刀具。
刀具库应具有足够的容量,能够满足生产需要。
刀具库的设计应考虑到刀具的规格和种类,以便于刀具的分类存储和管理。
2.刀具传送:设计一个刀具传送系统用于将刀具从刀库传送到刀具换刀位置。
刀具传送系统可以采用机械手、滑台等方式实现刀具的自动传送,减少人工操作。
3.刀具固定:设计一个刀具固定装置用于固定刀具。
刀具固定装置应具有足够的刚性和稳定性,能够确保刀具的安全使用和精确加工。
4.精确定位:设计一个精确定位系统用于实现刀具的精确定位。
精确定位系统可以采用光电开关、传感器等装置进行刀具位置的检测和反馈,从而确保刀具的准确位置。
5.操作界面:设计一个人机界面,方便操作人员对刀具换刀系统进行监控和操作。
操作界面可以采用触摸屏、按钮等形式,提供直观、简洁的操作界面。
四、设计要点1.刀具盘:设计一个能容纳多个刀具的刀具盘,方便刀具的存储和管理。
刀具盘应具备足够的刚性和稳定性,能够避免刀具的碰撞和损坏。
2.刀具传送系统:采用机械手或滑台实现刀具的自动传送。
机械手可以采用伺服驱动,实现精确的位置控制;滑台可以采用线性导轨和导向轮实现平稳移动。
3.刀具固定装置:采用夹紧方式固定刀具,确保刀具的安全、牢固。
夹紧装置应具备足够的力量和稳定性,能够抵御切削力的作用。
4.精确定位系统:采用光电开关或传感器进行刀具位置的检测和反馈。
通过精确定位系统的精准控制,确保刀具的准确位置和换刀的稳定性。
毕业论文--基于plc的加工中心刀库换刀控制系统设计
[摘要]本设计的题目是基于PLC加工中心刀库换刀控制系统的设计。
通过分析刀库的自动换刀的过程,使刀库在加工中心上能配合换刀机械手的需要——能在数控程序的控制下灵活的实现换刀过程每次换新刀只需输入相应换刀号信号即可。
在分析控制要求的基础上,设计出相应控制程序。
控制程序包含:建立当前刀具库映像、记录请求刀具号、转盘转动方向判断并确定转盘正反转、发出脉冲控制刀盘转动、到位灯及换刀指示灯显示等部分,程序结构性好、可读性强、运行效率高,能很好地满足实用要求。
[关键词]加工中心,刀库换刀, PLCBased on the PLC Machining Center Tool Change ControlSystem DesignRan Longjun( Shaanxi Institute of Mechanical Engineering College of mechanical engineering and automation professional machine from class 082, Shaanxi Hanzhoung 723003)Teacher: Hou Hongling[ Abstract]this design topic is based on the PLC machining center tool change control system design. Through the analysis of the knife of the automatic tool changing process, so that the cutter in machining center can be matched with the tool changing manipulator needs -- in NC program under the control of flexible implementation tool changing process every time new knife only needs to input the corresponding tool change signal can be. The analysis and control on the basis of the requirements, designs the corresponding control procedure. The control program includes: establish the library image, recording request tool number, the rotation of the turntable direction judgment and to determine the turntable is reversed, to send pulses to control the cutter disc to rotate in place, lights and tool change indicator display parts, good program structure, readability is strong, operation efficiency is high,which can meet the practical requirements.[ Key words] MC, changing tool , PLC目录目录 (I)引言 (1)1 PLC在加工中心中的应用 (5)1.1 数控加工中心组成结构及工作过程 (5)1.2 数控机床中PLC和NC的关系 (7)1.3 PLC在数控机床中的应用 (8)1.3.1PLC在数控机床中的应用形式 (9)1.3.2 PLC与数控系统及数控机床间的信息交换 (9)1.3.3 PLC与数控机床外围电路的关系 (10)2 刀库自动选刀系统 (11)2.1刀库自动选刀机械系统 (11)2.2 刀库选刀方式 (11)2.3驱动装置步进电机工作原理与控制 (13)2.3.1 步进电机工作原理和特性 (13)2.3.2 基于PLC步进电机的控制原则 (14)3 选刀控制的PLC 系统设计 (16)3.1三菱PLC及其原理 (16)3.1.1 PLC系统组成及各部分的功能 (16)3.1.2 PLC的基本工作原理 (18)3.2编程方法与规则 (20)3.2.1 编程要求 (20)3.2.2 编程方法 (21)3.3 CNC与PLC的通信 (22)3.4 PLC型号的选择分析 (22)3.5 PLC地址分配 (23)3.6 PLC接线 (24)3.6.1 PLC接线图 (24)3.6.2 PLC硬件接线 (25)4 换刀控制过程 (27)4.1换刀总过程 (27)4.2换刀程序过程 (28)4.2.1建立刀具库映像 (28)4.2.2换刀号输入 (28)4.2.3得出换刀号所在的刀座号 (28)4.2.4判断刀盘转动方向并得出控制刀盘转动脉冲数 (29)4.2.5发出脉冲以及控制指示灯 (29)4.3 三菱FX2N指令使用 (29)4.4程序流程图 (33)5 程序梯形图 (35)6 软件编程 (43)6.1 GX Developer的特点 (43)6.2 GX Developer的编程环境 (44)致谢 (46)参考文献 (47)毕业设计实物模型 (48)引言进入21世纪,我国机床制造业既面临着提升机械制造业水平的需求而引发的良机,也遭遇到加入WTO(世界贸易组织)后激烈的市场竞争压力。
基于EON的数控机床换刀系统运动仿真

基于 EON 的数控机床换刀系统运动仿真杨旭日 , 王丹虹 , 田春霞(大连理工大学 精密与特种加工教育部重点实验室 , 辽宁 大连 116024 ) 摘 要 : 运用虚拟现实技术实现了数控机床换刀系统的运动仿真 , 对无机械手换刀方式 、机械手换刀方式 和链式刀库换刀方式的动作过程进行了模拟仿真 。
应用于教学或培训 , 解决了传统教学中学生对数控机床的刀库结构和换刀方式认识模糊 , 教师讲解不便的问题 。
加入了实际操作的视频资料 , 既可发布为网页形 式 , 应用于网络教学 , 又可作为单机版教学软件进行教学 , 拓宽了教学空间 。
对后续数控机床各部件运动仿真实验的设计具有一定的指导意义 。
关键词 : E ON 软件 ; 刀库 ; 换刀系统 ; 虚拟现实 ; 数控机床文献标识码 : B 文章编号 : 100224956 ( 2008) 07 20088 205中图分类号 : G 434 Si m ulati on of the CNC exchanging knives syst em based on EONY AN G Xu 2 ri, WAN G D a n 2 hong, T I A N Chun 2 xi a( Key L a b o r a t o r y of P r ec i sion & Non 2 trad i tiona l M a ch i n i ng of M in i stry of Educa t i o n, D a l ian U n i ve r sity of Techno l o 2 g y, D a l ian 116024, Ch i na )A b stra c t: M a k ing u se of the virtua l rea lity techno l og y i m p lem en t s the mov em en t si m u la ti o n fo r exchanging kn ive s s ys 2 tem of NC m ach ine too ls, and fin ished the si m u la tion of the p roce ss fo r exchanging cu tting too ls w ith o r w ith ou t m a 2 ch ine ry hand s, even w ith the cha in typ e m ag agine . The system is app lied to the teach ing o r tra inn ing to so l v e the p rob lem s of m ag agine struc tu re and the style of exchanging too ls wh ich a re d ifficu lt to unde rstand in trad itiona l teach 2 ing mo de . The visua l info r m a t ion w ith p rac tica l op e ra t ion can be a s the ne t wo rk p ag e style u sed no t on ly f o r ne t w o r k teach ing, bu t a ls o fo r teach ing s oftwa re by sin gle un it ve rsion to w iden the teach ing s p ace . It po sse sse s som e sig n i fi 2 cance s fo r the de s ig n of movem e n t si m u l a t ion exp e r i m e n t f o r d i ffe r en p a r ts of NC m a ch i ne too l s .Key word s : E ON; kn i ve s ’sto r e r oom ; exchanging kn i ve s system ; virtua l rea l ity (VR ) ; CNC m a ch i ne too l数控机床是 一种 综 合运 用了 计 算机 、自动 控制 、精密测量和机械设计等新技术的机电一体化典型产品 , 是装有程序 控制 系统 (数 控 系统 ) 的 自动化机床 。
《数控技术及应用》数控车床多把刀的仿真操作和编程实验

《数控技术及应用》数控车床多把刀的仿真操作和编程实验一、实验目的1.学习多把刀具的对刀方法;2.学习工件、刀具设置、多把刀对刀与零件的自动加工。
3.编写带槽零件的加工程序;掌握多把刀对刀操作与带槽零件仿真加工操作;4.掌握程序的导入输入方法。
二、实验设备计算机、宇龙数控加工仿真软件三、实验内容其余材料45钢零件图立体图1.激活机床2.回参考点3.设置并安装工件4.选择刀具刀具T0101设置同上;点击刀位3→刀片类型(方头切槽刀片) →刀片(刀宽为5、刀尖半径0.4序号 6)→刀柄类型(外圆切槽柄) →刀柄(外圆左向横柄、切削深度25即序号5) →完成切槽刀 T0303设置。
5.输入程序N110 G01 Z0 S1000;N310 X45;N120 X40 F0.1;N320 G00 X51;N130 X43.96 Z-2;N330 Z-85;N140 Z-60;N340 G01 X44;N150 X47.96;N350 X48 Z-83;N160 Z-85;N360 G00 Z-85;N170 G00 X200 Z100;N370 G01 X10 F0.05;N180 M09;N380 G00 X200;N190 T0303 S300;N390 Z100;N200 M08;N400 M30;6.对刀(1)用试切法对T0101刀(标准刀具)手动切削外径→测量切削位置的直径→输入X向数值→手动切削端面→输入Z向数值→输入R、T数值→完成T0101对刀。
(2)试切法对T0303刀标准刀具以外的刀具对刀前要转到加工工位。
刀具转到加工工位前必须远离工件表面,防止撞刀。
刀具转到加工工位的方法如下:点击“手动数据输入方式”键→点击“程序”键→输入刀具号如T 0 3 0 3 →点击“插入”键→点击“循环启动”键→刀具T0303转到加工工位。
非标准刀具的对刀步骤如下:1)手动调整刀具接近工件右下角;2)利用“手动脉冲/手轮”微量调整刀具至工件右下角。
基于EON机床电气故障虚拟维修教学训练系统的开发

基于EON机床电气故障虚拟维修教学训练系统的开发摘要本系统借助虚拟现实技术的沉浸性、构想性和交互性,使用户直接体验机床操作、电气故障检修过程。
系统把理论教学与技能训练结合起来,突破资源、时间和空间的限制。
关键词维修;教学;虚拟仿真系统的开发从机床电气故障虚拟维修教学训练入手,用3ds MAX軟件建立虚拟维修样机、虚拟维修环境、虚拟维修工具、虚拟电气元器件等3D模型,并进行渲染;用Eon Studio来实现系统的交互;通过在VS C#创建的界面中添加EONX控件来调用和控制机床电气故障虚拟维修虚拟仿真,开发桌面式机床电气故障维修教学训练系统。
1 系统几何模型的建立与渲染系统几何模型的建立采用3ds Max建模,通过塌陷或者Edit Poly修改,把几何体修改为可编辑网格或可编辑多边形,然后用修改命令,调整点、线、面、体构建模型。
应用3vray渲染器对几何模型、场景等进行渲染,在场景中设置摄像机,创建场景光源,调节材质,启用UVW贴图,渲染出逼真的材质、丰富的纹理和令人信服的灯光等高质量的虚拟现实环境系统[1]。
2 几何模型的输出通过反复调整场景的材质和光源,通过渲染,得到预想的效果后,在3D Max 中点击文件,选择导出,在文件保存类型里面选择3D Studio(.3ds),把几何模型保存为EON支持的3D Studio(*.3ds)的格式输出。
3 机床电气故障虚拟维修系统人机交互设计把3D Studio(.3ds)格式的几何模型通过场景功能节点Scene导入EON中。
3.1 机床运动控制交互过程程序设计用传感器节点ClickSensor、切换开关节点Latch、放置节点Place和旋转节点Rotate等功能节点实现虚拟控制元件对虚拟电动机启动和停止的控制。
照明灯及各指示灯亮与不亮均是通过切换开关节点Latch实现;电动机的频繁启动是被禁止的,应用时间触发器节点TimeSensor、计数节点Counter和文本控制节点2DText,实现系统的警告功能。
基于ProE的CNC自动换刀装置组合凸轮机构建模及仿真研究

学号14071900465毕业设计(论文)题目:基于Pro/E的CNC自动换刀装置组合凸轮机构建模及仿真研究作者胡庆届别2011 届院别机械工程学院专业机械设计制造及其自动化指导教师谭华职称讲师完成时间2011年5月摘要文章首先对目前主流三维设计软件 Pro/Engineer 主要特性进行分析研究,了解计算机仿真的概念、特点及其应用;接着,针对CNC自动换刀系统,着重分析了其双半球形滚子齿式弧面凸轮分度机构结构特点和工作原理,为运动仿真制作奠定基础;继而,以理论分析为基础,提出设计方案。
包括运动规律、共轭特征、点啮合方程、接触轨迹和接触域等。
编写 Pro/Program 程序,实现零件的参数化建模,并提供用 Pro/Program 实现参数化建模的一般方法,对以后建造特征类似的三维模型,在缩短造型周期,节约造型时间方面,具有一定的实用价值;最后,用 Pro/Engineer 对双半球形滚子齿式弧面凸轮机构和ATC其他部件进行实体建模,通过运动仿真,证实所设计的系统具有良好的运动性能,达到预期设计目标。
关键词:Pro/E;自动换刀装置;空间凸轮机构;双半球形滚子齿式弧面凸轮ABSTRACTFirst of all, the paper analyze the main characteristics of the currentmainstream three-dimensional design software—Pro/Engineer and introduce the computer simulation conception, characteristics and applications. Secondly, focus on analyzing institutions of Double hemispherical roller wall-climbing CAM,in order to laying the foundation of motion simulation. Thirdly, Based on theoretical analysis, and presents the design scheme. Including motion, conjugate characteristics, some meshing equation, contact trajectory and contact domain, etc build their geometric math model, compile the Pro/Program procedures, accomplish the parametric modeling of parts, and provide the method of parametric modeling by using Pro/Program module. All these works would have some practical value on reducing the modeling cycle, saving design time when building three-D model with similar characteristics. Finally, Using Pro/e triturated according to double hemispherical roller CAM and ATC wall-climbing entity modeling, other parts through sports simulation, confirmed by design system has good sports performance and achieve expected design goal.Keywords:Pro/Engineer; Automatically change tool device ; Spatial CAM ; Double hemispherical roller CAM curve analysis目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 Pro/Engineer 简介 (1)1.2 运动仿真概述 (3)1.2.1 计算机仿真的基本概念及特点 (3)1.2.2 计算机仿真技术应用 (3)1.3课题研究的背景及意义 (4)1.4主要研究内容和主要工作 (5)2 CNC自动换刀系统总体概况 (6)2.1 加工中心自动换刀装置的发展和特点 (6)2.2 凸轮式自动换刀装置的特点 (6)2.3空间凸轮机构简介 (6)2.3.1 凸轮结构原理 (7)2.3.2凸轮机构特点 (7)2.4 ATC的作用及其组成 (7)2.4.1 ATC的作用 (7)2.4.2 ATC的主要组成 (8)3 运动循环的设计及分析 (11)3.1 确定换刀机械手的运动循环 (11)3.2 确定运动循环组成区段 (11)3.3 确定运动循环内各段的分配轴转角及时间 (12)3.4运动循环图的优化设计 (12)4 数学模型的建立 (14)4. 1凸轮从动件运动规律 (14)4.1.1 凸轮从动件常用运动规律分析 (14)4.1.2 自动换刀机械手中凸轮从动件运动规律的选择 (14)4.2双半球形滚子齿式弧面凸轮分度机构的啮合原理 (15)4.2.1 坐标系的建立 (15)4.2.2 共轭条件及其廓面方程的求解 (17)4.2.3双半球滚子齿式弧面凸轮分度机构的啮合特性分析 (18)4.3媒介点啮合的技术 (21)4.3.1媒介点啮合的由来 (21)4.3.2 点啮合的媒介共轭方法 (21)4.4 媒介点啮合的诱导曲率和接触域 (23)4.4.1 点啮合的诱导曲率 (23)4.4.2点啮合的接触迹 (24)4.5双半球形滚子齿式弧面凸轮分度机构的点啮合方法 (27)4.5.1双半球形滚子齿式弧面凸轮分度机构点啮合方案构思 (27)4.5.2 双半球形滚子齿式弧面凸轮分度机构的接触迹 (28)4.5.3 双半球形滚子齿式弧面凸轮分度机构的诱导曲率和接触域 (29)5基于Pro/E的空间凸轮机构仿真 (32)5.1机构参数 (32)5.2空间凸轮理轮廓面 (32)5.3 凸轮机构实体模型的建立 (33)5.3.1弧面凸轮胚体的建立 (33)5.3.2 分度盘实体模型的建立 (34)5.4 建立运动关系 (35)5.5空间凸轮轮廓面 (37)5.6弧面凸轮分度机构的仿真及分析 (38)5.6.1创建凸轮随动件连接 (38)5.6.2 定义伺服马达 (39)5.6.3 运动仿真及分析 (39)6结论 (40)参考文献 (41)致谢 (43)附录英文翻译 (44)1 绪论1.1 Pro/Engineer 简介Pro/Engineer系统是由美国参数化技术公司PTC(Parametric Technology Corporation)生产的优秀产品,提供了产品的三维模型设计、加工、分析及制图等功能完善的CAD/CAE/CAM解决方法。
数控机床自动换刀系统的设计与优化方法

数控机床自动换刀系统的设计与优化方法数控机床自动换刀系统作为现代制造业中的关键设备之一,其设计和优化对于提高生产效率和产品质量至关重要。
本文将讨论数控机床自动换刀系统的设计原理、关键技术以及优化方法,旨在指导工程师和研究人员进行相关工作。
首先,数控机床自动换刀系统的设计原理主要包括以下几个方面:刀具库、刀具传递机构和换刀动作控制。
刀具库是存放刀具的地方,通常设计成可自动旋转、抬升和倾斜的结构,以便于刀具的选择和取放。
刀具传递机构用于将所需刀具从刀具库传递到机床主轴上,并确保刀具的正确位置和方向。
换刀动作控制则通过编程和传感器来实现,保证换刀过程的准确性和稳定性。
在设计数控机床自动换刀系统时,我们需要注意一些关键技术。
首先是刀具库的设计,刀具库的容量和结构需要根据实际工作中所涉及到的刀具种类和数量进行合理规划。
其次是刀具传递机构的设计,传递机构需要具备快速、准确的传递能力,同时要考虑到刀具重量对传递机构的负荷影响,确保稳定性。
换刀动作控制需要精确控制刀具的位置和方向,可以采用光电传感器或编码器等传感器,通过编程实现动作的控制和判断。
为了进一步优化数控机床自动换刀系统的性能,我们可以采取一些优化方法。
首先是刀具库的优化,可以采用高效的刀具存放方案,如采用自动尺寸检测技术,将刀具按照尺寸进行分类存放,方便快速选择和取放。
其次是刀具传递机构的优化,可以采用更先进的传递机构设计,如采用电磁吸盘或气动夹持装置等,提高传递速度和准确性。
此外,还可以通过改进换刀动作控制算法,优化换刀过程的稳定性和精度。
在优化设计过程中,还需要充分考虑数控机床自动换刀系统的可靠性和安全性。
可靠性是指系统在长时间运行中的稳定性和故障率,我们可以通过选用高质量的部件和进行严格的测试来提高可靠性。
安全性是指系统在使用过程中的安全保障,我们需要设置安全装置,如机械锁或密码锁等,防止误操作或意外伤害的发生。
总结起来,数控机床自动换刀系统的设计与优化需要考虑刀具库、刀具传递机构和换刀动作控制等关键技术。
数控机床自动换刀系统的设计与优化方法

数控机床自动换刀系统的设计与优化方法随着工业自动化的不断发展,数控机床自动换刀系统的设计与优化成为了现代制造业中的重要课题。
自动换刀系统的设计及其优化将直接影响到机床的生产效率、工件加工质量和操作人员的工作安全。
因此,本文将探讨数控机床自动换刀系统的设计原理以及进行系统优化的方法与技巧。
数控机床自动换刀系统一般包括刀库、刀臂、刀杆及刀具,其工作原理主要通过机械臂或伺服电机的驱动,将机床上的刀具自动更换。
而系统的设计与优化则需要考虑以下几个方面:首先,需要充分考虑机床的具体工艺需求,确定自动换刀系统的基本功能。
例如,切削加工中是否需要进行多种不同刀具的切换,是否需要对不同刀具进行刃磨和测量等。
不同工艺需求将直接影响到自动换刀系统的设计与优化。
其次,需要考虑自动换刀系统的结构设计。
合理的结构设计能够提高系统的稳定性和工作效率,并降低故障率。
一般来说,自动换刀系统的结构主要包括刀库结构、刀臂结构以及刀杆结构。
在设计过程中,需要充分考虑机床的空间限制、刀具数量以及换刀的速度等因素。
同时,需要关注自动换刀系统的动力传递和控制电路设计。
动力传递系统的设计主要包括伺服电机的选型、减速器的设计以及传动链的布置等。
而控制电路的设计则需要考虑自动控制装置和信号传输装置等,以确保系统的稳定性和可靠性。
另外,还需要考虑自动换刀系统的安全性。
刀具在运行过程中可能会产生较大的动力和惯性力,因此在设计过程中需要充分考虑刀具的固定、刀具与工件之间的安全间隙以及系统紧急停机装置的设置等,以确保操作人员的安全。
在完成基本的设计后,系统的优化工作则需从以下几个方面展开。
首先是换刀时间的优化。
通过减少换刀时间可以提高机床的利用率,并减少生产成本。
换刀时间的优化可以从刀具定位、刀具固定方式以及刀具检测等方面进行。
其次是系统的可靠性优化。
这需要考虑到刀库的结构设计、刀具的装卸方式以及系统故障的自我诊断与修复等。
同时,充分考虑刀具的损耗和磨损,合理安排刀具的使用周期,减少系统故障的发生。
plc数控中心刀具选择仿真

plc数控中心刀具选择仿真
PLC数控中心的刀具选择仿真可以通过以下步骤进行:
1. 首先,在PLC编程软件中创建一个仿真环境,包括机器的几何模型、刀库和刀具库。
2. 然后,将所需的刀具库导入到编程软件中,并选择需要使用的刀具。
3. 接着,在刀具路径仿真软件中添加刀具路径,并与机器的几何模型进行匹配。
4. 接下来,运行仿真程序,观察刀具的行动轨迹和机器的动态性能。
5. 最后,根据仿真结果进行调整,优化刀具路径和机器性能,以实现最佳加工效果。
通过PLC数控中心刀具选择的仿真,可以更加准确地预测机器的运行情况,从而提高加工效率和产品质量。
基于EON的虚拟运动仿真平台设计与实现

基于EON的虚拟运动仿真平台设计与实现贾庆浩;刘林【摘要】Traditional 3D CAD softwares have limited effect at mechanism motion simulation visualization. In order to improve interaction, utilize Jscript to realize transmission of mechanism motion parameters, and design EA1 interface to communicate with external program. Real-time motion parameters are feedback to users. Visual graphic is generated according to special parameters. A slider-crank mechanism simulation platform with interactive features is constructed with VC++6.0. The result shows that the system can effectively simulate the motion of slider-crank mechanism and offer reference for virtual simulation visualization.%传统的三维CAD软件在机构运动仿真可视化方面效果局限.为了提高仿真的交互性,在虚拟现实开发平台EONStudio中,利用JScript功能节点实现机构各部分运动参数的传输,并设计EAI接口与外部程序之间进行通讯,将机构实时运动参数反馈给用户,根据用户指定的机构参数生成直观的图像.以VC++6.0为开发工具,开发了具有交互功能的发动机常见的曲柄滑块机构仿真平台.结果表明,该系统能够逼真地模拟曲柄滑块机构的运动过程,为虚拟仿真可视化的发展提供了参考.【期刊名称】《计算机技术与发展》【年(卷),期】2011(021)009【总页数】4页(P190-193)【关键词】虚拟仿真;JScript节点;运动交互【作者】贾庆浩;刘林【作者单位】华南理工大学设计学院,广东广州510640;华南理工大学设计学院,广东广州510640【正文语种】中文【中图分类】TP391.90 引言虚拟仿真技术是虚拟现实技术(VR)在CAD/CAM领域的重要应用之一。
实验四_数控铣床操作仿真实验

实验四数控铣床操作仿真实验一、实验目的1. 了解CNC Partner数控培训机界面的组成、并熟悉其操作界面。
2. 掌握FANUC 0i Mate MC软件的基本操作。
3. 熟练运用CNC Partner数控培训机及FANUC 0i Mate MC软件进行数控铣床操作仿真。
二、实验仪器与设备CNC Partner数控培训机、FANUC 0i Mate MC三、实验内容及步骤1 系统启动1) 在计算机的桌面上双击Fanuc 0i MA TE MC (桌面快捷方式),出现系统的初始界面。
2) 工件的尺寸为180×220×100,上表面几何中心为对刀点(O3011的对刀点在左前工件角点)。
3) 按开关面板上的POWER ON 给操作面板上电,然后可进行机床培训操作。
4) 单击鼠标右键,出现弹出菜单,选择“全屏切换”可到窗口显示环境。
2 刀具准备1) 根据具体的加工要求,可在菜单【数据库/中央刀库-- 铣削】和【数据库/中央刀库–钻削】中编辑刀具和添加新刀具。
2) 在铣刀刀库管理或孔加工刀库管理对话框中,选中欲添加到机床刀库中的刀具,单击“选择”按钮将其添加到机床刀库中。
单击“选择列表”可查看机床刀库中的刀具。
3) 如有必要,在机床刀库中单击“编辑…”键编辑刀具的刀号。
3 回参考点在本系统中,可不进行本项操作。
但要注意,大多数实际系统都要进行本项操作。
1) 选择“ZRN”方式。
2) 按正向轴向选择键使各轴移动。
当某一轴到达参考点时,回参考点复位指示灯亮(正向时1组灯亮,负向时2组灯亮)。
当轴回到参考点时,程序显示屏的坐标值发生变化。
3) 以任何方式使轴离开参考点后,对应复位指示灯灭。
4 主轴装刀方法1:1) 选择“MDI”方式;2) 用MDI编辑键盘输入换刀命令(如换装1号刀,则输入“T1 M06”,在小显示器左下角显示)(1号刀的直径为25)。
;3) 按CYCLE START执行命令。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仿真实验的设计具有一定 的指导意义。
关键词 :E N软件 ;刀库 ;换刀系统 ;虚拟现实 ;数控机床 O 中图分类号 : 4 4 G 3 文献标识码 : B 文章编号 : 0 245 (0 8 o — 0 8 0 10 -9 6 2 0 )7 0 8 —5
S muain o h NC e c a gn n v ss se b s d o i lt ft e C x h n ig k ie y tm a e n EON o
和链式刀库换 刀方式 的动作过程进行 了模拟仿真 。应用于教学或 培训 ,解 决了传统教学 中学生对数控机 床
的刀库结构和换 刀方式认识模糊 , 师讲解不便的 问题 。加入 了实际操作的视频资料 ,既可发布为 网页形 教
式 ,应 用于网络教学 。又可作为单机版教学软件进行教学 ,拓宽 了教学 空间。对后 续数控机床各部 件运动
c i e a d ,e e t h h i y e ma a i e T e s se s a p id t e ta h n r t in n o s l e t e h n r h n s v n w h t e c a n tp g g n . h y t m i p l o t e c i g o r n ig t ov h y i e h a
i g mo e h iu n omain w t r ci a o e ain c n b s t en t r a e sye u e o o l rn t r n d .T e v s a if r t h p a t l p r t a e a h e l o i c o wo k p g tl s d n t ny f ewo k o
Ab t a t Ma i gu e o e vr a e i c n lg lme t e mo e n i lt n fre c a gn n v ss s s r c : k n s f h itl r a t t h o o y i e n st v me t mu ai o x h n i gk ie y — t u l ye mp h s o
po lm f a a n t c r n e t eo c a g g ol w i r d i lt u d r a di t d i a t c — rbe s gg es u t ea d t y f x h i s hc ae i c t o n e tn a io l e h om i r u h s l e n n t h f u s n r tn a
ta h n .b tas rt a h n ot r y s ge u i v ri n t d n t e ta h n p c .I p se s ss me s n f e c i g u lo f e c ig s f o wae b i l n t e o o w e c i g s a e t o s s e o i i - n s i h e g i
t f C m ciet l, n nse es u t no epoes recagn ut gt l wt o i o t a e o ahn o adf i dt i l i f r s xhn gc tn os i r t u — m N os i h h m ao h t c f o i i o h wh m
YANG Xu-r ,W ANG n o g,TI i Da -h n AN u -xa Ch n i
( e aoa r rc i K yLbrt yo Peio o f s n& N n t d i a M ciigo ns f d ctn D inU i ri f eh o — o —r io l ahnn f i r o uao , a a nv syo T cnl a tn Mi t y E i l e t o g , aa 104, hn ) Y D i I62 C ia l n
维普资讯
=
实
验
技
术
与
管
理
第 2 5卷
第 7期
20 0 8年 7月
CN1 1—2 4 T 03 /
Ex ei na e h o o y a d Ma a e n p rme tlT c n lg n n g me t
Vo. 5 No 7 J 1 0 8 12 . u .2 0
c n e rt e d sg fmo eme i l ain e ei n rdfee a t fNC a hie t l. a c sf h e in o v o ntsmu to xp rme tf i rn p rs o o m c n o s
Ke od : O yw rs E N;ki s t eom; xhn n n e yt v ta rat V ;C Cmahn m; iu l y( R) N c i t v o i v s e rl ei eo
基于 E ON的数控机床换刀系统运动仿真
杨旭 日,王 丹虹 ,田春 霞
( 大连理 工大学 精 密与特种加 工教 育部重点 实验室 ,辽 宁 大连
摘
16 2 ) 10 4
要 : 用 虚 拟 现 实技 术 实 现 了数 控 机 床换 刀 系 统 的 运 动 仿 真 ,对 无 机 械 手 换 刀 方 式 、机 械 手 换 刀方 式 运