DFM-SK13-3543-1-SJ1410028-V0-20141020
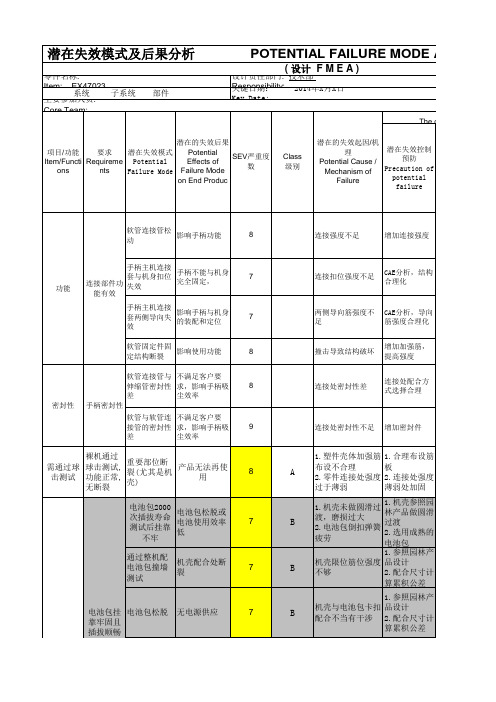
燃油滤清器总成DFMEA

潜在失效模式及后果分析产品代号: 1125010-8881C (设计FMEA)编号:8881C-000产品名称: 燃油滤清器总成设计责任:设计部页码:第 1 页共2 页零部件: 总成关键日期:2010-12-15 编制人:杨威审定:曾庆春配套类型:车用发动机编制日期:2010-12-15 修改日期:潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-000产品名称: 燃油滤清器总成设计责任:设计所页码:第 2 页共 2 页零部件: 总成关键日期:2003-12-5 编制人:杜好峰审定:郭黎民潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-100产品名称: 燃油滤清器总成设计责任:设计所页码:第 1 页共 1 页零部件: 总成关键日期:2003-12-5 编制人:杜好峰审定:郭黎民潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-101/102产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共1 页零部件: 内/外密封圈关键日期:2003-12-5 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-5 修改日期:潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-101/102产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 法兰盘关键日期:2003-12-5 编制人:杜好峰审定:郭黎民潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-101/102产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 法兰盘关键日期:2003-12-5 编制人:杜好峰审定:郭黎民潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-105产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 胶圈关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-106产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 放水旋塞关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-140产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 壳体组件关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-142产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 3 页零部件: 壳体关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-142产品名称: 燃油滤清器总成设计责任:设计所页码:第2 页共 3 页零部件: 壳体关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-142产品名称: 燃油滤清器总成设计责任:设计所页码:第3 页共 3 页零部件: 壳体关键日期:2003-12-6 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-6 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-111产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 壳体关键日期:2003-12-7 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-7 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-001产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 2 页零部件: 基座关键日期:2003-12-8 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-8 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-001产品名称: 燃油滤清器总成设计责任:设计所页码:第2 页共 2 页零部件: 基座关键日期:2003-12-8 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-8 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-120产品名称: 燃油滤清器总成设计责任:设计所页码:第 1 页共 2 页零部件: 滤芯组件关键日期:2003-12-9 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-9 修改日期产品代号: CLQ-47 (设计FMEA)编号:CLQ47-120产品名称: 燃油滤清器总成设计责任:设计所页码:第 2 页共 2 页零部件: 滤芯组件关键日期:2003-12-9 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-9 修改日期潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-141产品名称: 燃油滤清器总成设计责任:设计所页码:第 1 页共 1 页零部件: 螺塞关键日期:2003-12-11 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-11 修改日期潜在失效模式及后果分析产品代号: CLQ-47 (设计FMEA)编号:CLQ47-208产品名称: 燃油滤清器总成设计责任:设计所页码:第1 页共 1 页零部件: 压力传感器关键日期:2003-12-11 编制人:杜好峰审定:郭黎民配套类型:车用发动机编制日期:2003-12-11 修改日期。
DFMEA_范本
2
28
选用样机使用过滤较好 的filter 1.电机长度尺寸加长, 保证碳刷长度; 2.增加后置圈增加磁 性,保证扭力; 更换成滚珠轴承 1.选择好的同步带供应 商,确保同步带有好的 材料,工艺要求; 2.根据电脑3D和实际电 流测试选择好OK节线长 度; 3.确认同步带,马达齿 轮以及滚刷齿轮齿形一 致,确保齿形啮合OK
1.选型满足条 件的微动开关 2.调整开关启 动行程,防止 开关压入过深
保证地拖 气密性不 效率,保 好,地拖效 地拖效率偏低 证风道气 率降低 密性 地拖性能 滚刷转速过 滚刷转 高,电流负 速,负载 载过大,转 电流 速过低负载 过小 转速过高,电 流过大,地拖 马达寿命会 NG,转速过 低,地拖清扫 效率过低
噪音是否加 大,吸力箱 测试吸力 看配合松紧 程度,有无 漏灰现象 检测松紧, 工作时上方 放入纸屑检 查是否活动 FILTER橡胶 圈上方垫 EVA条检测 是否有吸力 风机带进气 口检测空气 性能 风机性能测 试 开机检查气 阀密封圈周 围是否有漏 气现象 检查气阀在 本体上固定 是否牢靠
2
70
1.图纸重点尺寸标注 2.要求IQC检测 排除电池包倒扣位, 各暂定一个插拔力范 围。例3-5 kgf 1.参照样机考虑加弹 簧或弹片式减振结构
先根据3D确定 调高档位,确 保调高实际应 用和倾倒OK
地拖运行,微 动开关承受不 了在长毛地毯 微动开关寿 开关功能寿 开关寿命NG 上的较大电 命 命20K次 流,开关开启 关闭多次后失 效
8
1.微动开关不能承 受40V 2A的工作环 境; 2.开关开关是在机 构转动实现的,旋 转行程可能造成失 效
8 整机寿命NG 6
碳刷长度不够
由于电机转速过 高,转子轴承磨损 严重导致电机转动 1.同步带材料不耐 磨,工艺不满足要 求; 2.同步带齿形和马 达齿轮和滚刷齿轮 不啮合; 3.同步带节线长度 不合理,造成滚刷 马达负载过大;
汽车标准OBDⅡ(自诊断接头)针脚定义

汽车OBD-II接口引脚定义汽车上的OBD-II接口(母):ELM327用到的引脚:2: SAE-J1850 PWM和SAE-1850 VPW总线(+)4. 车身接地5. 信号接地6. CAN high (ISO 15765-4和SAE-J2284)7. ISO 9141-2和ISO 14230-4总线的K线10. SAE-J1850 PWM协议总线(-)14. CAN low (ISO 15765-4和SAE-J2284)15. ISO 9141-2和ISO 14230-4总线的L线16. 蓄电池电压全部引脚定义:1. Manufacturer discretion. GM: J2411 GMLAN/SWC/Single-Wire CAN.2. Bus positive Line of SAE-J1850 PWM and SAE-1850 VPW3. Ford DCL(+) Argentina, Brazil (pre OBD-II) 1997-2000, USA,4. Chassis ground5. Signal ground6. CAN high (ISO 15765-4 and SAE-J2284)7. K line of ISO 9141-2 and ISO 14230-48. -9. -10. Bus negative Line of SAE-J1850 PWM only (not SAE-1850 VPW)Europe, etc. Chrysler CCD Bus(+)11. Ford DCL(-) Argentina, Brazil (pre OBD-II) 1997-2000, USA, Europe, etc. Chrysler CCD Bus(-)12. -13.14. CAN low (ISO 15765-4 and SAE-J2284)15. L line of ISO 9141-2 and ISO 14230-416. Battery voltage根据ISO DIS 15031–3中相关内容,DLC是一个如下16针的插座:各个针脚定义如下:针脚分配定义1 厂家定义[1]2 SAE J1850 总线正[2]3 厂家定义[1]4 车身地5 信号地6 ISO 15765–4定义的CAN高[2]7 ISO9141?2和ISO14230?4定义的K线[2]8 厂家定义[1]9 厂家定义[1]10 SAE J1850 总线负[2]11 厂家定义[1]12 厂家定义[1]13 厂家定义[1]14 ISO 15765–4定义的CAN低[2]15 ISO9141?2和ISO14230?4定义的L线[2]16 永久正电压[1] 1, 3, 8, 9, 11, 12 和13 未做分配,可由车辆制造厂定义。
sae j2044(1)

洁净车间空调自净验证方案
修订记录1.验证目的产生颗粒后在一定时间内恢复到规定级别的自净能力是空气净化系统最重要功能之一,自净时间的长短反应了空气净化系统清除尘埃粒子的能力。
为保证该空气净化系统的自净能力满足生产工艺要求,对其自净时间进行确认。
2.相关文件《ISO14644-1:2015 洁净室和相关控制环境》《YY0033-2000 无菌医疗器具生产管理规范》3.范围本方案适用于本公司洁净车间净化系统自净时间确认的验证。
4.验证小组成员职责5.仪器校验确认检查结果:验证所用仪器在校验有效期内。
6.接受标准《ISO14644-1:2015 洁净室和相关控制环境第1部分根据粒子浓度划分空气洁净度等级》表格1:根据粒子浓度划分空气洁净度的ISO等级7.验证内容7.1概述对整个洁净车间关闭空调5天,并在前一天打开车间房门,人为污染环境,选择几个主要的房间进行(注塑车间、组装车间、内包间)颗粒计数。
每个取样点平均取样3次,每次循环1min,记录颗粒数量,此时颗粒数浓度作为初始浓度;开启净化系统后,每隔3min测试颗粒计数,直到颗粒数明显降低且符合法规要求。
分析检测数据,得出净化时间。
接受标准:空气净化系统的自净时间不得超过30min。
7.2 测试工具7.3测试方法7.3.1 取样点数尘埃粒子洁净度检测的取样点数及其布置根据产品的生产及工艺关键操作区设置。
7.3.2 取样点位置和频率取样点一般在离地面0.8m高度水平面布置。
7.3.1.3 取样量每次取样量为28.3L。
7.3.1.4 使用设备Y09-310NW 内置电池7.3.1.5测试时间2020年6月8日-2020年6月13日8.再验证周期8.1主要房间改造、设备更换、大修或停运三个月以上作一次再验证。
8.2每年进行一次再验证9.验证结论验证小组按照经过批准的《空调净化系统验自净时间验证方案》进行验证,通过对检测结果数据的分析,确认自净时间符合法规及公司要求。
DFM常用英文参数大全
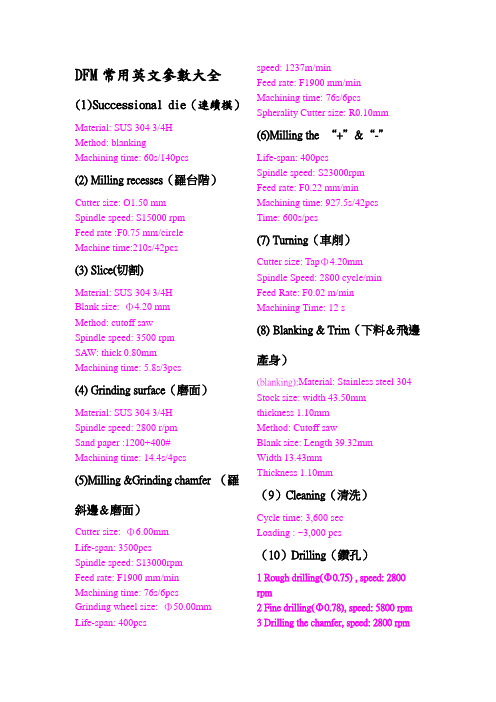
DFM常用英文參數大全(1)Successional die(連續模)Material: SUS 304 3/4HMethod: blankingMachining time: 60s/140pcs(2) Milling recesses(羅台階)Cutter size: Ø1.50 mmSpindle speed: S15000 rpmFeed rate :F0.75 mm/circleMachine time:210s/42pcs(3) Slice(切割)Material: SUS 304 3/4HBlank size: Φ4.20 mmMethod: cutoff sawSpindle speed: 3500 rpmSAW: thick 0.80mmMachining time: 5.8s/3pcs(4) Grinding surface(磨面)Material: SUS 304 3/4HSpindle speed: 2800 r/pmSand paper :1200+400#Machining time: 14.4s/4pcs(5)Milling &Grinding chamfer (羅斜邊&磨面)Cutter size: Φ6.00mmLife-span: 3500pcsSpindle speed: S13000rpmFeed rate: F1900 mm/minMachining time: 76s/6pcsGrinding wheel size: Φ50.00mmLife-span: 400pcs speed: 1237m/minFeed rate: F1900 mm/minMachining time: 76s/6pcsSpherality Cutter size: R0.10mm (6)Milling the “+”&“-”Life-span: 400pcsSpindle speed: S23000rpmFeed rate: F0.22 mm/minMachining time: 927.5s/42pcsTime: 600s/pcs(7) Turning(車削)Cutter size: TapΦ4.20mmSpindle Speed: 2800 cycle/minFeed Rate: F0.02 m/minMachining Time: 12 s(8) Blanking & Trim(下料&飛邊產身)(blanking):Material: Stainless steel 304 Stock size: width 43.50mmthickness 1.10mmMethod: Cutoff sawBlank size: Length 39.32mmWidth 13.43mmThickness 1.10mm(9)Cleaning(清洗)Cycle time: 3,600 secLoading : ~3,000 pcs(10)Drilling(鑽孔)1 Rough drilling(Φ0.75) , speed: 2800 rpm2 Fine drilling(Φ0.78), speed: 5800 rpm3 Drilling the chamfer, speed: 2800 rpm4 Drilling the burrs ( double drill ) Cutter size(切削參數)Spindle speed(主軸轉速)Feed rate(進給率)Machine time(運行時間):Tool change time(換刀時間):(11)Ultrasonic cleaning(超聲波清洗)Intention: Remove the oil (去除油污) Request(要求):Parameter(參數):(12)Laser welding(焊接)Energy(能量):peak value power(峰值功率):time(時間):cycle(周期):(13)sand blastingSand blasting pressure(噴砂氣壓): Sway speed(擺動速度):Sand lifespan(噴砂壽命):Grass sand(玻璃砂):Ceramic sand(陶瓷砂):。
织物强力标准

纺织品-织物拉伸性能:条样法测定断裂强度和断裂伸长
ISO 13934-2-1999
BS EN ISO 13934-2-1999
DIN EN ISO 13934-2-1999
NF EN ISO 13934-2-1999
纺织品-织物拉伸性能:抓样法测定断裂强度和断裂伸长
ISO 13936-1 to–2- 2004
BS EN ISO 13936-1 to–2- 2004(2007)DIN DIN EN ISO 13936-1 to–2–2004
NF EN ISO 13936-1 to–2 – 2004
纺织品机织物接缝抗滑移性的测定第1部分:定滑移量法第2部分:定负荷法
机织物测试方法-接缝滑移
GB/T 13772.1-2008
纺织品机织物接缝处纱线抗滑移的测定第1部分:定滑移量法
GB/T 13772.2-2008纺织品机织物接缝处纱线抗滑移的测定第2部分:定负荷法
GB/T 13772.3-2009纺织品机织物接缝处纱线抗滑移的测定第3部分:针夹
GB/T 13772.4-2009纺织品机织物接缝处纱线抗滑移的测定第4部分:摩擦法
单舌法测定纺织品撕破强度的标准试验方法(等速拉伸试验仪)
ASTM D1424-2009
纺织品-织物撕破性能:冲击摆锤法测定撕破强度(Elmendorf)
ISO 13937-2 to –4:2000
BS EN ISO 13937-2 to –4: 2000
DIN EN ISO 13937-2 to –4: 2000
CAN/CGSB-4.2 No.32.1-M98
机织物接缝抗滑移性的测定
AS 2001.2.21-1989
镀锌卷标准比较

Comparison Table of Main Specificationaa. Hot Rolled Steel - Forming & Drawing QualityEurope U.K.France Germany Italy Spain Sweden Japan U.S.A.U.S.A.Euronom 111BS 1449NFA 36/301DIN 1614UNI 5867UNE 36-086/11SIS JIS G3131ASTM SAE -HR150C-------HR14---AP10-A569-FeP10HR41C-FeP10-SPHC-1010 FeP11HR32C StW22FeP11AP11SPHD-1018 FeP12HR2-StW23FeP12AP12-A6211016 FeP13HR13C StW24FeP13AP13SPHE A6221016(Al Killed)bb. Hot Rolled Steel - High Strength Grades(Structual Quality)Europe U.K.France Germany Italy Spain Sweden Japan U.S.A.U.S.A.EN10025(1993)BS 4360NFA 35/501DIN 17100UNI 7070UNE 36-080/11SIS JIS G3101ASTM SAE S185(BS 1449) 34/20A34-2-Fe320A330-SS34A283B-S23540A---A37014-13-12E-A283C-S235/JR40B E24-2St37-2Fe360B----1010 S27543A----14-13-12E-A570Gr401018 S275JR43B E28-2St44-2Fe430B----1016 -(BS 1449) 43/25-----S41A36/A283D1016(Al Killed) S33550A---A45014-21-72S60A572Gr50-S335JR50B--Fe510B-----S335JO50C E36-3St52-3Fe510C-----cc. Cold Rolled(Reduced) Steel - Forming & Drawing QualityEurope U.K.France Germany Italy Spain Sweden Japan U.S.A.U.S.A.EN10130(1991)BS 1449NFA 36/401DIN 1623UNI 5866UNE 36-086SIS JIS G3141ASTM SAE FeP01CR4C St12FeP01AP0114-11-42SPCC A3661010 FeP03CR3E RRSt13FeP02AP02-SPCD-1008 -CR2---AP0314-11-46SPCE A6191006 FeP04CR1ES RRSt14FeP04AP0414-11-47SPCEN A6201006(Al Killed) FeP05--------FeP06--------=> Surface FinishA GR(General Purpose)X3MA X--CLASS2B FF(Full Finish)Z5MB Z--CLASS1dd. Hot Dipped Galvanized(Zinc-Coated) Steel - Forming & Drawing QualityEurope U.K.France Germany Italy Spain Sweden Japan U.S.A.U.S.A.EN 10142(1991)BS 2989NFA 36/321DIN 17162UNI 5753UNE 36-310SIS JIS G3302ASTM ASTM(EN DIN/EN BS)(OLD)(AMENDMENT) -Z1--FeO0GZ--SGCC A526A653-CQDX51D+Z/ZF/FeP02G Z2GC St02Z FeKPGZ GRADE 4114-11-51SGCD1A527A653-LFQDX52D+Z/ZF/FeP03G Z3GE St03Z FeP01GZ GRADE 4314-11-52SGCD2A528A653-DQDX53D+Z/ZF/FeP05G Z5GES St05Z FeP03GZ GRADE 4414-11-57SGCD3A642A653-DDQ DX54D+Z/ZF/FeP06G--------=> Surface FinishEurope U.K.France Germany Italy Spain Sweden Japan U.S.A.U.S.A.EN 10142/147BS 2989NFA 36-321/322DIN 17162UNI 5753UNE 36-310SIS JIS G3302ASTM A146SAE NA Spangle N NA NA Spangle N N Regular Spangle Regular Spangle-MA Minimum Spangle M MA MA Minimum Spangle M M Minimized Spangle M inimized Spangle-MB Smooth B B Skin Passed S S Skin Passed-MC Extra Smooth XS C C-E----RA Regular - R(1Z)RA RA----Regular-RB Smooth - S(1Z)RB RB------RC Extra Smooth XS (1Z)RC RC------=> Coating ThicknessEurope U.K.France Germany Italy Spain Sweden Japan U.S.A.ZINC THICKNESS EN 10142/147BS 2989NFA 36-321/322DIN 17162UNI 5753UNE 36-310SIS JIS G3302ASTM A146ZF100IZ 100 (100g/sqm.)Z/100--Zf100.----IZ 180 (180g/sqm.)Z/180--Zf180---ZF140--------Z100G100(100g/sqm.)Z100100Z100Z100Z100Z12(120g/sqm.)G400.026 Z140--------Z200G200(200g/sqm.)Z200200Z200Z200Z200Z18(180g/sqm.)G600.034 Z225------Z22(220g/sqm.)G700.043 Z275G275(275g/sqm.)Z275275Z275Z275Z275Z27(270g/sqm.)G900.054 Z350G350(350g/sqm.)Z350350Z350Z350Z350Z35(350g/sqm.)-Z450G450(450g/sqm.)Z450450Z450Z450-Z45(450g/sqm.)-Z600G600(600g/sqm.)Z600600Z600Z600-Z60(600g/sqm.)-ff) Electro GalvanizedEurope Europe France Germany Italy Spain Sweden Japan U.S.A.U.S.A.EN 10152EN 10152-92DIN 17163-88UNI 5753UNE 36-310SIS JIS G3313ASTM A146SAE DC01+ZE Fe P01 ZE St 12 ZE SECC A591-CQ-DC03+ZE Fe P03 ZE RRSt 13 ZE SECD A591-DQ-DC04+ZE Fe P04 ZE St 14 ZE--DC05+ZE Fe P05 ZE-SECEN A591-DQSK-DC06+ZE Fe P06 ZE----=> Coating Thickness(EG)Nominal Minimum Zinc ThicknessMARKINGoz/sqf g/sqm g/sqm mic mtr mm(one side)0.01/0.0105/05 2.50.70EB0.03/0.0310/108.5 1.40.001E80.06/0.0620/2017.0 2.80.003E16ZE25/250.09/0.0930/3025.5 4.20.004E24ZE50/500.12/0.1240/4034.0 5.60.005E320.14/0.1445/450.15/0.1550/5042.570.006E40ZE75/750.17/0.1755/550.18/0.1860/6051.08.570/7059.59.980/8068.011.3New Amendments of EN Specification on Hot Dipped Galvanized Steel Sheet1. EN10142(1991) ; zinc & iron-zinc alloy coatings - Forming QualityAmendments Old Specification QualityDX51D+Z, DX51D+ZF FeP02G Bending & Profiling QualityDX52D+Z, DX52D+ZF FeP03G Drawing QualityDX53D+Z, DX53D+ZF FeP04G Deep Drawing QualityDX54D+Z, DX54D+ZF FeP05G Extra Deep Drawing Quality2. EN10147(1992) ; zinc & iron - zinc alloy coating - Tensile QualityAmendments Old Specification QualityS220GD+Z / S220GD+ZF FeE220G Structural Quality Grade - AS250GD+Z / S220GD+ZF FeE250G Structural Quality Grade - BS280GD+Z / S220GD+ZF FeE280G Structural Quality Grade - CS320GD+Z / S220GD+ZF FeE320G Structural Quality Grade - DS350GD+Z / S220GD+ZF FeE350GS550GD+Z FeE450G Structural Quality Grade - E※ The Number incorporated in the grade specification of each EN10147(1992) - tensile quality - relates to the minimumYIELD STRENGTH of the material.Remarks- In case of ASTM specification, the specification of Hot Dipped Galvanized Steel Sheet was unified as ASTM A653.However, the former specifications likely to ASTM A526, A527, A528, A642 & A446 are also used and available.- Bending Quality of EN specification is called as LOCKFORMING QUALITY in JIS or ASTM specification.。
DFMEA模板全解

DFMEA模板全解下工作不正常,可能导致清洗效果不佳或者清洗液泄漏。
建议修改储存和输送清洗液的产品的设计,确保其能够在要求的电压下正常工作。
同时,建议增加泄漏检测装置,确保清洗液不会泄漏。
根据前期产品设计经验,选取的线径匝数设计不合理,导致电机转速达不到要求,压力低。
建议重新设计线径匝数,确保电机能够达到要求的转速,并且保持足够的压力。
根据前期产品设计经验,选取的泵腔结构和叶轮设计不合理,导致喷射压力偏低。
建议重新设计泵腔结构和叶轮,确保喷射压力能够达到要求。
洗涤泵内部线圈按洗涤器工作温度要求选择,但是在高温下工作时电机容易短路,导致泵工作不正常,压力低。
建议选择符合工作温度的线体,并且增加电机保护措施,确保泵能够正常工作。
通过试验调整线匝数为2542,并且修改泵腔内部尺寸,确保洗涤泵叶轮设计合理,喷射压力达到要求。
在储存和输送清洗汽车风窗玻璃清洗液的产品中,要求其在要求的电压下工作正常,同时增加泄漏检测装置,确保清洗液不会泄漏。
洗涤器无法在低温环境下正常工作,导致清洗效果下降。
此外,洗涤器喷射的压力也会影响清洗效果,如果压力不足,则无法将挡风玻璃清洗干净。
因此,需要通过调整洗涤泵内部线圈的尺寸,选择合理的叶轮和耐高温的线体,来确保洗涤器在各种环境下都能正常工作并提供高效的清洗效果。
为了避免潜在的失效模式和后果,我们需要对洗涤器的设计进行DFMEA分析。
在分析中,我们发现洗涤器的工作电流过高,会导致使用寿命缩短和功能下降。
此外,在清洗过程中,洗涤器需要将清洗液通过输送管路和喷嘴喷射到挡风玻璃要求的位置上,如果压力不足,则无法完成清洗任务。
因此,我们建议通过调整洗涤泵内部线圈的尺寸、选择合理的叶轮和耐高温的线体,来确保洗涤器的正常工作和高效清洗。
针对以上建议,我们已经进行了试验和调整。
通过试验,我们选择了合适的叶轮和耐高温的线体,并调整了洗涤泵内部线圈的尺寸,以确保洗涤器在各种环境下都能正常工作并提供高效的清洗效果。
维阿托 USB HART 接口手册说明书

17-10-30 22:42D a t e o f i s s u e 2017-10-30915548_e n g .x m lConnectionHART field deviceModem Power supplyTest clips across HART device Test clips across load resistorLoad resistor 250 ...1100 Ohm PC or handheld•HART compliant for communication with any HART field device and error-free slave testing•Draws power from USB port, needs no external supply to power modem•Compact, rugged polycarbonate housing for industrial-grade reliability•USB 1.1 compliant•Integrated connector cable terminates in 2 test clips and 1 USB connector cable•Polarity insensitive test clips•Compatible with 32- and 64-bit Windows® 7, 8, XP, 10, or VistaApplicationThe Viator® USB HART Interface provides a flexible PC communication link to HART networks. It is used to commission, service, calibrate, and acquire data from any HART field device or transmitter. The interface is compact and rugged for field use.Features17-10-30 22:42D a t e o f i s s u e 2017-10-30915548_e n g .x mlSupplyInput current30 mA at 5 V Power supplyPowered by USB port , No external power required InterfaceInterface typeUSB port OutputSignal0.5 ± 0.1 Vpp trapezoidal wave at 1200/2200 Hz, 24 VDC at 40 mA to device Galvanic isolationOutput/interface1500 V DC Directive conformityElectromagnetic compatibilityDirective 2014/30/EUEN 61326-1:2013RoHSDirective 2011/65/EU (RoHS)EN 50581:2012Ambient conditionsOperating temperature-20 ... 50 °C (-4 ... 122 °F)Storage temperature-20 ... 60 °C (-4 ... 140 °F)Relative humidity0 ... 95 % non-condensing Mechanical specificationsDegree of protectionIP20ConnectionUSB (type A) Connector , red and black test clips Material PolycarbonateDimensions75 mm x 33 mm x 15 mm Cable length1.8 m 2-strand wire terminating in 2 test clips , 15.2 cm cable terminating in 1 USB type A connector General informationSupplementary information Observe the certificates, declarations of conformity, instruction manuals, and manuals where applicable. For information see .AccessoriesPACTware 4.1FDT FrameworkDTM Generic HART。
国标结构图集编号Microsoft Excel 工作表

43 04G329-4 44 04G329-5 45 04G329-6 46 04G329-2 47 04G329-7 48 04G329-8 49 04SG330 50 06SG331-1 51 05SG332 52 05G335 53 05G336 54 04G337 55 05SG343 56 04G353-1 57 04G353-2 58 04G353-3 59 04G353-4 60 04G353-5 61 04G353-6 62 05G359-1 63 05G359-2 64 05G359-3 65 05G359-4 66 07SG359-5 67 04G361 68 04G362 69 03G363 70 99SG212-3 71 05SG408 72 73 74 75 76 77 78 79 80 81
04SG518-2附:构
112 件详图 113 04SG518-3 114 04SG518-3 115 07SG518-4 116 01SG519 117 01(04)SG519 118 03SG519-1 119 04SG519-2 a b 120 03SG520-1 121 03SG520-2 122 05SG521-1 123 05SG521-2 124 05SG521-3 125 05SG521-4
257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301
02BGP03 07SG518-4(b) 07SG518-4(a) 05G359-1~4(b) 05G359-1~4(a) 96G433-1 HGT21640.12000(三) HG21590-1995 HGT21640.12000(二) HGT21640.2-2000 HGT21640.3-2000 G514(五) CDI02J G337(b) G337(a) G331(c) G331(b) G331(a) G324(b) G324(a) G323(二)(b) G323(二)(a) G320 94G329(一) CG332 98G517(一)~(五) 97G329-2 01SG516 GC02 96(03)SG612 97G361 97G329-3(b) 97G329-3(a) 96G101 95G325 93G322(二)b 93G322(二)a G611(六) G415(一)抗补 G353(五) G353(六) 87SG517(一) 95G415(七) 00G514-6 87SG517(四)
SAEJ2044 SEP 2002
汽车工程师学会技术标准委员会的规定:搣本报告由汽车工程师学会发表,旨在推动技术与工程科学的发展。
本报告的应用是完全自愿的,使用者应对本报告任何特定用途的适用性及适合性(包括因本报告产生的任何侵犯专利权的行为)承担全部责任。
汽车工程师学会至少每五年对所有技术报告实施一次审查,并有可能在此时重新确认、修订或撤销技术报告。
汽车工程师学会欢迎您提出书面的意见及建议。
版权所有© 2002 SAE (汽车工程师学会)国际版权所有。
未经汽车工程师学会的书面许可,不得复制、在检索系统中保存或以任何形式或通过任何方式(包括电子、机械、影印、录制或其它方式)传输本出版物的任何内容。
如需订购资料,请联系:电话:877-606-7323(美国与加拿大境内)电话:724-776-4970(美国境外)传真:724-776-0790电邮:custsvc@汽车工程师学会网址:水陆交通工具车辆 建议 惯例 J2044 修订标号 2002年9月 发布日期:1992-06 修订日期:2002-09 代替 J2044 1997年12月液体燃料和蒸汽/排放物系统快连接头规范目 录1.范围 ............................................................................................................................................................... 4 2.参考文献 ....................................................................................................................................................... 4 2.1 适用出版物 (4)2.1.1 SAE (汽车工程师学会)出版物 (4)2.1.2 ASTM 出版物 (4)2.2 相关出版物 (4)2.2.1 SAE (汽车工程师学会)的出版物 ............................................................................................................ 53.定义 ............................................................................................................................................................... 5 4.尺寸的名称 ................................................................................................................................................... 5 5.试验温度 ....................................................................................................................................................... 5 6.功能要求 ....................................................................................................................................................... 6 6.1 泄漏测试 . (6)6.1.1 测试程序(低压) (6)6.1.2 验收标准(低压) (6)6.1.3 测试程序(高压) (6)6.1.4 验收标准(高压) (8)6.1.5 测试程序(真空) (8)6.1.6 验收标准(真空) (8)6.2 组装施力 (8)6.2.1 测试程序(新部件) (8)6.2.2 测试程序 (9)6.2.3 验收标准 (9)6.3 拉离的施力 (9)6.3.1 测试程序 (10)6.3.2 验收标准 (10)6.4 侧向载荷能力 (10)6.4.1 测试程序 (11)6.4.2 验收标准(侧向负载泄漏试验) (11)6.4.3 试验要求(侧向负载断裂试验) (11)6.4.4 验收标准 (11)6.5 防蒸发排放 (12)6.5.1 测试程序 (12)6.5.2 验收标准 (12)6.6 电阻 (12)6.6.1 测试程序 (12)6.6.2 验收标准 (13)7. 设计验证/验证测试 (13)7.1 腐蚀 (13)7.1.1 测试程序 (13)7.1.2 验收标准 (13)7.2 氯化锌耐受性 (13)7.2.1 测试程序 (13)7.2.2 验收标准 (13)7.3 外部化学和环境耐受性 (14)7.3.1 测试程序 (14)7.3.2 流体或介质 (14)7.3.3 验收标准 (14)7.4 燃料的兼容性 (14)7.4.1 测试程序 (14)7.4.2 测试燃料 (15)7.4.3 试验要求 (15)7.4.4 验收标准 (15)7.5 寿命周期 (15)7.5.1 测试程序 (15)7.5.2 振动频率 (15)7.5.3 加速度 (15)7.5.4 振动的持续时间 (16)7.5.5 流体压力 (16)7.5.6 流体流量(只对液体燃料的快速连接接头) (16)7.5.7 试验持续时间 (16)7.5.8 试验周期 (16)7.5.9 验收标准 (17)7.6 流量限制 (19)7.6.1 测试程序 (19)7.6.2 验收标准 (19)7.7 高温爆裂 (19)7.7.1 测试程序 (19)7.7.2 验收标准 (19)8. 设计检查/验证和进程内测试矩阵 (19)9. 注 (20)9.1 边栏符号 (20)附录A 匹配管端模板举例 (21)1. 范围本SAE(汽车工程师学会)推荐惯例定义标准的插入式管端尺寸,以保证所有相同尺寸和标准管端连接器设计之间的互换性。
合格外协方评定准则

合格外协方评定准则NDF/J1303-20141.目的1.1为了严格外协工作控制,优先选择有良好质量和信誉能力的供方,确保外协质量,特制订本文件。
2.适用范围2.1适用于生产管理部外协管理员对外协单位及涂装车间对涂装供应商质量保障能力的评定依据。
3.工作程序3.1对合格供方的基本要求:3.1.1有法定营业执照。
3.1.2有专门的质量检验部门、检验作业指导书和专业的质量检验员,并有健全的管理制度。
3.1.3监视和测量器具严格按照国家相关规定进行定期校准,确保计量器具的准确有效性。
3.1.4产品检验记录齐全,检验方式科学可靠,对成品出公司严格控制。
3.1.5对员工的质量意识教育经常进行,近两年内无重大生产和产品质量事故发生。
3.1.6生产设施管理完善,生产能力可在一般情况下确保交货期的实现。
3.1.7有垫资能力,足够的技术人员、生产人员、生产场地和生产设备。
3.1.8通过质量管理体系和环境管理体系认证的可以做为优选条件之一。
3.2对供方评定程序:3.2.1对供方可对其进行先期试用,已有三个月以上稳定供货记录的可免进行。
3.2.2供方按要求提供样品,检验人员对样品进行检验,将检验情况反馈给生产管理部;样品如不合格可再送样,但最多不能超过两次。
3.2.3样品检验合格后,生产管理部通知供方小批量供货,样品检验、小批量试用均合格的供方,在完成三个月以上稳定供货以后经批准可列入《合格供方名单》。
3.2.4对有供货历史的供方可对其过去十二个月的《供方业绩评估表》代替以上评价方式,经过质检部核对无误,提出评定意见,经批准后可列入《合格供方名单》。
已有十二个月以上稳定供货记录的或通过质量体系认证的供方,经批准后可直接列入《合格供方名单》。
3.3供方产品如出现严重质量问题,生产管理部应向供方发出整改通知,如两次发出处理而质量没有明显改进的,应取消其供方资格。
3.4生产管理部每年对合格供方进行一次跟踪评定,填写《供方业绩评估表》,评价时按百分制,质量评分占60%,交货期评分占20%,其他(如价格、售后服务等)占20%。
DFMEA

40
机绕组 对机壳 的工频
2500V的耐压限值的工 频正弦耐电压试验,无 击穿现象,漏电流≤
无法满足工频 耐压要求
使用中,耐压 达不到,电机 性能受影响
7
耐电压 100 mA。
*
电机设计不 依照GB/T18488.1合理 2015标准设计
使用安规综 3 合测试仪检 2 42
测
ISG电 ISG电机绕组能耐受
电机设计不 依据技术协议,设 合理 计电机
电机设计不 依据技术协议,设 合理 计电机
*
电机设计不 依照GB/T18488.1合理 2015标准设计
*
电机设计不 依照GB/T18488.1合理 2015标准设计
1 委外检测 4 20
1 委外检测 4 20
1 委外检测 4 20
3 电桥检测 2 30
3 电桥检测 2 30
机控制 器安装
Φ14(mm)
孔径
产品名称
产品型号 项目工程师
审核
类别
编制日期 日期 批准
NO 修订日期 版本
① 变更 ② 履历 ③
④ ⑤
修订内容
修订人
严管
潜在失效模式
潜在失效后果
重 度
制 特
(S) 性
失效的潜在 原因/机理
现行过程控制
控制预防
频度 (O)
控制探测
探 风险 测 顺序 度数 (D) RPN
建议措施
改善措施效果确认
负责
采取的措 施
严重度(S)
频度 (O)
探测 度(D)
RPN
过压或欠压
电机控制器无 法工作,电驱 8 动无法工作
*
供电系统出 现问题
DFMEA检查表

锦湖芳纶复合帘子布
规格/型号
Aramid1500D/1P+Ny1260D/1p-25E
顾客零件编号
/
问题
是
否
所要求的意见/措施
负责部门/负责人
完成日期
1
是否使用克莱斯勒、福特和通用汽车公司的指南制定过程FMEA?
是
CFT
2015.1.14
2
所有影响配合、功能、耐久性、政府法规和安全性的操作是否已被识别
是
CFT
2015.1.14
7
当纠正措施完成后,风险顺序数是否作了修改?
是
CFT
2015.1.14
8
当完成设计更改时,是否修改了高严重度数?
是
CFT
2015.1.14
9
对以后的操作组装和产品,在影响上是否考虑了顾客?
是
CFT
2015.1.14
Байду номын сангаас10
在制定过程FMEA时,是否借助于保修信息?
是
CFT
2015.1.14
2015bltqrjs33产品名称锦湖芳纶复合帘子布规格型号aramid1500d1pny1260d1p25e顾客零件编号措施负责部门负责人完成日期是否使用克莱斯勒福特和通用汽车公司的指南制定过程fmea
山东海龙博莱特化纤有限责任公司
DFMEA检查表
制定部门:技术中心制定日期:2015年1月14日
BLT/QR-JS-33
并按顺序列出?
是
CFT
2015.1.14
3
是否考虑了类似零件的FMEA?
是
CFT
2015.1.14
4
是否对已发生事件和保修数据进行了评审?
空气压缩机油清洗剂的执行标准
空气压缩机油清洗剂的执行标准空气压缩机油清洗剂执行标准空气压缩机油清洗剂是专门用于清洗空气压缩机中的油污的特殊清洁剂。
其执行标准由以下规范规定:1. 国家标准GB/T 30242-2014 空气压缩机油清洗剂该国标规定了空气压缩机油清洗剂的技术要求、试验方法、检验规则、包装、标志和产品标签等内容。
2. 行业标准CB/T 3414-2018 机械设备用清洗剂通用技术条件该行标适用于机械设备用清洗剂,包括空气压缩机油清洗剂。
其内容涵盖了清洗剂的分类、术语、技术要求、试验方法、检验规则、标志、标签、包装、储存和运输等方面。
3. 美国材料与试验协会(ASTM)标准ASTM D4057 确定清洗剂性能的标准试验方法该标准提供了评估清洗剂清洁性能的标准试验方法。
4. 国家润滑脂制造商协会(NLGI)标准NLGI L100 润滑脂测试方法该标准提供了测试润滑脂性能的标准方法,其中包括空气压缩机油清洗剂中使用的润滑剂性能测试。
5. 其他标准除了上述标准外,空气压缩机油清洗剂还可能符合以下标准:ISO 10076-1 润滑脂:第 1 部分:分类DIN 51502 润滑剂:清洗剂:要求和试验方法BSI 6399-3 润滑脂:第 3 部分:性能测试执行标准要求根据上述标准,空气压缩机油清洗剂应满足以下要求:清洁能力:有效去除油污、积碳和杂质。
润滑性:在清洁过程中提供润滑,防止设备磨损。
腐蚀性:对空气压缩机部件无腐蚀性。
环境保护:不含对环境有害的物质。
使用安全:使用和储存安全。
包装:符合相关危险品运输和储存法规。
标签:明确标注产品名称、用途、成分、使用方法、注意事项等信息。
选择空气压缩机油清洗剂在选择空气压缩机油清洗剂时,应考虑以下因素:清洗需求:清洗油污的类型和程度。
压缩机类型:活塞式、螺杆式或离心式。
执行标准:确保清洗剂符合相关标准。
品牌信誉:选择来自信誉良好、有经验的制造商的产品。
使用注意使用空气压缩机油清洗剂时,务必按照产品说明进行操作。
any 1型泥浆三件套标准
any 1型泥浆三件套标准
1. 一般情况下,1型泥浆三件套的标准由国际石油工程师学会(SPE)和美国石油学会(API)颁发,其中包括:
- 管柱(Drill pipe):标准长度一般为30英尺,钢级根据需要而定,一般为G105、S135等。
管柱连接方式一般为非扭接,如接头型号为NC26、NC31等。
- 钻铤(Bit):直径根据需要而定,一般为6.25英寸至17.5英寸,可配备不同类型的齿轮(如三角齿、钢牙等),以满足不同地层的要求。
- 钻头(Mud motor):主要用于驱动钻杆旋转,推动钻头向下钻进。
马力根据需要而定,一般为200马力至1000马力。
连接方式一般为扭接,如型号为6 5/8 IF等。
2. 此外,还有一些国内标准:
- GB/T 23864-2009《岩土钻进水泥搅拌器》:该标准适用于土工钻进应用中的水泥搅拌器。
主要规定了搅拌器的技术条件、试验方法、标志、包装、质量证明等方面的要求。
- SY/T 5054-2002《石油天然气工业钻井技术标准》:该标准是我国石油天然气工业中应用最广泛的标准之一,涉及到钻井工艺、设备选型、井口管理等方面问题的规范。
- API Spec 7-1《钻杆、修补钻杆、上转接与下转接、稳定器和
钻头饰套规范》:该标准规定了口径为2 3/8英寸至6 5/8英寸的钻杆、修补钻杆、上转接与下转接、稳定器和钻头饰套的技术条件、试验方法、标志、包装、质量证明等方面的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Part Analysis Report: SK13-3543-01 Draft angle-1
6.There is no draft angle on cavity side , so we suggest to cut plastic by 1 °draft angle
on cavity side.
4
Part Analysis Report: SK13-3543-01 Parting line-2
Cavity
PL Core
3.Please confirm the parting line as the picture shown. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
8
Part Analysis Report: SK13-3543-01 Gate
8. Please confirm the gate type and location. Customer comments:
Reduce plastic of red area for making Sub gate
Cavity
PL Core
2.Please confirm the parting line as the picture shown. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
1. Plastic material: PC/ABS
2. Shrinkage rate: ?
3. Cavity No.: 1X1
4 . Mold type: 2 plates
5. Cavity & core steel: Cavity : Stavax ESR (HRC50-52) Core : Stavax ESR (HRC48-50)
Part review lists:
- General information - Parting line - Part structure -Cavity and core inserts - Draft angle -Gate - Mold flow result -Ejection - Mark & Engraving
7.There is no draft angle on core side , so we suggest to cut plastic by 1 °draft angle on core side.
Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
6
Part Analysis Report: SK13-3543-01 Core inserts
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
9
Part Analysis Report: SK13-3543-01 Mold flow result
Part Analysis Report: SK13-3543-01
Project/Model:RFQ - for Production Tools of McLaren SK13-3543-00 11 Partnumber/Name: SK13-3543-01 Wellmei tool number:SJ1410028 Client product file version :
9.It will be sent to you later. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956 10
Part Analysis Report: SK13-3543-01 Marking & Engraving
11.If the product need engraving,Please provide engraving content and location, thanks! Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956 12
13
5
Part Analysis Report: SK13-3543-01 Part structure
1.5mm
0.1mm(4X) SEC
4. To avoid sink mark,reduce plastic as picture,please confirm. Customer comments:
Part Analysis Report: SK13-3543-01 Ejection system
10. Please confirm the ejection system. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956 11
6. Surface requirement: Cavity : according 2d drawing Core : according 2d drawing
1.Please provide the shrinkage rate and surface requirement. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
3
Part Analysis Report: SK13-3543-01 Parting line-1
produce picture
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956 www.welHale Waihona Puke
1
Part Analysis Report: SK13-3543-01
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
2
Part Analysis Report: SK13-3543-01 General information
5.Please confirm. Customer comments:
Wellmei Mold & Plastics Ind. (HK) Co., Ltd. Tel.: 0086-769-85301333 , Fax.: 0086-769-85316956
7