《锅炉压力容器制造许可条件》
《锅炉压力容器制造监督管理办法》.doc
《锅炉压力容器制造监督管理办法》第一章总则第一条为加强对锅炉压力容器制造的监督管理,保证锅炉压力容器产品的安全性能,保障人身财产安全,根据《锅炉压力容器安全监察暂行条例》的有关规定,制定本办法。
第二条在中华人民共和国境内制造、使用的锅炉压力容器,国家实行制造资格许可制度和产品安全性能强制监督检验制度。
第三条进出口锅炉压力容器按照《中华人民共和国进出口商品检验法》、《中华人民共和国进出口商品检验法实施条例》及《中华人民共和国进出口锅炉压力容器监督管理办法(试行)》的规定执行。
其中,制造资格许可及其管理、产品安全性能监督检验按照本办法执行。
第四条本办法所称锅炉压力容器是指:(一)锅炉。
1. 承压蒸汽锅炉;2. 承压热水锅炉;3. 有机热载体锅炉。
(二)压力容器。
1. 最高工作压力大于及等于0.1MPa(表压),且压力与容积的乘积大于及等于2.5MPa·l的盛装气体、液化气体和最高工作温度高于及等于标准沸点的液体的各种压力容器;2. 公称工作压力大于及等于0.2MPa(表压),且压力与容积的乘积大于及等于1.0MPa·l的盛装气体、液化气体和标准沸点低于60℃液体的各种气瓶;3. 医用氧舱。
本办法不适用于船舶、铁路机车、航空器、军事装备和核设施中使用的锅炉压力容器以及额定热功率小于0.1MW且输出热水温度低于及等于90℃的电或燃气加热热水器。
第五条国家质量监督检验检疫总局(以下简称国家质检总局)负责本办法所规定的锅炉压力容器制造的监督管理工作;地方各级质量技术监督部门负责本行政区域内的锅炉压力容器制造的监督管理工作。
国家质检总局和地方各级质量技术监督部门内设的锅炉压力容器安全监察机构(以下简称安全监察机构)负责本办法的具体实施。
第二章制造许可第六条境内制造、使用的锅炉压力容器,制造企业必须取得《中华人民共和国锅炉压力容器制造许可证》(以下简称《制造许可证》)。
未取得《制造许可证》的企业,其产品不得在境内销售、使用。
TSG-07-2019-特种设备生产和充装单位许可规则

TSG特种设备安全技术规范TSG 07—2019特种设备生产和充装单位许可规则Regulation for Production and Filling Licensing ofSpecial Equipment国家市场监督管理总局颁布2019年5月13日前 言为配合特种设备行政许可改革,完善相关配套要求,2017年5月,原国家质量监督检验检疫总局(以下简称原质检总局)特种设备安全监察局(以下简称特种设备局)向中国特种设备检测研究院(以下简称中国特检院)下达《特种设备生产单位许可规则》(以下简称《许可规则》)的起草任务书,要求以原有的许可相关规章、规范性文件、安全技术规范,以及前期已陆续开展的对有关设备许可规则和条件的修订工作为基础,形成关于特种设备生产和充装单位许可的综合性安全技术规范。
2017年5月,中国特检院组织有关专家成立起草组,在北京召开工作会议,制定《许可规则》的起草工作方案,确定《许可规则》的制定原则、需要解决的主要问题和重点内容,以及结构(章节)框架,成立综合组以及各类设备许可条件起草小组,并且就起草工作进行具体分工,明确时间进度要求。
2017年10月,起草形成《许可规则》草案。
之后,根据特种设备行政许可改革的有关要求以及许可目录的调整,《许可规则》起草组和各小组又多次召开工作会议,对草案内容进行修改、完善。
2019年1月,形成《许可规则》征求意见稿。
2019年2月,国家市场监督管理总局发布公告,征求基层部门、有关单位和专家及公民的意见,同时向WTO/TBT进行了通报。
2019年3月,各起草小组分别召开会议,对征求到的意见进行研究和讨论,修改形成送审稿,特种设备局将送审稿提交特种设备安全与节能技术委员会审议。
起草组根据审议意见进行修改、完善后,形成报批稿。
2019年5月13日,《许可规则》由国家市场监督管理总局批准颁布。
《许可规则》依据《特种设备安全法》《行政许可法》《特种设备安全监察条例》《特种设备生产单位许可目录》等法律、法规和文件的规定,在原有的各类设备许可条件的基础上,进行适当调整,统一各类特种设备生产和充装单位许可的通用条件、程序和要求,明确各类特种设备的专项许可条件,形成一部特种设备生产和充装单位许可的综合规范。
压力容器相关法规、规章、标准目录

法规、规章、标准目录一、法规1.国务院令(第373号)《特种设备安全监察条例》2.国家质量监督检验检疫总局令〔2002〕22号《锅炉压力容器制造监督管理办法》3.国质检锅令〔2003〕194号《锅炉压力容器制造许可条件》4.国质检锅令〔2003〕194号《锅炉压力容器制造许可工作程序》5.国质检锅令〔2003〕194号《锅炉压力容器产品安全性能监督检验规则》6.质技监局锅发〔1999〕154号《压力容器安全技术监察规程》7.国质检锅(2002)l09号《锅炉压力容器压力管道焊工考试与管理规则》8.国质检锅(2003)248号《特种设备无损检测人员考核与监督管理规则》9.TSGR-1001-2008 《压力容器压力管道设计许可规则》10.TSGZ0004-2007 《特种设备制造、安装、改造、维修质量保证体系基本要求》11.TSGZ0005-2007 《特种设备制造、安装、改造、维修许可鉴定评审细则》12.GB/T19000-2000 《质量管理体系基础和术语》13.GB/T19001-2000 《质量管理体系要求》14.GB/T19004-2000 《质量管理体系业绩改进指南》二、制造与检验1 GB150-1998 《钢制压力容器》,(第1号、第2号修改单)2 GB151-1999 《管壳式换热器》,(第1号修改单)3 JB/T4710-2005 《钢制塔式容器》4 JB/T4735-1997 《钢制焊接常压容器》5 HG/T20569-94 《机械搅拌设备》6 HG21563-21572-95 《搅拌传动装置》7 HG21537.7-8-92 《搅拌传动装置》8 HG21503-92 《钢制固定式薄管板列管换热器》9 HG/T2806-1996 《奥氏体不锈钢压力容器制造管理通则》10 GB/T324-2008《焊缝符号表示法》11 GB/T985.1-2008 《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》12 GB/T985.2-2008 《埋弧焊用推荐坡口》13 JB4708-2000 《钢制压力容器焊接工艺评定》14 JB/T4709-2000 《钢制压力容器焊接规程》15 JB4744-2000 《钢制压力容器产品焊接试板的力学性能检验》16 JB/T4730.1-6-2005 《承压设备无损检测》17 JB/T4711-2003 《压力容器涂敷与运输包装》18 GB/T229-2007 《金属材料夏比摆锤冲击试验方法》19 GB/T232-1999 《金属材料弯曲试验方法》20 GB/T228-2002 《金属材料室温拉伸试验方法》21 GB/T223-91 《钢铁及合金化学分析方法》22 GB/T2649-89 《焊接接头机械性能试验取样方法》23 GB/T2650-2008 《焊接接头冲击试验方法》24 GB/T2651-2008 《焊接接头拉伸试验方法》25 GB/T2652-2008 《焊缝及熔敷金属拉伸试验方法》26 GB/T2653-2008 《焊接接头弯曲及压扁试验方法》27 JB/T4712.1-4-2007 《容器支座》28 JB/T4736-2002 《补强圈》29 HG20660-2000 《压力容器中化学介质毒性危险和爆炸危险程度分类》30 JB/T4731-2005 《钢制卧式容器》三、材料1 GB/T3274-2007 《碳素结构钢和低合金结构钢热轧厚钢板及钢带》2 JB4733-1996 《压力容器用爆炸不锈钢复合钢板》3 GB713-2008 《锅炉和压力容器用钢板》4 GB/T4237-2007 《不锈钢热扎钢板和钢带》5 JB4726-4728-2000 《压力容器用钢锻件》及修改单6 GB/T710-2008 《优质碳素结构钢热扎薄钢板和钢带》7 GB/T1591-2008 《低合金高强度结构钢》8 GB/T711-2008 《优质碳素结构钢热扎厚钢板和钢带》9 GB/T8165-2008 《不锈钢复合钢板和钢带》10 GB3087-2008 《低中压锅炉用无缝钢管》11 GB/T8163-2008 《输送流体用无缝钢管》12 GB/T14976-2002 《流体输送用不锈钢无缝钢管》13 JB/T4746-2002 《钢制压力容器用封头》14 GB/T5117-1995 《碳钢焊条》15 GB/T983-1995 《不锈钢焊条》16 GB/T5118-1995 《低合金钢焊条》17 GB/T14957-94 《熔化焊用钢丝》18 GB/T8110-2008 《气体保护电弧焊用碳钢、低合金钢焊丝》19 YB/T5091-93 《惰性气体保护焊用不锈钢棒及钢丝》20 YB/T5092-2005 《焊接用不锈钢丝》21 GB/T5293-1999 《埋弧焊用碳钢焊丝和焊剂》22 HG20592-20635-1997 《钢制管法兰、垫片、紧固件》23 JB4700-4707-2000 《压力容器法兰》及标准勘误差24 JB4728-2000 《压力容器用不锈钢锻件》25 HG21594-21604-1999 《不锈钢人孔、手孔》26 HG/T21584-1995 《磁性液面计》27 JB/T4747.1-4747.6-2007 《承压设备用焊接材料技术条件》28 GB3531-2008《低温压力容器用低合金钢钢板》29 HG/T21514-21535-2005 《钢制人孔和手孔》。
特种设备之锅炉、压力容器的生产应符合什么条件
特种设备之锅炉、压力容器的生产应符合什么条件特种设备之锅炉、压力容器的生产应符合什么条件?特种设备生产单位对其生产的特种设备的安全性能和能效指标负责,不得生产不符合安全性能要求和能效指标的特种设备,不得生产国家产业政策明令淘汰的特种设备。
第一条压力容器的设计单位应当经国务院特种设备安全监视管理部门许可,方可从事压力容器的设计活动。
压力容器的设计单位应当具备以下条件:(一)有与压力容器设计相适应的设计人员、设计审核人员;(二)有与压力容器设计相适应的场所和设备;(三)有与压力容器设计相适应的健全的管理制度和责任制度。
第二条锅炉、压力容器中的气瓶(以下简称气瓶)、氧舱和客运索道、大型游乐设施以及高耗能特种设备的设计文件,应当经国务院特种设备安全监视管理部门核准的检验检测机构鉴定,方可用于制造。
第三条按照安全技术规范的要求,应当开展型式试验的特种设备产品、部件或者试制特种设备新产品、新部件、新材料,必须开展型式试验和能效测试。
第四条锅炉、压力容器、电梯、起重机械、客运索道、大型游乐设施及其安全附件、安全保护装置的制造、安装、改造单位,以及压力管道用管子、管件、阀门、法兰、补偿器、安全保护装置等(以下简称压力管道元件)的制造单位和场(厂)内专用机动车辆的制造、改造单位,应当经国务院特种设备安全监视管理部门许可,方可从事相应的活动。
前款特种设备的制造、安装、改造单位应当具备以下条件:(一)有与特种设备制造、安装、改造相适应的专业技术人员和技术工人;(二)有与特种设备制造、安装、改造相适应的生产条件和检测手段;(三)有健全的质量管理制度和责任制度。
第五条特种设备出厂时,应当附有安全技术规范要求的设计文件、产品质量合格证明、安装及使用维修说明、监视检验证明等文件。
国家局文件203号144号

(一)对压力容器制造品种范围的限制 1)、对A1级压力容器制造许可中的高压容器,只 需注明单层高压或多层高压。如A1、A1(限多层 高压)或A1(限单层高压)。 2)、对A3级压力容器制造许可证书,不加注明的 为球形容器现场组焊资格,如A3;只压制球壳板 或封头的,分别注明“仅限球壳板压制”或“仅 限封头压制”,如A3(限球壳板压制)或A3(限 封头压制);若既具备球形容器现场组焊资格, 又具备球壳板或封头压制资格的,则注明“含球 壳板压制”或“含封头压制”,如A3(含球壳板 压制)或A3(含封头压制)。
(b)热处理及卷板机条件
《锅炉压力容器制造许可条件》中规定的A1级压力容器 制造单位中制造高压容器的企业,应有满足要求的热处理 设备的内容调整为:制造高压容器的企业,可根据实际需 要自行或委托具备相应条件的企业进行热处理。 《锅炉压力容器制造许可条件》规定的A2级压力容器制造 许可条件中规定的卷板机条件的内容调整为:压力容器制 造企业应当具备与主要产品相适应的卷板能力。如卷板能 力不能满足个别产品的要求时,可委托分包方进行,但筒 体纵焊缝焊接工作应当由压力容器制造企业完成。 属上述情况的企业,在提交申请资料时应当提供相应 的质量控制程序文件。
B、关于许可条件 (a)无损检测人员条件
《锅炉压力容器制造许可条件》中规定的A级 锅炉和A1级、C级压力容器制造企业应具备RT、UT 高级无损检测人员的相应内容调整为:应当具备 持中级RT和UT无损检测证书4年以上(含4年)的 无损检测人员和以上资格人员。 《锅炉安装改造单位管理规则》中规定的1级 锅炉安装改造单位应当具备RT高级无损检测人员 的内容调整为:应当具备持中级RT无损检测证书4 年以上(含4年)的无损检测人员或以上资格人员。
1、《关于锅炉压力容器制造许可管理工作有 关问题的意见》国质检特函[2005]203号 文件
《锅炉压力容器制造监督管理办法》总局令第22号
《锅炉压力容器制造监督管理办法》总局令第22号《锅炉压力容器制造监督管理办法》已经2002年7月1日国家质量监督检验检疫总局局务会议审议通过,现予公布,自2003年1月1日起施行。
1993年9月29日原劳动部《进口锅炉压力容器安全质量许可制度实施办法》同时废止。
局长二○○二年七月十二日锅炉压力容器制造监督管理办法第一章总则第一条为加强对锅炉压力容器制造的监督管理,保证锅炉压力容器产品的安全性能,保障人身财产安全,根据《锅炉压力容器安全监察暂行条例》的有关规定,制定本办法。
第二条在中华人民共和国境内制造、使用的锅炉压力容器,国家实行制造资格许可制度和产品安全性能强制监督检验制度。
第三条进出口锅炉压力容器按照《中华人民共和国进出口商品检验法》、《中华人民共和国进出口商品检验法实施条例》及《中华人民共和国进出口锅炉压力容器监督管理办法(试行)》的规定执行。
其中,制造资格许可及其管理、产品安全性能监督检验按照本办法执行。
第四条本办法所称锅炉压力容器是指:(一)锅炉。
1. 承压蒸汽锅炉;2. 承压热水锅炉;3. 有机热载体锅炉。
(二)压力容器。
1. 最高工作压力大于及等于0.1MPa(表压),且压力与容积的乘积大于及等于2.5MPa·l的盛装气体、液化气体和最高工作温度高于及等于标准沸点的液体的各种压力容器;2. 公称工作压力大于及等于0.2MPa(表压),且压力与容积的乘积大于及等于1.0MPa·l的盛装气体、液化气体和标准沸点低于60℃液体的各种气瓶;3. 医用氧舱。
本办法不适用于船舶、铁路机车、航空器、军事装备和核设施中使用的锅炉压力容器以及额定热功率小于0.1MW且输出热水温度低于及等于90℃的电或燃气加热热水器。
第五条国家质量监督检验检疫总局(以下简称国家质检总局)负责本办法所规定的锅炉压力容器制造的监督管理工作;地方各级质量技术监督部门负责本行政区域内的锅炉压力容器制造的监督管理工作。
锅炉压力容器制造许可条件
锅炉压力容器制造许可条件锅炉压力容器是工业生产中广泛使用的设备,用于储存、输送或加工压缩气体、液体和蒸汽。
由于其高压、高温等特殊的工作环境,若不合格制造或管理,将发生严重的事故,导致人员伤亡和财产损失。
因此,为了确保锅炉压力容器的安全和可靠性,政府颁布了相关的制造许可条例和标准,以规范锅炉压力容器的设计、制造和管理。
应取得的许可证件1. 制造许可证《锅炉压力容器制造许可规定》强制规定,所有锅炉压力容器制造企业,必须在制造前取得制造许可证并得以正式开工生产。
制造许可证的发放必须由国家质量监督检验机构或者其他官方认可的第三方机构进行评估,对锅炉压力容器制造企业进行监督,确保其制造产品的符合国家、行业标准和相关法律法规,保障产品质量和安全。
2. 计量认证证书锅炉压力容器制造企业需要具备计量管理体系以确保生产出的产品达到国家标准并符合质量要求,因此需要取得计量认证证书。
计量认证证书是对企业计量管理体系的认可,通过考核检验的企业能持有该证书,证书有效期为3年,计量认证的目的是确保锅炉压力容器的质量。
制造条件锅炉压力容器制造企业必须满足以下条件:1. 企业规模锅炉压力容器制造企业应该具有规范的组织机构和管理体系,并拥有完备的专业设备和技术人员,负责制造工作的职称注册人员应占全体员工的比例超过20%。
键入代码123企业的生产场地面积应不小于500平方米。
2. 设计能力锅炉压力容器制造企业需要具备完善的设计能力和组织检验、测试的能力,从而确保其产品的生产符合国家法规的要求。
企业必须确保其产品的设计、生产和检验均符合国家标准并具备合理性,以确保在生产中不出现首单失误,从而达到安全、可靠、优质、高效的生产效果。
3. 产品质量锅炉压力容器的生产过程中,质量的把控是关键因素。
企业需要具有一套完善的质量控制体系,如客户投诉处理体系、质量承诺体系和整个生产过程的检验记录。
企业应制定质量管理体系文件,以确保在产品设计、制造、生产和安装过程中的每个环节都能严格按照规范的程序实施,以确保产品质量符合国家和行业标准的要求。
压力容器制造单位资格认可与管理规则
压力容器制造单位资格认可与管理规则文章属性•【制定机关】劳动和社会保障部(已撤销)•【公布日期】1995.08.01•【文号】•【施行日期】1996.01.01•【效力等级】部门规范性文件•【时效性】失效•【主题分类】质量管理和监督正文压力容器制造单位资格认可与管理规则(1995年8月1日劳动部发布)第一章总则第一条为了加强对压力容器制造(含现场组焊,下同)单位的监督检查,使压力容器制造单位资格认可工作规范化,根据《锅炉压力容器安全监察暂行条例》的规定,制定本《规则》。
第二条制造压力容器的单位,应根据所制造的压力容器产品,按“压力容器制造许可证级别划分”(见附件一)的范围,取得相应的《压力容器制造许可证》。
第三条《压力容器制造许可证》分存档用和悬挂用两种(其形式见附件二)。
压力容器制造许可证实行分级管理,AR级、CR级和DR1-4级制造许可证由劳动部颁发(包括AR级、CR级和DR1-4级许可证中含BR级或DR5级的,下同);BR级和DR5级制造许可证由省级劳动部门颁发,报劳动部职业安全卫生与锅炉压力容器监察局(以下简称职安与锅炉局)备案。
对AR5级医用氧舱制造单位的条件和审查要求,另行规定。
第四条《压力容器制造许可证》有效期为5年。
有效期满当年,持证单位必须按规定办理换证手续。
逾期不办,或未被批准换证,即失去制造资格,由发证机关注销原制造许可证。
第五条持有压力容器制造许可证的单位必须接受各级劳动部门锅炉压力容器安全监察机构的监督检查。
第二章制造单位条件第六条压力容器制造单位必须具备以下条件:1.法人或法人授权的组织;2.健全的压力容器质量保证体系;3.适应压力容器生产和管理需要的技术力量;4.满足生产要求的完好的生产设备、检测手段和场地、厂房;5.生产合格产品的能力。
第七条为保证压力容器产品的质量,压力容器制造单位应根据压力容器有关法规、规章、标准的要求,结合本单位的实际情况,按照GB/T19000《质量管理和质量保证》系列标准的规定,选择适合本单位的质量体系模式,建立健全的压力容器质量保证体系。
锅炉压力容器制造许可条件

锅炉压力容器制造许可条件第一章总则第一条根据《锅炉压力容器制造监督管理办法》(以下简称《管理办法》)中的要求,制定本条件。
第二条本条件适用于《管理办法》中所规定的锅炉压力容器制造企业(以下简称企业)。
第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成。
资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转。
企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力。
第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。
所委托的工作由被委托的企业出具相应的报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围。
专项条件要求具备的内容不得分包。
第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包。
第二章锅炉制造许可资源条件要求第一节基本条件第七条提出锅炉制造许可申请的企业应具有独立法人资格,并在当地政府相关部门注册登记。
第八条锅炉制造企业必须具备适应锅炉制造和管理需要的技术力量。
(一)应配备锅炉制造、机械加工、无损检测、焊接、材料、质量管理等各类工程技术人员。
A、B级许可证企业工程技术人员比例不少于本企业职工的10%,C、D级许可证企业工程技术人员比例不少于本企业职工数的5%,且不少于5人。
其中锅炉制造企业必须配备足够数量且能满足制造需要的锅炉和焊接专业技术人员。
(二)制造锅炉的各个环节(设计、工艺、材料、冷作、热加工、机加工、成型加工、焊接、无损检测、热处理、压力试验、产品检验、标准化、计量、质量管理等)须相关责任工程师负责。
国家质量监督检验检疫总局公告2012年第151号――关于承压特种设备制造许可有关事项的公告

国家质量监督检验检疫总局公告2012年第151号――关于承压特种设备制造许可有关事项的公告文章属性•【制定机关】国家质量监督检验检疫总局(已撤销)•【公布日期】2012.10.11•【文号】国家质量监督检验检疫总局公告2012年第151号•【施行日期】2012.10.11•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】质量管理和监督正文国家质量监督检验检疫总局公告(2012年第151号)关于承压特种设备制造许可有关事项的公告为进一步规范进口承压特种设备制造许可要求,现将有关事项公告如下:一、制造许可要求(一)锅炉、压力容器、气瓶及其安全附件、安全保护装置(包括安全阀、爆破片和气瓶瓶阀)的制造单位和压力管道用安全阀、爆破片的制造单位应当取得特种设备制造许可。
(二)其它进口压力管道元件暂不要求取得特种设备制造许可,但应当符合中国安全技术规范和国家标准的强制性要求。
首次进口的压力管道元件应当由质检总局核准的压力管道元件型式试验机构进行型式试验。
压力管道元件进口报检时,应当向出入境检验检疫部门提交型式试验机构出具的型式试验合格证明,经安全性能检验合格,可以在中国境内销售和使用。
随进口锅炉压力容器整机配套出厂的压力管道元件无需进行型式试验,其产品质量由锅炉压力容器制造厂负责,并应随进口锅炉压力容器同时进行产品安全性能检验。
二、质量保证体系要求从本公告发布之日起六个月后,境外取(换)制造许可证的锅炉压力容器制造企业的质量保证体系应当满足《特种设备制造安装改造维修质量保证体系基本要求》(TSG Z0004-2007)。
三、基本安全要求压力容器安全质量应当满足其所适用的压力容器安全技术监察规程所规定的基本安全要求。
固定式压力容器和移动式压力容器产品,无法采用中国标准制造时,持证企业可以采用国际上广泛使用的成熟标准进行设计制造,同时应向质检总局特种设备许可办公室(以下简称许可办)提交其产品符合中国安全规范规定的压力容器基本安全要求的申明(以下简称“符合性申明”)和其产品与符合压力容器基本安全要求的比照表(以下简称“比照表”),同一类型且相同设计参数的产品,符合性申明和比照表只需提交一次。
压力容器制造许可具体条件相关法规

压力容器制造许可具体条件的相关法规》《锅炉压力容器制造许可条件》》中华人民共和国国家质量监督检验检疫总局令第22号《锅炉压力容器制造监督管理办法》已经2002年7月1日国家质量监督检验检疫总局局务会议审议通过,现予公布,自2003年1月1日起施行。
1993年9月29日原劳动部《进口锅炉压力容器安全质量许可制度实施办法》同时废止。
局长:李长江二○○二年七月十二日锅炉压力容器制造监督管理办法第一章总则第一条为加强对锅炉压力容器制造的监督管理,保证锅炉压力容器产品的安全性能,保障人身财产安全,根据《锅炉压力容器安全监察暂行条例》的有关规定,制定本办法。
第二条在中华人民共和国境内制造、使用的锅炉压力容器,国家实行制造资格许可制度和产品安全性能强制监督检验制度。
第三条进出口锅炉压力容器按照《中华人民共和国进出口商品检验法》、《中华人民共和国进出口商品检验法实施条例》及《中华人民共和国进出口锅炉压力容器监督管理办法(试行)》的规定执行。
其中,制造资格许可及其管理、产品安全性能监督检验按照本办法执行。
第四条本办法所称锅炉压力容器是指:(一)锅炉。
1. 承压蒸汽锅炉;2. 承压热水锅炉;3. 有机热载体锅炉。
(二)压力容器。
1. 最高工作压力大于及等于(表压),且压力与容积的乘积大于及等于·l的盛装气体、液化气体和最高工作温度高于及等于标准沸点的液体的各种压力容器;2. 公称工作压力大于及等于(表压),且压力与容积的乘积大于及等于·l的盛装气体、液化气体和标准沸点低于60℃液体的各种气瓶;3. 医用氧舱。
本办法不适用于船舶、铁路机车、航空器、军事装备和核设施中使用的锅炉压力容器以及额定热功率小于且输出热水温度低于及等于90℃的电或燃气加热热水器。
第五条国家质量监督检验检疫总局(以下简称国家质检总局)负责本办法所规定的锅炉压力容器制造的监督管理工作;地方各级质量技术监督部门负责本行政区域内的锅炉压力容器制造的监督管理工作。
锅炉压力容器产品安全性能监督检验规则 国质检锅[2003]194号.
![锅炉压力容器产品安全性能监督检验规则 国质检锅[2003]194号.](https://img.taocdn.com/s3/m/5818d5ef26fff705cc170a7d.png)
国家质量监督检验检疫总局文件国质检锅[2003]194号关于印发《锅炉压力容器制造许可条件》、《锅炉压力容器制造许可工作程序》、《锅炉压力容器产品安全性能监督检验规则》的通知各省、自治区、直辖市、计划单列市及新疆生产建设兵团质量技术监督局,有关单位:为了规范锅炉压力容器的制造监督管理工作,保证锅炉压力容器产品的安全性能,保障人身财产安全。
根据《锅炉压力容器制造监督管理办法》(国家质量监督检验检疫总局令第22号),总局制定了《锅炉压力容器制造许可条件》、《锅炉压力容器制造许可工作程序》和《锅炉压力容器产品安全性能监督检验规则》,自2004年1月1日起实施。
现印发你们,请认真贯彻执行。
执行中如发现问题,请及时报总局锅炉压力容器安全监察局。
附件:1. 《锅炉压力容器制造许可条件》2. 《锅炉压力容器制造许可工作程序》3.《锅炉压力容器产品安全性能监督检验规则》二〇〇三年七月一日附件3 锅炉压力容器产品安全性能监督检验规则第一章总则第一条为加强锅炉压力容器产品安全性能监督检验(以下简称监检)工作,保证监检工作质量,根据《锅炉压力容器制造监督管理办法》(以下简称管理办法》)的规定,制定本规则。
第二条本规则适用于《管理办法》所列锅炉压力容器产品及其部件的安全性能监检。
第三条境内压力容器制造企业的锅炉压力容器产品性能监检工作,由企业所在地的省级质量技术监督部门特种设备安全监察机构(以下简称省级安全监察机构)授权相应的检验单位(以下简称监检单位)承担;境外锅炉压力容器制造企业的锅炉压力容器产品安全性能监检工作,由中华人民共和国国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安全监察机构(以下简称总局安全监察机构)授权有相应资格的检验单位承担。
监检单位所监检的产品,应当符合其资格认可批准的范围。
第四条接受监检的锅炉压力容器制造企业(以下简称受检企业),必须持有锅炉、压力容器制造许可证或者经过省级以上安全监察机构对试制产品的批准。
锅炉资质需要的规章制度

锅炉资质需要的规章制度锅炉资质是指经过相关部门认可或审核,具备从事锅炉相关工作的能力和条件的一种证明,通常包括设计、制造、安装、维修、检测等多个领域的资质。
而锅炉资质的取得,一般需要符合一系列规章制度,下面就介绍一些锅炉资质需要的规章制度。
一、《特种设备安全法》《特种设备安全法》是锅炉资质必须遵守的法律法规之一。
该法规对特种设备的制造、安装、改造、维护、保养、使用、检验等环节都作出了明确的规定,要求从事锅炉相关工作的单位和个人必须遵守相关规定,做好安全管理工作,确保设备运行安全。
二、《锅炉、压力容器制造许可规定》《锅炉、压力容器制造许可规定》是由国家质检总局颁布的锅炉资质相关法规之一。
该规定明确了锅炉、压力容器制造企业必须符合的条件和要求,包括必须有一定的生产能力和技术水平,必须具备相关的制造资质证书等。
三、《锅炉安装许可管理办法》《锅炉安装许可管理办法》是由国家质监局颁布的一项规定,对从事锅炉安装工作的单位和个人进行了规范。
该管理办法规定了从事锅炉安装工作必须具备的相关资质和条件,包括技术人员必须持有相应的职业资格证书,企业必须具备一定的资金和人员配置等。
四、《锅炉使用单位安全管理规定》《锅炉使用单位安全管理规定》是对从事锅炉使用工作的企业和单位进行了规范。
根据该规定,从事锅炉使用工作的单位必须具备一定的安全管理制度和措施,定期对锅炉进行检查和维护,确保设备运行安全稳定。
以上是锅炉资质需要遵守的一些规章制度,为了确保锅炉设备的安全性和性能稳定,从事锅炉相关工作的单位和个人都必须遵守相关法规和规定,加强安全管理,提高技术水平,保障设备的正常运行。
只有在严格遵守规章制度的前提下,才能取得相应的锅炉资质证书,为保障生产安全和设备运行提供有效保障。
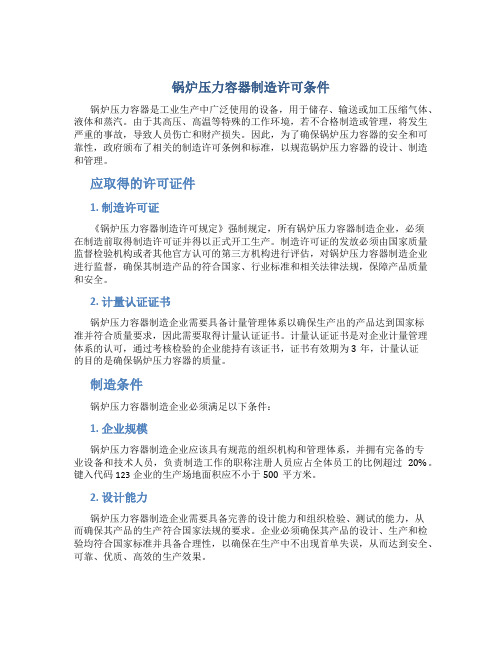
压力容器制造关键过程和监督检验

资料员
1 培训
焊工 管理
焊接 设备
2 考试 3 持证上岗 4 考绩档案 1 资源条件 2 采购 3 完好状态 4 仪表周检
员工培训管理程序、 考规
焊接责任师
考规
焊接责任师
考规
焊接责任师
考规
焊接工艺员
许可条件
设备责任师
许可条件
设备责任师
设备管理程序
设备责任师
计量管理程序
计量责任师
1
2
焊材 管理
3
4
5
焊 1 接2
材料管理 程序
材 1 实物复核
材料管理 程序
料 发 放
2
材料代号
标识及标 识移植
材料管理 程序
材料检验员 材料保管员
材料检验员 材料责任师
技术员 材料责任师 材料检验员 材料责任师
材料保管员 材料检验员
材 料 使 用
1 使用前复核
材料管理程序
下料时标识 2 移植确认 材料管理程序
质检员 质检员
4)、下料组对:(停检点)
⑴、检验封头焊缝旳布置位置、封头压制 成型后旳深度、椭圆度、褶皱能否满足原 则要求;
⑵、检验筒体下料旳详细尺寸、坡口是否 以照图纸和排版图为根据进行下料;
⑶、检验滚制筒体,使其圆度满足原则要 求;
⑷、在确保圆度旳前提下根据排版图进行 组队,使其错变量符合原则要求,焊缝布 置根据排版图进行组对,组对质量旳好坏 是能否焊接好旳前题,是对接接头旳受力 能否到达最理想状态,即应力最平衡,所 以组对至观主要。
⑸、检验直线度允差是否满足原则要求。
1 划线下料 下料通用工艺规程 质检员
2 划线开孔 图纸、排版图
质检员
锅炉压力容器制造许可条件
锅炉压力容器制造许可条件第一章总则第一条根据《锅炉压力容器制造监督管理办法》(以下简称《管理办法》)中的要求,制定本条件。
第二条本条件适用于《管理办法》中所规定的锅炉压力容器制造企业(以下简称企业)。
第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成。
资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转。
企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力。
第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。
所委托的工作由被委托的企业出具相应的报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围。
专项条件要求具备的内容不得分包。
第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包。
第二章锅炉制造许可资源条件要求第一节基本条件第七条提出锅炉制造许可申请的企业应具有独立法人资格,并在当地政府相关部门注册登记。
第八条锅炉制造企业必须具备适应锅炉制造和管理需要的技术力量。
(一)应配备锅炉制造、机械加工、无损检测、焊接、材料、质量管理等各类工程技术人员。
A、B级许可证企业工程技术人员比例不少于本企业职工的10%,C、D级许可证企业工程技术人员比例不少于本企业职工数的5%,且不少于5人。
其中锅炉制造企业必须配备足够数量且能满足制造需要的锅炉和焊接专业技术人员。
(二)制造锅炉的各个环节(设计、工艺、材料、冷作、热加工、机加工、成型加工、焊接、无损检测、热处理、压力试验、产品检验、标准化、计量、质量管理等)须相关责任工程师负责。
锅炉压力容器制造许可条件(194号文)

锅炉压力容器制造许可条件(2003年7月1日,国质检锅[2003]194号)第一章总则第一条根据《锅炉压力容器制造监督管理办法》(以下简称《管理办法》)中的要求,制定本条件。
第二条本条件适用于《管理办法》中所规定的锅炉压力容器制造企业(以下简称企业)。
第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成。
资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转。
企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力。
第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。
所委托的工作由被委托的企业出具相应的报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围。
专项条件要求具备的内容不得分包。
第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包。
第二章锅炉制造许可资源条件要求第一节基本条件第七条提出锅炉制造许可申请的企业应具有独立法人资格,并在当地政府相关部门注册登记。
第八条锅炉制造企业必须具备适应锅炉制造和管理需要的技术力量。
(一)应配备锅炉制造、机械加工、无损检测、焊接、材料、质量管理等各类工程技术人员。
A、B级许可证企业工程技术人员比例不少于本企业职工的10%,C、D级许可证企业工程技术人员比例不少于本企业职工数的5%,且不少于5人。
其中锅炉制造企业必须配备足够数量且能满足制造需要的锅炉和焊接专业技术人员。
(二)制造锅炉的各个环节(设计、工艺、材料、冷作、热加工、机加工、成型加工、焊接、无损检测、热处理、压力试验、产品检验、标准化、计量、质量管理等)须相关责任工程师负责。
锅炉压力容器制造许可条件
锅炉压力容器制造许可条件第一章总则第一条根据《锅炉压力容器制造监督管理办法》(以下简称《管理办法》)中的要求,制定本条件。
第二条本条件适用于《管理办法》中所规定的锅炉压力容器制造企业(以下简称企业)。
第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成。
资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转。
企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力。
第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。
所委托的工作由被委托的企业出具相应的报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围。
专项条件要求具备的内容不得分包。
第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包。
第二章锅炉制造许可资源条件要求第一节基本条件第七条提出锅炉制造许可申请的企业应具有独立法人资格,并在当地政府相关部门注册登记。
第八条锅炉制造企业必须具备适应锅炉制造和管理需要的技术力量。
(一)应配备锅炉制造、机械加工、无损检测、焊接、材料、质量管理等各类工程技术人员。
A、B级许可证企业工程技术人员比例不少于本企业职工的10%,C、D级许可证企业工程技术人员比例不少于本企业职工数的5%,且不少于5人。
其中锅炉制造企业必须配备足够数量且能满足制造需要的锅炉和焊接专业技术人员。
(二)制造锅炉的各个环节(设计、工艺、材料、冷作、热加工、机加工、成型加工、焊接、无损检测、热处理、压力试验、产品检验、标准化、计量、质量管理等)须相关责任工程师负责。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家质量监督检验检疫总局关于印发《锅炉压力容器制造许可条件》、《锅炉压力容器制造许可工作程序》、《锅炉压力容器产品安全性能监督检验规则》的通知(国质检锅[2003]194号)(相关资料: 部门规章2篇地方法规1篇)各省、自治区、直辖市、计划单列市及新疆生产建设兵团质量技术监督局,有关单位:为了规范锅炉压力容器的制造监督管理工作,保证锅炉压力容器产品的安全性能,保障人身财产安全。
根据《锅炉压力容器制造监督管理办法》(国家质量监督检验检疫总局令第22号),总局制定了《锅炉压力容器制造许可条件》、《锅炉压力容器制造许可工作程序》和《锅炉压力容器产品安全性能监督检验规则》,自2004年1月1日起实施。
现印发你们,请认真贯彻执行。
执行中如发现问题,请及时报总局锅炉压力容器安全监察局。
附件:1.《锅炉压力容器制造许可条件》2.《锅炉压力容器制造许可工作程序》3.《锅炉压力容器产品安全性能监督检验规则》二00三年七月一日附件1:锅炉压力容器制造许可条件第一章总则第一条根据《锅炉压力容器制造监督管理办法》(以下简称《管理办法》)中有关规定的要求,制定本条件。
第二条本条件适用于《管理办法》中所规定的锅炉压力容器产品制造企业(以下简称企业)。
第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成。
资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转。
企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力。
第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。
所委托的工作由被委托企业出具相应报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围。
专项条件要求具备的内容不得分包。
第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包。
第二章锅炉制造许可资源条件要求第一节基本条件第七条提出锅炉制造许可申请的企业应具有独立法人资格,并在当地政府相关部门注册登记。
第八条锅炉制造企业必须具备适应锅炉制造和管理需要的技术力量。
(一)应配备锅炉制造、机械加工、无损检测、焊接、材料、质量管理等各类工程技术人员。
A、B级许可证企业工程技术人员比例不少于本企业职工数的10%,C、D级许可证企业工程技术人员比例不少于本企业职工数的5%,且不少于5人。
其中,各级锅炉制造企业必须配备足够数量且能满足制造需要的锅炉和焊接专业技术人员。
(二)制造锅炉的各个环节(设计、工艺、材料、冷作、热加工、机加工、成型加工、焊接、无损检测、热处理、压力试验、产品检验、标准化、计量、质量管理等)须有相关责任工程师负责。
(三)持证无损检测人员和无损检测项目、持证焊工人数和焊接项目都应能满足实际产品的制造需要。
第九条厂房和技术设施要求:(一)锅炉制造车间面积、高度应满足所申请级别锅炉产品制造的需要。
制造流程应合理布局。
锅炉产品承压件的焊接必须保证在室内作业完成。
(二)管材及半成品的存放必须有一定的防护措施。
(三)对有温度、湿度要求的焊材的存放处应具有保证温、湿度的设施,具有此类焊材在使用前的烘干和保温的设施。
(四)具有能满足防护要求和产品需要的射线无损检测场地,应具有能保证底片冲洗质量和底片保存的基本条件。
(五)具有与所制造产品相适应的无损检测设备(无损检测分包时可不要求)。
(六)具有满足锅炉产品制造需要的工装设备。
(七)主车间起吊能力应能满足产品制造的需要。
(八)具有满足锅炉产品制造需要的钻孔和弯管设备。
(九)具有满足锅炉产品制造需要的焊接设备。
(十)具有满足制造要求所必需的检测平台、检测工具和水压试验设备。
(十一)具有满足制造需要的机械性能和理化检验设备或有保证质量能力的分包关系。
(十二)具有能满足制造所申请级别锅炉产品需要的机械加工设备(包括管材、板材的切割、冲压、坡口加工设备等)。
整装炉的制造企业必须有锅炉产品最终成型的制造能力。
第十条有机热载体炉的制造许可资源条件和A级锅炉部件的制造许可资源条件分别参照C级和A级锅炉相应部分的制造许可条件执行,其中有关制造设备应与所制造产品相匹配。
第二节专项条件第十一条A级锅炉制造许可专项条件(一)技术力量要求1.具有与制造产品相适应的金相、理化试验室。
2.具有与制造产品相适应的焊接试验室。
3.具有新产品的设计开发能力并有足够的将图纸转化为实际制造工艺的能力。
4.配备有足够的标准化、计量和专职检验人员。
5.无损检测持证人员中具有RT和UT高级持证人员,RT、UT、MT、PT等方法均具有中级持证人员。
无损检测分包时,上述项目中可不包含 RT、UT中级持证人员。
6.持证焊工人数及项目应满足制造需要,一般不少于50人·项。
(二)制造设备和工装要求1.半自动或自动切割机切割厚度应能满足A级锅炉产品制造的需要。
2.具有与制造产品相适应的焊接设备,包括自动埋弧焊机、气体保护焊机,手弧焊机等。
3.必须具有以下三类重大设备中的两类,若只有其中一类设备的企业只可申请A级锅炉部件制造许可证。
(1)锅筒制造设备。
①水压机或油压机(能力应不低于1000t);②卷板机(卷板能力一般不小于46mm厚);③锅筒热处理设备。
(2)膜式水冷壁制造设备(包括焊接、平整、成排弯曲设备)。
(3)蛇形管制造设备和过热器、再热器集箱热处理设备。
(三)检测和试验设备1.具有能满足A级锅炉产品制造需要的金相检验设备。
2.具有长、热、力、电检测标准计量设备或固定的量值溯源。
3.具有机械性能试验设备、冲击试样的加工设备和检测仪器或有保证质量能力的分包关系。
4.由本企业进行无损检测时,应具有完好的与产品相适应的无损检测设备(包括测厚、射线、超声波、磁粉、渗透等设备)。
第十二条B级锅炉制造许可专项条件(一)技术力量要求1.应具有足够的能将图纸转化为实际制造工艺的能力。
2.应配备有足够的专职检验技术人员。
3.无损检测持证人员中RT中级人员应不少于2人·项,UT中级人员应不少于2人·项。
若无损检测分包时,RT、UT中级人员应至少各有1人·项。
4.持证焊工人数及项目应满足制造需要,一般不少于30人·项。
(二)制造和检测设备1.具有与制造产品相适应的冲压设备或有保证质量能力的分包关系。
2.具有与制造产品相适应的卷板机(卷板能力一般为20mm~30mm厚)。
3.主车间的最大起吊能力应能满足实际制造产品的需要,一般应不小于20t。
4.具有足够的与产品相适应的焊接设备,包括自动埋弧机,气体保护焊,手弧焊机等。
5.具有机械性能试验设备、冲击试样的加工设备和检测仪器或有保证质量能力的分包关系。
6.具有符合要求的弯管放样和检测平台。
7.由本企业进行无损检测时,应具有完好的与产品相适应的射线无损检测设备(其中周向曝光机不少于1台)和1台超声波无损检测设备。
第十三条C级锅炉制造许可专项条件(一)技术力量要求1.应配备有足够的专职检验技术人员。
2.无损检测持证人员中应不少于2名RT中级人员。
若无损检测分包时,RT中级人员至少有1名。
3.持证焊工人数及项目应满足制造需要,一般不少于20人·项。
(二)制造和检测设备1.具有与制造产品相适应的冲压设备或有保证质量能力的分包关系。
2.具有与制造产品相适应的卷板机(卷板能力一般为12mm~20mm厚)。
3.主车间的最大起吊能力应能满足实际制造产品的需要,一般应不小于10t。
4.具有足够的与产品相适应的焊接设备,包括自动埋弧机,手弧焊机等。
5.由本企业进行无损检测时,应至少有1台完好的与产品相适应的射线无损检测设备。
第十四条D级锅炉制造许可专项条件(一)技术力量要求1.无损检测持证人员中至少有1名RT中级人员。
2.持证焊工人数及项目应满足制造需要,一般不少于10人·项。
(二)制造和检测设备1.具有与制造产品相适应的切割、焊接、钻孔、弯管、卷板及机加工设备。
2.具有与制造产品相适应的成型机械加工设备。
3.主车间的最大起吊能力应能满足实际制造产品的需要,一般应不小于5to4.由本企业进行无损检测时,应至少有1台完好的与产品相适应的射线无损检测设备。
第三章压力容器制造许可资源条件第一节基本条件第十五条申请压力容器制造许可的企业,应具有独立法人资格或营业执照,取得当地政府相关部门的注册登记。
第十六条具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格。
如制造的压力容器设计压力<10MPa,同时最大直径<150mm且水容积<25L,则无须申请压力容器制造许可。
同样,制造机器上非独立的承压部件壳体和无壳体的套管换热器、波纹板换热器、空冷式换热器、冷却排管,也无须申请压力容器制造许可。
制造不规则形状的承压壳体应报总局安全监察机构决定是否需要申请压力容器制造许可。
第十七条压力容器质保体系人员压力容器制造企业具有与所制造压力容器产品相适应的,具备相关专业知识和一定资历的下列质量控制系统(以下简称:质控系统)责任人员:(一)设计、工艺质控系统责任人员。
(二)材料质控系统责任人员。
(三)焊接质控系统责任人员。
(四)理化质控系统责任人员。
(五)热处理质控系统责任人员。
(六)无损检测质控系统责任人员。
(七)压力试验质控系统责任人员。
(八)最终检验质控系统责任人员。
第十八条技术人员压力容器制造企业应具备适应压力容器制造和管理需要的专业技术人员。
各级别压力容器制造许可证的技术人员应满足下列要求:(一)A1级、A2级、C级和B1级许可证企业技术人员比例不少于本企业职工数的10%,且具有与所制造压力容器产品相关的专业技术人员。
(二)A3级、A4级、A5级、B2级和B3级许可证企业技术人员比例不少于本企业职工数的5%,且不少于5人;具有与所制造压力容器产品相关的专业技术人员。
第十九条专业作业人员(一)各级别压力容器制造许可企业中,制造焊接压力容器的企业,应具有满足制造需要的,且具备相应资格条件的持证焊工。
1.A2级、A3级和C级许可企业,具有不少于10名持证焊工,且具备至少4项合格项目;2.A1级、A5级、B2级、B3级许可企业,具有不少于8名持证焊工,且应具备至少3项合格项目(非焊接容器除外);3.D级许可企业,具有不少于6名持证焊工,且具备至少2项合格项目。
(二)各级别压力容器制造许可企业,应具有满足压力容器制造要求的组装人员。