粗轧除鳞机设计
热轧高压水除鳞系统的设计
热轧高压水除鳞系统的设计轧钢制品的除鳞,即清除其表面的氧化铁皮,主要有四种方法:即爆破法、机械法、变形法、高压水清除法。
由于采用高压水除鳞具有无可比拟的优越性,因此在当今世界现代化的轧钢生产中,被广泛地采用,无论特厚板、厚板、中板、热轧带钢、热轧钢管、热轧棒材、热轧型钢、车轮轮箍等轧制线上均得到广泛的应用。
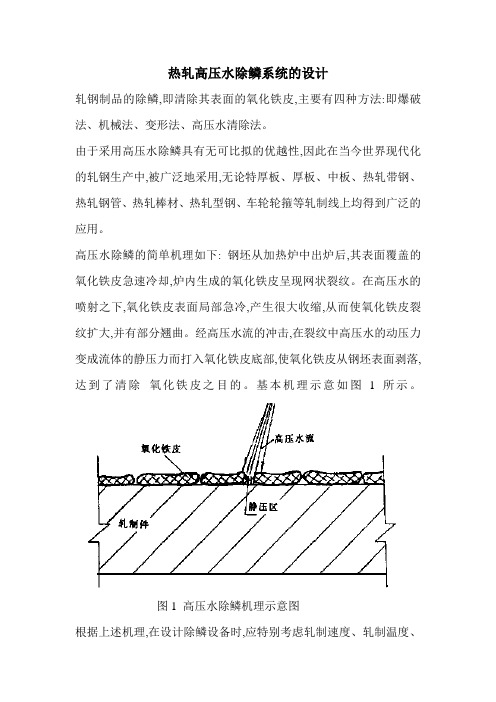
高压水除鳞的简单机理如下: 钢坯从加热炉中出炉后,其表面覆盖的氧化铁皮急速冷却,炉内生成的氧化铁皮呈现网状裂纹。
在高压水的喷射之下,氧化铁皮表面局部急冷,产生很大收缩,从而使氧化铁皮裂纹扩大,并有部分翘曲。
经高压水流的冲击,在裂纹中高压水的动压力变成流体的静压力而打入氧化铁皮底部,使氧化铁皮从钢坯表面剥落,达到了清除氧化铁皮之目的。
基本机理示意如图1所示。
图1 高压水除鳞机理示意图根据上述机理,在设计除鳞设备时,应特别考虑轧制速度、轧制温度、喷嘴的水流量、喷嘴处的水流压力等因素的影响。
再有,氧化铁皮的化学成分及位层的组成与钢材的原料成分、加热温度、加热时间、炉内气氛条件和轧制工艺有密切关系。
对于碳钢而言,氧化铁皮表层为Fe2O3,中间层为Fe3O4,内层为FeO。
2 喷嘴的选择及安装2.1 喷嘴的选择高压水除鳞效果的好坏,在很大程度上取决于喷嘴的结构及喷口的形状。
除鳞喷嘴的基本要求有三点: (1)喷出水流要宽而扁,要形成象锋利的刀子一样的水流。
(2)水流的打击力沿水流宽度上的分布要尽可能均匀。
对普碳钢在炉内生成的氧化铁皮来说均匀的打击力希望为2×105~215×105 Pa。
高压水压力一般为16~28MPa。
(3)喷嘴的材料要求耐磨根据计算,当水压达到16MPa时,喷嘴口处的水流速度可达144m/s左右。
因此没有耐磨的材料,喷嘴就要经常更换增加停轧时间,影响生产效率。
根据试验得知,矩形断面的喷口不适用于高压水除鳞,因为这种喷口在边缘上的冲击力大,而在中间的冲击力小。
试验资料及生产实践表明,椭圆形的喷口断面最佳。
轧钢生产线除鳞系统改造

轧钢生产线除鳞系统改造摘要:对轧线高压水除鳞系统进行改造,提高了轧件的除鳞效果,降低了设备故障率与维护成本费用,提高了设备稳定性。
关键词:高压水除鳞柱塞变频控制前言型钢厂大型线高压水系统为马鞍山钢铁设计院设计,重庆水泵厂提供成套设备,该设备自2005年9月份投产以来,因设计、制造、安装方面的问题,一直未能达到设计要求,对产品质量的提升影响很大。
因此,必须对整个除鳞系统进行可靠的技术改造手段,以此提高轧件的表面质量。
1 原水除鳞系统存在的问题原系统运行多年时间里,逐步暴露出大量的设备问题,除鳞压力无法保持,设备维护量逐步增大,导致轧件表面氧化铁皮压入的质量事故高居不下:1.1现有系统压力低且无法保持,特殊钢种除鳞十分困难。
本系统对于合金元素含量较高的品种钢生产来讲,系统20.5MPa的压力偏小,控制元件较多故障率高频繁出现喷空的现象,导致除鳞压力无法保持,不足以提供可靠的打击力,无法将钢坯表面的氧化铁皮除掉,并且除鳞的水量不足,除鳞后的氧化铁皮不能及时清理干净,在轧制过程中容易在型钢的沟槽内出现氧化铁皮压入现象。
1.2设备维护量逐步增大。
该系统对柱塞泵、高压空压机及蓄能器的性能要求很高,任何一方面有故障则除鳞水量、水压就不能保证。
由于浊环水的水质差,不能满足柱塞泵对水质的要求,柱塞泵的柱塞、成套密封、密封端盖、油封及挺杆等极易损坏。
同时,高压空压机是高故障率设备,设备易损件多,维修难度大,备件成本高。
原系统中采用了大量的法兰、截止阀连接,焊缝因振动产生裂纹,还有管路中的除鳞阀、循环阀、最低液面阀配置,出现了大量的漏水、漏气点,给后期设备的维护带来了较大压力。
1.3系统控制复杂,系统压降大运行不稳定,压力不能保证原系统采用了液位计,最低液面阀与循环阀等连锁控制来实现除鳞泵的加压和泄压,一旦某个元件出现故障就会出现补水不及时的情况,罐内的气体泄露,系统压力就会明显下降,目前系统最高运行压力只能保证19MPa,不能满足品种钢的除鳞要求,严重影响除鳞效果。
轧制特殊钢高压除鳞分析和改进途径000

收稿日期:2007-09-28;修订日期:2007-10-12作者简介:徐国毅(1971-),男,宝山钢铁股份有限公司特殊钢分公司高级工程师。
轧制特殊钢高压除鳞分析和改进途径徐国毅(宝山钢铁股份有限公司特殊钢分公司,上海 200940)摘 要:特殊钢材料在轧制过程中一直存在除鳞效果不好的问题,本文分析了加热过程中氧化铁皮生成的机理,针对不同材料形成的不同氧化铁皮成分和致密程度,发现喷嘴的布置和选型对氧化铁皮的清除至关重要,通过理论分析对喷嘴布置和选型做了设计改进,并应用到生产实际中,取得了良好的效果,其结果喷嘴高压水冲击力比原来提高20%,满足特殊钢产品质量要求,同时比原设计节约水量约11%,确保了特殊钢热轧钢坯出炉表面氧化铁皮的清除。
关键词:特殊钢;高压除鳞喷嘴;氧化铁皮中图分类号:T G 335.11 文献标识码:A 文章编号:1001-196X (2007)06-0049-04A p p r o a c h e s f o r a n a l y z i n ga n di m p r o v i n g h i g h -p r e s s u r ed e s c a l i n g e f f e c t s i ns p e c i a l s t e e l r o l l i n gX UG u o -y i(B a o s h a nI r o n &S t e e l C o .,L t d .,S p e c i a l S t e e l B r a n c h ,S h a n g h a i 200940,C h i n a )A b s t r a c t :I n t h e c o u r s e o f r o l l i n g s p e c i a l s t e e l m a t e r i a l s ,t h e d e s c a l i n g e f f e c t i s n o t g o o da l l t h e t i m e .T h e a u -t h o r h a s a n a l y z e d t h e m e c h a n i s mo f g e n e r a t i n g s c a l e s i nt h e p r o c e s s o f h e a t i n g f o u n d t h a t t h e n o z z l e a r r a n g e m e n t a n dt y p es e l e c t i o ni s v e r yi m p o r t a n t t o t h es c a l e s c l e a n i n gt o w a r d s d i f f e r e n t c o m p o s i t i o na n dd e n s i t y o f s c a l e s a n d ,t h e n ,m o d i f i e d t h e d e s i g n o f n o z z l e a r r a n g e m e n t a n d t y p e s e l e c t i o n b y m e a n s o f a t h e o r e t i c a l a n a l y s i s t h a t h a s b e e na p p l i e dt o p r o d u c t i o n w i t hg o o de f f e c t s .T h a n k s t ot h ei m p r o v e m e n t ,t h e i m p a c t f o r c eo f t h eh i g h-p r e s s u r e n o z z l e w a t e r i s i n c r e a s e db y 20%w h i c hm e e t s t h eq u a l i t y r e q u i r e m e n t s o f s p e c i a l s t e e l p r o d u c t s a n d ,m e a n w h i l e ,s a v e s a b o u t 11%w a t e r c o m p a r e d t o t h e f o r m e r d e s i g n a n dg u a r a n t e e s t h e s u r f a c e s c a l e s c l e a n i n g o f d i s c h a r g e dh o t r o l l e db i l l e t s o f t h e s p e c i a l s t e e l .K e y w o r d s :s p e c i a l s t e e l ;h i g h -p r e s s u r ed e s c a l i n g n o z z l e ;s c a l e s1 前言高压水除鳞是用高压水清除热钢坯表面氧化铁皮,是保证热轧钢表面质量的重要设备,但特殊钢材料在轧制时一直存在除鳞效果不好的问题。
粗轧除鳞机设计

式 中 ,D 一重叠量 (t) 相邻两个 喷嘴的间 r ; r m 距 ( m ; ~ 喷嘴的喷 射角 ( ; m ) 。 喷 )
嘴 的倾 斜 角 ( 一 喷 嘴 相对 喷水 轴 线 的 。 );
偏转 角 ( ( 图 1 。 。 ) 见 )
式 中,p 除鳞用高压水量 (mn K 一 1i / ); 一单位流量 ( m) 取 = 8 1 ;B 1 , / 1 — 9 一除鳞 钢 带 宽 度 (1; } 除鳞 钢 带运 行 速度 (l ) n ) 一 n/ 。 s
1 . 打 击力和 重 叠量 2
由此 可 知 ,高 压水 打 击 力 与 高 度 的倒 数 平 方 成 正 比 ,而重 叠 量 与高 度 成 正 比 。 因此 通 过
降低喷嘴到板坯 的垂直距离既可以提高打击力 ( 一 般 不 小 于 1Nmm ,又 可 以减 少 重 叠 量 ( 般 取 / ) 一 2 5nT 。从 而避 免 因重 叠量 过 大 导 致 在板 带 上 产 ~ ll l 1
()耐磨性好 ,使用寿命长; 4 ()安装 简单 ,维 护更换 方便 。 5
本 除鳞 机 最后 选定 了 喷射 角 度 为 2。 喷 嘴 。 6的 根 据 所 选 高 压 喷 嘴 的 要求 为保 证 达 到 良好 除 鳞 效 果 ,上 下 除 鳞 集水 管 设计 时考 虑 喷 嘴 喷角 保 持 1。 5 ,使 喷射 高 压水 产生 一 个 水 平力 ,将 氧化 铁 皮 吹出钢 板边缘 之外 。
t (, 么 ,c / =\ V 尸, — 7……… f Fq 2 ) H 0
式 中 ,f 一单 位 面 积 的打 击 压 力 ( a ; p 喷 嘴 MP) 一
的 流量 ( 3) - 嘴 前 后 的压 力 差 m/ ;△ _喷 s P (P) 一 M a ; 喷嘴的倾斜角 ( ;H 。 ) 一喷嘴到
热轧钢板车间高压水除鳞泵站配置的分析和比较

热轧钢板车间高压水除鳞泵站配置的分析和比较高丽娟(中冶赛迪工程技术股份有限公司,重庆401122)摘要:文章以1780mm 热轧钢板车间的高压水除鳞系统为例,对三种高压水除鳞泵站配置方案进行分析和比较,并提出建议。
关键词:热轧钢板;高压水除鳞泵站;配置Metallurgy and materials作者简介:高丽娟(1981-),女,重庆人,主要研究方向:热能工程。
表1三种高压水除鳞泵站方案概述方案一粗轧高压水除鳞泵站(提供粗轧高压除鳞用水)+精轧高压水除鳞泵站(提供精轧高压除鳞用水及精轧中压除鳞用水)粗轧高压水除鳞泵站:3台高压水除鳞泵+蓄势器及配套设施;精轧高压水除鳞泵站:2台高压水除鳞泵+2台中压水除鳞泵。
占地合计:72m ×14m配置形式主要设备配置占地方案二高压水除鳞泵站(提供粗轧高压除鳞用水及精轧高压除鳞用水)+中压水除鳞泵站(提供精轧中压除鳞用水)高压水除鳞泵站:4台高压水除鳞泵+蓄势器及配套设施;中压水除鳞泵站:2台中压水除鳞泵。
占地合计:58m ×14m方案三高压水除鳞泵站(提供粗轧高压除鳞用水、精轧高压除鳞用水及精轧中压除鳞用水)高压水除鳞泵站:4台高压水除鳞泵+蓄势器及配套设施+1台中压水除鳞泵+节流减压阀组占地合计:52m ×14m注:1.三种方案均针对同一轧制时序和水量需求;2.表1中,高压水除鳞泵参数为:流量260m 3/h ,泵出口压力23MPa ;中压水除鳞泵参数为:流量260m 3/h ,泵出口压力14MPa ;高压蓄势器配置为:6台8m 3高压蓄势器(6台气罐+4台气/水罐)。
在热轧钢板生产过程中,通常采用高压水去除钢板表面氧化铁皮,这是提高产品表面质量的关键。
高压水除鳞系统是钢板生产流程中的重要环节。
文章以1780mm 热轧钢板车间的高压水除鳞系统为例,对三种高压水除鳞泵站的配置方案进行分析和比较。
1除鳞用水概述除鳞用水点包含:粗轧高压除鳞用水、精轧高压除鳞用水、精轧中压除鳞用水。
热轧厂除鳞机的优化设计

热轧厂除鳞机的优化设计康向东①(攀枝花钢铁集团公司攀钢热轧板厂 四川省攀枝花617067)摘要 根据工艺要求,第一除鳞机安装在加热炉与第一架粗轧机之间,主要功能是通过高压喷水去除板坯表面氧化铁皮,同时应具有良好的密封性,能够挡水、挡渣,改善周围附属设备的工作条件,且为检测仪表提供可靠的工作环境。
因而除鳞机的结构优化设计直接关系到其除鳞性能,同时对周围设备的正常运行至关重要。
提出的方案结构简单,控制方便,且易于改造和控制效果好。
关键词 除鳞机 除鳞 优化设计图书分类号 TG333.2 文献标识码 BResearched on the O pti m u m D esign of Pr i m ary D esca ler i n Hot Str ip M illKang X iangdong(Hot Strip M ill of Panzhihua Iron and Steel Group Company Sichuan )ABSTRACT The p ri mary descaler is arranged bet ween the reheat furnace and the first roughing m ill stand according to the p rocess .The main function is to remove the scale w ith the high p ressure water from the surface of the slab .A t the same ti me,the descaler hood should have a good sealing perfor mance to shield the water and keep away the scale,so as to i mp rove the operation condition for the attached equipment and to create a reliable environment for the detectors .The structure op ti mum design for the descaler w ill directly affect on the perfor mance,and it is also critical to the nor mal operation of the surrounding equipments .KEYWO RD S Descaler Scales remove Op ti mum design1 概述在板带轧制生产过程中,板材质量的关键在于控制轧制工艺过程。
3000mm中板生产线轧机除鳞装置的改造

总第216期2013年第12期HEBEI M ET ALLU RGYT otal N o.2162013,N umber 12收稿日期:2013-08-28作者简介:刘军川(1965-),男,工程师,1988年毕业于中国矿业大学机电专业,现在河北敬业集团中板厂从事设备管理工作,E -mail :woliujunchuan@126.com3000mm 中板生产线轧机除鳞装置的改造刘军川,任建利,韩盛杰(河北敬业集团中厚板有限公司,河北石家庄050400)摘要:针对河北敬业集团3000mm 中板生产线轧机除鳞装置在使用过程中,易出现高压伸缩管泄漏、导卫卡阻且更换困难等问题,通过改变除鳞管路结构、提高辊缝调节精度,减少了更换胶管时间,高压水压力稳定在20 22MPa ,降低了工人的劳动强度,为确保钢板表面质量提供了保障。
关键词:中板生产线;轧机;除鳞装置;改造中图分类号:TG333.2文献标识码:B文章编号:1006-5008(2013)12-0037-02REFORMATION OF DESCALING DEVICEFORMILLS IN 3000mm PLATE PRODUCTION LINELiu Junchuan ,Ren Jianli ,Han shengjie(Plate Co.,Ltd.,Hebei Jingye Group ,Pingshan ,Hebei ,050400)Abstract :To solve the following problems of descaling device in 3000mm plate production line :leakage frequently occurred in high -pressure extension tube ,guide and guard getting stuck and difficult to repair ,the descaling pipeline structure is reformed ,and the roll gap regulation precision gets improved ,and conse-quently the rubber pipe exchange time is reduced ,the pressure of high -pressure water kept within 20to 22MPa ,the work strength of labours reduced.The quality of plate gets guaranteed.Key Words :plate production line ;mill ;descaling device ;reformation1前言河北敬业集团3000mm 中板生产线高压除鳞系统由高压水泵站、管路、除鳞阀组、除鳞箱一次除鳞系统和轧机机前二次除鳞系统组成。
二次除鳞方案
元宝山(邯郸)钢铁能源有限公司热轧带钢高压水除鳞系统技术方案北京首秦冶金科技发展公司2009.06热轧带钢车间二次除鳞设施,用以除去带钢表面产生的次生氧化铁皮,从而提高热轧带钢产品的表面质量。
2.技术设计方案2.1技术方案的设计原则●带钢的轧制工艺技术特点和对高压水除鳞的要求。
●遵循高压水除鳞系统设计的一般原则,为用户提供满意的除鳞效果,进行系统方案设计。
●在采用成熟技术,确保除鳞系统能有效稳定地运行的前提下,尽可能采用先进、实用的技术,提高性价比。
●国产设备成熟的采用国产设备,否则采用优质的进口设备,确保系统全面达到除鳞设计要求,确保高的除鳞效率;运行可靠,易于维护,具有较低的运行成本,达到最佳的性能价格比。
●技术参数优化设计,系统中的设备进行合理选择和布置。
●符合现场提供的动力及其他资源要求。
2.2除鳞系统关键技术参数2.2.1除鳞高压水压力根据有关高压水除鳞理论及我们的实际经验,水压在14MPa以上即可实现除鳞,但根据近年高压水除鳞水压的发展趋势,除鳞水压有上升的趋势,根据除鳞效果及造价和运行成本的综合考虑决定。
2.2.2 除鳞打击力和喷水密度高压水除鳞原理中高压水的作用为:破裂作用、冷却作用、蒸发作用、冲洗作用,其中起主导作用的是破裂作用和冷却作用。
破裂作用和冷却作用分别由打击力和喷水密度决定。
实际的打击力和喷水密度的设定。
实际的打击力和喷嘴的结构有关,根据我公司的除鳞实际经验,一般普通碳素结构钢的炉生氧化皮除鳞的喷射水压取值:10~70N/cm22.2.3 喷射系统结构参数高压水除鳞喷环结构及其喷嘴和喷射流在热轧带钢上的分布是除鳞的重要参数。
(1)喷环结构:喷环采用方圆接合的结构。
优点:●喷嘴布置均匀、射流分布均匀●射流方向一致,无射流交叉●喷嘴定位准、易焊接,接口强度高●结构紧凑,易固定(2)喷嘴喷射工艺参数:喷射方向采用同一前倾角,同一偏转方向和同一偏转角,优点:●喷射均匀,打击距离一样,无喷射死角。
去鱼鳞机的设计大学论文

编号:毕业设计(论文)题目:去鱼鳞机的设计学院:机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师单位:姓名:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2015年4月27日摘要本文主要对去鱼鳞机进行研究,并对该机主要部件和机构进行系统地设计计算和理论探讨。
去鱼鳞机总体结构设计:总体结构分为传动装置,去鱼鳞机装置,传动装置由齿轮传动传动组成。
整机结构主要由机器、底座、减速器、齿轮传动、滚筒组件构成。
由拖拉机产生动力通过减速器和带轮将需要的动力传递到滚筒上,从而带动整个装置运动。
本论文研究内容摘要:(1)去鱼鳞机总体结构设计。
(2)去鱼鳞机工作性能分析。
(3)电动机的选择。
(4)对去鱼鳞机的传动系统、执行部件及机架设计。
(5)对设计零件进行设计计算分析和校核。
(7)绘制整机装配图及重要部件装配图和设计零件的零件图。
关键词:去鱼鳞机;电动机;机械设计全套设计请加 197216396或401339828AbstractThis article mainly conducts the research to the scales, and the main parts of the machine and the mechanism of system design and theory study. The overall structure of the scales to design: the overall structure consists of driving device, to scale device, transmission device is driven by a gear transmission.The structure is mainly composed of a machine base, reducer, gear, cylinder components. By the tractor power through the speed reducer and a belt wheel will need to transfer the power to the roller, thereby driving the whole device movement.Abstract this dissertation studies:(1) to the overall structure of machine design.(2) analysis of engine performance to scale.(3) the choice of motor.(4) transmission system, execution unit and frame design of the machine to the fish.(5) the design of parts of the design calculation and check.(7) the assembly drawing and parts drawing assembly drawings and parts drawings design. Keywords: to scale machine; motor; mechanical design目录摘要............................................................................................................................................... I I Abstract .. (III)目录 (IV)第1章前言 (1)1.1国内外发展状况 (5)1.2 全自动去鱼鳞机设计思路 (7)1.3 去鱼鳞机设计准则 (8)1.3.1设计基本要求 (8)1.3.2整机性能要求 (8)1.4 去鱼鳞机设计意义 (9)第2章去鱼鳞机械总体设计方案 (16)2.1 总体设计方案 (16)2.2 传动设计 (16)2.3.1 主传动系统的确定 (17)2.3.2 副传动系统的确定 (17)第3章主要结构设计 (18)3.1主电机的选择 (18)3.2 上辊的设计计算校核 (18)3.2.1上辊结构设计及受力图 (18)3.2.2 刚度校核 (19)3.2.3 上辊强度校核 (19)3.2.4 疲劳强度安全强度校核 (20)3.2.5 上辊于卸料时的校核 (20)3.3 下辊设计计算及校核 (21)3.3.1下辊结构及受力图 (21)3.3.2下辊刚度校核 (22)3.3.3 下辊弯曲强度校核 (22)3.3.4 下辊疲劳强度校核 (23)第4章减速器的计算与选型 (26)4.1 传动方案的分析和拟定 (26)4.2 减速器传动装置总的传动比和各级传动比的分配 (26)4.2.1 总的传动比 (26)4.2.2减速器的选型 (26)4.3 蜗轮、蜗杆的传动设计 (28)4.3.1 材料选择 (28)4.3.2 参数的设计 (28)4.4轴的设计校核计算 (31)4.4.1 四个轴的结构设计 (31)4.4.2 轴的校核计算 (32)4.5 轴承的选择 (34)4.6 轴承校核 (34)4.6.1参数 (34)4.6.2求轴承受到的径向力 (34)4.6.3验算轴承寿命 (35)4.7 键的校核 (35)第5章去鱼鳞机系统设计分析 (36)5.1 整机创新性分析 (36)5.2 整机采用机构和传动对比分析 (36)5.3 去鱼鳞机应用前景 (37)5.4去鱼鳞机设计中问题分析与总结 (37)5.5展望 (38)总结 (40)参考文献 (41)致谢 (43)第1章前言作为海、湖中主要的生物的鱼贝类,高蛋白、低脂肪,人们的生活中主要的拾得蛋白来源。
毕业设计(论文)-去鱼鳞机机械结构设计
2.1 去鱼鳞机设计思路..............................................................................................................6 2.2 去鱼鳞机设计准则..............................................................................................................8 2.2.1 设计基本要求....................................................................................................................8 2.2.2 整机性能要求....................................................................................................................8 2.3 总体设计方案......................................................................................................................9 2.4 传动设计..............................................................................................................................9 2.4.1 主传动系统......................................................................................................................11 2.4.2 副传动系统的确定..........................................................................................................11 2.5 主电动机功率的确定........................................................................................................11 2.5.1 刮除力..............................................................................................................................11 2.5.2 刮除速度..........................................................................................................................12 2.5.3 计算功率..........................................................................................................................12 2.5.4 电机功率..........................................................................................................................12
粗轧除鳞机设计

起到平衡作用。弧形挡水板自由摆动时,摆动轴带 动连杆,连杆拨动铜滑套沿着缸头上的长形滑槽上 下移动。当设备发生故障需要向后倒钢坯时,两个
该粗轧除鳞机首次安装调试后除鳞效果良好, 满足轧制工艺要求。
收稿日期:2010-02-01
2010 年 第 2 期(总 134 期)
yz.js@
35
1 参数选择
1.1 流量确定
充足的高压除鳞水量供给是保证良好除鳞效果 的重要因素之一,而且合理的用水量可以使水泵 站的建设投资更为经济合理,避免资金浪费。
在本项目中高压水用量是根据如下的经验公 式计算:
Q=2KBV60 !!!!!!!!!!! (1) 式中,Q—除鳞用高压水量 (l/min) ; K—单位流量
2010 年 第 2 期(总 134 期)
yz.js@
33
CFHI
一重技术
设计与计算
塞; (4) 耐磨性好,使用寿命长; (5) 安装简单,维护更换方便。 本除鳞机最后选定了喷射角度为 26°的喷嘴。
根据所选高压喷嘴的要求为保证达到良好除鳞效 果,上下除鳞集水管设计时考虑喷嘴喷角 β 保持 15°,使喷射高压水产生一个水平力,将氧化铁皮 吹出钢板边缘之外。
Descaling Device Design for Rough Mill Qu Hailong
Abstract: The technical data, composition and working concept of the descaling device for rough mills are described with an example. Key words: descaling device; flow rate; impinging force; overlapping amount
新型粗轧高压水除鳞机
2008年第6期(总126期)新型粗轧高压水除鳞机于雷1,关欣2(1.一重集团大连设计研究院助理工程师,辽宁大连116600;2.沈阳鼓风机集团公司技术部助理工程师,辽宁沈阳110142)摘要:简要介绍在板坯厚度变化较大的热轧中板和宽厚板生产线中,新型高压水除鳞机的结构及特点。
关键词:粗轧高压水除鳞机;集水管调整;升降机构;锁紧机构中图分类号:TG333.7+2文献标识码:B 文章编号:1673-3355(2008)06-0004-02Upgraded RM HP water scale breakerYu Lei ,Guan XinAbstract:The article briefly describes design and features of upgraded HP water scale breaker in hot plate mill and heavy plate rolling line with considerable slab thickness variation.Key words:RM HP water scale breaker;spray header adjusting;lifting device;locking mechanism收稿日期:2008-11-30;修回日期:2008-12-12表面质量的好坏是衡量钢板质量的重要指标。
除鳞机作为确保钢板表面质量清除氧化铁皮的关键工艺设备,随着钢铁工业的发展,在不断的改进和创新。
中普(邯郸)3500中板双机架轧机粗轧除鳞机,就是吸收以往中板轧机的设计经验并结合目前国际先进热轧除鳞技术基础之上,设计改进的新型粗轧高压水除鳞机。
我们常用的高压水除鳞机,结构类型主要为两种:上集水管距板坯距离为不可调型;上集水管距板坯距离为可调型。
可调型又分为摆动型和液压升降型两种。
摆动型集水管调整是集水管随着摆臂旋转,来保证除鳞喷射高度。
3500mm炉卷轧机高压水除鳞系统射流参数设计

收稿日期:2009-11-27;修订日期:2009-12-18作者简介:李建强(1977-),男,洛阳矿山机械工程设计研究院工程师。
3500mm 炉卷轧机高压水除鳞系统射流参数设计李建强,李书磊,张侃仓(洛阳矿山机械工程设计研究院,河南 洛阳 471039)摘 要:介绍了高压水除鳞机理,分析了各种参数对高压水除鳞效果的影响,提出了射流参数计算公式,并通过计算机软件进行模拟分析,验证了计算公式的正确性。
在此基础上,确定了满足轧制工艺要求的3500mm 炉卷轧机高压水除鳞系统的射流参数。
关键词:除鳞系统;炉卷轧机;射流参数中图分类号:TG 333 T P69 文献标识码:A 文章编号:1001-196X (2010)01-0034-05Jet para m eter design of high pressure water descaling syste m for 3500mm steckelm illLI Jian qiang ,LI Shu le,i ZHANG Kan cang(Luoyang M i n i ng M ach i nery Eng i neering D esign Institute ,L uoyang 471039,Ch i na)Ab stract :Th is paper has presented t he high pressure w ater descali ng pr i nc i ple ,ana l y sed t he i nfl uence of vari ous jet param eters on the h i gh press ure w ater desca li ng ,proposed the ca lcu l a ti on for m ula for j e t parame ters ,and carr i ed out a si m u l a ti on w it h t he co m puter so ft w are to ver if y the co rrectness o f the calcu lati on for m ula .Based on th i s ,t he autho rs have determ i ned the j e t param eters o f t he h i gh pressure w ater descali ng sy stemwh ich can m ee t the rolli ng requ irement o f the 3500mm S tecke lM il.l K ey words :desca li ng sy stem;steckel m il;lj e t para m ete rs1 前言为了彻底清除生产过程中热轧机产生的氧化铁皮,要经过多次除鳞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2 打击力和重叠量
打击力和重叠量直接影响除鳞机的除鳞效果,
并与系统的流量、压力、喷嘴的型号和喷嘴到带钢
表面的垂直距离有关。
(1) 打击力数学模型表达式如下:
姨 姨 t=F
Q, 姨△P
完成后,摆动液压缸的活塞 杆全缩回,配重块使弧形挡 水板回到初始状态,等待进
行下一块钢坯的除鳞。由于
在集水管的除鳞喷嘴逆着钢
板运行方向,当向钢板上面
喷射高压水除鳞时,由于挡
水板与钢坯上表面处于接触
状态,这样就使溅起的水渣
沿着挡水板进入除鳞箱盖的
收集水槽内,大大减少了水
渣的飞溅,增强了其挡水挡
渣的效果。在除鳞机正常工
粗轧除鳞机安置在加热炉与 E1R1 轧机之间, 通过高压喷水清除板坯在加热炉加热过程中产生 的一次氧化铁皮,除鳞机的设计既要保证除鳞机 的设计参数,满足除鳞的工艺要求,又要达到用 水量的优化,节约资源,降低生产成本。另外除 鳞机设备还应具有良好的密封性,能够挡水、挡 鳞渣,保证安全和工作环境良好。本文结合某热 轧生产线粗轧除鳞机实例对设计过程中的计算重 点、设备组成及工作原理进行较详细的介绍。
2010 年 第 2 期(总 134 期)
yz.js@
33
CFHI
一重技术
设计与计算
塞; (4) 耐磨性好,使用寿命长; (5) 安装简单,维护更换方便。 本除鳞机最后选定了喷射角度为 26°的喷嘴。
根据所选高压喷嘴的要求为保证达到良好除鳞效 果,上下除鳞集水管设计时考虑喷嘴喷角 β 保持 15°,使喷射高压水产生一个水平力,将氧化铁皮 吹出钢板边缘之外。
式中,T—带钢的温度 (℃)。
(2) 重叠量的计算公式如下:
姨 姨 D=
2H cosβ
tg
α 2
cos 姨γ 姨-E
!!!!! (3)
式中,D—重叠量 (mm);E—相邻两个喷嘴的间
距 (mm);α—喷嘴的喷射角 (°);β—喷
嘴的倾斜角 (°);γ—喷嘴相对喷水轴线的
偏转角 (°) (见图 1)。
本设备经核算流量为 7 708 l/mim,打击力 1.1 N/mm,重叠量为 2 mm,喷嘴到带钢表面的垂直距 离 150 mm, 使用后证明满足工艺要求。
图 1 喷嘴喷射模型图
生黑带,同时水量消耗增加,进而影响带钢机械性 能的弊病。因此,在提高打击压力时,要同时考虑 水量和重叠量两大要素,在设计时尽可能使高压水 除鳞喷嘴接近钢板表面。
设计与计算
CFHI TECHNOLOGY
粗轧除鳞机设计
曲海龙 1
摘要:实例介绍粗轧除鳞机参数、计算的重点、设备组成、工作原理及改进。 关键词:除鳞机;流量;打击力;重叠量 中图分类号:TG333.2 文献标识码:B 文章编号:1673-3355 (2010) 02-0009-03
Descaling Device Design for Rough Mill Qu Hailong
用键与配重块连接在一起。
嘴堵塞情况,容易更换集水管。在除鳞箱内的出口
在除鳞机箱体两排上除鳞喷嘴前分别设置一个 侧还增加了一对吹扫喷嘴,可吹扫回落的氧化铁
挡水板装置,在除鳞机正常工作,钢坯进入除鳞箱 皮,使除鳞效果更佳。
时,摆动液压缸的活塞杆处于全缩回状态,由运动
中钢坯的上表面带动弧形挡水板自由摆动,配重块 3 结 语
1—悬 链 ; 2—箱 体 ; 3—上 集 水 管 ; 4—挡 水 板 ; 5—收 集 水 槽 ; 6—箱 盖 ; 7—吹扫集水管;8—除鳞机辊道;9—下集水管。
图 4 高压水除鳞机纵向剖视图
作时,两个挡水板处于自由 摆动状态,进入除鳞机的钢 坯从其底部进入,可带动其
尚属首次。摆动式挡水板装置主要由摆动液压缸、 沿着来料方向摆动,当上集水管的除鳞喷嘴逆着钢
yz.js@
设计与计算
CFHI TECHNOLOGY
摆动液压缸的活塞杆要同时
伸出到最大行程,向下推动
缸头长形滑槽中的铜滑套到
最下极限位置,此时连杆在
最大摆角位置,带动摆动轴
将弧形挡水板升到最高位
置,当限位开关发出信号
后,才允许除鳞机辊道反转
带动钢坯向后倒钢。当倒钢
1—挡水板摆动提升液压缸;2—挡水板;3—配重块。 图 3 摆动式挡水板
,
1
2
,
1
2
!!! (2)
H cosβ
式中,t—单位面积的打击压力 (MPa); Q—喷嘴
的 流 量 (m3/s); △P—喷 嘴 前 后 的 压 力 差
(MPa);β—喷嘴的倾斜角 (°);H—喷嘴到
带钢表面的垂直距离 (mm),H 的数学模型
姨 姨 表达式为:H=F Q, 姨△P , 1 2 ,T , cosβ
1.3 喷嘴选择
喷嘴的结构形式和几何尺寸对喷射水流的各个 参数以及除鳞效果有着显著的影响,也直接关系到 水泵站的建设投资。所以喷嘴的选择在高压水除鳞 装置的设计中是至关重要的,为了得到良好的除鳞 效果,喷嘴结构必须满足以下要求:
(1) 喷射水流应有较大的打击力,作用于钢坯 表面宽度上的力要大而且均匀;
为了有效地防止氧化铁皮和高压水的飞溅,本 次设计时在两个上集水管前面高压水收集槽的下方 安装摆动式挡水板装置,这在国内设计的除鳞机中
1—挡水板摆动提升液压缸;2—上集水管;3—吹扫集水管;4—箱体;5—翻盖液压缸;6—除鳞机辊道;7—下集水管。 图 2 高压水除鳞机主视图
34
CFHI
2010 年 第 2 期(总 134 期)
配重块、摆动轴、连杆、铜滑套和弧形挡水板组 板运行方向向钢板上面喷射高压水除鳞时,挡水板
成。摆动液压缸通过中间摆轴固定在除鳞箱体的外 可以起到封水作用。当需要钢坯返回时,与挡水板
侧,摆动液压缸的头部与一个带长形滑槽的缸头相 铰接的液压缸缸杆伸出带动挡水板摆起,留出空间
连接,在缸头的长形滑槽中装有铜滑套,铜滑套的 使钢坯返回。由于本设备所用钢坯厚度为 230 mm,
CFHI
内径与销轴配合,销轴将连杆的一端与铜滑套连在 设计时将上集水管设计成固定形式,将其牢固地固
一起,连杆的另一端通过键与摆动轴相连。挡水板 定在除鳞箱体上。省去了以往的上喷嘴高度调整装
摆动轴的两端安装在轴承座中,轴承座由紧固件固 置。并按用户要求将除鳞箱盖设计成在出口侧沿着
定在除鳞箱体的两端外侧支座上。摆动轴的另一端 轧线方向通过液压缸控制可摆动翻转,以便检查喷
起到平衡作用。弧形挡水板自由摆动时,摆动轴带 动连杆,连杆拨动铜滑套沿着缸头上的长形滑槽上 下移动。当设备发生故障需要向后倒钢坯时,两个
该粗轧除鳞机首次安装调试后除鳞效果良好, 满足轧制工艺要求。
收稿日期:2010-02-01
2010 年 第 2 期(总 134 期)
yz.js@
35
Abstract: The technical data, composition and working concept of the descaling device for rough mills are described with an example. Key words: descaling device; flow rate; impinging force; overlapping amount
(2) 喷射水流应具有一定的散射角 α,α 以小 于 40°,大于 26°为佳。α 角过小,则喷射宽度 B 小,造成喷嘴数量增多,耗水量增大;α 角过大, 则喷射宽度 B 大,虽然喷嘴数量和耗水量减少, 但除鳞效果差;
(3) 喷嘴本身结构合理,水流稳定,不易堵
2 设备组成及工作原理
该粗轧除鳞机由除鳞机辊道及除鳞箱两大部分 构成。辊子采用交流变频调速电机通过减速机单独 传动,辊道架为焊接结构,双止口定位。实心锻钢 辊子,辊颈喷水冷却。除鳞箱是一个封闭箱,主要 由箱体、箱盖、除鳞集水管、收集水槽、吹扫集水 管和挡水板组成。箱体固定在除鳞辊道的辊道架 上,箱盖与箱体单边铰接,由液压缸驱动打开;在 除鳞箱入口侧设有 3 排悬链用来挡住飞溅的高压水 及氧化铁皮,使其掉到除鳞机下的地沟内;除鳞箱 内上下各设置 2 排喷水集管,当钢坯进入除鳞箱, 并在除鳞辊道上运行时,上下高压喷嘴同时喷射高 压水进行除鳞,装在除鳞箱出口侧的吹扫喷嘴喷射 的高压水负责清除回落在钢坯上表面的氧化铁皮; 在每个高压水收集槽下方设有摆动式挡水板,能有 效封水 (见图 2、图 3、图 4)。
由此可知,高压水打击力与高度 来自 的倒数平方成正比,而重叠量与高度 H 成正比。因此通过
降低喷嘴到板坯的垂直距离既可以提高打击力 (一
般不小于 1 N/mm),又可以减少重叠量 (一般取
2~5 mm)。从而避免因重叠量过大导致在板带上产
1. 一重集团大连设计研究院有限公司工程师,辽宁 大连 116600
1 参数选择
1.1 流量确定
充足的高压除鳞水量供给是保证良好除鳞效果 的重要因素之一,而且合理的用水量可以使水泵 站的建设投资更为经济合理,避免资金浪费。
在本项目中高压水用量是根据如下的经验公 式计算:
Q=2KBV60 !!!!!!!!!!! (1) 式中,Q—除鳞用高压水量 (l/min) ; K—单位流量