纸箱工艺流程图
纸板线生产工艺流程讲义

三、平板线各单元工作原理
淀粉
片碱
硼砂
架桥剂
水
制糊所用原料: 1、淀粉 2、片碱 3、硼砂 4、架桥机 5、水
三、平板线各单元工作原理
制糊工艺介绍:以我司现在使用为例
测米轮
挡板
切除前段产生的批量不良 换单时,切断纸板使前后分开。 轮转切断机与过桥组合
三、平板线各单元工作原理
压线 修边
修边压线机工作原理 通过电脑输入程序来自动控制电机带动丝杆转动,使压线轮和修边刀自动左右调节尺寸位置,将所需要修边压线的纸板规格完成。
三、平板线各单元工作原理
切纸机工作原理 通过生管线程序自动控制电机运行经齿轮箱带动横切刀作周期性旋转动作,由电机的译码器和前端测线速长度译码器传送信号给生管系统进行计算比较后,反馈数据信号给变频器,变频变速使切刀作周期性运转。
硼砂的作用:
架桥剂是一种乙烯基系高分子树脂,于淀粉糊瞬间糊化,进行水合化过程时与淀粉羟酸基产生架桥反应,最后由键结的形成而达于固化相,当接着剂在固化期增加粘度同时也增加接着力,使架桥剂与淀粉糊雷发挥相乘之效果,使瓦楞纸板具有良好之贴合强度外,更赋予纸板接着层极优异之防水效果。
架桥剂的作用:
三、平板线各单元工作原理
3
压力辊也需要有中高,中高量根据辊的直径和长度而定,如果压力辊的长度为1600MM,中高量约为0.2mm左右。
4
压力辊表面应保持光滑。为了防止异物划伤表面,有必要对其表面进行热处理和镀铬,以提高其硬度。当发生断纸时,应尽快让压力辊脱离瓦楞辊,以免损伤瓦楞辊和压力辊。
瓦楞纸箱工艺流程图
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
13
二、生产工艺介绍
14
2.1瓦楞纸板生产线(流水线)
2.6.2、瓦楞纸箱尺寸测量
39
3.瓦楞纸箱物理性能
★空箱抗压强度BCT---≥N或kg ★边压强度ECT--- ≥ N/m或KN/m 或Lb /in ★耐破强度BST--- ≥ kpa (kgf /㎝2)或Lb /in 2 ★粘合强度--- ≥ N/m或N/m·楞 ★ 戳穿强度PET--- ≥ J ★纸板厚度--- ≥ mm
3MM
压线和开槽边缘并
非在同一直线上
配合最后一个宽度 尺寸上的-3MM
确保纸箱成型后在
搭接舌部分有 6MM开槽宽度
34
2.6.2、瓦楞纸箱尺寸测量
35
2.6.2、瓦楞纸箱尺寸测量
内径长宽要测量结舌部位 内径长、宽要测量结舌部位
36
2.6.2、瓦楞纸箱尺寸测量
37
2.6.2、瓦楞纸箱尺寸测量
38
40
3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
41
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
纸箱生产工艺及相关要求

2021/6/21
严新根 2013.11.13
1
一、纸箱基本知识介绍
1、瓦楞纸箱的种类繁多,按其结构大体上可分为三大类:
(a)开槽型纸箱(02型)
(b)套合型纸箱(03型)
(c)折叠型纸箱(04型)
开槽型纸箱(02型)(对口箱)
开槽型纸箱是运输包装中最基本的一种箱型,也是目前使用最广泛的一种纸箱。
间。
4、卷筒纸在仓库长时间堆放会造成原纸纤维疲劳,造成耐破下降。实验表
明:原纸堆放时间超过3个月,其耐破值会下降5~8%;堆放时间超过6个月,
耐20破21强/6/2度1 损失将达到10%以上
8
3、瓦楞纸箱抗压强度计算公式
P = K * G(H/h – 1)* 9.8
其中: P – 抗压力值,N;
K – 劣变系数(强度系数);
G – 单件包装毛重,kg;
H – 堆积高度,m;
H/h – 取整数位。
2021/6/21
7
2、纸箱耐破计算公式:
耐破强度:单位面积瓦楞纸板破裂前所能承受均匀增加的最大外力。
耐破强度K(kPa): 5层瓦楞纸板:K=W1×K1+W3×K3+W5×K5
3层瓦楞纸板:K=W1×K1+W5×K5
式中,W1、W3、W5分别为面纸、夹芯纸、里纸定量(g/m2);K1、K3、
K5:耐破指数值(Kpa·m2/g);
2021/6/21
3
3、瓦楞纸板分类: • 纸质—瓦楞纸板型号
2021/6/21
三坑瓦楞纸板 (七层紙组合), 一般
用: A≡B 或 AxB…表示. 厚度:8~12mm
双坑瓦楞纸板 (五层紙组合), 一般
如何计算纸箱的成本 详细

纸箱成本核算标准IR单价=原材料价(到价)+纸料损耗价+辅料价+其它部分绝对值+税+利润1. 纸箱制作公式(单位:厘米)单瓦:(1)单拼:(长+宽)×2+7,宽+高+4(2)双拼:(长+宽+7)×2,宽+高+4双瓦:(1)单拼:(长+宽)×2+8,宽+高+5(2)双拼:(长+宽+8)×2,宽+高+52. 瓦楞缩率:(1)生产线和单面机为 50%(2)单机为 35%3. 纸料损耗:(1)进口纸按 7.75%(2)国产纸按 10%(3)单机生产均按 4%4. 原纸价(到价)随行就市。
5. 辅料及燃料、动力费:单瓦0.16元/平方米,双瓦0.24元/平方米。
)6. 其它部分绝对值:(含工资及工资附加费、制造费、管理费用等)。
每平方米:双瓦:0.62-0.72 元,单瓦:0.48-0.58 元7. 利润率:10%8. 税金、上交管理费按6%9. 附加:小批量加价。
(1)印刷费:双色以上(不含双色)印刷每色平方米加价 0.10 元。
(2)特异纸箱加价 5%-10%。
(3)制版费:超过常规由客户负担。
(4)特大纸箱加价。
单瓦:(1)单拼:(长+宽)×2+7,宽+高+4(2)双拼:(长+宽+7)×2,宽+高+4双瓦:(1)单拼:(长+宽)×2+8,宽+高+5(2)双拼:(长+宽+8)×2,宽+高+5说明一下....一、纸箱/纸板计价公式:1、纸箱/粘贴箱(carton/glue carton)(长+宽+2)*(宽+高+1)*2*单价/10002、平卡/企卡(flat card/ver.card)(长+0.5)*(宽+0.5)*单价/10003、啤卡/啤刀卡/刀卡/啤盒(die-cut/egg-crate/gift box)(长+1)*(宽+0.5)*单价/1000+啤工4、半边翼箱(glue carton without one side cover)(长+宽+2)*(宽*0.5+高+1)*2*单价/10005、钉/粘固卡(sleere)(长+宽+2)*(高+1)*2*单价/10006、天盒(cover)(长+高*2+1)*(宽+高*2+0.5)*单价/1000不同材质价格也将不同 CXC材质最差')我采购的是双瓦楞纸板和单瓦楞纸板:双价格公式是:(长+宽+8)(宽+高+6)*双平方价格单瓦价格公式是::(长+宽+6)(宽+高+4)*双平方价格.纸箱的结构表达式如下:面纸:纸名,重量/瓦纸:瓦纸强度,重量,楞型/芯纸:瓦纸强度,重量/里纸:纸名,重量实例:面纸牛皮卡300克/高瓦180克(A/B楞)/芯纸180克普瓦/里纸280克箱板纸v瓦楞纸箱计价公式l纸箱价格(元)=瓦楞纸板出每平方米价(元/m2)×纸箱展开面积(m2)一、瓦楞纸板出每平方米价的计算1.瓦楞纸板的组成瓦楞纸板主要分为三层瓦楞纸板、五层瓦楞纸板和七层瓦楞纸板。
精选瓦楞纸箱工艺流程教材

3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
40
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
单面瓦楞纸
单瓦楞纸板(三层)
双瓦楞纸板(五层)
18
2.1.5瓦楞纸板的压线类型和特点
➢ 凹凸压线(推荐使用此压线类型) 易成型,不易爆线,但不适合满版印刷 ➢ 尖尖压线(对角压线) ➢ 平面压线(铁板压线) 不易成型,容易爆线,适合满版印刷
19
2.2印刷机---主要实现在纸板上印上内容
20
31
2.6.1、A1纸箱尺寸设计
a=c
d=b-3mm(3mm为1/2开槽宽度)
搭接舌一般钉箱35mm以上,粘箱30mm以上。
e=1/2(b+瓦楞修正值)
B/BE楞=1-2mm,C/A楞=3-4mm,BC/AB楞=5-6mm
注:所有尺寸为压线到压 线距离
a
b
c
d
e
f
32
2.6.1、A1纸箱尺寸设计
11
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
12
瓦楞纸箱工艺流程

本课件仅供大家学习学习 学习完毕请自觉删除
谢谢 本课件仅供大家学习学习
学习完毕请自觉删除 谢谢
生产工艺流程图
2
一、原纸
3
1.1原纸的定义
植物纤维与纤维间彼此结合在一起
的纤维网络。
注:原纸是纸箱的主要原材料。
4
1.2原纸分类
5
1.2原纸分类---用途
箱纸板------用于做瓦楞纸板的里纸和面纸 。
11
1.4重要原纸物理指标
➢ 瓦楞纸---指标 横向环压强度(影响纸箱边压、抗压)
➢ 箱纸板(白板、黄板)---指标 横向环压强度(影响纸箱边压、抗压) 耐破强度(影响纸箱耐破强度) 横向耐折度(影响纸箱摇盖耐折度)
12
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
3MM
压线和开槽边缘并
非在同一直线上
配合最后一个宽度 尺寸上的-3MM
确保纸箱成型后在 搭接舌部分有 6MM开槽宽度
34
2.6.2、瓦楞纸箱尺寸测量
35
2.6.2、瓦楞纸箱尺寸测量
内径长宽要测量结舌部位 内径长、宽要测量结舌部位
36
2.6.2、瓦楞纸箱尺寸测量
37
2.6.2、瓦楞纸箱尺寸测量
瓦楞紙板会朝水分含量較多的一11111414瓦楞纸指标横向环压强度影响纸箱边压抗压箱纸板白板黄板指标横向环压强度影响纸箱边压抗压耐破强度影响纸箱耐破强度横向耐折度影响纸箱摇盖耐折度12121515瓦楞纸国产高强瓦楞纸90g110g120g140g160g箱纸板进口箱纸板黄板200g250g280g国产箱纸板黄板140g170g200g250g国产箱纸板白板140g170g1313二生产工艺介绍二生产工艺介绍141421瓦楞纸板生产线流水线15纸板211211是实现从原纸变为纸板的过是实现从原纸变为纸板的过1616浆糊糊化温度主要和外界温度变化有关例如
纸箱厂工艺流程
纸箱厂工艺流程一(公司简介联营纸箱厂前身是一间国有企业,现在是私企,拥有员工80多人。
公司的经营范围:瓦楞纸板、纸箱、纸盒。
二(工艺流程去到联营纸箱厂,先是纸板车间主任向我介绍制造纸板的工艺流程。
其实,以前我对纸板一无所知的。
当车间主任向我介绍的时候,我是认真的听着,做着笔记。
可是,在我的脑海里还是没有一点概念。
什么“大坑”,“小坑”,“电脑横切刀”,我通通都不懂,就是觉得很陌生、复杂。
当车间主任领着我去生产车间,再一次向我讲解的时候,我才对整个生产流程有一个总体的概念。
这间企业的纸板生产线只有一条,是流水线生产的。
瓦楞纸板机由多种机台组成的。
其设备大体如下:1.单体机部分(制造单面瓦楞纸板的设备)包括退纸装置,预热器,预处理器,单面机,输送架;2.双面机部分(成型三层、五层瓦楞纸板的设备)包括退纸装置,制动器,三联预热器,上胶器,烘干装置和冷却装置,帆布输送带;3.切断部分(按要求将瓦楞纸板加工成一定规格的设备)包括电脑横切刀,输送及堆叠机。
卷筒纸经过压楞、涂胶、粘合、加压、烘干、连续生产并切成需要的瓦楞纸板。
这个纸箱厂主要是生产单面瓦楞纸板,三层瓦楞纸板,五层瓦楞纸板。
制造瓦楞芯纸,采用瓦楞原纸。
制造面、芯、里纸采用牛皮箱板纸。
瓦楞纸板是由面纸和瓦楞芯纸多层粘合而结成的。
单面瓦楞纸板是由一张面纸和一张瓦楞芯纸粘合而成。
三层瓦楞纸板是在一张瓦楞芯纸两面各粘一张箱板而合成的。
而五层瓦楞纸板由面、里、芯三张和两张瓦楞芯纸粘合而成。
我觉得制造生产五层瓦楞纸板比较有代表性,下面就介绍五层瓦楞纸板的生产过程。
下面是对生产五层瓦楞纸板所画的工艺流程图首先将五个卷筒原纸按一定方向放在退纸架上,各纸幅分别经预热器预热,使其表面受热,以利于粘合。
瓦楞原纸在送入单面机之前先经预处理器预热,调节纸的含水量和熨平纸幅。
随后,瓦楞原纸便进入单面机进行压楞,涂粘合剂并与面纸粘合成单面瓦楞纸板。
单面瓦楞纸板制成后被提升输送器分别送上天桥输送架,经制动器进入三联预热器。
纸箱生产工艺流程
纸箱生产工艺流程
《纸箱生产工艺流程》
纸箱是我们日常生活中常见的包装材料,它的生产工艺流程经过多道工序,经过加工、涂胶、模切、装配等步骤才能最终制成成品。
下面就为大家介绍一下纸箱的生产工艺流程。
首先,选择合适的原材料是纸箱生产的第一步。
通常使用的原材料有纸浆和纸板,根据不同的纸箱需求,可以选择不同的原材料。
然后对原材料进行加工,经过浆料搅拌、压榨和干燥,最终制成纸板。
接下来是对纸板的加工,这一步需要将纸板进行加工和涂胶。
首先将纸板进行切割,然后进行涂胶处理,通过机器将胶水均匀地涂在纸板表面。
这一步能够增强纸板的硬度和抗压强度。
第三步是对涂胶后的纸板进行模切,即根据纸箱的设计图纸进行切割成所需的形状和尺寸。
模切是纸箱生产过程中非常重要的一步,需要精准的切割技术和精良的设备。
最后一步是对模切后的零件进行装配。
将纸板零件按照设计要求进行折叠、粘合、组装,最终完成成为一个完整的纸箱。
通过上述的工艺流程,经过一系列的加工步骤,纸箱最终成品就能够被制作出来。
这些纸箱不仅可以用于日常的包装使用,还广泛应用于物流和运输行业中。
可以说,纸箱生产工艺流程是一个十分复杂的过程,需要各个环节的精准操作和协作。
纸箱生产工艺流程图

客户订单 主料、辅料采购
辅料:油墨、白乳胶等
主料:瓦楞纸板
辅料检验(含GMC检验)
进料检验(含GMC检验)
检验OK 入库
检验NG
安排生产排程
领料
压线、修边
首件OK
检验NG
IPQC NG 退货
着色开槽(着色或着色且开槽)
首件OK
检验NG
模切轧合
首件OK
检验NG
钉合、贴合
模切轧合 首件OK 检验NG
钉合、贴合
模切轧合 首件OK 检验NG
钉合、贴合
首件OK
检验NG
钉合、贴合 首件OK 检验NG
组装、糊底
组装、糊底
钉合、贴合
半成品
全检OK 成品包装
检验OK
产品入库
全检NG 检验NG
报废/退货 重工/报废
备料理货 检验OK
出货
Hale Waihona Puke 检验NG重工/报废
瓦楞纸箱工艺流程教材(ppt共48张)

浆糊粘度---主要和外界温度变化有关
例如:冬季 :25秒~28秒 夏季 :23秒~25秒
上糊量---与车速 配合,自动控制
车速越快上糊量越小,车速越慢上糊量越大
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
17
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
印刷后
22
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.2开槽部基本示意图
進紙
工序前
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
工序后
23
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.3模切部基本示意图
進紙
工序前
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
单瓦楞纸板:A、C、B、E 双瓦楞纸板:AB、CB、BE
单面瓦楞纸
单瓦楞纸板(三层)
双瓦楞纸板(五层)
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
19
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.1.5瓦楞纸板的压线类型和特点
➢ 凹凸压线(推荐使用此压线类型) 易成型,不易爆线,但不适合满版印刷 ➢ 尖尖压线(对角压线) ➢ 平面压线(铁板压线) 不易成型,容易爆线,适合满版印刷
工序后
24
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.4关键工艺控制点
印刷内容正确:印版版号、图稿控制 印刷版面位置:与图稿标注位置一致,由于设备精度限
制有2mm偏差。
印刷颜色偏差:上下限色卡(标准光源) 开槽压线:通过预压轮和压线轮控制成型效果 模切:通过预压轮破坏瓦楞,然后再模切可以确保成型效果
瓦楞纸箱工艺流程图
42
3.2边压强度、粘合强度
边压定义:纸板边缘的抗压强度。 纸板(瓦楞方向)所能够承受
(相对于崩溃)的最大压力
43
3.3耐破强度
定义:使纸或纸板破裂所需要的 压强------单位面积上的压力
耐破强度是对瓦楞纸板施加均匀增大的 压力,纸板所能承受的最大压强。
40
3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
41
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
楞形、配纸、纸板贴合决定 戳穿强度
46
3.5纸板厚度
使用的瓦楞、原纸决定纸板 的厚度,但生产过程中会损失厚 度(压扁)
纸板厚度可以体现在生产 过程中的瓦楞厚度的损失情况
47
Q&A 谢谢
48
放映结束 感谢各位批评指导!
谢 谢!
让我们共同进步
15
2.1.1流水线---是实现从原纸变为纸板的过
程
原纸
纸板
16
2.1.2关键工艺控制点---纸板贴合
浆糊糊化温度---主要和外界温度变化有关
例如:冬季 :57 度~59 度 夏季 :60 度~62度
浆糊粘度---主要和外界温度变化有关
例如:冬季 :25秒~28秒 夏季 :23秒~25秒
★纸张是一种“活”的物体。
生产工艺流程图
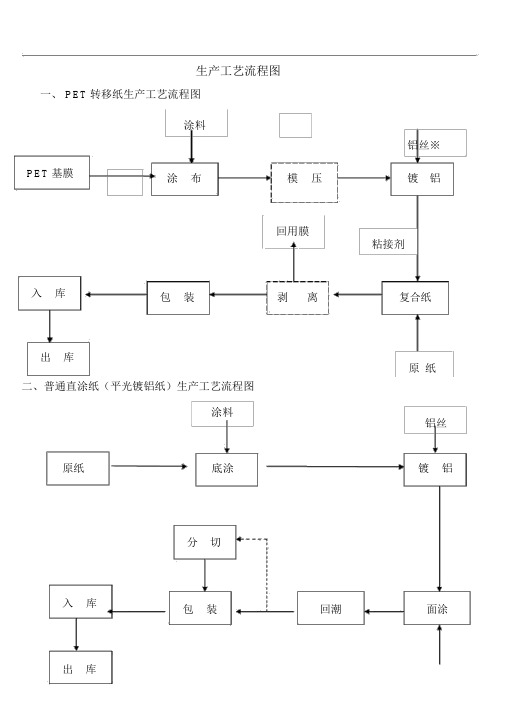
生产工艺流程图
一、 PET 转移纸生产工艺流程图
涂料
铝丝※PET 基膜涂布模压镀铝
回用膜
粘接剂
入库包装剥离复合纸出库
原纸二、普通直涂纸(平光镀铝纸)生产工艺流程图
涂料
铝丝原纸底涂镀铝
分切
入库
包装回潮面涂出库
生产工艺流程图QW06-05A3
涂料三、 OPP 镭射纸生产工艺流程图
OPP基膜模压复合纸剥离/烘干镀铝
原纸
入库
包装回潮面涂
出库
涂料
四、柔印纸箱生产工艺图
牛卡纸
涂布白板牛卡纸柔印纸板线自动模切机
瓦楞纸
出库入库包装
1
四、胶印纸箱生产工艺图
牛卡纸瓦楞纸涂布白板牛卡纸
胶印裁切选纸纸板线出库入库包装自动模切/啤切裱纸。
纸箱生产工艺流程
纸箱生产工艺流程
纸箱生产工艺流程主要包括以下步骤:
1. 纸板准备:根据客户提供的尺寸和数量购买合适的纸张,将购买的纸板进行裁切,并按照客户要求的尺寸进行打样。
将打样的样品交给印刷厂或制版。
2. 印刷:根据客户要求设计出相应的印刷图案及内容。
选择适当的印刷机器,并确定好相应油墨的粘度及上机时间。
将印好的成品送到指定地点。
3. 啤盒:啤盒前对产品外观进行检查确认是否达到客户的包装要求。
啤盒时注意控制压力,避免压坏产品。
4. 粘箱:检查粘箱材料是否干燥,如不干燥应适当喷些水使其湿润。
在粘贴过程中要保证产品的平整度。
5. 打包封口:打包封口前应对装箱单核对清楚。
打包封口时应先固定好产品。
用胶带固定时要注意胶带不要有褶皱。
捆扎整齐后要及时用透明胶布密封。
以上信息仅供参考,如有需要,建议您咨询纸箱厂工作人员获取更详细的信息。
纸箱的工艺流程
纸箱的工艺流程
《纸箱的工艺流程》
纸箱是一种常见的包装材料,它在物流和仓储中扮演着重要角色。
纸箱的制作过程经过多道工艺流程,下面我们来介绍一下。
首先,制作纸箱的原料是纸浆,它可以来自废纸的回收利用,也可以是新鲜的木浆。
将纸浆与水混合后,加入增稠剂和造纸助剂,经过搅拌混合后形成混浆。
接下来是纸箱的成型工序。
将混浆倒入纸箱成型机中,经过加热、挤压和干燥,纸浆逐渐变成了纸张形态。
然后通过模具将纸张切割成所需要的尺寸和形状,这就完成了纸箱的初步成型。
接下来是纸箱的印刷和装配工序。
根据客户的要求,可以在纸箱印上各种图案和文字,使其更具吸引力和辨识度。
然后将纸箱的各个部件进行粘合、折叠和组装,最终形成成品的纸箱。
最后是纸箱的包装和出厂。
将成品的纸箱进行包装,通常包括塑料薄膜包装和外包装箱包装,以保护纸箱不受潮或损坏。
然后运送到客户或仓库。
通过以上的工艺流程,我们可以看到纸箱的制作需要经过多道工序才能成型,而每一个工序都需要高精度的设备和技术人员来完成。
纸箱的工艺流程虽然繁杂,但也正是这种精细的工艺流程,使得纸箱在包装行业中拥有了不可替代的地位。
纸箱厂工艺流程

纸箱厂工艺流程
《纸箱厂工艺流程》
纸箱是一种常见的包装材料,广泛用于各种产品的包装和运输。
纸箱的制作过程需要经过多道工序,才能实现最终的成品。
下面是一般纸箱厂的工艺流程:
1. 原材料准备
纸箱的原材料主要是纸板,通常有单层纸板和瓦楞纸板两种。
纸箱厂首先需要采购纸板原料,并对其进行检验和质量把控,以确保原料符合生产要求。
2. 印刷
如果需要对纸箱进行印刷或印刷外包装,需要进行印刷工艺。
这一步需要先把印刷图案或文字制作到印刷版上,然后使用印刷机将图案和文字印刷到纸板上。
3. 开料
开料是将原材料的大张纸板按照纸箱的尺寸要求裁剪成适当大小的纸板片。
这一步通常使用自动切纸机或切纸模具进行。
4. 成型
成型是将已经开料好的纸板片按照纸箱的设计要求折叠和粘合成为成品纸箱。
这一工序需要经验丰富的操作工人进行手工操作或使用自动化包装生产线进行自动成型。
5. 检验
在成型完成之后,需要对纸箱进行质量检验,包括尺寸、印刷质量、粘合牢固度等方面的检查,以确保成品纸箱符合客户的要求。
6. 包装
最后一步是将成品纸箱进行包装和堆垛。
包装是为了便于储运和出售,通常会采用捆扎或打包方式进行包装。
堆垛则是为了存放和运输,需要将成品纸箱整齐地叠放在货架上或托盘上。
以上就是一般纸箱厂的工艺流程。
通过严谨的流程控制和质量把控,纸箱厂能够生产出高质量的纸箱产品,满足各种客户的使用需求。