QBH-5169中文资料
垃圾焚烧锅炉检修规程

锅炉检修规程青岛环境再生能源有限公司目录第一章锅炉结构说明 (2)第二章垃圾供给装置 (8)第三章燃烧装置 (13)第四章汽水系统检修 (34)第五章垃圾抓斗检修 (40)第六章引风机检修 (45)第七章风机检修规程 (55)第八章刮板输送机检修规程 (63)第九章管阀检修规程 (65)第一章锅炉结构简述本锅炉是单汽包自然循环水管锅炉,卧式、室内布置、微负压运行,落地抗震结构的锅炉。
锅炉设置在焚烧炉上方,以回收焚烧所产生的热量为目的。
垃圾由抓斗供入垃圾给料斗,经过搭桥破解装置和溜槽,由推料器推入焚烧炉燃烧。
焚烧炉排由干燥炉排、燃烧炉排和燃烬炉排三部分组成,垃圾灰烬通过排渣机排出。
燃烧空气主要由炉排底部流经主烟道进入烟气混合室,燃烧烟气的一部分用于炉排上垃圾的辐射和干燥,经副烟道进入烟气混合室,与从主烟道进入的烟气进行混合再燃烧。
炉排下部布置八个漏渣斗,漏渣斗下为落灰管及档板阀,灰渣由炉渣输送机排出。
炉排上方是由φ57×5,材料为20G的锅炉管组成的膜式水冷壁,烟气在水冷壁中经过三个垂直辐射通道进入卧式布置的水平对流区域,在水平对流区域烟气依次经过第一组蒸发器,三组过热器,第二组对流蒸发器,三组省煤器,最后排入烟气处理设备。
过热器前设置了一组受热面较小的蒸发器管束,过热器前布置的蒸发器可使烟气温度降至650℃以下,减少了高温烟气对过热器的高温腐蚀。
过热器第一组管子为φ57×6,材料为20G,第二组管子为φ57×6,材料为15Mo3,第三组管子为φ57×6,材料为15Mo3;蒸发器、水冷壁和省煤器材质均为20G。
三组过热器之间设置两级喷水减温器。
锅炉采用三个垂直通道和一个水平通道的结构布置方式,在燃烧室后部有三组垂直的膜式水冷壁组成的烟气通道及带有过热器、蒸发器和省煤器的第四水平通道。
1.1.1. 汽包: 汽包采用单汽包,材质为Q345R ,汽包长度为9140mm ,内径为1800mm ,壁厚为55mm ,总重为26.6吨,全容积为26.31m3,封头用20g 钢板压制成。
中-美-日 材料牌号对照

2~3
1040-1150 快冷
2~3
Cu3~4 仅用于固溶处理
0.5
固溶
0.5
固溶
0.5
固溶+深冷
2~3
固溶+深冷
2~3
固溶+深冷
2~3
固溶+深冷
-
Ti≤0.7 固溶+深冷
-
Ti≤0.7 固溶+深冷
-
冰冷处理 850-880
600
-
冰冷处理 8600
冰冷处理 870-900
434-607 317
515
205
515
205
515
205
525
218
515
205
483
172
483
172
515
205
515
205
515
205
515
205
≤197 ≤197 ≤197 ≤197 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187 ≤187
A352 LCB A352 LCC A352 LC1 A352 LC2 A352 LC3 A350 LF1 A350 LF2 A350 LF3 A350 LF9 A182 F304 A182 F321 A182 F316 A182 F316L A182 F304L A182 F347 A182 F304 A182 F304H A182 F321
0.5 0.5 0.5 0.35
0.5~0.8 0.5~0.9 1~1.5 2~2.75 4~6.5 8~10 11.5-14 12-14 18-21 18-21 17-21 17-21 19-22 18-21 23-27 18-21 18-21 17-21 17-21 17-20 17-20
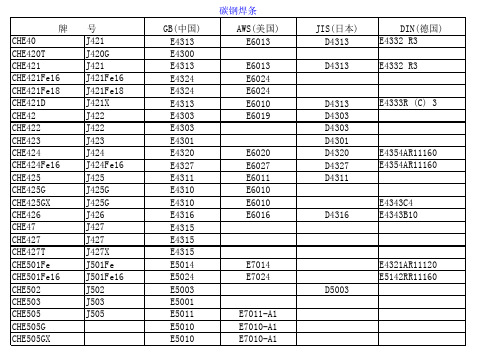
碳钢焊条简明表及使用说明

碳钢焊条简明表牌号GB标准AWS标准药皮类型焊接电源主要用途J350 DC+ 专用于微碳纯铁氨合成塔内件的焊接。
具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不要求等强度的焊接或过渡层。
J421 E4313 E6013 钛型AC、DC 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313 E6013 钛型AC、DC 焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16 E4324 E6024 钛型AC、DC 用于一般低碳钢结构的平焊、平角焊。
J421Fe18 E4324 E6024 钛型AC、DC 用于一般低碳钢结构的平焊、平角焊。
J421X E4313 E6013 钛型AC、DC 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422 E4303 钛钙型AC、DC 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe E4303 钛钙型AC、DC 适用于较重要的低碳钢结构的焊接。
J422Fe16 E4323 钛钙型AC、DC 用于较重要的低碳钢结构的焊接。
J422GM E4303 钛钙型AC、DC 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J423 E4301 钛铁矿型AC、DC 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424 E4320 E6020 氧化铁型AC、DC- 可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425 E4311 纤维素型AC、DC+ 适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426 E4316 低氢型AC、DC+ 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427 E4315 低氢型DC+ 用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
耐海水腐蚀低合金钢牌号
耐海水腐蚀低合金钢牌号【原创实用版】目录1.耐海水腐蚀低合金钢的简介2.耐海水腐蚀低合金钢的牌号分类3.耐海水腐蚀低合金钢的主要性能4.耐海水腐蚀低合金钢的应用领域5.我国耐海水腐蚀低合金钢的研究与发展正文一、耐海水腐蚀低合金钢的简介耐海水腐蚀低合金钢,顾名思义,是一种具有良好耐海水腐蚀性能的低合金钢材。
在海洋工程、船舶制造等涉海领域中,由于海水中含有大量的氯离子和腐蚀性物质,对金属材料的腐蚀性极强,因此耐海水腐蚀低合金钢应运而生,以满足这些领域对材料耐腐蚀性的高要求。
二、耐海水腐蚀低合金钢的牌号分类根据我国相关标准,耐海水腐蚀低合金钢的牌号主要分为以下几个系列:1.Q235NH 耐海水腐蚀钢2.Q345NH 耐海水腐蚀钢3.Q390NH 耐海水腐蚀钢4.Q420NH 耐海水腐蚀钢5.Q460NH 耐海水腐蚀钢其中,数字表示最低屈服强度,NH 表示耐海水腐蚀。
三、耐海水腐蚀低合金钢的主要性能耐海水腐蚀低合金钢的主要性能包括力学性能、耐腐蚀性能、焊接性能等。
1.力学性能:耐海水腐蚀低合金钢具有良好的力学性能,可以满足海洋工程等领域对材料强度和韧性的要求。
2.耐腐蚀性能:耐海水腐蚀低合金钢在海水中具有优异的耐腐蚀性能,其耐腐蚀性能主要来源于合金元素(如铜、镍、钼等)对钢铁基体的保护作用。
3.焊接性能:耐海水腐蚀低合金钢具有良好的焊接性能,可以采用各种焊接方法进行焊接。
四、耐海水腐蚀低合金钢的应用领域耐海水腐蚀低合金钢广泛应用于海洋工程、船舶制造、海洋石油平台、海水淡化等领域。
五、我国耐海水腐蚀低合金钢的研究与发展我国在耐海水腐蚀低合金钢的研究与发展方面取得了显著成果。
0.5mm≤厚≤1mm冷轧不锈钢板材(除冷轧外未…(HS 721934)2017 乌克兰

数据来源:全球最大贸易统计数据库—GTA
click to get more information
0.5mm≤厚≤1mm 冷轧不锈钢板材(除冷轧外未经进一步加工,宽度 ≥600mm)(HS 721934)乌克兰(56 个)进口商排名(按进口额排名)
--Of a thickness of 0.5 mm or more but not exceeding 1 mm (HS 721934)2017 UKRAINE Importer Rankings
6
ТОВ "М ОДУС-СВ"
7
ТОВ "ТЕХНОІНОКС"
8
ТОВ "М ЕТАЛСТІЛ УКРАЇНА"
9
Товариство з обмеж еною відповідальністю "Лінок са-Ук раїна"
10
СП ТОВ 'М ОДЕРН-ЕКСПО'
登录 查询更多贸易大数据
瀚闻资讯 Dalian Infobank Co., Ltd.
乌克兰 2017 年度真实 买家/进口商/收货人/采购商 排名 UKRAINE Active and Exact Importers
更多买家信息、采购信息、进出口交易记录、进出口贸易数据、真实交易记录、请与瀚闻资讯联系 Please visit our website to get more import and export trade information
全球最大的贸易统计数据库 – GTA2017 年终统计结果显示:2017 年 1-12 月 0.5mm≤厚≤1mm 冷轧不锈 钢板材(除冷轧外未经进一步加工,宽度≥600mm)(商品编码 721934)乌克兰进口商共计 56 个
采购技术条件-钢板516(中英文对照)
中、低温压力容器用碳钢板
3. Specification designation
材料牌号
ASME Code Sect. II 2007Ed, SA-516MGr.485
Tensile strength, Mpa抗拉强度
Yield strength, min. Mpa屈服强度
Elongation in50 mmmin. %伸长率,标矩50mm
or Elongation in200mmmin. %伸长率,标矩200mm
485~620
260
21
17
7.2Impact test (charpy V-notch): Not required
Molybdenum, max.钼的最大含量
Vanadium, max.钒的最大含量
Columbium, max.铌的最大含量
Titanium, max.钛的最大含量
0.40
0.40
0.30
0.03
0.02
0.03
Note:
A. The sum of copper, nickel, chromium and molybdenum shall not exceed 1.00% on heat analysis. Cu、Ni、Cr及Mo含量总和不应超过1.00%(熔炼分析)。
规范编号和材料等级. (SA-516MGr.485)
12.4 Dimension (T×W×L)
尺寸(T×W×L)
13.Packing, marking and loading for shipment
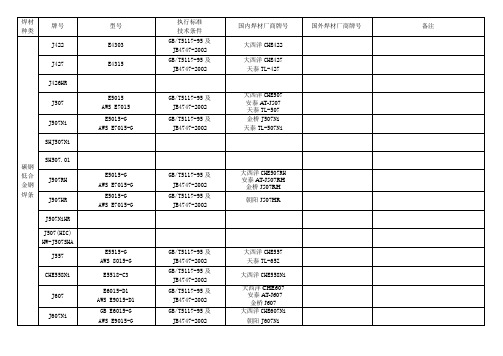
常用钢号推荐选用的焊接材料

常用钢号推荐选用的焊接材料钢号焊条电弧焊 埋弧焊 电渣焊 CO2气保焊 氩弧焊焊条 焊丝钢号(标准号) 焊剂 焊丝钢号(标准号) 焊剂焊丝钢号(标准号) 焊丝钢号(标准号)型号(标准号) 牌号示例 型号(标准号) 牌号示例 型号(标准号)牌号示例Q235-A·FQ235-A10(管) 20(管)E4303(GB/T5117)J422H08AH08MnA(GB/T14957)HJ401-H08A (GB/T5293)HJ431---- --------- H08MnSi(GB/T14958)----Q124-B Q235-C 20G,20g 20R,20(锻) E4316 (GB/T5117)J426 H08AH08EH08MnA (GBT14957) HJ401-H08A (GB/T5293)HJ431---- ------- H08MNSi(GB/T14958)-----E4315(GB/T5117) J427 09MnD E5015-G(GB/T5118) W607 ---------------- --- --- --- ----09MnNiD09MnNiD R------- W707 ---------------- ------------ ----16Mn16MnRE5016(GB/T5117) J506 H10MnSi H10Mn2 (GB/T14957) HJ401-H08A (GB/T5293) HJ402-H10Mn2 (GB/T52HJ431 HJ350 SJ101 H08MnMoA H08Mn2SiA(GB/T14957)HJ401-H08A (GB/T5293)HJ431H08Mn2SiA(GB/T14958)H10MnSi(GB/T14957)E5015 (GB/T5117) J50793) HJ404-H08MnA (GB/T5293) 钢号 焊条电弧焊埋弧焊电渣焊 CO2气保焊 氩弧焊 焊条焊丝钢号(标准号) 焊剂焊丝钢号(标准号)焊剂 焊丝钢号(标准号) 焊丝钢号(标准号)型号(标准号) 牌号示例 型号(标准号) 牌号示例 型号(标准号) 牌号示例16MnD 16MnDRE5016-G(GB/T5118) J506RH * ---- * ---- ---- -------- ---- E5015-G (GB/T5118)J507R H 15MnNi DR E5015-G(GB/T5118) W607 ---- ---- ---- ---- ---- ---- ---- -----15MnNb R E5516-G(GB/T5118) J556RH * HJ404-H08MnA(GB/T5293)SJ101 ---- ---- ----* ---- E5515-G(GB/T5118)J557 15MnVR E5515-G (GB/T5118) J557 H08MnMoAH10MnSi H10Mn2 (GB/T14957) HJ401-H08A(GB/T5293)HJ402-HJ431HJ350 SJ101---- ---- ---- H08Mn2SiA (GB/T14958)H08Mn2SiA(GB/T14957)H10Mn2 (GB/T5293) HJ404-H08MnA (GB/T5293) 20MnMo E5015-G(GB/T5118) J507RH H10MnSiH10Mn2H08MnMoA (GB/T14957) HJ401-H08A(GB/T5293) HJ402-H10Mn2 (GB/T5293)HJ431HJ35---- ---- ------------E5515-G(GB/T5118)J557 钢号焊条电弧焊 埋弧焊 电渣焊CO2气保焊 氩弧焊 焊条焊丝钢号(标准号) 焊剂焊丝钢号(标准号) 焊剂焊丝钢号(标准号) 焊丝钢号(标准号)型号(标准号) 牌号示例 型号(标准号) 牌号示例 型号(标准号)牌号示例20MnMoDE5016-G(GB/T5118)J506RH -------- ---- ---- -------- ---- ----E5015-G(GB/T5118) J507RH E5516G(GB/T51J556RH18) 13MnNiMoNb R E6016-D1(GB/T5118) J606H08Mn2Mo A (GB/T14957) HJ402-H10Mn2 (GB/T5293) HJ35*HJ401-H08A(GB/T5293) HJ431 ---- ----E6015-D1(GB/T5118)J60718MnMoNbR E6015-D1 (GB/T5118) J607 H08Mn2Mo A(GB/T14957)---- HJ250GH10MnMoAH10Mn2Mo VA(GB/T14957)HJ401-H08A (GB/T5293) HJ431 ---- ----20MnMoNb E6015-D1 (GB/T5118) J607 H08Mn2MoA(GB/T14957)---- HJ250G---- -------- ---- ----07MnCrMbVR08MnNiCrMbVD 07MnNiCrMb VDRE6015-G(GB/T5118)J607RH *---- SJ102---- -------- ---- -----10Ni3MoVD E6015-G(GB/T5118)J607RH -------- ---- ---- -------- ---- ---- 钢号焊条电弧焊 埋弧焊 电渣焊CO2气保焊 氩弧焊 焊条焊丝钢号(标准号) 焊剂焊丝钢号(标准号) 焊剂焊丝钢号(标准焊丝钢号(标准号) 型号(标准号) 牌号示例 型号(标准号) 牌号示例 型号(标准号)牌号示例号)12CrMo12CrMoGE5515-B1(GB/T5118)R207H13CrMoA(GB/T14957)HJ402-H10Mn2(GB/T5293) HJ404-H08MnA(GB/T5293)HJ350 SJ101HJ250G ---- -------- ---- H08CrMoA(GB/T14957)15CrMo15CrMo G15CrMo RE5515-B2(GB/T5118) R307H13CrMoA(GB/T14957) HJ401-H08A(GB/T5293)HJ431 ---- H13CrMoA(GB/T14957)14Cr1M oR 14Cr1M o E5515-B2(GB/T5118) R307H---- ---- ---- ---- -------- --------12Cr1M oV 12Cr1M oVG E5515-B2-V(GB/T5118) R317H08CrMoV A (GB/T14957) HJ402-H10Mn2 (GB/T5293)HJ35---- -------- ----H08CrMoV A (GB/T14957)12Cr2M o12Cr2M o1 12Cr2M oG 12Cr2M o1RE6015-B3 (GB/T5118) R407* ---- * ---- -------- --------1Cr5MoE5MoV-15(GB/T5118) R507---- ---- ---- ---- -------- --------0Cr18N i9E308-16(GB/T983)A102 H0Cr21Ni 10 (YB/T509----HJ26---- -------- ----H0Cr21Ni10 (YB/T509E308-15 (GB/T983)A107 2)1)钢号 焊条电弧焊 埋弧焊 电渣焊 CO2气保焊氩弧焊焊条 焊丝钢号(标准号) 焊剂 焊丝钢号(标准号) 焊剂 焊丝钢号(标准号)焊丝钢号(标准号)型号(标准号) 牌号示例 型号(标准号) 牌号示例 型号(标准号)牌号示例0Cr18Ni10Ti 1Cr18Ni9Ti E347-16(GB/T983) A132 H0Cr21Ni10Ti (YB/T5092) ---- HJ260 ---- ---- --------H0Cr21Ni10Ti (YB/T5091)E347-15 (GB/T983)A137 0Cr17Ni12Mo2E316-16(GB/T983) A202 H0Cr19Ni12Mo 2(YB/T5092) ---- HJ260 ---- ---- --------H0Cr19Ni12Mo 2 (YB/T5091) E316-15 (GB/T983) A207 0Cr18Ni12Mo2Ti E316L-16(GB/T983)A022 H00Cr19Ni12M o2(YB/T5092) ---- HJ260 ---- ---- ---- ----H00Cr19Ni12Mo2 (YB/T5091) E318-16(GB/T983)A212 0Cr19Ni10 E317-16 (GB/T98 ---- ---- ---- ---- -------H0Cr20Ni14Mo33) - (YB/T5901)00Cr19Ni10 E308L-16(GB/T983)A002H00Cr21Ni10(YB/T5902)----HJ26----------------H00Cr21Ni10(YB/T5901)00Cr17Ni14Mo 2 E316-16(GB/T983)A022--------------------------------00Cr19Ni13Mo 3 E317L-16(GB/T983)A242--------------------------------0Cr13 E410-16(GB/T983)G202-------------------------------- E410-15(GB/T983)G207。
焊材对应一览表
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
标准5169
标准5169
标准5169是关于防盗报警系统技术要求的国家标准。
该标准规
定了防盗报警系统在安装、调试和运行中需要满足的技术要求,以保
证其运行的可靠性和安全性。
根据标准要求,安装防盗报警系统的场所必须进行风险评估,确
定安装位置和系统组合方案,并进行合理布线和安装。
在系统的组成
部分方面,需考虑到各种感应器、报警器、控制器等设备的配合和功
能的完善,同时要保证设备的品质稳定性和互通性。
防盗报警系统的运行和维护需要有专业技术人员进行指导和操作,定期进行维护保养和设备检测,以保证整个系统的正常运行和保障安全。
标准还对报警信息的处理和存储、报警措施和演练以及报警后的
处理进行了详细规定,以增强系统的应急响应能力。
总之,标准5169着重要求防盗报警系统的安全、可靠、稳定地
运行,并对系统的设计、安装、运行、维护、管理等方面进行了规范,以确保人民群众的生命财产安全。
林肯电气公司焊接材料安全数据说明书
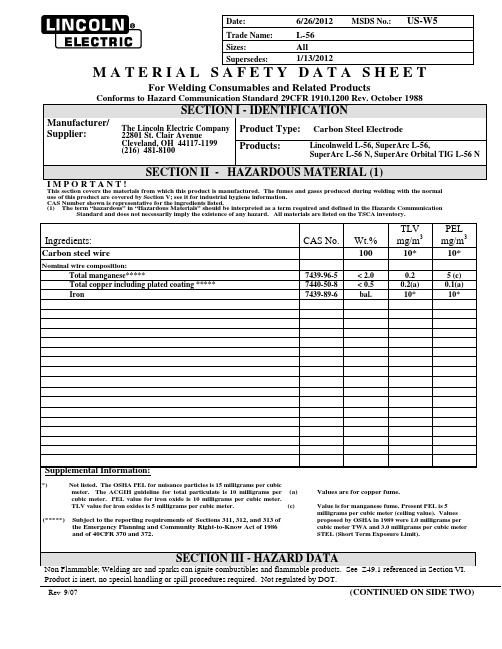
Date: 6/26/2012MSDS No.: US-W5Trade Name: L-56Sizes: AllSupersedes: 1/13/2012M A T E R I A L S A F E T Y D A T A S H E E T For Welding Consumables and Related ProductsConforms to Hazard Communication Standard 29CFR 1910.1200 Rev. October 1988SECTION I - IDENTIFICATIONManufacturer/Supplier:The Lincoln Electric Company22801 St. Clair AvenueCleveland, OH 44117-1199(216) 481-8100 Product Type: Carbon Steel ElectrodeProducts: Lincolnweld L-56, SuperArc L-56,SuperArc L-56 N, SuperArc Orbital TIG L-56 NSECTION II - HAZARDOUS MATERIAL (1)I M P O R T A N T !This section covers the materials from which this product is manufactured. The fumes and gases produced during welding with the normal use of this product are covered by Section V; see it for industrial hygiene information.CAS Number shown is representative for the ingredients listed.(1) The term “hazardous” in “Hazardous Materials” should be interpreted as a term required and defined in the Hazards CommunicationStandard and does not necessarily imply the existence of any hazard. All materials are listed on the TSCA inventory.Ingredients: CAS No. Wt.%TLVmg/m3PELmg/m3Carbon steel wire 100 10* 10* Nominal wire composition:Total manganese***** 7439-96-5 < 2.0 0.2 5 (c) Total copper including plated coating ***** 7440-50-8 < 0.5 0.2(a) 0.1(a) Iron 7439-89-6 bal. 10* 10* Supplemental Information:(*) Not listed. The OSHA PEL for nuisance particles is 15 milligrams per cubic meter. The ACGIH guideline for total particulate is 10 milligrams percubic meter. PEL value for iron oxide is 10 milligrams per cubic meter.TLV value for iron oxides is 5 milligrams per cubic meter.(*****) Subject to the reporting requirements of Sections 311, 312, and 313 of the Emergency Planning and Community Right-to-Know Act of 1986and of 40CFR 370 and 372.(a)Values are for copper fume.(c) Value is for manganese fume. Present PEL is 5milligrams per cubic meter (ceiling value). Valuesproposed by OSHA in 1989 were 1.0 milligrams percubic meter TWA and 3.0 milligrams per cubic meterSTEL (Short Term Exposure Limit).SECTION III - HAZARD DATANon Flammable; Welding arc and sparks can ignite combustibles and flammable products. See Z49.1 referenced in Section VI. Product is inert, no special handling or spill procedures required. Not regulated by DOT.Rev 9/07 (CONTINUED ON SIDE TWO)Product: L-56Date: 6/26/2012SECTION IV - HEALTH HAZARD DATAThreshold Limit Value: The ACGIH recommended general limit for Welding Fume NOS - (Not Otherwise Specified) is 5 mg/m3.ACGIH-1999 preface states that the TLV-TWA should be used as guides in the control of health hazards and should not be used as fine lines between safe and dangerous concentrations. See Section V for specific fume constituents which may modify this TLV. Threshold Limit Values are figures published by the American Conference of Government Industrial Hygienists. Units are milligrams per cubic meter of air.Effects of Overexposure: Electric arc welding may create one or more of the following health hazards:Fumes and Gases can be dangerous to your health. Common entry is by inhalation. Other possible routes are skin contact and ingestion.Short-term (acute) overexposure to welding fumes may result in discomfort such as metal fume fever, dizziness, nausea, or dryness or irritation of nose, throat, or eyes. May aggravate pre-existing respiratory problems (e.g. asthma, emphysema).Long-term (chronic) overexposure to welding fumes can lead to siderosis (iron deposits in lung) and may affect pulmonary function. Manganese overexposure can affect the central nervous system, resulting in impaired speech and movement. Bronchitis and some lung fibrosis have beenreported. WARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code Section 25249.5 et seq.)Arc Rays can injure eyes and burn skin. Skin cancer has been reported.Electric Shock can kill. If welding must be performed in damp locations or with wet clothing, on metal structures or when in cramped positions such as sitting, kneeling or lying, or if there is a high risk of unavoidable or accidental contact with workpiece, use the following equipment: Semiautomatic DC Welder, DC Manual (Stick) Welder, or AC Welder with Reduced Voltage Control.Emergency and First Aid Procedures: Call for medical aid. Employ first aid techniques recommended by the American Red Cross.IF BREATHING IS DIFFICULT give oxygen. IF NOT BREATHING employ CPR (Cardiopulmonary Resuscitation) techniques.IN CASE OF ELECTRICAL SHOCK, turn off power and follow recommended treatment. In all cases call a physician.SECTION V - REACTIVITY DATAHazardous Decomposition Products: Welding fumes and gases cannot be classified simply. The composition and quantity of both are dependent upon the metal being welded, the process, procedure and electrodes used.Other conditions which also influence the composition and quantity of the fumes and gases to which workers may be exposed include: coatings on the metal being welded (such as paint, plating, or galvanizing), the number of welders and the volume of the worker area, the qualityand amount of ventilation, the position of the welder's head with respect to the fume plume, as well as the presence of contaminants inthe atmosphere (such as chlorinated hydrocarbon vapors from cleaning and degreasing activities.)When the electrode is consumed, the fume and gas decomposition products generated are different in percent and form from theingredients listed in Section II. Decomposition products of normal operation include those originating from the volatilization, reaction,or oxidation of the materials shown in Section II, plus those from the base metal and coating, etc., as noted above.Reasonably expected fume constituents of this product would include: Primarily iron oxide and fluorides; secondarily complex oxides ofaluminum, calcium, magnesium, manganese, potassium, silicon, sodium, titanium and zirconium when used with recommended Lincolnweldfluxes. Primarily iron oxide; secondarily complex oxides of copper, manganese and silicon when used with gas shielding.Maximum fume exposure guideline for this product (based on manganese content) is 1.5 milligrams per cubic meter.Gaseous reaction products may include carbon monoxide and carbon dioxide. Ozone and nitrogen oxides may be formed by the radiationfrom the arc.Determine the composition and quantity of fumes and gases to which workers are exposed by taking an air sample from inside the welder's helmet if worn or in the worker's breathing zone. Improve ventilation if exposures are not below limits. See ANSI/AWS F1.1, F1.2, F1.3 and F1.5, available from the American Welding Society, 550 N.W. LeJeune Road, Miami, FL 33126.SECTION VI AND VIICONTROL MEASURES AND PRECAUTIONS FOR SAFE HANDLING AND USE Read and understand the manufacturer's instruction and the precautionary label on the product. Request Lincoln Safety Publication E205. See American National Standard Z49.1, "Safety In Welding, Cutting and Allied Processes" published by the American Welding Society, 550 N.W. LeJeune Road, Miami, FL, 33126 (both available for free download at /community/safety/) and OSHA Publication 2206 (29CFR1910), U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954 for more details on many of the following: Ventilation: Use enough ventilation, local exhaust at the arc, or both to keep the fumes and gases from the worker's breathing zone and the general area. Train the welder to keep his head out of the fumes. Keep exposure as low as possible.Respiratory Protection: Use respirable fume respirator or air supplied respirator when welding in confined space or general work area when local exhaust or ventilation does not keep exposure below TLV.Eye Protection: Wear helmet or use face shield with filter lens shade number 12* or darker. Shield others by providing screens and flash goggles.(*) No specific recommendation for submerged arc.Protective Clothing: Wear hand, head, and body protection which help to prevent injury from radiation, sparks and electrical shock. See Z49.1.At a minimum this includes welder's gloves and a protective face shield, and may include arm protectors, aprons, hats, shoulder protection, as well as dark substantial clothing. Train the welder not to permit electrically live parts or electrodes to contact skin or clothing or gloves if they are wet. Insulate from work and ground.Disposal Information: Discard any product, residue, disposable container, or liner as ordinary waste in an environmentally acceptable manner according to Federal, State and Local Regulations unless otherwise noted. No applicable ecological information available.。
中、美、日阀门常用材料对照表

剪应力与抗拉强度关系
我们在设计的时候常常取许用剪切应力,在不同的情况下安全系数不同,许用剪切应力就不一样...校核各种许用应力常常与许用拉应力有联系,而许用材料的屈服强度(刚度)与各种应力的关系一拉伸
钢材的屈服强度与许用拉伸应力的关系
[δ ]= δu/n n为安全系数
二剪切
许用剪应力与许用拉应力的关系
1 对于塑性材料 [τ]=0.6—0.8[δ]
2 对于脆性材料 [τ]=0.8--1.0[δ]
三挤压
许用挤压应力与许用拉应力的关系
1 对于塑性材料 [δj]=1.5—2.5[δ]
2 对于脆性材料 [δj]=0.9—1.5[δ]
注::[σj]=(1.7—2)[σ](部分教科书常用)
四扭转
许用扭转应力与许用拉应力的关系:
1 对于塑性材料 [δn]=0.5—0.6[δ]
2 对于脆性材料 [δn]=0.8—1.0[δ]
轴的扭转变形用每米长的扭转角来衡量。
对于一般传动可取[υ]=0.5°--/m;对于精密传动,可取[υ]=0.25°—0.5°/M;对于要求不严格的轴,[υ]可大于1°/M计算。
五弯曲
许用弯曲应力与拉应力的关系:
1 对于薄壁型钢一般采用轴向拉伸应力的许用值.。
GBT 5169灼热丝试验 等同于 IEC

0695-2-11:2000电工电子产品着火危险试验第1 1部分:灼热丝/热丝基本试验方法成品的灼热丝可燃性试验方法1范围GB/T 5169的本部分详细规定了着火危险试验中施加于成品的灼热丝试验。
本部分中的成品是指电工设备及其组件和部件。
标准化技术委员会的任务之一就是在编写自己的出版物时,凡是适用之处都要利用这些基本安全出版物。
2规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T 5169. 5- 1997 电工电子产品着火危险试验第2部分:试验方法第2篇:针焰试验(idt IEC 60695-2-2:1991)GB/T 电工电子产品着火危险试验第10部分:灼热丝/热丝基本试验方法灼热丝装置和通用试验方法(IEC 60695-2-10:2000,IDT)ISO/IEC 13943:2000 防火安全术语3术语和定义1SO/IEC 13943:2000给出的以及下列术语和定义适用于本部分。
小部件small parts部件在一个直径为15 mm的圆内能够完全展开每个表面,或表面的某些部分展开在直径为15 mm的圆之外,但是任何部分都不适合放置一个直径为8 mm的圆(见图1)。
注:当检查表面时,忽略表面上的突出部分和最大面积上直径不大于2 mm的孔。
图14试验条件的说明和试验样品选择如果可能,试验样品应是一个完整的成品。
试验样品的选择应确保试验条件与正常使用中存在的1GB/T IEC 60695-2-11:2000条件无显着的差异,如形状、通风、热应力影响以及试验样品可能出现的火焰或燃烧颗粒或灼热颗粒落到试验样品附近的影响。
如果试验不能在完整的成品上进行,或除非有关规范另街规定,则可采用下列方法之一:a) 在需要检验的部件中切下一块;b) 在完整的成品上开一小孔使其与灼热丝接触;c)从完整的成品中取出需要检验的部件,进行单独试验。
焊接与热处理

(八)热处理
焊接记录列入产品质量证明文件。
(四)焊接工艺一般要求
1、焊接环境条件
? 风速:手工焊≤10m/s,气保焊≤2m/s ? 相对湿度:≤90% ? 焊件温度:≥-20℃ ? 焊件温度为0~-20℃时,将始焊处预热到15℃以上 ? 无雨雪环境 ? 焊材贮存库相对湿度:≤60%, 温度:≥5℃
2、焊接工艺要求
(六)不锈钢的焊接
(1)焊接性能
? 用于耐腐蚀、高温、低温 ? 奥氏体不锈钢主要问题:
? 晶间腐蚀: ? 碳在奥氏体中溶解度不同,1100℃时达0.12%,450~ 850℃时只有0.02%,称为敏化温度; ? 在敏化温度区晶粒边界析出Cr23C6,造成晶界局部贫铬(含 Cr量低于12%),丧失抗腐蚀能力。 ? 解决办法:超低碳,添加稳定化元素(Ti、Nb),快速冷却
试件厚度
T≤10 10<T<20
T≥20
拉伸
1 1 1
弯曲试验
面弯 1 1
背弯 1 1
侧弯
* 2
冲击试验
焊缝 3 3 3
热影响区 3 3 3
? 拉伸试验:与焊接工艺评定相同 ? 弯曲试验:与焊接工艺评定相同 ? 冲击试验:
? 试验温度:不高于最低设计金属温度。 ? 合格标准:试验温度下,3个试样的平均值不低于规
(七) 产品焊接试件及检验
3、产品焊接试件制备 ? 试件材料:与容器同标准、同牌号、同厚度、同热处
压力容器焊接材料的选用
精品
填充金属:在焊接过程中,参与组成焊缝金属的焊接 材料的通称,如焊条、焊丝、填充丝、焊剂、预置填 充金属、金属粉、熔咀等。 焊丝:焊接时通过电流并同时作为填充材料用的金属 丝。 填充丝:焊接时不通过电流,只作为填充材料用的金 属丝。 型号:按标准规定编制的焊接材料代号。型号中要表 示出焊材类别,主要特性。 牌号:按焊材厂规定编制的焊接材料代号,牌号中要 表示出焊材类别、主要特性和本厂特点。
精品
焊接熔渣要有适宜的粘度、流动性、凝固温度和比重, 脱渣性要好,使焊缝金属不易产生夹渣、气孔和裂纹 等缺陷,焊缝成型良好。
焊条要适应于各种位置的焊接。 焊接时,飞溅小、烟雾少、有毒气体少,应符合焊条
的卫生标准。 具有适宜的焊条熔化速度,避免药皮发红的现象产生。 必须保证焊条本身具有一定的强度,药皮不裂、不脱
精品
3、焊条的分类
1)根据焊条的用途进行分类
目前我国现有的焊条技术标准体系是根据焊条 的用途进行分类,其中常用的国家标准有:
GB/T 5117-1995 《碳钢焊条》 GB/T 5118-1995 《低合金钢焊条》 GB/T 983-1995 《不锈钢焊条》 GB/T 984-1985 《堆焊焊条》 GB/T 13814-1992 《镍及镍合金焊条》 GB 10044-1988 《铸铁焊条和焊丝》 GB/T 3670-1995 《铜及铜合金焊条》 GB 3669-1983 《铝及铝合金焊条》
精品
二、 焊条电弧焊焊条
1、对焊条的基本要求
焊条作为一个电极,一方面起传导电流和引燃 电弧的作用,另一方面作为填充金属与熔化母材形 成焊缝。因此,焊条的组成物与焊条质量对焊接过 程的稳定燃烧和焊缝质量有着重大影响。
大西洋焊材型号对照表
E505-15
E410-16
E410-16
E410-15 E410NiMo-16
E410-15 E410NiMo-16
E430-15 E308L-16 E308L-15
E430-15 E308L-16 E308L-15
E316L-16 E316L-16 GB(中国)
E316L-16 E316L-16 AWS(美国)
E7018-G E8010-P1 E8015-G
D5016 D5016
D5026 D5016 D5016
E5154B (R) 10 E51431310
E51551310 E51551310
E5155B (R) /2160 E5154B (R) 10 E5154B10 E5153B10
JIS(日本)
DIN(德国)
埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 埋弧焊 气焊
H08A (E) H08MnA H10Mn2 H10MnSi H08Mn2SiA ER50-6 H008Mn2MoA H13Cr2.25MolA HO8MnMoA
EL12 EM12 EH14 EM13K
DT1216
EY7953BXXH15 EY7953BXXH15 EY7953BXXH15
EMoB10+
DT2315 DT2315
ECrMolB10+
CHH347 CHH347A
CHH407 CHH417 HL107 HL707 HL907
R347
R407 R417 W107 W707
牌号
CHH507
E5515-B2 E5515-B2 E5515-B2-V E5515-B2-VW E5515-B2-VNb
常见焊条焊丝型号牌号对照一览表重点讲义资料

碳钢焊条
牌号
型号 GB
J421
E4313
THJ421X
E4313
THJ421Fe18 E4324
THJ422
E4303
THJ422GM E4303
THJ423
E4301
THJ425X
E4310 E4311
THJ426
E4316
熔敷金属化学成分( %)(≤)
熔敷金属力学性能(≥)
Rel/RP0.2 Rm A AKV
中国 GB E4303 E4316 E4315 E5016 E5015
E5016-G E5015-G E5MoV-15 E6016-D1 E6015-D1 E5515-C1 E5515-B1 E5515-B2 E5515-B2-V E6015-B3 E5MoV-15
美国 AWS —
E6016 E6015 E7016 E7015 E7016-G E7015-G
27
0℃ 焊接相应强度的碳钢及低合金钢结构,适用于平焊、平
400
490 17
27 角焊。熔敷效率为 150%
0℃
400
490 17
用途用 THJ501Fe15,熔敷效率为 180% 左右
27
0℃ 焊接较重要相应强度的碳钢及低合金纲结构, 可全位置
400
490 20
27
焊接
-30℃ 焊接相应强度碳钢及低合金钢管环缝的全位置立向下
型号 GB ER49-1 ER50-G ER50-6 ER55-B2 ER55-G H09Cr21Ni9Mn4Mo H10Cr21Ni10Mn6Si1 H08Cr21Ni10Si H03Cr21Ni10Si H03Cr21Ni10Si1 H12Cr24Ni13Si H12Cr24Ni13Mo2 H03Cr24Ni13Si
室内给水系统安装

室内给水系统安装1.1 一样规定1.1本章适用于工作压力不大于1.0MPa的室内给水和消火栓系统管道安装工程,包括室内生活给水系统,消火栓系统管道及设备安装,不含室内消防气体灭火系统及燃气系统等管道及设备安装。
1.2给水管道材质有给水铸铁管、镀锌钢管(热浸镀锌、电镀)、焊接钢管、无缝钢管、螺旋钢管、铝塑复合管、钢塑复合管(衬塑钢管、涂塑钢管)、超薄壁不锈钢塑料复合管、给水硬聚氯乙烯管(PVC-U)、给水用改性聚丙烯(PP-R)管、铜管等。
相应材料介绍见附录A-E。
1.3给水管道必须采纳与管材相适应的管件。
生活给水系统所涉及的材料必须达到饮用水卫生标准。
1.4管径小于或等于100mm的镀锌钢管应采纳螺纹连接,套丝扣时破坏的镀锌层表面及外露螺纹部分应做防腐处理;管径大于100mm的镀锌钢管应采纳法兰或卡套式专用管件连接,镀锌钢管与法兰的焊接处应二次镀锌。
1.5给水塑料管和复合管能够采纳橡胶圈接口、粘接接口、热熔接口、卡套式或沟槽式专用管件连接及法兰连接等形式。
塑料管和复合管与金属管件、阀门等的连接应使用专用管件连接。
不得在塑料管上套丝。
1.6无缝钢管、螺旋焊接钢管采纳焊接或法兰方式连接。
1.7给水铸铁管管道应采纳水泥捻口或橡胶圈接口方式进行连接。
1.8铜管连接可采纳专用接头或焊接,当管径小于22mm时宜采纳承插或套管焊接,承口应迎介质流向安装;当管径大于或等于22mm时宜采纳对口焊接。
1.9给水立管和装有3个或3个以上配水点的支管始端,均应安装可折卸的连接件。
1.10冷、热水管道同时安装应符合下列规定:1 上、下平行安装时热水管应在冷水管上方。
2 垂直平行安装时热水管应在冷水管左侧。
1.11建筑给水、排水及采暖工程与相关各专业之间,应进行交接质量检验,并形成记录。
1.12隐藏工程应在隐藏前体会收各方检验合格后,才能隐藏,并形成记录。
1.13管道穿过结构伸缩缝、抗震缝及沉降缝敷设时,应依照情形采取下列措施:1 在墙体两侧采取柔性连接。
湖北船王焊材产品介绍

产品介绍碱性碳钢焊条CHJ506、CHJ507、CHJ427是本公司生产的极具特色的几种产品。
CHJ506焊条的熔敷效率可达120%,焊条操作的手感极佳,机械性能稳定。
CHJ507、CHJ427采用黑色药皮配方设计、无磁偏吹现象,飞溅小,X射线性能优异,特别适合应力比较集中钢结构的焊接,如锅炉行业,压力容器行业。
使用时注意以下要点:1、使用前须径3500C干燥60分钟。
2、经干燥的焊条须放入通电的保温筒内,随用随取。
3、请尽量采用回弧法引弧,防止起弧发生气孔同时保证溶深。
4、焊接低碳钢(C%≤0.3如Q235、Q345)时可不预热,也不须后热。
焊接中碳钢(0.30≤C%≤0.60如30﹟、45﹟)时需预热1000C-2000C焊接高碳钢(C%>0.6如60Mn、70Mn)时,需预热2500C-3000C,层间温度不低于预热温度。
低合金高强度钢焊条CHJ557、CHJ606、CHJ607、CHJ707、CHJ807RH、CHJ857CrNi、CHJ907Cr 等是本公司常备的低合金高强钢焊条品种。
该系列焊条抗裂性能好,全位置焊接性能优异、电弧稳定、无偏弧现象、X射线性能优异、检验合格率高。
适用于大型工程机械、压力容器、风机叶轮、转子等各个行业。
使用时应注意以下要点:1、使用前须经3500C干燥60分钟。
2、经干燥的焊条须放入通电的保温筒内随用随取。
3、尽量采用回弧法引弧,防止起弧端产生气孔,同时保证熔深。
4、选择焊条品种时一般应遵循“等强匹配”原则。
对于碳钢与低合金钢、低合金钢与低合金钢之间的焊接,建议采用与强度等级较低的钢材相对应的焊条。
5、应尽量采用较小的焊接线能量。
若焊后不进行热处理,应立即在200-3500C 保温2-6小时,促使焊缝金属中的扩散氢逸出,防止冷裂纹的产生。
6、对于中碳调质钢如30CrMo、30CrMnSi、35CrMo、40Cr等材料的焊接,防止调质前产生裂纹,应采用较高的预热温度200-3500C,并保持相应的层间温度,焊后应立即消氢处理。
第2章碳钢的焊接c
北京型及东风7型内燃机车的热交换器冷却管与管板焊 接处必须气密,采用了钎焊方法。冷却管为纯铜,管板为 Q235A钢。管板的钎焊面先堆焊0.5mm~1mm厚的黄铜。 钎料采用BCu86SnP中温无银铜基钎料,进行氧炔焰火焰 钎焊。
J506GR E5016-G 高韧性,用于采油平台、船舶和高压容器等
J506LMA E5018 耐吸潮、用于碳钢及低合金钢船舶结构
J507
E5015 焊接中碳钢及16Mn等重要的低合金钢
J507R E5015-G 高韧性,用于压力容器的焊接
J507H E5015 超低氢,用于压力容器的焊接
焊接工艺要点:高碳钢应先退火,方能焊接。
采用结构钢焊条时,焊前必须预热250~3500C以上。焊后 工件保温,立即送入炉中6500C保温,进行消除应力处理。
工件厚度大,采用减少焊接内应力的措施,焊后锤击。
电站锅炉及压力容器的应用举例
焊接方法 产品名称
钢材牌号
焊条 化工容器 20g 电弧焊
锅炉筒体、 20g 封头
2*2000t汽车纵梁压机 该压机为低碳钢厚板焊接结构,
外形尺寸:800mm*1900mm*5995mm,上板为大厚度锻件, 厚370mm。材质为30钢,在低碳钢中焊接性较差。采用国 产药芯焊丝PK-YJ-507和PK-YJ-507Ni焊接。焊前在焊接接 头附近局部预热40-500C,多道多层焊,焊后缓冷。
压缩机曲轴箱体 工作压力为60MPa的压缩机运转
中,箱体出现大裂纹,总长2.7m,深30mm。该设备从意 大利进口,箱体 材质为意大利UNIC15,相当于我国优质 碳素结构钢15钢。焊接选用J427焊条,焊接质量良好。