附着力实验报告
铝的镀层附着力实验
项标题
实验原理:通过测 量镀层与基体之间 的剪切力或剥离力, 评估镀层附着力的
大小
项标题
实验方法:常用的 实验方法有划痕法、 拉拔法、剥离法等, 每种方法都有其适
用范围和局限性
01
02
03
04
05
06
基材表面 处理:清 洁度、粗
糙度等
镀液成分: 酸碱度、 温度、浓
度等
镀层厚度: 镀层越厚, 附着力越
XXX,a click to unlimited possibilities
汇报人:XXX
01
02
03
04
05
06
添加 标题
添加 标题
添加 标题
添加 标题
目的:了解铝的镀层附着 力性能
实验方法:采用不同的镀 层工艺和材料
实验结果:分析镀层附着 力性能的影响因素
结论:提出提高铝的镀层 附着力性能的方法和措施
支持
实验方法:采用 不同的镀层工艺 和材料,测试镀
层附着力
实验结果:分析 镀层附着力的影 响因素,为工业 生产提供技术支
持
应用领域:汽车、 航空、电子等行 业的铝制品生产
添加标题
添加标题
添加标题
添加标题
项标题
镀层附着力:指镀 层与基体之间的结 合强度,是衡量镀 层质量的重要指标
项标题
重要性:镀层附着 力直接影响镀层的 耐腐蚀性、耐磨性、 抗疲劳性等性能, 对提高产品质量和 延长使用寿命具有
加强质量控制:加强质量控 制,提高产品质量,降低生
产成本。
环保生产:采用环保生产工 艺,降低对环境的影响,提
高企业形象。
穿戴防护装备:如手套、护目镜等 避免接触皮肤:避免皮肤直接接触铝溶液 避免吸入气体:避免吸入铝溶液产生的气体 避免误食:避免误食铝溶液或其残留物 避免接触眼睛:避免铝溶液接触眼睛 避免烫伤:避免铝溶液过热烫伤皮肤 避免火灾:避免铝溶液接触火源或高温物体 避免爆炸:避免铝溶液接触氧气或其他易燃物质 避免污染:避免铝溶液污染环境或水源 遵守实验室安全规定:遵守实验室安全规定,确保实验安全进行。
06-1附着力测试
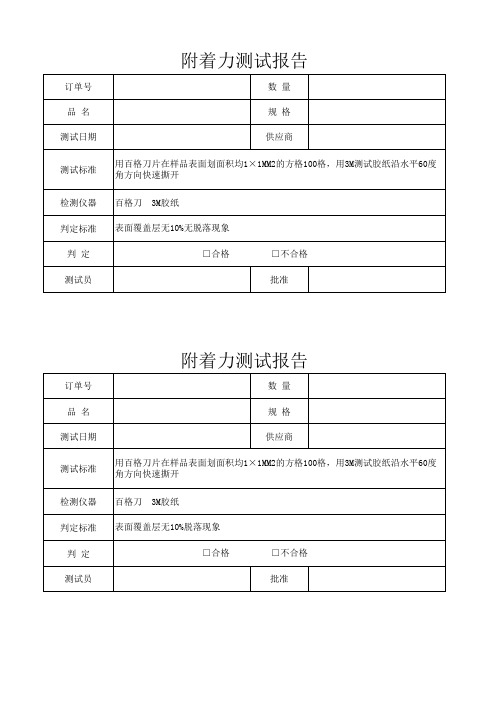
测试标准
用百格刀片在样品表面划面积均1×1MM2的方格100格,用3M测试胶纸沿水平60度 角方向快速撕开
检测仪器 百格刀 3M胶纸
判定标准 表面覆盖层无10%脱落现象
判定
□合格
□不合格
测试员
批准
订单号 品名
附着力测试报告
数量 规格
测试日期
供应商
测试标准
用百格刀片在样品表面划面积均1×1MM2的方格100格,用3M测试胶纸沿水平60度 角方向快速撕开
检测仪器 百格刀 3M胶纸
判定标准 表面覆盖层无10%无脱落现象
判定
□合格
□不合格
测试员
批准
订单号 品名 测试日期
附着力测试报告
数量 规格 供ห้องสมุดไป่ตู้商
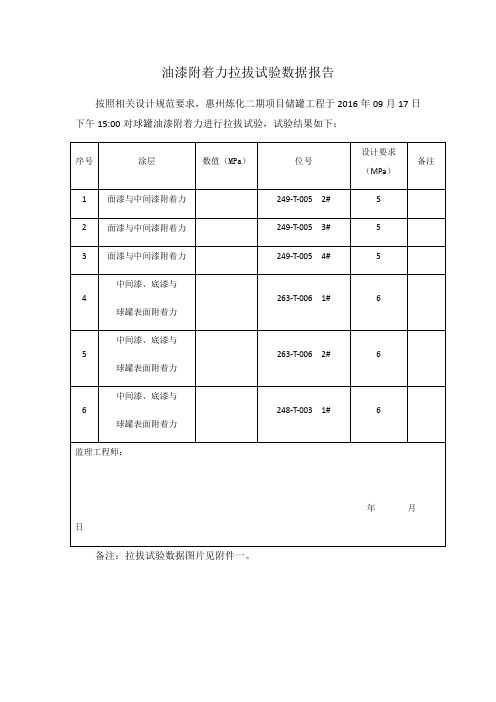
油漆附着力拉拔试验数据报告
5
4
中间漆、底漆与
球罐表面附着力
263-T-006 1#
6
5
中间漆、底漆与
球罐表面附着力
263-T-006 2#
6
6
中间漆、底漆与
球罐表面附着力
248-T:拉拔试验数据图片见附件一。
附件一:拉拔试验数据图片
1、面漆与中间漆附着力拉拔试验数据:
2、中间漆、底漆与球罐表面附着力拉拔试验数据:
油漆附着力拉拔试验数据报告
按照相关设计规范要求,惠州炼化二期项目储罐工程于2016年09月17日下午15:00对球罐油漆附着力进行拉拔试验,试验结果如下:
序号
涂层
数值(MPa)
位号
设计要求(MPa)
备注
1
面漆与中间漆附着力
249-T-005 2#
5
2
面漆与中间漆附着力
249-T-005 3#
5
3
面漆与中间漆附着力
附着力测试报告

样品名称:
样品号:
试验类别:附着力测试
结论:合格
报告编号:
申请单位:xx有限公司
编制:
校对:
审核:
xx有限公司
2019年3月29日
样件型号
样件数量
样件名称
试验开始日期
试验项目
附着力测试
试验完成日期
样件类型
□DV■PV
试验设备
划格器、3M胶带
实验目的
用以检验试件漆面附着力
实验要求
划格刀、3M胶带测试附着力
实验标准
/
实验记录
试验结束后试件切割交叉处受影响面积小于5%
实验照片
试验前:
试验设备:
试验后:
实验结果
在切割交叉处有少许脱落,交叉切割面积受影响很小,附着力符合要求。
试验员:
审核:
批准:
电镀件附着力测试报告
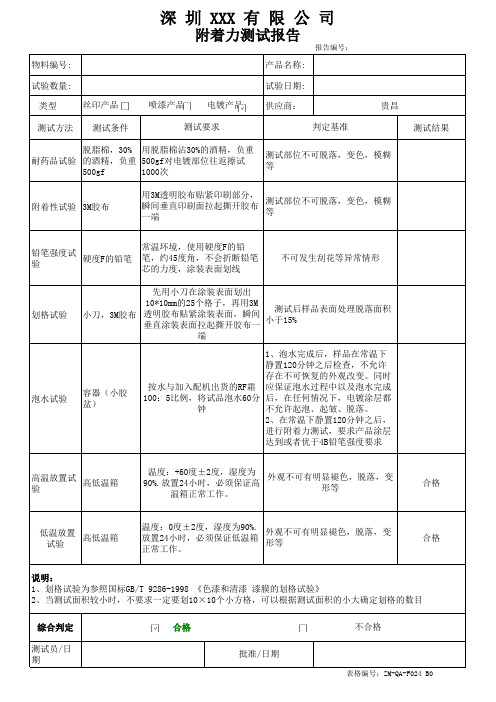
测试后样品表面处理脱落面积 小于15%
端
容器(小胶 盆)
1、泡水完成后,样品在常温下
静置120分钟之后检查,不允许
存在不可恢复的外观改变。同时
按水与加入配机出货的RF霜 应保证泡水过程中以及泡水完成
100:5比例,将试品泡水60分 后,在任何情况下,电镀涂层都
钟
不允许起泡、起皱、脱落。
2、在常温下静置120分钟之后,
附着性试验 3M胶布
用3M透明胶布贴紧印刷部分, 瞬间垂直印刷面拉起撕开胶布 一端
测试部位不可脱落,变色,模糊 等
铅笔强度试 验
硬度F的铅笔
常温环境,使用硬度F的铅 笔,约45度角,不会折断铅笔 芯的力度,涂装表面划线
不可发生刮花等异常情形
划格试验 泡水试验
先用小刀在涂装表面划出
小刀,3M胶布
10*10mm的25个格子,再用3M 透明胶布贴紧涂装表面,瞬间 垂直涂装表面拉起撕开胶布一
物料编号:
深 圳 XXX 有 限 公 司
附着力测试报告
报告编号:
产品名称:
试验数量:
试验日期:
类型
丝印产品
喷漆产品 电镀产品 供应商:
贵昌
测试方法 测试条件
测试要求
判定基准
测试结果
脱脂棉,30% 用脱脂棉沾30%的酒精,负重
耐药品试验 的酒精,负重 500gf对电镀部位往返擦试
500gf
1000次
测试部位不可脱落,变色,模糊 等
进行附着力测试,要求产品涂层
达到或者优于4B铅笔强度要求
高温放置试 验
高低温箱
温度:+60度±2度,湿度为 90%.放置24小时,必须保证高
温箱正常工作。
附着力测试报告
划格法
e.在90±30s时间内,尽可能的呈180°撕掉胶带。 f.检查X切口处被撕去的膜层,按照如表1标准评估附着力等级: 表1 方法A评级 现象 无剥落或涂层损伤 沿相交处有轻微剥落 在切线沿切口处任何一侧有1.6mm锯齿状剥落 在切线沿切口处任何一侧有3.2mm锯齿状剥落 “X”区有大部分剥落 剥落部分超出“X”区 等级 5A 4A 3A 2A 1A 0A
适用于漆膜厚小于125μm
GB/T 9286 、 ISO 2409、 BS 3900-E6
温度 23 材和橡胶 厚 ≥10mm 硬底材:钢板: 厚≥0.25mm
适用于漆厚度小与250μm 的漆膜附着力测定(超过 120μm选择单刃)
0-5级, 0级最好、 5级最差
测试刀具为间距1mm、 2mm、3mm的六刃百格 刀
3M胶带:贴上后五 分钟内,呈60°角 撕下。
0级最好、5级最差
ASTM D3359-B
金属
漆膜:厚度小于 125μm
膜厚不超过50μm的膜层 ,用1mm间隔划11条切 痕。 膜厚50μm-125μm的膜 层,用2mm间隔划6条 切痕 适用于薄金属涂层(镀 层较厚则使用凿刀法) ,以1mm或2mm在涂层 表面划3条或6条划痕。
将锐利的凿子放置于覆盖层伸出部分的背面,猛烈锤击,如果覆盖层的附着强度高,则覆盖层会裂开 或被切断而不影响基体金属与覆盖层之间的结合。
划格试验方法对比
标准 底材 软底材:塑 料、橡胶、 木材 厚底材:钢 板 涂层 测试方法 胶带 评级标准
ISO 2409 GB/T 9286
保温杯油漆附着力测试报告
1、把喷漆完好的1号杯子,用百格刀在10平方毫米区域划方格100个,刀痕要露底材,用毛刷清理刀痕的残留物
2、用宽25mm、3M胶纸附着牢固,并用手指压实
3、3M胶子与杯体成90度迅速拉起,重复测试两次,检验并记录,一个产品做两至三处测试
4、脱落部分不超过千分之五为合格
5、重复以上流程测试2号杯子,并记录
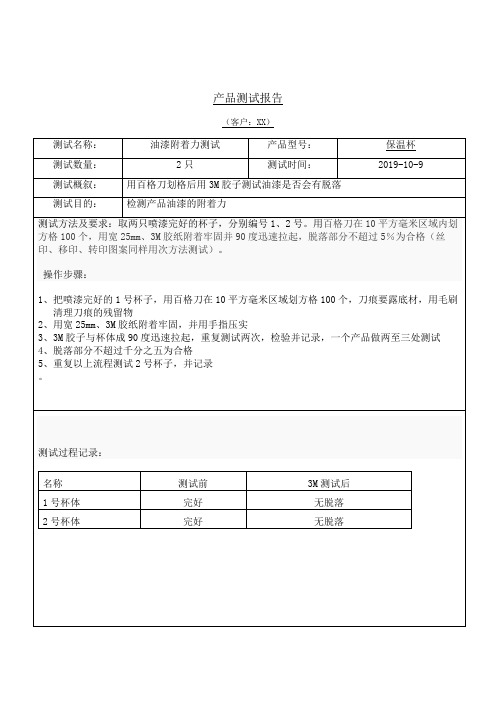
产品测试报告
(客户:XX)
测试名称:
油漆附着力测试
产品型号:
保温杯
测试数量:
2只
测试时间:
2格刀划格后用3M胶子测试油漆是否会有脱落
测试目的:
检测产品油漆的附着力
测试方法及要求:取两只喷漆完好的杯子,分别编号1、2号。用百格刀在10平方毫米区域内划方格100个,用宽25mm、3M胶纸附着牢固并90度迅速拉起,脱落部分不超过5%为合格(丝印、移印、转印图案同样用次方法测试)。
。
测试过程记录:
名称
测试前
3M测试后
1号杯体
完好
无脱落
2号杯体
完好
无脱落
附:测试图片
划百格 3M胶测试 检验
测试结果:3M测试后,产品无脱落。
结论/建议:此产品能够达到该项测试要求,测试合格。
测试人: 审核: 核准:
油漆漆面附着力试验报告模板
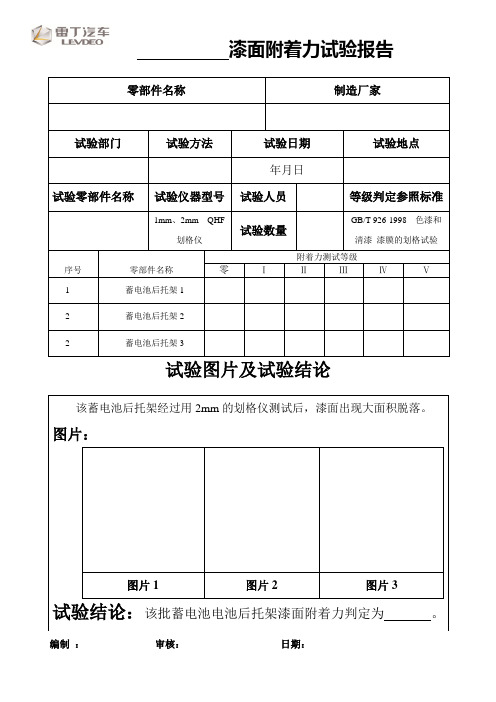
漆面附着力试验报告
编制 : 审核: 日期:
零部件名称 制造厂家
试验部门
试验方法
试验日期 试验地点
年月日
试验零部件名称
试验仪器型号
试验人员 等级判定参照标准
1mm 、2mm QHF
划格仪
试验数量
GB/T 926-1998 色漆和清漆 漆膜的划格试验
序号
零部件名称 附着力测试等级
零
Ⅰ Ⅱ Ⅲ Ⅳ
Ⅴ
1 蓄电池后托架1
2 蓄电池后托架2 2
蓄电池后托架3
试验图片及试验结论
该蓄电池后托架经过用2mm 的划格仪测试后,漆面出现大面积脱落。
图片:
图片1 图片2 图片3
试验结论:该批蓄电池电池后托架漆面附着力判定为 。
铁塔镀锌附着力检验报告
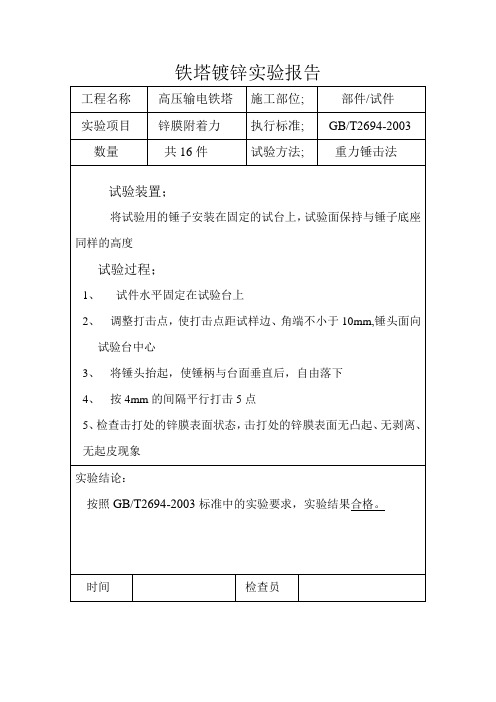
检验结果;合格
时间
检查员
按照GB/T2694-2003《输电线路铁塔制造技术条件》的要求,检查试件锌膜厚度时每个面设三个测点,四个面共12个测点;锌膜厚度试件厚度大于等于5mm时锌膜平均厚度86μm,大于2mm小于5mm时锌膜平均厚度65μm。本次镀锌试件的厚度都在5mm以下,试件的锌膜平均厚度按65μm为标准。
经过用无损测厚仪的检查,每件试件12个测点,锌膜平均厚度都在65μm以上。
一、硫酸铜溶液的制备;将360g硫酸铜放入1公升蒸馏水内,加热溶解后将其冷却到室温,再加入1g氢氧化铜搅拌均匀,静置24小时后吸出澄清溶液。
二、实验检验过程;将试样用四氯化碳溶液擦拭后流水冲洗,净布擦干,把试样露出的基本金属部位涂以石蜡。在将试样完全侵入硫酸铜溶液,1分钟后取出,用毛刷去除试样表面沉淀物,用流水冲洗,净布擦干,继续进行浸泡实验,按该程序进行了10次浸泡实验,第1次浸泡后试件断面出现红色金属铜,试件表面在7次浸泡后未产生金属铜,最终试样表面未产生红色金属铜。
3、将锤头抬起,使锤柄与台面垂直后,自由落下
4、按4mm的间隔平行打击5点
5、检查击打处的锌膜表面状态,击打处的锌膜表面无凸起、无剥离、无起皮现象
3标准中的实验要求,实验结果合格。
时间
检查员
铁塔镀锌检查报告
工程名称;
高压输电铁塔
施工部位;
部件/试件
检查项目
外观与锌膜厚度
检验结果;
合格。
时间
检查员
铁塔镀锌检查报告
工程名称;
高压输电铁塔
施工部位;
部件/试件
检查项目
锌膜均匀性
附着力测试报告表格
附着力测试报告表格篇一:油漆漆面附着力试验报告模板漆面附着力试验报告试验图片及试验结论编制:审核:日期:篇二:检验报告格式_第 1 页共 3 页检验报告检验结果汇总1. 外观检验2.物性检测第 2 页共 3 页日期:日期:日期:第 3 页共 3 页篇三:涂层附着力试验的方法及判定涂层附着力试验的方法及判定涂层的附着力包括两个方面:有机涂层与底材金属表面的附着力(adhesion);有机涂层本身的内聚力(cohesion)有机涂层与金属表面的附着力强度越大越好;涂层本身坚韧致密的漆膜两者共同作用才能更好的阻挡外界腐蚀因子对金属的腐蚀,从而达到对金属的良好的保护。
涂层不能牢固的附着于金属表面,再完好的涂层也起不到作用(adhesion failure);涂层本身内聚力差,漆膜容易开裂(checking、cracking)而失去作用。
以上两者共同决定涂层的附着力,构成决定涂层保护作用的关键因素。
涂层附着力的检测:现场检测实验室检测现场检测:用刀具划X(ASTM D3359 Method A X-cut tape test)或划格法(ASTM D3359 Method B Cross-cut tape test)以及拉开法(ISO 4624 Pull off test for adhesion);实验室检测:划圈法(GB 1720)适用范围:划X法用于干膜厚度高于125μm的情况下;划格法适用于干膜厚度在250μm的情况。
1.划X法(X-cut tape test)测试程序使用工具:美工刀、半透明压敏胶袋:1涂层表面要求清洁干燥,高温和高湿会影响胶带的附着力;○2用美工刀沿直线稳定的切割涂膜至底材,夹角为30°~45°,划线长度约○40mm,交叉点在划线的中间,确保划线至金属底材;3把胶带放在切割线交点处,用手抹平(胶带的颜色可以帮助判断与漆膜的○接触密实程度);4将胶带以180°从漆膜表面撕开,观察涂层拉开后的状态○a.5A 没有脱落;b.4A 沿刀痕有脱落的痕迹;c.3A 刀痕两边都有缺口状脱落达;d.2A 刀痕两边都有缺口状脱落达;e.1A 胶带下X区域内大片脱落;f.脱落面积超过X区域。
附着力测试报告
(1)拉力试验机:应力不超过1MPa/s,从施力到破坏应在90s完成。 (2)试柱:由钢或镀铝圆柱组成,每个试柱一端是粘结胶粘剂/涂层的坚硬平整表面,另一端是连接拉 力试验机的装置,每个试柱标准直径是20mm,高不小于直径一半。如果使用直径为7mm的试柱,要 进行10次测量。 (3)定心装置:确保试样同心排列,见下图8
划格法
4.方法B:百格测试
a.选择一个合适的表面,放置与稳定的位置。 膜厚不超过50μm的膜层,用1mm间隔划11条切痕。 膜厚50μm-125μm的膜层,用2mm间隔划6条切痕。 超过125μm的膜层则使用方法A。 b.相垂直方向刻划要求的切线,用软刷除去膜层上被分离的碎屑。 c.检查切口处是否刻划到基底,若没有穿透至基底,则在其他区域重新划格。 d.截取75mm左右长的3M胶带,将其中心段贴于划痕表面,使胶带平整的贴于切痕表面,用橡皮摩擦使 其接触稳固。 e.在90±30s时间内,尽可能的呈180°撕掉胶带。 f.在放大镜下检查网格区从金属基材上剥落的膜层,按照如下图2标准评估附着力等级: 表2 方法B评级
附着力测试规范总结
附着力测试
分类 标准号 测定条件 仪器 主要材料 底材 适用 范围 结果 表示 1-7级, 1级最好、 7级最差 5A-0A, 5A级最好、 0A最差 5B-0B, 5B最好、 0B最差
备注
划 圈
GB/T 1720
附着力 测定仪
唱针 胶带: 宽25mm, 粘着力: 10N/25mm
3M胶带:贴上后 90±30s内,呈 180°撕下
0级最差、5级最好 (评级标准与ISO 2409相反)
油漆附着力拉拔试验数据报告

一、面漆与中间漆附着力拉拔试验数据:
二、中间漆、底漆与球罐表面附着力拉拔试验数据:
5
3
面漆与中间漆附着力
7.81
249-T-005 4#
5
4
中间漆、底漆与
球罐表面附着力
12.2
263-T-006 1#
6
5
中间漆、底漆与
球罐表面附着力
15.16
263-面附着力
12.1
248-T-003 1#
6
监理工程师:
年 月 日
备注:拉拔试验数据图片见附件一。
油漆附着力拉拔试验数据报告
按照相关设计规范要求,惠州炼化二期项目储罐工程于2016年09月17日下午15:00对球罐油漆附着力进行拉拔试验,试验结果如下:
序号
涂层
数值(MPa)
位号
设计要求(MPa)
备注
1
面漆与中间漆附着力
8.24
249-T-005 2#
5
2
面漆与中间漆附着力
7.05
249-T-005 3#
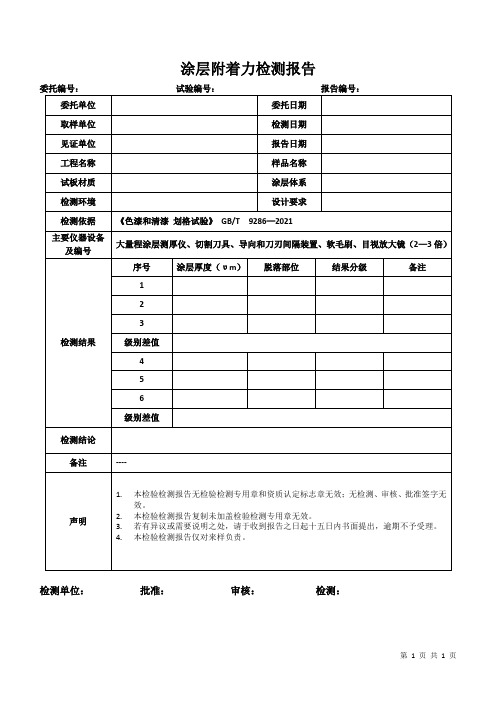
防腐涂料涂层附着力检测报告模板
委托编号:试验编号:报告编号:
委托单位
委托日期
取样单位
检测日期
见证单位
报告日期工ຫໍສະໝຸດ 名称样品名称试板材质
涂层体系
检测环境
设计要求
检测依据
《色漆和清漆划格试验》GB/T 9286—2021
主要仪器设备及编号
大量程涂层测厚仪、切割刀具、导向和刀刃间隔装置、软毛刷、目视放大镜(2—3倍)
检测结果
4.本检验检测报告仅对来样负责。
检测单位:批准:审核:检测:
序号
涂层厚度(υm)
脱落部位
结果分级
备注
1
2
3
级别差值
4
5
6
级别差值
检测结论
备注
----
声明
1.本检验检测报告无检验检测专用章和资质认定标志章无效;无检测、审核、批准签字无效。
2.本检验检测报告复制未加盖检验检测专用章无效。
3.若有异议或需要说明之处,请于收到报告之日起十五日内书面提出,逾期不予受理。
NiC导电胶水---附着力检测报告
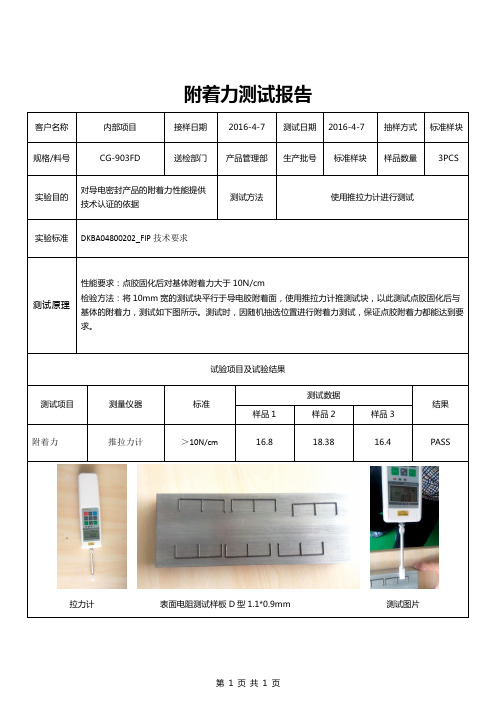
附着力测试报告
客户名称内部项目接样日期2016-4-7 测试日期2016-4-7 抽样方式标准样块规格/料号CG-903FD 送检部门产品管理部生产批号标准样块样品数量3PCS
实验目的对导电密封产品的附着力性能提供
技术认证的依据
测试方法使用推拉力计进行测试
实验标准DKBA04800202_FIP技术要求
测试原理性能要求:点胶固化后对基体附着力大于10N/cm
检验方法:将10mm宽的测试块平行于导电胶附着面,使用推拉力计推测试块,以此测试点胶固化后与基体的附着力,测试如下图所示。
测试时,因随机抽选位置进行附着力测试,保证点胶附着力都能达到要求。
试验项目及试验结果
测试项目测量仪器标准
测试数据
结果样品1 样品2 样品3
附着力推拉力计>10N/cm16.8 18.38 16.4 PASS 拉力计表面电阻测试样板D型1.1*0.9mm 测试图片
第1 页共1 页。
拉拔附着力检测报告
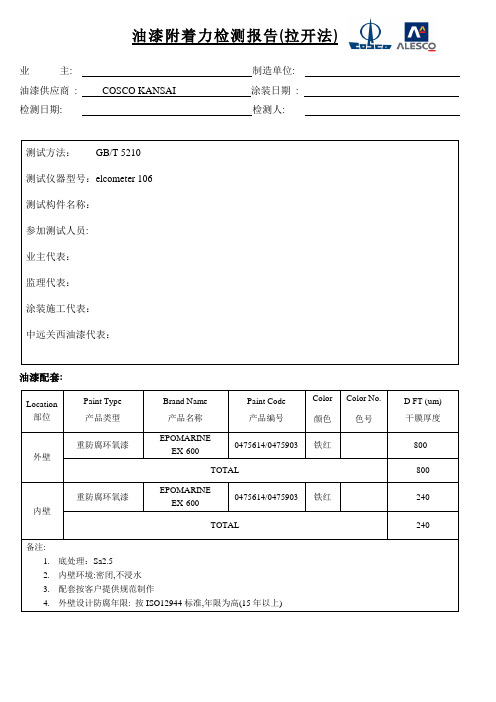
油漆附着力检测报告(拉开法)
业主: 制造单位:
油漆供应商: COSCO KANSAI 涂装日期:
检测日期: 检测人:
测试方法:GB/T 5210
测试仪器型号:elcometer 106
测试构件名称:
参加测试人员:
业主代表:
监理代表:
涂装施工代表:
中远关西油漆代表:
油漆配套:
Location 部位Paint Type
产品类型
Brand Name
产品名称
Paint Code
产品编号
Color
颜色
Color No.
色号
D FT (um)
干膜厚度
外壁重防腐环氧漆
EPOMARINE
EX-600
0475614/0475903 铁红-- 800
TOTAL 800
内壁重防腐环氧漆
EPOMARINE
EX-600
0475614/0475903 铁红-- 240
TOTAL 240
备注:
1.底处理:Sa
2.5
2.内壁环境:密闭,不浸水
3.配套按客户提供规范制作
4.外壁设计防腐年限: 按ISO12944标准,年限为高(15年以上)
测试结果:
现场测试图片:
油漆总膜厚
浮筒全景
测试部位
测试仪器1号浮筒测
试结果
2号浮筒测
试结果
代表名称签名日期业主代表
监理代表
涂装施工代表
油漆公司代表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
APPROVED FOR RELEASE
TO SALES: TO CUSTOMER:
31st August 2009
LWR Reference
EP0294A01
Number of pages
3
Date of issue
31st August 2009 Reported By
S. McCabe
Internal reference
Application
Product Reference
PL1100 / PL4122-37E
Elantas, Zhuhai Co. Ltd
LABORATORY REPORT EP0290A01
CUSTOMER
JIT, Shenzhen
TITLE for ABSTRACT
PL1100 and PL4122-37E adhesion experiment
SUMMARY & CONCLUSIONS
SUMMARY
One customer found the PL4122-37E and PL1100 showed poor adhesion to their PCB. Adhesion testing was carried out according to the given test protocol. The only difference was that the materials were not spray coated as Elantas Zhuhai do not have this facility. The specimens created were coated with a standard K-bar to ensure the same wet film thicknesses
CONCLUSIONs
1. The two varnishes did not adhere to each other well as the top surface could easily be
removed with tape.
2. The solvent system in PL1100 can dissolve the PL4122 film making test results
problematic.
3. PL4122 & PL1100 individually can adhere to the Q-panel very well.
In surface science, the term "adhesion" almost always refers to dispersive adhesion. In a typical solid-liquid system the contact angle is used to quantify adhesion. In the cases where the contact angle is low, more adhesion is present. This is due to a larger surface area between the liquid and solid and results in higher surface energy.
The strength of the adhesion between two materials depends on the surface area over which the two materials contact. Materials that wet against each other tend to have a larger contact area than those that don't. Wetting depends on the surface energy of the different materials.
In this case it can be noted that PL1100 does not adhere well to PL4122 mainly as a function of their different contact angles (PL4122 creates a very smooth surface).
This information is presented in good faith to assist the user in determining whether our products are suitable for his application No Warranty or representation
Test title: Adhesion test
Test procedure:
1.
Dip steel Q-panel in PL4122-37E and cure for 90C for 30 min; 2.
Dip Q-panel in PL1100 and cure 30°C for 16hours;
3. Dip Q-panel in PL4122-37E and cured at 90C for 30 min, and then dip in PL1100 and cure at 30°C for 16 hours;
4. Use Sheen 750 test equipment to cut the film.
5. Use a 3M tape to tear the film area which has been cut.
Test result:
Q-Panel 1: PL4122/37E
Q-Panel 2: PL1100
This information is presented in good faith to assist the user in determining whether our products are suitable for his application No Warranty or representation
.
Q-Panel 3: Mixed system。