The quality control chart for monitoring multivariate autocorrelatedprocesses
质量控制(英文)
质量控制(英文)Title: Quality ControlIntroduction:Quality control plays a vital role in ensuring the consistency and reliability of products or services. It involves various processes and methodologies to monitor and improve the quality of goods or services. This article will delve into the importance of quality control and explore five main points related to this topic. The points will be discussed in detail, followed by a comprehensive conclusion.1. Importance of Quality Control:1.1 Ensuring Customer Satisfaction:- Quality control measures ensure that products or services meet or exceed customer expectations.- Consistent quality builds trust, loyalty, and satisfaction among customers.1.2 Cost Reduction:- Implementing quality control measures helps identify and rectify defects early in the production process, reducing costs associated with rework or product recalls.- By minimizing defects, companies can avoid customer complaints and potential legal issues.1.3 Enhancing Brand Reputation:- High-quality products or services enhance a company's brand reputation and differentiate it from competitors.- Positive word-of-mouth and customer recommendations can be achieved through consistent quality control.1.4 Compliance with Standards and Regulations:- Quality control ensures adherence to industry standards and regulations, preventing legal and compliance issues.- Compliance with quality standards enhances the credibility and reliability of a company.1.5 Continuous Improvement:- Quality control processes enable companies to identify areas for improvement and implement corrective actions.- Regular monitoring and analysis of quality metrics facilitate continuous improvement efforts.2. Quality Control Methods:2.1 Statistical Process Control (SPC):- SPC involves statistical analysis to monitor and control the quality of products or services during the production process.- It helps identify variations and trends, enabling proactive measures to maintain quality standards.2.2 Six Sigma:- Six Sigma is a data-driven methodology that aims to minimize defects and improve overall quality.- It focuses on reducing process variations and achieving near-perfect performance levels.2.3 Failure Mode and Effects Analysis (FMEA):- FMEA is a systematic approach to identifying potential failures in a product or process and assessing their impact.- It helps prioritize and address high-risk areas to prevent quality issues.2.4 Total Quality Management (TQM):- TQM is a comprehensive approach that involves all employees in continuously improving quality.- It emphasizes customer satisfaction, employee involvement, and process improvement.2.5 Lean Manufacturing:- Lean manufacturing aims to eliminate waste and optimize production processes to enhance quality and efficiency.- It focuses on reducing defects, lead time, and costs while maximizing customer value.Conclusion:In conclusion, quality control is crucial for businesses to ensure customer satisfaction, reduce costs, enhance brand reputation, comply with regulations, and drive continuous improvement. Various methods, such as Statistical Process Control, Six Sigma, Failure Mode and Effects Analysis, Total Quality Management, and Lean Manufacturing, can be employed to achieve and maintain high-quality standards. By implementing effective quality control measures, companies can gain a competitive edge in the market and build long-term success.。
Quality Control很全面的品质管控(英文版)
6
Products and Their Customer Expectations
Automaker Auto have the intended durability? Parts within the manufacturing tolerances? Auto’s appearance pleasing? Lumber mill Lumber within moisture content tolerances? Lumber properly graded? Knotholes, splits, and other defects excessive?
3
Introduction
Quality control (QC) includes the activities from the suppliers, through production, and to the customers. Incoming materials are examined to make sure they meet the appropriate specifications. The quality of partially completed products are analyzed to determine if production processes are functioning properly. Finished goods and services are studied to determine if they meet customer expectations.
Hospital Patient receive the correct treatments? Patient treated courteously by all personnel? Hospital environment support patient recovery? Bank Customer’s transactions completed with precision? Bank comply with government regulations? Customer’s statements accurate?
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a process that ensures products or services meet or exceed customer expectations. It involves monitoring and inspecting various aspects of the production process to identify and correct any defects or deviations from the desired standards. In this document, we will provide a comprehensive comparison of key terms and phrases used in quality control in both English and Chinese.1. Quality Control - 质量控制Quality control refers to the measures taken to ensure that products or services meet certain quality standards.2. Defect - 缺陷A defect is any deviation from the specified requirements or standards that affects the functionality or appearance of a product.3. Non-conformance - 不符合项Non-conformance refers to any instance where a product or process does not meet the specified requirements or standards.4. Inspection - 检验Inspection involves examining a product or process to determine its conformity to specified requirements or standards.5. Sampling - 抽样检验Sampling is a method of inspecting a subset of products or processes to determine the quality of the entire batch.6. Acceptance Criteria - 验收标准Acceptance criteria are the specified requirements or standards that a product or process must meet to be considered acceptable.7. Quality Assurance - 质量保证Quality assurance refers to the planned and systematic activities implemented in a quality system to ensure that products or services meet specified requirements.8. Statistical Process Control (SPC) - 统计过程控制SPC is a method of quality control that uses statistical techniques to monitor and control a process to ensure its stability and predictability.9. Root Cause Analysis - 根本原因分析Root cause analysis is a problem-solving technique used to identify the underlying causes of defects or non-conformances in order to prevent their recurrence.10. Corrective Action - 纠正措施Corrective action refers to the steps taken to eliminate the causes of non-conformances or defects and prevent their recurrence.11. Preventive Action - 预防措施Preventive action refers to proactive measures taken to prevent the occurrence of defects or non-conformances in the future.12. Quality Control Plan - 质量控制计划A quality control plan is a document that outlines the specific quality control activities, responsibilities, and procedures to be followed for a project or process.13. Quality Control Inspector - 质量控制检验员A quality control inspector is responsible for inspecting and testing products or processes to ensure they meet the specified requirements or standards.14. Quality Control Chart - 质量控制图A quality control chart is a graphical tool used to monitor and control a process by plotting data points over time to identify any trends or patterns.15. Quality Control Audit - 质量控制审核A quality control audit is a systematic examination of a quality control system to determine its effectiveness and compliance with specified requirements.16. Quality Control Manual - 质量控制手册A quality control manual is a document that provides guidelines and procedures for implementing and managing a quality control system.17. Quality Control Metrics - 质量控制指标Quality control metrics are measurable parameters used to assess the performance and effectiveness of a quality control system.18. Quality Control Training - 质量控制培训Quality control training refers to the process of providing employees with the necessary knowledge and skills to perform quality control activities effectively.以上是质量控制中英文对照的标准格式文本,详细介绍了与质量控制相关的关键术语和短语。
质量控制中英文对照
质量控制中英文对照引言概述:质量控制是指通过一系列的管理活动和技术手段,确保产品或者服务的质量达到预期目标。
在国际贸易和跨国合作中,准确理解和运用质量控制术语是至关重要的。
本文将介绍一些常用的质量控制术语的中英文对照,以匡助读者更好地理解和运用。
一、质量控制概念1.1 质量控制(Quality Control)质量控制是指通过一系列的管理活动和技术手段,确保产品或者服务的质量达到预期目标。
它包括质量计划、质量控制、质量保证和质量改进等方面。
1.2 质量计划(Quality Plan)质量计划是指为了实现产品或者服务的质量目标,制定的一系列质量控制措施和方法。
它包括质量目标、质量标准、质量检测方法等内容。
1.3 质量控制图(Quality Control Chart)质量控制图是一种用于监控和分析质量数据的工具。
它可以匡助我们判断一个过程是否处于控制状态,并及时采取措施以保证质量。
二、质量控制方法2.1 检验(Inspection)检验是指通过对产品或者服务进行检查和测试,判断其是否符合质量要求。
它可以匡助我们及时发现和纠正质量问题,确保产品或者服务的质量。
2.2 抽样(Sampling)抽样是指从一个较大的批次中随机选取一部份样本进行检验。
通过对样本的检验结果进行统计分析,我们可以判断整个批次的质量水平。
2.3 测试(Test)测试是指通过实验或者其他方法对产品或者服务进行全面的性能和功能测试。
它可以匡助我们发现潜在的问题和改进的空间,提高产品或者服务的质量。
三、质量控制指标3.1 缺陷率(Defect Rate)缺陷率是指在一定数量的产品或者服务中,存在缺陷的比例。
它是衡量质量问题严重程度的一个重要指标。
3.2 不合格品率(Nonconforming Rate)不合格品率是指在一定数量的产品或者服务中,不符合质量要求的比例。
它是衡量质量控制效果的一个重要指标。
3.3 退货率(Return Rate)退货率是指在一定时间内,被客户退回的产品或者服务的比例。
产品品质流程控制图(两国语言)
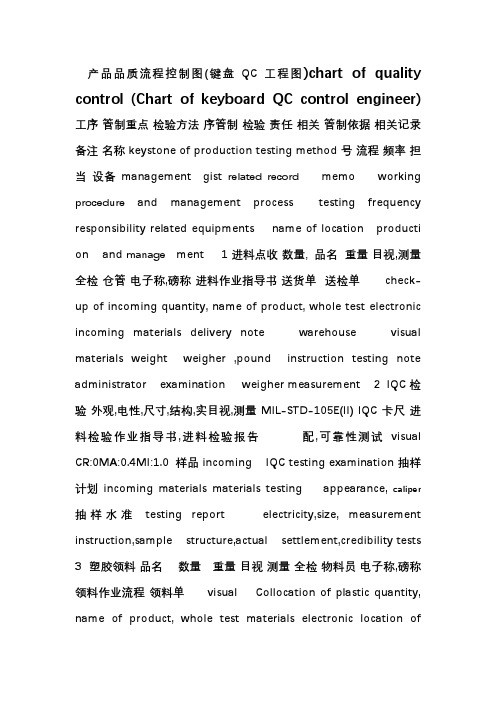
产品品质流程控制图(键盘QC工程图)chart of quality control (Chart of keyboard QC control engineer)工序管制重点检验方法序管制检验责任相关管制依据相关记录备注名称keystone of production testing method 号流程频率担当设备management gist related record memo working procedure and management process testing frequency responsibility related equipments name of location producti on and manage ment 1 进料点收数量, 品名重量目视,测量全检仓管电子称,磅称进料作业指导书送货单送检单 check-up of incoming quantity, name of product, whole test electronic incoming materials delivery note warehouse visual materials weight weigher ,pound instruction testing note administrator examination weigher measurement 2 IQC检验外观,电性,尺寸,结构,实目视,测量 MIL-STD-105E(II) IQC 卡尺进料检验作业指导书,进料检验报告配,可靠性测试visual CR:0MA:0.4MI:1.0 样品 incoming IQC testing examination 抽样计划incoming materials materials testing appearance, caliper抽样水准testing report electricity,size, measurement instruction,sample structure,actual settlement,credibility tests 3 塑胶领料品名数量重量目视测量全检物料员电子称,磅称领料作业流程领料单visual Collocation of plastic quantity, name of product, whole test materials electronic location of materials location of injection materials weight examination weigher ,pound process materialsadministrator weigher sheet measurement 4 成型目视全检成型作业员刀片,成型机成型作业指导书设备保养记录表外观 visualMoulding moulding working QC记录表examination whole testoperator instruction moulding Razor blade, maintenance of appearancemolding machine equipments note sheet 5 塑胶制品制程检验外观,电性,尺寸,结构,实目视测量 MIL-STD-105E(II) IPQC 卡尺,拉拔力测试塑胶检验指导书,样品巡检记录表配,可靠性测试CR:0MA:0.4MI:1.0 仪色卡 plastic testing instruct visual process ofplastic 抽样计划caliper,die pull book,sample polling note appearance, examination, injection product testing 抽样水准tester,sheet electricity,size, measurement and production colour chart structure,actual settlement,credibility tests 6 半成品领料品名,数量目视,测量全检物料员电子称领料作业流程领料单semi-manufactured visual quantity, name of product weigher oflocation electronic whole testmaterials location of materials located examination, materials processadministratormeasurementsheet 审核:批准:制定:任宏献 WI-QD-060 A/0 产品品质流程控制图(键盘QC工程图)chart of quality control(Chart of keyboard QC control engineer) 7 SOP 插件外观,结构,DIP电目测,测量全检作业员/拉长万用表首件记录单operator/chief 子原件的性能 visual plug-in board of party Multimeter whole testappearance, structure, examination, first piece note measurementsheet performance of electronic DIPcomponent 8 SOP贴片外观,结构,SMT电目测,测量全检作业员/拉长万用表首件记录单operator/chief 子原件的性能visual patch appearance, of party Multi meter examination, whole testfirst piecenote structure, measurementsheet performance of electroniccomponent DIP 9 SOP DIP过炉DIP温度,速度,助焊剂目测,测量每小时一次技术员/拉长测温计设备点检记录/electrictechnician/ one time per hour 的浓度温度记录单 cooker testingvisual thermodetector SMT过炉波峰焊speed,Centigrade, examination, chief of partyinstrument SMT chroma of welding fluxcheckout wave crest electric cooker testingmeasurementsheet,jointing centigrade 回流焊note sheetcircumfluence jointingSOP 后焊 SEAL 外观目测,测量每两小时一次拉长测计温铬铁温度点 10 Chrome ironan appearance, thermodetector visualchief of party centigrade one time every 温度 examination,checkout sheet Centigrade two hours 铬铁 measurement Chromeironan检表 SOP 半成品测试电性测试全检电测QC 电程,示波器QC日报表 11 semi-manufactured electric performance Electrictest electric QCdaily report measurement testing QC measurement,sheet whole test oscillograph 审核:批准:制定:任宏献 WI-QD-060 A/0产品品质流程控制图(键盘QC工程图)chart of quality control (Chart of keyboard QC control engineer) IPQC 半成品制程检验及外观,电性,结构,目视,测量成用表,卡尺检验规范 checking 巡检记录表 12 MIL-STD-105E(II) finished product standard 抽检尺寸实装,可靠性测CR:0MA:0.4MI:1.0 polling note 抽样计划 semi-manufactured measurement 试测试作业指书 visual sheet抽样水准 production process apparatus, Testing working 异常单appearance, electric examination, caliper abnormity check and sample instruction performance, structure, measurement sheetsize of packing, credibility tests FQC PCBA出货检验外观,电性,结构,目视,测量专用测试治具,测试标准出货记录表 13 MIL-STD-105E(II) Testing shipment 尺寸实装,可靠性测 visual CR:0MA:0.4MI:1.0 special use check standard, 抽样计划 goods note PCBA 试检验标准 examination, tools CARGO 抽样水准 sheet checking standard 万用表CHECKappearance, electric measurement performance, structure, Multi meter size of packing, credibility tests 14 组装领料数量, 品名目视全检领料作业流程领料单物料员电子称,磅称 Collocated materials Quantity, name of product location of materials location of materials electronic Visual test assembling bywhole test process materials administrator weigher ,pound packaging weigher sheet 插键帽全检作业员/拉长压键帽专用冶具,SOP 首件记录单作业手式,数量,品名,规格目视 15 Insert cover of Operator/ chief of 电子称 First piecenote handle working type, Visual test keyboard whole test partyspecial machine for sheet quantity, name of product, specificationcovering cover of keyboard,electronic weigher 外观QC 污点比对板样品,外观检验规范 OQ记录表 16 面壳外观检验外观,结构,实配目视全检 appearance appearance, , sample, standard of OQ note sheet appearance of crust Visual testQC structure,actual blot compared appearance checkout testing whole test settlement board 作业员镭射机,自动印刷印刷/镭射外观, 结构目视全栓 17 镭射机作业指导书,印首件记录表 Printing/Laser appearance, , 机,手动移印机刷机作业指导书 first piece note Visual test Laser machine structure Lasermachine and OPERATOR whole test sheet automatic printingmachine printing working machine, instruction handle print审核:批准:制定:任宏献 WI-QD-060 A/0 产品品质流程控制图(键盘QC工程图)chart of quality control(Chart of keyboard QC control engineer) machine 成品组装面盖外观,结构,目视全检作业员电批,铬铁,扭力SOP 首件记录表18 finished product appearance, , 测试仪 first piece note Visual testcovering structure dynamoelectric whole test OPERATOR sheetto install screw machine, Chrome ironan ,instrum ent of thetorque tests, / 19 手感测试手感感觉,目视全检手感QC SOP 首件记录表first sense, visual handle testing handle piece note sheetexamination, Whole test HANDLE QC QC报表 QC report forms 20 打后盖螺丝外观目视全检作业员电批SOP 首件记录表dynamoelectric Make screw of behind first piece note appearanceVisual testWhole test to install screw cover OPERATOR sheet machine 程序测试全检电测1 电性电测QC 电脑电测作业指导书QC日报表21 Electric test Eltctric nature electric test computer guidance of electric QC Quality control process test Whole test quality control test form /day 目视全检外观检验面壳外观外观QC 污点比对板外观检验标准 QC日报表 22 aspect test Shell aspect Aspect QC Standard aspect test Comparison QCQuality control Visual test Whole test board of flot form /day 目视,比对全检键帽比对字体,外观比对QC 外观检验标准比对板 QC日报表23 Visual test Whole test Key and shell Letterform ,aspect Comparison Standard aspect test Comparison sheet QC Quality control Comparison Comparison of QC form /day 程序测试全检电测2 电性电测QC 电测作业指导书电脑 QC日报表 24 process test Whole test Electric test Electric nature electric test guidance of electric computer QC Quality control quality control test form /day 程序测试全检复检电测电性电测QC 电测作业指导书电脑 QC日报表25 process test Whole test Electric retest Electric nature electric test guidance of electric computer QC Quality control quality control test form /day 目视全检总检,测试平台外观,结构外观QC 外观检验标准平台板 QC日报表 26 Visual test Whole test Generaltest, Aspect , Aspect QC Standard aspect test board structureQCQuality control Test flat board form /day 审核:批准:制定:任宏献 WI-QD-060 A/0产品品质流程控制图(键盘QC工程图)chart of qualitycontrol (Chart of keyboard QC control engineer)包装外观,结构,正侧麦目视全检作业员 / SOP 送检单,入库单 27packing 数量Visual test Whole test operator List of inspectionAspect , structure , List of amount warehouse 外观,电性,尺寸,结构,FQC 卡尺,样品 FQC 目视,测量电性测试标准 FQC成品检验 28MIL-STD-105E(II) 实配,可靠性测试电脑实装,实用外观检验标准记录 CR:0MA:0.4MI:1.0 Aspect, electric Visual test Standard of electricNote inspection Calipers nature , Measurement test of finishedSample Structure, Fact of Standard of aspect product computerreliability test packing test 品名,数量入库目视全检仓管磅称入库作业指导书成品入库单 29 warehouse Visual test Whole testAdminister of weight guidance of 成品送检单Article quantity warehouse warehouse Inspection list of finished product仓管出货品名,数量目视全检磅称成品出货作业指导出货单30 Administer of Visual test Whole test weight 书 List of outing Outingof product Article quantity warehouse Guidance of finished productproduct OQC 目视,称重全检磅称出货检验运输工具,产品正侧出货作业规范出货检验报告31 Visual test Whole test weightInspection of outing 麦Guidance of outing shipment goods measurement product 数量,品名,序号,product checkout note 箱号,重量,外观等sheet Conveyance amount serial number, itemname ,weight, aspect管制流程说明:输入入转接端:品质检验控制工位:生产流程:成品输出端:Process explain of Control : input interface inspection and qualitycontrol position produce process interface of outingproduct 审核:批准:制定:任宏献 WI-QD-060 A/0。
质量控制中英文对照

质量控制中英文对照Quality Control (QC), also known as Quality Assurance (QA), is a systematic process used to ensure that products or services meet specified requirements and standards. It involves monitoring and evaluating various aspects of production or service delivery to identify and correct any defects or deviations from the desired quality.质量控制(Quality Control,简称QC),也被称为质量保证(Quality Assurance,简称QA),是一种系统性的过程,用于确保产品或者服务符合规定的要求和标准。
它涉及监控和评估生产或者服务交付的各个方面,以识别和纠正任何缺陷或者与期望质量有偏差的情况。
Importance of Quality Control:质量控制的重要性:1. Customer Satisfaction: Quality control ensures that products or services meet customer expectations and requirements, leading to higher customer satisfaction.客户满意度:质量控制确保产品或者服务符合客户的期望和要求,从而提高客户满意度。
2. Cost Reduction: By identifying and rectifying defects early in the production process, quality control helps in reducing rework, waste, and overall production costs.成本降低:通过在生产过程早期识别和纠正缺陷,质量控制有助于减少返工、浪费和整体生产成本。
质量控制中英文对照
质量控制中英文对照Quality Control中文翻译为质量控制,是指通过一系列的活动和措施,确保产品或者服务符合预定的质量要求和标准。
质量控制在各个行业中都扮演着重要的角色,它有助于提高产品的质量、减少缺陷和错误,并确保客户满意度。
质量控制的目标是确保产品或者服务的可靠性、一致性和符合性。
为了实现这一目标,质量控制需要采取一系列的步骤和措施。
下面是一些常见的质量控制步骤和措施的中英文对照:1. 质量计划 - Quality Plan质量计划是一个文件,描述了如何实施质量控制活动以及质量控制的目标和要求。
2. 质量标准 - Quality Standards质量标准是指用于评估产品或者服务质量的一套规范和要求。
3. 质量检查 - Quality Inspection质量检查是通过对产品或者服务进行检查和测试,以确保其符合质量标准和要求。
4. 质量抽样 - Quality Sampling质量抽样是从产品或者服务中随机选取一部份样本进行检查和测试,以代表整个批次的质量。
5. 质量控制图 - Control Chart质量控制图是一种图形化工具,用于监控产品或者服务的质量变化,并及时发现和纠正质量问题。
6. 过程能力指数 - Process Capability Index过程能力指数是用于评估一个过程的稳定性和能力,以确定其是否能够满足质量要求。
7. 不合格品处理 - Nonconforming Product Handling不合格品处理是指对于不符合质量标准和要求的产品或者服务,采取相应的措施进行处理,以防止其进一步流入市场。
8. 质量改进 - Quality Improvement质量改进是指通过分析和改进过程,以提高产品或者服务的质量和性能。
以上是一些常见的质量控制步骤和措施的中英文对照。
在实际应用中,质量控制还需要根据具体的行业和产品特点进行定制化的措施和方法。
通过有效的质量控制,企业可以提高产品的质量水平,增强竞争力,并赢得客户的信任和满意度。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a systematic process used to ensure that products or services meet or exceed customer expectations. It involves monitoring and evaluating various aspects of the production or service delivery process to identify and correct any defects or deficiencies. The purpose of QC is to maintain consistent quality and improve customer satisfaction.质量控制(Quality Control,简称QC)是一种系统性的过程,用于确保产品或者服务符合或者超出客户的期望。
它涉及监控和评估生产或者服务交付过程的各个方面,以识别和纠正任何缺陷或者不足之处。
QC的目的是保持一致的质量水平并提高客户满意度。
The following are key components of quality control:下面是质量控制的关键组成部份:1. Quality Planning(质量计划): This involves setting quality objectives and determining the processes, resources, and standards needed to achieve them. It includes defining quality requirements, establishing quality control procedures, and developing quality control plans.1. 质量计划:这涉及设定质量目标并确定实现这些目标所需的流程、资源和标准。
一种新的双变量控制图监控的均值向量和协方差矩阵同时-质量控制SCI英文
A New Bivariate Control Chart for Monitoring the MeanVector and Covariance Matrix SimultaneouslyZHAO YongmanSchool of Mechanical and Electrical Engineering, Shihezi University, Shihezi, China Abstract: A new bivariate single control chart is proposed to simultaneously monitor the process mean vector and the process covariance matrix. This chart, called CSDW chart, is based on the cumulative sum of the diagonal elements of Wishart distributed matrix. Through our average run length(ARL)comparison, the results of the simulation show that the new chart outperforms the joint2T and S charts and the Max-MEWMA chart when (1)there are changes in both the mean vector and the covariance matrix, (2)there are changes in the covariance matrix only. Examples are also given to illustrate the new chart procedure.Keywords: Control chart; CSDW; the joint2T and S charts; Max-MEWMA; Average run length1 IntroductionStatistical process control (SPC) is one of the most effective approaches for quality improvement. A control chart is one of the most important tools often used to observe whether a process is in control or not. There are many situations where it is necessary to monitor a process with more than one quality characteristics simultaneously. Many multivariate control charts have been presented in the literature of quality control since Hotelling[1], being the first one, provided the2T statistic for monitoring the mean vectorμof the process. The first multivariate control procedure for monitoring the covariance matrixΣwas derived from the generalized likelihood ratio test. For the bivariate process, Alt[2] developed the generalized variance statistic S to control the covariance matrixΣ. Jackson and Wiley[3]mentioned that any multivariate control charts should possess four important properties, namely, they should answer these questions: (1) whether the process is in-control, (2) whether the specified probability of Type-Ⅰerror has been maintained, (3) whether therelationships between the variables have been taken into account, and (4) what the problem is if the process is out of control.The substantial amount of researches in non-sequential multivariate quality control charts can be classified into four broad categories, namely, (1) Multivariate Shewhart Charts, (2) Multivariate Cumulative Sum (MCUSUM) charts, (3) Multivariate Exponentially Weighted Moving Average (MEWMA) Charts, and (4) Multivariate charts based on Artificial Neural Networks (ANN)[4].Early research on multivariate Shewhart charts goes back to Hotelling’s2T statistic[1]. It is the optimal statistic for detecting a general shift in the process mean vector for an individual multivariate observation[5]. The MCUSUM type control chart proposed by Crosier[6] and Pignatiello and Runger[7] is one of the four categories of multivariate charts mentioned in the above paragraph. Crosier[6] proposed the design procedures and average run lengths for two multivariate cumulative sum (MCUSUM) quality-control procedures. The first MCUSUM procedure reduces each multivariate observation to a scalar and then forms a CUSUM of the scalars. The second CUSUM procedure formed a CUSUM vector directly from the observations. These two procedures are compared with each other and with the multivariate Shewhart chart. The robustness of the procedures and combined Shewhart-CUSUM schemes are discussed. Pignatiello and Runger[7] considered several distinct approaches for controlling the mean of a multivariate normal process. They compared the performances of these approaches through estimating the average run length and presented the average run length results.The performances of the MEWMA control charts are quite similar to those of the MCUSUM. In this category, several researchers proposed different procedures, to name a few see Lowry et al.[8], Prabhu and Runger[9], Yumin[10], Alessandro[11], Yeh et al.[12], and Fallah Nezhad[13]. Lowry et al.[8]proposed an extension of the exponentially weighted moving average (EWMA) control charts to the multivariate case. They studied the ARL performance of the MEWMA chart and compared it with the MCUSUM chart. They stated that their control charts was similarto the MCUSUM control chart in detecting a shift in the mean vector of a multivariate normal distribution. Yumin[10] proposed a new MEWMA control chart based on the principal components of the original variables. Alessandro[11] presented a one-side MEWMA control chart based on the restricted maximum likelihood estimator. Yeh et al.[12] introduced a new multivariate exponentially weighted moving average control chart designed to detect small changes in the variability of correlated multivariate quality characteristics. Fallah Nezhad[13]proposed a new approach to detect shifts of a multivariate quality control procedure. He compared the chart with a MCUSUM control chart and a MEWMA control chart based on the in- and out-of-control ARL. He concluded that the chart performs better than the other two methods in detecting shifts in the standard deviation and correlation.Alt[2] reviewed multivariate quality control and concluded that an important area worthy of further research is to propose a single control chart for monitoring the process location and process dispersion at the same time. Some researchers have contributed to the theory and practical use of multivariate single control charts. Khoo[14]developed a control chart with the2T and S statistics to monitor both the bivariate process mean and variance. The performance of the new chart by means of its average run length (ARL) profiles was obtained by simulation studies. The proposed chart is insensitive to small changes in the multivariate process mean and variance. Chen et al.[15] proposed a single EWMA chart, named Max-MEWMA chart, to control the mean vector and the covariance matrix simultaneously. Their chart is more efficient than the joint2T and S charts in signaling small changes in the process. Machado and Costa[16]presented the use of two charts jointly, based on the non-central chi-square statistic for monitoring the mean vector and the covariance matrix of a bivariate process. The scheme is faster than the joint use of the2T and S charts in signaling small changes in a bivariate process mean. Bersimis et al.[17] discussed the basic procedure for the implementation of multivariate statistical process control via control charting. They reviewed multivariate extensions for all kinds of univariatecontrol charts, such as multivariate Shewhart-type control charts, multivariate CUSUM control charts and multivariate EWMA control charts. In addition, they reviewed unique procedure for the construction of multivariate control charts, based on multivariate statistical techniques, such as principal components analysis (PCA) and partial least squares (PLS). The other researchers, to name a few, see Bersimis et al.[18], Yeh et al.[19], Topalidou and Psarakis [20], and Butte and Tang [21].In this study, the statistic based on the Wishart distribution is used to develop a bivariate single control chart. This new chart can be used to monitor the process mean vector and covariance matrix simultaneously. The average run length(ARL)performance of the new chart is studied and we find that when compared with the joint 2T and S charts and the Max-MEWMA chart, the new chart is faster in detecting changes in the process: (1)in both the mean vector and the covariance matrix, (2) in the covariance matrix only. Some examples are given to illustrate the implementation of the new chart.The rest of the paper is organized as follows. In section 2 we present the new control chart. The performance of the CSDW chart is discussed in Section 3. Section 4 provides comparisons between three control charts. Two examples are presented to illustrate the implementation and the application of the proposed procedure in Section 5. Finally, the last section summarizes the paper.2 The New Control ChartThe mean vector 0μand covariance matrix 0Σof a multivariate process can be estimated from a large number of preliminary samples of the product and can therefore be assumed to be known [22,23]. Assuming that12,,X X …,j X , 1,2,j …,p , is size n samples of p quality characteristicsprocess, where 00~(,)j p N X μΣ. We suppose that the random j X isindependent of each other, both within the sample and between the samples. Here we need to standardize vector j X in order to meet the objective of the article. Then the random matrix '1jnj i ==∑W X X follows a Wishart distributionwith n degrees of freedom, that is,0~()n W W Σ.Its probability density function is∏=----+-Γπ⎭⎬⎫⎩⎨⎧-=p i n p p np p n m i n tr f 124)1(2102/)1())1(21(2)(21exp )(ΣW ΣW W (1), Where )(⋅Γand )(⋅tr are the gamma function and the trace of the matrix,respectively.We consider monitoring the process mean vector and covariance matrix simultaneously. We define our statistic for monitoring the process mean vector and covariance matrix as )(W tr T C SDW =, which is the sum of the diagonal elements, that is, the square cumulative sum of each subgroup sample data, in the matrix W .We call the new chart based on C SDW T the CSDW chart. Because C SDW T is positive, our CSDW chart needs an upper control limit (UCL) only, which is obtained through simulation.Here we suppose that increasing changes in the variability and changes in the mean vector are considered. Another assumption is that the correlations between characteristics are unchanged.3 The performance of the CSDW chartA simulation is considered to study the ARL performance of the new chart. The study is based on the chart with a subgroup size of 5=n and an ARL 0 value of 200. The UCL values for the chart are obtained through simulation. Here, we assume that the in-control mean vectoris '0)0,0(=μwhile the in-control covariance matrix is ⎥⎦⎤⎢⎣⎡ρρ=110Σ. For the in-control situation, the mean vector shifts from 0μto S μand the covariance matrix shifts from 0Σto S Σ. According to the assuming, we assume, without loss of generality [15], that the mean vector shifts from '0)0,0(=μto '),0(=b S μand the covariance matrix shifts from⎥⎦⎤⎢⎣⎡ρρ=110Σto 211s a ρρ⎡⎤∑=⎢⎥⎣⎦,11<ρ<-, and 1>a . Here, we assume that the correlation between the two qualitycharacteristics is still equal to ρafter the covariance matrix has been changed.Table 1ARL values of the CSDW chart when 2=p and 5=n in the simulation.The in-control ARL is 200ρ b0.00 0.50 1.00 1.50 2.00 2.50 3.00 a=1.00 0.0201.6 78.1 14.5 3.5 1.5 1.1 1.0 0.32 200.1 86.9 17.6 4.2 1.6 1.1 1.0 0.63 199.5 103.3 25.0 5.9 2.0 1.2 1.0 0.94201.5 115.5 33.9 8.9 2.8 1.3 1.0 a=1.50 0.02.9 2.6 1.9 1.4 1.2 1.0 1.0 0.33.3 2.9 2.1 1.5 1.2 1.1 1.0 0.64.1 3.6 2.6 1.8 1.3 1.1 1.0 0.95.0 4.4 3.2 2.2 1.5 1.2 1.0 a=2.00 0.01.3 1.2 1.2 1.1 1.1 1.0 1.0 0.3 1.3 1.3 1.2 1.1 1.1 1.0 1.0 0.6 1.5 1.5 1.4 1.2 1.1 1.0 1.0 0.91.8 1.7 1.6 1.4 1.2 1.1 1.0 a=2.50 0.01.1 1.1 1.0 1.0 1.0 1.0 1.0 0.3 1.1 1.1 1.1 1.0 1.0 1.0 1.0 0.6 1.1 1.1 1.1 1.1 1.0 1.0 1.0 0.91.3 1.2 1.2 1.1 1.1 1.0 1.0 a=3.00 0.01.0 1.0 1.0 1.0 1.0 1.0 1.0 0.3 1.0 1.0 1.0 1.0 1.0 1.0 1.0 0.6 1.0 1.0 1.0 1.0 1.0 1.0 1.0 0.91.11.11.11.11.01.01.0UCL=25.181,UCL=26.352,UCL=29.043,UCL=32.354The ARL performances for the combinations are shown in Table 1. We see from Table 1 that as a whole the ARL value reduces as the magnitude of the shift in the mean vector increases and/or the variability in the covariance increases. For example, from Table 1, the ARL profile for,50.1=a , ρ=0.3, and =b 0.00, 0.50, 1.00, 1.50,2.00, 2.50 and 3.00 are 3.3, 2.9, 2.1 1.5, 1.2, 1.1 and 1.0. In this situation, the ARL values display a downward trend as the mean shift b increases. The ARL values increase slightly as the correlation ρincreases, e.g. from Table 1, the ARL profile, for,00.2=a , =b 1.00, and ρ=0.0, 0.3, 0.6 and 0.9 are 1.2, 1.2, 1.4 and 1.6, where the ARL values display a slight upward trend as ρincreases.4 The performance of the proposed control chartHere, the goal is to design a single control chart to monitor the process mean vector and the covariance matrix of a bivariate process simultaneously. Let 0μ,S μand 0Σbe the same as those defined in Section 3 and the case considered here be the same as the case in Section 3.In this section, some simulation studies are performed to evaluate the performance of the proposed procedure, based on the in-control average run length (ARL 0) criterion [24]. Then the studies compare the proposed chart ’s out-of-control average run length (ARL 1)[24] with those from the joint 2T and S charts [14], the Max-MEWMA chart [15], and the VMAX chart[25], for monitoring the mean vector and/or covariance matrix simultaneously.For the comparison studies with an intended ARL 0 of 200, the out-of-control ARLs of the proposed chart, as well as the other procedures are estimated by 20,000 independent replications, in each of the different scenarios of process changes. In what follows, the performances of these procedures are compared, for the different changes in the process mean vector and covariance matrix.The ARL 1 value of the presented procedure, as well as the joint 2T and S charts [14], the Max-MEWMA chart [15], and the VMAX are estimated. Random data are generated from a bivariate standard normal distribution.Let the quality characteristics be random variables 1X and 2X , where various coefficient of correlation are considered. The third up to the seventeenth columns in Table 2 show the ARL 1 values for the methods under consideration. The third up to the seventeenth column of Table 3 show ARL 1 value of the VMAX when just monitoring the covariance matrix.The results of Table 2 show the proposed method does outperforms the joint 2T and S charts [14], and the Max-MEWMA [15] methods. The control chart generally monitors, (1)the mean shifts and the variability increases, and (2)the changes of the process covariance matrix faster than the other methods. The results of Table 2 show the proposed method does outperform. The results of Table 3 show the proposed method outperforms a bit better than the VMAX.For the changes in the mean vector alone, the increases in variability alone, and in both, we compare the ARL ’s of the CSDW chart with the ARL ’s of the two charts from Chen et al.[15]. The CSDW chart outperforms the combination chart and the Max-MEWMA chart in detecting changes, (1)in the mean vector and increasing changes in the variability, and(2)changes in the process covariance only. For the changes in only the covariance matrix, we compare the ARL ’s of the CSDW chart with the ARL ’s of the VMAX chart.5 Implementation and ExamplesWe can implement a CSDW chart according to the steps summarized as follows:(1) If process parameters,0μand 0Σ, are unknown, substitute X for 0μ and S for 0Σ, where X and S are the grand mean vector and the average sample covariance matrix, respectively. They are estimated from a reliable historical data set taken from a stable process. (2) Standardize the data samples.(3) Compute the matrix W and the trace C SDW T of the matrix W , for each subgroup.Table 2ARL’s of the CSDW chart, the Max-MEWMA chart and the combination of2T chart and||S chart when2=p and5=n in the Case of Section 3ρbProposed method Max-MEWMA chart Combination chart0.00 0.50 1.00 2.00 3.00 0.00 0.50 1.00 2.00 3.00 0.00 0.50 1.00 2.00 3.00a=1.00 0.0 201.6 78.1 14.5 1.5 1.0 199.4 11.5 3.9 2.0 1.2 200.2 48.4 6.6 1.1 1.00.3 200.1 86.9 17.6 1.6 1.0 199.5 11.5 3.7 1.9 1.1 200.2 43.6 5.7 1.1 1.00.6 199.5 103.3 25.0 2.0 1.0 199.5 7.7 3.0 1.6 1.0 200.2 28.2 3.2 1.0 1.00.9 201.5 115.5 33.9 2.8 1.0 199.5 3.3 1.8 1.0 1.0 200.2 4.2 1.0 1.0 1.0 a=1.50 0.0 2.9 2.6 1.9 1.2 1.0 4.2 3.8 3.1 1.9 1.3 5.1 4.1 2.6 1.2 1.20.3 3.3 2.9 2.1 1.2 1.0 4.2 3.8 3.0 1.8 1.2 5.1 4.0 2.4 1.2 1.20.6 4.1 3.6 2.6 1.3 1.0 4.2 3.7 2.7 1.6 1.0 5.1 3.7 2.0 1.1 1.10.9 5.0 4.4 3.2 1.5 1.0 4.2 2.8 1.7 1.0 1.0 5.1 2.2 1.1 1.0 1.0 a=2.00 0.0 1.3 1.2 1.2 1.1 1.0 2.3 2.3 2.2 1.8 1.3 1.7 1.6 1.4 1.1 1.00.3 1.3 1.3 1.2 1.1 1.0 2.3 2.3 2.1 1.7 1.3 1.7 1.6 1.4 1.1 1.00.6 1.5 1.5 1.4 1.1 1.0 2.3 2.3 2.1 1.5 1.1 1.7 1.6 1.3 1.1 1.00.9 1.8 1.7 1.6 1.2 1.0 2.3 2.1 1.6 1.0 1.0 1.7 1.4 1.1 1.0 1.0 a=2.50 0.0 1.1 1.1 1.0 1.0 1.0 2.0 2.0 1.9 1.7 1.3 1.2 1.2 1.1 1.1 1.00.3 1.1 1.1 1.1 1.0 1.0 2.0 2.0 1.9 1.6 1.3 1.2 1.2 1.1 1.1 1.00.6 1.1 1.1 1.1 1.0 1.0 2.0 2.0 1.9 1.5 1.1 1.2 1.2 1.1 1.0 1.00.9 1.3 1.2 1.2 1.1 1.0 2.0 1.9 1.5 1.0 1.0 1.2 1.1 1.0 1.0 1.0 a=3.00 0.0 1.0 1.0 1.0 1.0 1.0 1.9 1.9 1.8 1.6 1.3 1.1 1.1 1.1 1.0 1.00.3 1.0 1.0 1.0 1.0 1.0 1.9 1.9 1.8 1.6 1.3 1.1 1.1 1.1 1.0 1.00.6 1.0 1.0 1.0 1.0 1.0 1.9 1.8 1.7 1.4 1.2 1.1 1.1 1.0 1.0 1.00.9 1.1 1.1 1.1 1.0 1.0 1.9 1.8 1.5 1.1 1.1 1.1 1.0 1.0 1.0 1.0 1The data from Chen et al.[15](4) Find the UCL using simulation based on a desired ARL 0. (5) If C SDW T ≤UCL, plot a point on the chart at that time.(6)If C SDW T >UCL, an out-of-control process is signaled. One needs to investigate the cause(s) associated with each out-of-control point. These out-of-control points must be removed as soon as possible in order to bring the process back into an in-control state.Example : In this subsection, an example partially derived from Crosier [6] is provided to explain further the CSDW chart developed above. In Crosier [6], a bivariate normal distribution is considered with unit variance and a correlation coefficient of 0.5. The in-control process meanvector and covariance matrix are given by ()'00,0=μand ⎪⎪⎭⎫ ⎝⎛=15.05.010 Σ, respectively.Table 3ARL’s of the CSDW chart, and the VMAX chart when 2=p and 5=nFor our purpose, in Table 3, we initially generate 20 samples of size 5=n , in which the first 10 samples were simulated with the condition that the process is in control and the remaining 10 samples were simulated considering that the assignable cause has changed the mean vector fromμto()'5.0,0=s μand the covariance matrixfrom 0Σto ⎪⎪⎭⎫ ⎝⎛⨯=15.05.015.1 s Σ, that is, a=1.5 and b=0.5. Then we can obtain C SDW T .Table 4The part data of 1X ,2X and C SDW T after being standardizedNo.Data SampleT CSDW1 X 1 -0.320.14 -1.99 1.86 -0.84X 2 -1.20 -0.04 -0.02 0.47 -1.08 11.9 2 -0.42 -0.62 1.14 -1.43 0.38 -0.96 0.32 0.36 -0.57 -1.83 5.25 … … … … … … … 11 -0.35 1.01 0.87 -1.27 -0.29 0.52 2.01 1.57 -0.69 1.37 40.07 … … … … … … … 20 1.95 2.50 -0.29 -2.28 1.73 1.511.820.35-1.222.2654.98The part data of 1X ,2X and C SDW T are contained in Table 4 after being standardized. The UCL=28.05 (ARL 0=200) is determined by simulation. A probability of Type Ⅰerror of 5 per 1,000(005.0=α)is adopted.We construct our CSDW chart in Fig. 1. It is shown from Fig. 1 that the process is out-of-control at the 11th sample point (Run length=1) because the point is above the UCL. We can investigate the unstableprocess and take actions to bring it back into an in-control state as quickly as possible.02468101214161820102030405060Sample NumberC SD WFigure 1. The CSDW chart for example6 Summary and ConclusionsIn this study, the new bivariate single chart is capable of detecting, (1) changes in the mean vector and increasing changes in the variability simultaneously, and (2) increasing changes in the covariance matrix only. Overall, through comparisons the new chart performs better than the joint 2T and S charts and the Max-MEWMA chart. Meanwhile, the chart is easier to construct than the others because the chart does not require the need to select fewer parameters and requires less computation in designing. Practitioners could understand the procedure of the chart.References1.Hotelling H, Multivariate Quality Control-Illustrated by the Air Testing of SampleBombsights, Techniques of statistical analysis, Eisenhart C,Hastay MW, Wallis WA(eds.).McGraw-Hill:New York, 1947,111-84.2.Alt F B, Multivariate Quality Control, In: S. Kotz, N.L. Johnson, Editors Encyclopedia ofStatistical Sciences: 6th Ed. New York, N.Y.: John Wiley & Sons, 1985, 110-22.3.Jackson J E, Wiley J, A User's Guide to Principal Components: Wiley Online Library.4.Niaki S, Nezhad M, Decision-Making in Detecting and Diagnosing Faults of MultivariateStatistical Quality Control Systems, Int J Adv Manuf Tech, 2009,42 (7-8): 713-24.5.Hawkins D M, Regression Adjustment for Variables in Multivariate Quality Control, J QualTechnol, 1993, 25 (3): 170-82.6.Crosier R B, Multivariate Generalizations of Cumulative Sum Quality-Control Schemes,Technometrics, 1988, 291-303.7.Pignatiello J J, Runger G C, Comparisons of Multivariate Cusum Charts, J QualTechnol,1990, 22 (3): 173-86.8. C A Lowry, W H Woodall, C W Champ, S E Rigdon. A Multivariate Exponentially WeightedMoving Average Control Chart, Technometrics, 1992, 34 (1): 46-53.9.Prabhu S S, Runger G C, Designing a Multivariate Ewma Control Chart, J Qual Technol,1997, 29 (1): 8-15.10.Yumin L, An Improvement for Mewma in Multivariate Process Control, Comput Ind Eng,1996, 31 (3-4): 779-81.11.Alessandro F, One-Sided Mewma Control Charts, Commun Stat-Simul C, 1999, 28 (2):381-401.12.Yeh A B, Lin D K J, Zhou H and Venkatatamani C, A Multivariate Exponentially WeightedMoving Average Control Chart for Monitoring Process V ariability, J Appl Stat, 2003, 30 (5): 507-36.13.Fallah Nezhad M S, A New Ewma Monitoring Design for Multivariate Quality ControlProblem, The International Journal of Advanced Manufacturing Technology, 2011, 1-8.14.Khoo M B C, A New Bivariate Control Chart to Monitor the Multivariate Process Mean andVariance Simultaneously, Quality Engineering, 2005, 17 (1): 109-18.15.Chen G M, Cheng S W, Xie H S, A New Multivariate Control Chart for Monitoring BothLocation and Dispersion, Commun Stat-Simul C, 2005, 34 (1): 203-17.16.Machado M, Costa A, Monitoring the Mean Vector and the Covariance Matrix of BivariateProcess, The International Journal of Advanced Manufacturing Technology, 2008, 45 (7): 772.17.Bersimis S, Psarakis S, Panaretos J, Multivariate Statistical Process Control Charts: AnOverview, Qual Reliab Eng Int, 2007, 23 (5): 517-43.18.Bersimis S, Panaretos S B J, Psarakis S(2005), Multivariate Statistical Process Control Chartsand the Problem of Interpretation: A Short Overview and some Applications in Industry, International Journal of Industrial Enginneering and Production Management.19.Yeh A B, Lin D K J, Mcgrath R N(2006), Multivariate Control Charts for MonitoringCovariance Matrix: A Review, Quality Technology and Quantitative Management, 3 (4): 415-36.20.Topalidou E, Psarakis S(2009), Review of Multinomial and Multiattribute Quality ControlCharts, Qual Reliab Eng Int, 25 (7): 773-804.21.Butte V K, Tang L C(2010), Multivariate Charting Techniques: A Review and a Line-ColumnApproach, Qual Reliab Eng Int, 26 (5): 443-51.22.Hawkins D M(1991), Multivariate Quality Control Based On Regression-Adjusted Variables,Technometrics, 61-75.23.Hayter A J, Tsui K L(1994), Identification and Quantification in Multivariate Quality ControlProblems, J Qual Technol, 26 (3): 197-208.24.Montgomery D C(2007), Introduction to Statistical Quality Control: Wiley-India.25.A. F. B. Costa & M. A. G. Machado(2009). A new chart based on sample variances formonitoring the covariance matrix of multivariate processes. The International Journal of Advanced Manufacturing Technology, 2009, 41:770-779.。
质量控制管理流程图解

质量控制管理流程图解英文回答:Quality control management is an essential process in ensuring the consistency and excellence of products or services. It involves a series of steps and procedures to monitor and evaluate the quality of the output and take corrective actions if necessary. Let me explain the quality control management process in detail.Firstly, the process starts with setting quality standards and specifications. This involves defining the desired level of quality and establishing the criteria that the product or service needs to meet. For example, in a manufacturing company, the quality standards may include dimensions, weight, and performance requirements for the product.Next, the process moves on to the inspection andtesting stage. This is where the actual evaluation of theproduct or service takes place. Various methods and techniques are used to check if the output meets the defined quality standards. For instance, in a software development company, the code is thoroughly tested for bugs and errors using automated tools and manual testing.If any defects or non-conformities are identified during the inspection, the next step is to take corrective actions. This involves analyzing the root cause of the problem and implementing measures to fix it. For example, if a product fails to meet the required dimensions, the production process may need to be adjusted or machinery calibrated.Once the corrective actions are implemented, the process moves on to the monitoring and control stage. This is where continuous monitoring of the quality is done to ensure that the corrective measures are effective and the desired level of quality is maintained. This can be done through regular inspections, audits, and feedback from customers.In addition to monitoring, it is also important to communicate and document the quality control process. This includes keeping records of inspections, test results, and corrective actions taken. Clear communication channels should be established to ensure that all stakeholders are aware of the quality control procedures and their roles in maintaining quality.Finally, the process concludes with the review and improvement stage. This involves periodically reviewing the effectiveness of the quality control measures and identifying areas for improvement. For example, if a recurring defect is identified, additional training or process changes may be required to prevent it from happening again.Overall, the quality control management process is a cyclical and continuous process that ensures the consistent delivery of high-quality products or services. It involves setting standards, inspecting and testing, takingcorrective actions, monitoring and controlling, communicating, and reviewing for improvement.中文回答:质量控制管理是确保产品或服务一致性和卓越性的重要过程。
质量控制中英文对照

质量控制中英文对照Quality Control (QC) is a vital process in ensuring that products or services meet the required standards and customer expectations. It involves monitoring and evaluating various aspects of the production or service delivery process to identify and correct any deviations or defects. This helps to ensure that the final output is of high quality and free from any defects or errors.质量控制(Quality Control,简称QC)是确保产品或者服务符合要求标准和客户期望的重要过程。
它涉及监控和评估生产或者服务交付过程的各个方面,以识别和纠正任何偏差或者缺陷。
这有助于确保最终产出的产品具有高质量,没有任何缺陷或者错误。
The following is a comprehensive list of quality control measures commonly used in various industries:下面是各个行业常用的质量控制措施的详细列表:1. Inspection and Testing 检验和测试- Conducting regular inspections and tests on raw materials, components, and finished products to ensure they meet the required specifications.- Performing various tests such as strength, durability, functionality, and safety tests to identify any defects or deviations.- Using advanced testing equipment and techniques to ensure accurate and reliable results.- 对原材料、零部件和成品进行定期检查和测试,以确保它们符合所需的规格。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a systematic process used to ensure that products or services meet specified requirements and standards. It involves monitoring and inspecting various stages of production or service delivery to identify and rectify any defects or deviations from the desired quality. The following is a comprehensive comparison of key terms and concepts related to quality control in both English and Chinese.1. Quality Control (QC) 质量控制- Definition: The process of ensuring that products or services meet specified requirements and standards.- 定义:确保产品或者服务符合规定要求和标准的过程。
2. Quality Assurance (QA) 质量保证- Definition: The planned and systematic activities implemented within the quality system to provide confidence that the product or service will fulfill specified requirements for quality.- 定义:在质量体系内实施的计划和系统性活动,以确保产品或者服务能够满足质量要求。
品质管控图(英文)
Module 10 CONTROL CHARTWhat is a Control Chart?A control chart is a statistical tool used to distinguish between variation in a process resulting from common causes and variation resulting from special causes. It presents a graphic display of process stability or instability over time (Viewgraph 1).Every process has variation. Some variation may be the result of causes which are not normally present in the process. This could be special cause variation. Some variation is simply the result of numerous, ever-present differences in the process. This is common cause variation. Control Charts differentiate between these two types of variation.One goal of using a Control Chart is to achieve and maintain process stability. Process stability is defined as a state in which a process has displayed a certain degree of consistency in the past and is expected to continue to do so in the future. This consistency is characterized by a stream of data falling within control limits based on plus or minus 3 standard deviations (3 sigma) of the centerline [Ref. 6, p. 82]. We will discuss methods for calculating 3 sigma limits later in this module. NOTE: Control limits represent the limits of variation that should be expected from a process in a state of statistical control. When a process is in statistical control, any variation is the result of common causes that effect the entire production in a similar way. Control limits should not be confused with specification limits, which represent the desired process performance.Why should teams use Control Charts?A stable process is one that is consistent over time with respect to the center and the spread of the data. Control Charts help you monitor the behavior of your process to determine whether it is stable. Like Run Charts, they display data in the time sequence in which they occurred. However, Control Charts are more efficient that Run Charts in assessing and achieving process stability.Your team will benefit from using a Control Chart when you want to (Viewgraph 2)Monitor process variation over time.Differentiate between special cause and common cause variation.Assess the effectiveness of changes to improve a process.Communicate how a process performed during a specific period.What are the types of Control Charts?There are two main categories of Control Charts, those that display attribute data, and those that display variables data.Attribute Data: This category of Control Chart displays data that result from counting the number of occurrences or items in a single category of similaritems or occurrences. These “count” data may be expressed as pass/fail,yes/no, or presence/absence of a defect.Variables Data: This category of Control Chart displays values resultingfrom the measurement of a continuous variable. Examples of variables dataare elapsed time, temperature, and radiation dose.While these two categories encompass a number of different types of Control Charts (Viewgraph 3), there are three types that will work for the majority of the data analysis cases you will encounter. In this module, we will study the construction and application in these three types of Control Charts:X-Bar and R ChartIndividual X and Moving Range Chart for Variables DataIndividual X and Moving Range Chart for Attribute DataViewgraph 4 provides a decision tree to help you determine when to use these three types of Control Charts.In this module, we will study only the Individual X and Moving Range Control Chart for handling attribute data, although there are several others that could be used, such as the np, p, c, and u charts. These other charts require an understanding of probability distribution theory and specific control limit calculation formulas which will not be covered here. To avoid the possibility of generating faulty results by improperly using these charts, we recommend that you stick with the Individual X and Moving Range chart for attribute data.The following six types of charts will not be covered in this module:X-Bar and S ChartMedian X and R Chartc Chartu Chartp Chartnp ChartWhat are the elements of a Control Chart?Each Control Chart actually consists of two graphs, an upper and a lower, which are described below under plotting areas. A Control Chart is made up of eight elements. The first three are identified in Viewgraphs 5; the other five in Viewgraph 6.1.Title. The title briefly describes the information which is displayed.2.Legend. This is information on how and when the data were collected.3.Data Collection Section. The counts or measurements are recorded in thedata collection section of the Control Chart prior to being graphed.4.Plotting Areas. A Control Chart has two areas—an upper graph and a lowergraph—where the data is plotted.a.The upper graph plots either the individual values, in the case of anIndividual X and Moving Range chart, or the average (mean value) of thesample or subgroup in the case of an X-Bar and R chart.b.The lower graph plots the moving range for Individual X and MovingRange charts, or the range of values found in the subgroups for X-Bar andR charts.5.Vertical or Y-Axis. This axis reflects the magnitude of the data collected.The Y-axis shows the scale of the measurement for variables data, or thecount (frequency) or percentage of occurrence of an event for attributedata.6.Horizontal or X-Axis. This axis displays the chronological order in which thedata were collected.7.Control Limits. Control limits are set at a distance of 3 sigma above and 3sigma below the centerline [Ref. 6, pp. 60-61]. They indicate variation fromthe centerline and are calculated by using the actual values plotted on theControl Chart graphs.8.Centerline. This line is drawn at the average or mean value of all the plotteddata. The upper and lower graphs each have a separate centerline.x 1x 2x 3...x nnWhere :x The average of the measurements within each subgroupx i The individual measurements within a subgroup n The number of measurements within a subgroup=76.8 5= 15.3615.3 + 14.9 + 15.0 + 15.2 + 16.4 5X = What are the steps for calculating and plotting an X-Bar and R Control Chart for Variables Data?The X-Bar (arithmetic mean) and R (range) Control Chart is used with variables data when subgroup or sample size is between 2 and 15. The steps for constructing this type of Control Chart are:Step 1 - Determine the data to be collected. Decide what questions about the process you plan to answer. Refer to the Data Collection module for information on how this is done.Step 2 - Collect and enter the data by subgroup. A subgroup is made up ofvariables data that represent a characteristic of a product produced by a process. The sample size relates to how large the subgroups are. Enter the individual subgroup measurements in time sequence in the portion of the data collection section of the Control Chart labeled MEASUREMENTS (Viewgraph 7).STEP 3 - Calculate and enter the average for each subgroup. Use the formula below to calculate the average (mean) for each subgroup and enter it on the line labeled Average in the data collection section (Viewgraph 8).Average ExampleRANGE (Largest Value in each Subgroup )(Smallest Value in each Subgroup )x123...kkWhere :x The grand mean of all the individual subgroup averagesThe average for each subgroupk The number of subgroupsx138.56915.40Step 4 - Calculate and enter the range for each subgroup. Use the following formula to calculate the range (R) for each subgroup. Enter the range for each subgroup on the line labeled Range in the data collection section (Viewgraph 9).Range ExampleThe rest of the steps are listed in Viewgraph 10.Step 5 - Calculate the grand mean of the subgroup’s average. The grand mean of the subgroup’s average (X-Bar) becomes the centerline for the upper plot.Grand Mean ExampleR1R2R3...RkkWhere:RiThe individual range for each subgroup R The average of the ranges for all subgroupsk The number of subgroupsR 1.5 1.2 3.6 1.2 1.9 1.6 1.4 2.4 1.6916.491.8UCLXA2RLCL X A2Step 6 - Calculate the average of the subgroup ranges. The average of all subgroups becomes the centerline for the lower plotting area.Average of Ranges ExampleStep 7 - Calculate the upper control limit (UCL) and lower control limit (LCL) for the averages of the subgroups. At this point, your chart will look like a Run Chart. Now, however, the uniqueness of the Control Chart becomes evident as you calculate the control limits. Control limits define the parameters fordetermining whether a process is in statistical control. To find the X-Bar control limits, use the following formula:NOTE: Constants, based on the subgroup size (n), are used in determining control limits for variables charts. You can learn more about constants in Tools and Methods for the Improvement of Quality [Ref. 3].Use the following constants (A) in the computation [Ref. 3, Table 8]:2n A n A n A2222 1.88070.419120.2663 1.02380.373130.24940.72990.337140.23550.577100.308150.22360.483110.285UCLX X A2(15.40)(0.577)(1.8)16.4386LCLX X A2R(15.40)(0.577)(1.8)14.3614UCLRD4RLCL D3R(for subgroups7)UCLRD4(2.114)(1.8) 3.8052Upper and Lower Control Limits ExampleStep 8 - Calculate the upper control limit for the ranges. When the subgroup or sample size (n) is less than 7, there is no lower control limit. To find the upper control limit for the ranges, use the formula:Use the following constants (D) in the computation [Ref. 3, Table 8]:4n D n D n D4442 3.2677 1.92412 1.7173 2.5748 1.86413 1.6934 2.2829 1.81614 1.6725 2.11410 1.77715 1.6536 2.00411 1.744ExampleStep 9 - Select the scales and plot the control limits, centerline, and data points, in each plotting area. The scales must be determined before the data points and centerline can be plotted. Once the upper and lower control limitshave been computed, the easiest way to select the scales is to have the current data take up approximately 60 percent of the vertical (Y) axis. The scales for both the upper and lower plotting areas should allow for future high or low out-of-control data points.Plot each subgroup average as an individual data point in the upper plotting area. Plot individual range data points in the lower plotting area (Viewgraph11).Step 10 - Provide the appropriate documentation. Each Control Chart should be labeled with who, what, when, where, why, and how information to describe where the data originated, when it was collected, who collected it, any identifiable equipment or work groups, sample size, and all the other things necessary for understanding and interpreting it. It is important that the legend include all of the information that clarifies what the data describe.When should we use an Individual X and Moving Range (XmR) Control Chart?You can use Individual X and Moving Range (XmR) Control Charts to assess both variables and attribute data. XmR charts reflect data that do not lend themselves to forming subgroups with more than one measurement. You might want to use this type of Control Chart if, for example, a process repeats itself infrequently, or it appears to operate differently at different times. If that is the case, grouping the data might mask the effects of such differences. You can avoid this problem by using an XmR chart whenever there is no rational basis for grouping the data.What conditions must we satisfy to use an XmR Control Chart for attribute data?The only condition that needs to be checked before using the XmR Control Chart is that the average count per sample IS GREATER THAN ONE.There is no variation within a subgroup since each subgroup has a sample size of 1, and the difference between successive subgroups is used as a measure of variation. This difference is called a moving range. There is a corresponding moving range value for each of the individual X values except the very first value.mR iX i1X iWhere :X iIs an individual valueX i1Is the next sequential value following X i Note :The brackets ()refer to the absolute valueof the numbers contained inside the bracket .In this formula ,the difference is always a positive number.What are the steps for calculating and plotting an XmR Control Chart?Step 1 - Determine the data to be collected. Decide what questions about the process you plan to answer.Step 2 - Collect and enter the individual measurements. Enter the individual measurements in time sequence on the line labeled Individual X in the datacollection section of the Control Chart (Viewgraph 12). These measurements will be plotted as individual data points in the upper plotting area.STEP 3 - Calculate and enter the moving ranges. Use the following formula to calculate the moving ranges between successive data entries. Enter them on the line labeled Moving R in the data collection section. The moving range data will be plotted as individual data points in the lower plotting area (Viewgraph 13).Examplexx 1x 2x 3...x nkWhere :The average of the individual measurements x i An individual measurementkThe number of subgroups of oneX19221618192318151918101691016.9mRmR 1mR 2mR 3...mR nk 1Where :The average of all the Individual Moving Ranges mR nThe Individual Moving Range measurements kThe number of subgroups of one362145341(101)2993.2UCL x (2.66)UCL xX(2.66)mRExampleSteps 4 through 9 are outlined in Viewgraph 14.Step 4 - Calculate the overall average of the individual data points. The average of the Individual-X data becomes the centerline for the upper plot.Step 5 - Calculate the average of the moving ranges. The average of all moving ranges becomes the centerline for the lower plotting area.Average of Moving Ranges ExampleStep 6 - Calculate the upper and lower control limits for the individual X values. The calculation will compute the upper and lower control limits for the upper plotting area. To find these control limits, use the formula:NOTE: Formulas in Steps 6 and 7 are based on a two-point moving range.UCLX(2.66)mR(16.9)(2.66)(3.2)25.41 LCL(2.66)mR(16.9)(2.66)(3.2)8.39UCLmR(3.268)UCLmRNONEUCLmR (3.268)(3.268)(3.2)10.45You should use the constant equal to 2.66 in both formulas when you compute the upper and lower control limits for the Individual X values.Upper and Lower Control Limits ExampleStep 7 - Calculate the upper control limit for the ranges. This calculation will compute the upper control limit for the lower plotting area. There is no lowercontrol limit. To find the upper control limit for the ranges, use the formula:You should use the constant equal to 3.268 in the formula when you compute the upper control limit for the moving range data.ExampleStep 8 - Select the scales and plot the data points and centerline in each plotting area. Before the data points and centerline can be plotted, the scales must first be determined. Once the upper and lower control limits have beencomputed, the easiest way to select the scales is to have the current spread of the control limits take up approximately 60 percent of the vertical (Y) axis. The scales for both the upper and lower plotting areas should allow for future high or low out-of-control data points.Plot each Individual X value as an individual data point in the upper plotting area. Plot moving range values in the lower plotting area (Viewgraph 15). Step 9 - Provide the appropriate documentation. Each Control Chart should be labeled with who, what, when, where, why, and how information to describewhere the data originated, when it was collected, who collected it, any identifiable equipment or work groups, sample size, and all the other things necessary for understanding and interpreting it. It is important that the legend include all of the information that clarifies what the data describe.EVENODD NOTE: If you are working with attribute data , continue through steps 10, 11,12a, and 12b (Viewgraph 16).Step 10 - Check for inflated control limits. You should analyze your XmR Control Chart for inflated control limits. When either of the following conditions exists (Viewgraph 17), the control limits are said to be inflated , and you must recalculate them:If any point is outside of the upper control limit for the moving range (UCL )mR If two-thirds or more of the moving range values are below the average of the moving ranges computed in Step 5.Step 11 - If the control limits are inflated, calculate 3.144 times the median moving range. For example, if the median moving range is equal to 6, then(3.144)(6) = 18.864The centerline for the lower plotting area is now the median of all the values (vice the mean) when they are listed from smallest to largest. Review the discussion of median and centerline in the Run Chart module for further clarification.When there is an odd number of values, the median is the middle value.When there is an even number of values, average the two middle values to obtain the median.ExampleStep 12a - Do not compute new limits if the product of 3.144 times the median moving range value is greater than the product of 2.66 times the average of the moving ranges.Step 12b - Recompute all of the control limits and centerlines for both the upper and lower plotting areas if the product of 3.144 times the median moving range value is less than the product of 2.66 times the average of the moving range. The new limits will be based on the formulas found inViewgraph 18.These new limits must be redrawn on the corresponding charts before you look for signals of special causes. The old control limits and centerlines are ignored in any further assessment of the data.What do we need to know to interpret Control Charts? Process stability is reflected in the relatively constant variation exhibited in Control Charts. Basically, the data fall within a band bounded by the control limits. If a process is stable, the likelihood of a point falling outside this band is so small that such an occurrence is taken as a signal of a special cause of variation. In other words, something abnormal is occurring within your process. However, even though all the points fall inside the control limits, special cause variation may be at work. The presence of unusual patterns can be evidence that your process is not in statistical control. Such patterns are more likely to occur when one or more special causes is present.Control Charts are based on control limits which are 3 standard deviations (3 sigma) away from the centerline. You should resist the urge to narrow these limits in the hope of identifying special causes earlier. Experience has shown that limits based on less than plus and minus 3 sigma may lead to false assumptions about special causes operating in a process [Ref. 6, p. 82]. In other words, using control limits which are less than 3 sigma from the centerline may trigger a hunt for special causes when the process is already stable.The three standard deviations are sometimes identified by zones. Each zone’s dividing line is exactly one-third the distance from the centerline to either the upper control limit or the lower control limit (Viewgraph 19).Zone A is defined as the area between 2 and 3 standard deviations from the centerline on both the plus and minus sides of the centerline.Zone B is defined as the area between 1 and 2 standard deviations from the centerline on both sides of the centerline.Zone C is defined as the area between the centerline and 1 standarddeviation from the centerline, on both sides of the centerline.There are two basic sets of rules for interpreting Control Charts:Rules for interpreting X-Bar and R Control Charts.A similar, but separate, set of rules for interpreting XmR Control Charts. NOTE: These rules should not be confused with the rules for interpreting Run Charts.What are the rules for interpreting X-Bar and R Charts?When a special cause is affecting the data, the nonrandom patterns displayed in a Control Chart will be fairly obvious. The key to these rules is recognizing that they serve as a signal for when to investigate what occurred in the process.When you are interpreting X-Bar and R Control Charts, you should apply the following set of rules:RULE 1 (Viewgraph 20): Whenever a single point falls outside the 3 sigma control limits, a lack of control is indicated. Since the probability of thishappening is rather small, it is very likely not due to chance.RULE 2 (Viewgraph 21): Whenever at least 2 out of 3 successive values fall on the same side of the centerline and more than 2 sigma units away from thecenterline (in Zone A or beyond), a lack of control is indicated. Note that the third point can be on either side of the centerline.RULE 3 (Viewgraph 22): Whenever at least 4 out of 5 successive values fall on the same side of the centerline and more than one sigma unit away from thecenterline (in Zones A or B or beyond), a lack of control is indicated. Note that the fifth point can be on either side of the centerline.RULE 4 (Viewgraph 23): Whenever at least 8 successive values fall on the same side of the centerline, a lack of control is indicated.What are the rules for interpreting XmR Control Charts?To interpret XmR Control Charts, you have to apply a set of rules for interpreting the X part of the chart, and a further single rule for the mR part of the chart.RULES FOR INTERPRETING THE X-PORTION of XmR Control Charts: Apply the four rules discussed above, EXCEPT apply them only to the upper plotting area graph.RULE FOR INTERPRETING THE mR PORTION of XmR Control Charts for attribute data: Rule 1 is the only rule used to assess signals of special causes in the lower plotting area graph. Therefore, you don’t need to identify the zones on the moving range portion of an XmR chart.When should we change the control limits?There are only three situations in which it is appropriate to change the control limits: When removing out-of-control data points. When a special cause hasbeen identified and removed while you are working to achieve processstability, you may want to delete the data points affected by special causesand use the remaining data to compute new control limits.When replacing trial limits. When a process has just started up, or haschanged, you may want to calculate control limits using only the limited dataavailable. These limits are usually called trial control limits. You can calculate new limits every time you add new data. Once you have 20 or 30 groups of 4 or 5 measurements without a signal, you can use the limits to monitor futureperformance. You don’t need to recalculate the limits again unlessfundamental changes are made to the process.When there are changes in the process. When there are indications that your process has changed, it is necessary to recompute the control limitsbased on data collected since the change occurred. Some examples of such changes are the application of new or modified procedures, the use of different machines, the overhaul of existing machines, and the introduction of newsuppliers of critical input materials.How can we practice what we've learned?The exercises on the following pages will help you practice constructing and interpreting both X-Bar and R and XmR Control Charts. Answer keys follow the exercises so that you can check your answers, your calculations, and the graphs you create for the upper and lower plotting areas.EXERCISE 1: A team collected the variables data recorded in the table below.12345678910111213141516 6253254725364536 X15766846435143442 X22946383472626674 X37327546516526234 X4Use these data to answer the following questions and plot a Control Chart:1.What type of Control Chart would you use with these data?2.Why?3.What are the values of X-Bar for each subgroup?4.What are the values of the ranges for each subgroup?5.What is the grand mean for the X-Bar data?6.What is the average of the range values?pute the values for the upper and lower control limits for both the upper andlower plotting areas.8.Plot the Control Chart.9.Are there any signals of special cause variation? If so, what rule did you apply toidentify the signal?EXERCISE 1 ANSWER KEY:1.X-Bar and R.2.There is more than one measurement within each subgroup.3.Refer to Viewgraph 24.4.Refer to Viewgraph 24.5.Grand Mean of X = 4.52.6.Average of R = 4.38.7.UCL = 4.52 + (0.729) (4.38) = 7.71.XLCL = 4.52 - (0.729) (4.38) = 1.33.XUCL = (2.282) (4.38) = 10.0.RLCL = 0.R8.Refer to Viewgraph 25.9.No.CALCULATIONSEXERCISE 2: A team collected the dated shown in the chart below.Date12345678910 1620218282419161724 XValueDate11121314151617181920 19222619152117221614 XValueUse these data to answer the following questions and plot a Control Chart:1.What are the values of the moving ranges?2.What is the average for the individual X data?3.What is the average of the moving range data?pute the values for the upper and lower control limits for both the upperand lower plotting areas.5.Plot the Control Chart.6.Are the control limits inflated? How did you determine your answer?7.If the control limits are inflated, what elements of the Control Chart did youhave to recompute?8.If the original control limits were inflated, what are the new values for the upperand lower control limits and centerlines?9.If the original limits were inflated, replot the Control Chart using the newinformation.10.After checking for inflated limits, are there any signals of special causevariation? If so, what rule did you use to identify the signal?EXERCISE 2 ANSWER KEY:1.Refer to Viewgraph 26.2.19.2.3. 5.5.4.UCL = 33.8.XLCL = 4.6.XUCL =18.0.mRLCL = 0.mR5.Refer to Viewgraph 27.6.Yes; one point out of control, and 2/3 of all points below the centerline.7.All control limits and the centerline for the lower chart. The median value willbe used in the recomputation rather than the average.8. UCL = 31.8.XLCL = 6.6.XUCL = 15.5.mRLCL = 0.mRCenterline= 4 (median value).mR9.Refer to Viewgraph 28.10.Yes; the same point on the mR chart is out of control. Rule 1.REFERENCES:1.Department of the Navy (November 1992). Fundamentals of Total QualityLeadership (Instructor Guide), pp, 3-39 - 3-66 and 6-57 - 6-62. San Diego, CA: Navy Personnel Research and Development Center.2.Department of the Navy (September 1993). Systems Approach to ProcessImprovement (Instructor Guide), Lessons 8 and 9. San Diego, CA: OUSN Total Quality Leadership Office and Navy Personnel Research and DevelopmentCenter.3.Gitlow, H., Gitlow, S., Oppenheim, A., Oppenheim, R. (1989). Tools and Methodsfor the Improvement of Quality. Homewood, IL: Richard D. Irwin, Inc.4.U.S. Air Force (Undated). Process Improvement Guide - Total Quality Tools forTeams and Individuals, pp. 61 - 81. Air Force Electronic Systems Center, Air Force Materiel Command.5.Wheeler, D.J. (1993). Understanding Variation - The Key to Managing Chaos.Knoxville, TN: SPC Press.6.Wheeler, D.J., & Chambers, D.S. (1992). Understanding Statistical ProcessControl (2nd Ed.). Knoxville, TN: SPC Press.。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a systematic process that ensures products or services meet specified requirements and standards. It involves monitoring and evaluating various aspects of production or service delivery to identify and rectify any deviations or non-conformities. This ensures that the final output meets customer expectations and complies with relevant regulations and industry standards.质量控制(Quality Control,QC)是一种系统化的过程,确保产品或者服务符合规定的要求和标准。
它涉及监控和评估生产或者服务交付的各个方面,以识别和纠正任何偏差或者不符合要求的情况。
这确保最终产出符合客户期望,并符合相关法规和行业标准。
The following are some key terms and their corresponding translations in English and Chinese related to quality control:下面是一些与质量控制相关的关键术语及其英文和中文对照:1. Quality Control (QC) - 质量控制2. Quality Assurance (QA) - 质量保证3. Inspection - 检查/验收4. Defect - 缺陷/瑕疵5. Non-conformity - 不符合/不合格6. Conformance - 符合/合格7. Specification - 规格/规范8. Standard - 标准9. Sampling - 抽样10. Statistical Process Control (SPC) - 统计过程控制11. Root Cause Analysis (RCA) - 根本原因分析12. Corrective Action - 纠正措施13. Preventive Action - 预防措施14. Control Chart - 控制图15. Acceptance Criteria - 验收标准16. Quality Control Plan - 质量控制计划17. Quality Control Inspector - 质量控制员18. Quality Control Manager - 质量控制经理19. Quality Control System - 质量控制体系20. Quality Control Audit - 质量控制审核The process of quality control typically involves the following steps:质量控制的过程通常包括以下几个步骤:1. Planning: This involves defining quality objectives, establishing quality control standards, and creating a quality control plan. It also includes determining the resources required for quality control activities.计划:这涉及定义质量目标,建立质量控制标准,制定质量控制计划。
简述酶标仪质控图流程及注意事项
简述酶标仪质控图流程及注意事项Enzyme-linked immunosorbent assay (ELISA) is a commonly used biochemical technique for detecting the presence of specific proteins in a sample. The quality control chart, also known as the QC chart, is essential to ensure the reliability and accuracy of the results obtained from an ELISA experiment.酶联免疫吸附实验是一种常用的生物化学技术,用于检测样本中特定蛋白质的存在。
质控图,也称为QC图,对于确保从酶标仪实验中获得的结果的可靠性和准确性至关重要。
The QC chart for an ELISA experiment typically includes three control samples: the negative control, the low positive control, and the high positive control. These controls are used to monitor the performance of the assay and to ensure that the results fall within an acceptable range. The negative control should show no detectable signal, while the low positive control should produce a signal just above the limit of detection, and the high positive control should generate a strong signal.酶标仪实验的质控图通常包括三个控制样本:阴性对照、低阳性对照和高阳性对照。
质量控制中英文对照
质量控制中英文对照Introduction:质量控制是在产品或服务的生产过程中确保质量标准得到满足的一系列活动。
在全球化的背景下,中英文对照对于质量控制的实施和沟通变得至关重要。
本文将详细介绍质量控制中常见的术语及其中英文对照。
I. Quality Control Terms and Definitions1.1. Quality: The degree to which a product or service meets customer requirementsor expectations. (质量:产品或服务满足客户要求或期望的程度。
)1.2. Control: The process of monitoring and adjusting production or service deliveryto ensure compliance with quality standards. (控制:监控和调整生产或服务交付过程,以确保符合质量标准。
)1.3. Standard: A documented set of guidelines or specifications that define thequality requirements for a product or service. (标准:一套文件化的准则或规范,定义产品或服务的质量要求。
)II. Quality Control Methods2.1. Inspection: The process of examining a product or service to determine its conformity with quality standards. (检查:检查产品或服务的过程,以确定其是否符合质量标准。
)2.2. Testing: The process of evaluating the performance, reliability, or other characteristics of a product or service through experimentation or analysis. (测试:通过实验或分析评估产品或服务的性能、可靠性或其他特性的过程。
质量控制管理流程实际输出证据
质量控制管理流程实际输出证据English Answer:Evidence of Actual Outputs in Quality Control Management Process.1. Inspection and Testing Reports: These reports provide documented evidence of the results of inspection and testing activities. They include data on the characteristics of the product or service, the methods used for inspection and testing, and the results obtained. These reports can be used to demonstrate compliance with quality standards, identify areas for improvement, and provide feedback to suppliers or manufacturers.2. Inspection and Test Records: These records provide a detailed account of the inspection and testing activities carried out. They include information on the date and time of the inspection or test, the name of the inspector or tester, the equipment used, and the observations made.These records can be used to trace the history of a product or service, identify any problems that occurred during inspection or testing, and provide documentation for corrective actions taken.3. Calibration Certificates: These certificates provide evidence that measuring and testing equipment has been calibrated to ensure accuracy and reliability. They include information on the equipment's identification number, the calibration date, the calibration method used, and the results obtained. These certificates can be used to demonstrate that the equipment is suitable for use in inspection and testing activities and provides accurate results.4. Corrective and Preventive Action Reports: These reports provide documentation of the corrective and preventive actions taken to address nonconformities or potential nonconformities. They include information on the nature of the nonconformity, the corrective or preventive actions taken, and the results achieved. These reports can be used to demonstrate that appropriate actions have beentaken to prevent or correct problems, and to improve the effectiveness of the quality management system.5. Customer Feedback: Customer feedback is a valuable source of evidence for assessing the effectiveness of the quality control management process. It can include information on customer satisfaction, product or service defects, and suggestions for improvement. This feedback can be used to identify areas where the quality control process can be improved, develop new products or services, and improve customer relationships.6. Statistical Process Control Charts: These charts provide a graphical representation of the data collected during inspection and testing activities. They can be used to identify trends, detect variation, and determine whether the quality control process is effective. These charts can be used to monitor the performance of the quality control process, identify areas for improvement, and make informed decisions about the production process.7. Training Records: These records provide evidencethat personnel performing inspection and testing activities have received the necessary training to ensure they are competent to perform their tasks. They include information on the date and time of the training, the training provider, the subjects covered, and the assessment results. These records can be used to demonstrate that personnel are qualified to perform their tasks and have the knowledge and skills required to contribute to the effectiveness of the quality control management process.8. Audit Reports: Audit reports provide documented evidence of the results of audits conducted to assess the effectiveness of the quality control management process. They include information on the scope of the audit, theaudit criteria used, the audit findings, and recommendations for improvement. These reports can be usedto identify areas where the quality control process can be improved, develop new policies and procedures, and improve the overall effectiveness of the quality management system.中文回答:质量控制管理流程实际输出证据。
质量控制(英文)
质量控制(英文)Title: Quality ControlIntroduction:Quality control plays a crucial role in ensuring the success and reputation of any organization. It involves the systematic monitoring and evaluation of products, services, and processes to meet or exceed customer expectations. In this article, we will explore the importance of quality control and discuss its key components.I. Importance of Quality Control:1.1 Enhancing Customer Satisfaction:- Quality control measures ensure that products and services consistently meet or exceed customer expectations.- It helps in building trust and loyalty among customers, leading to repeat business and positive word-of-mouth.1.2 Cost Reduction:- Quality control helps identify and rectify defects or errors early in the production process, reducing the cost of rework or product recalls.- It also minimizes the risk of customer complaints, returns, and warranty claims, saving both time and money.1.3 Compliance with Standards and Regulations:- Quality control ensures that products and processes adhere to industry standards and regulations.- This helps organizations avoid legal penalties, maintain a positive reputation, and gain a competitive edge in the market.II. Key Components of Quality Control:2.1 Quality Planning:- Defining quality objectives and establishing processes to achieve them.- Identifying quality standards, specifications, and customer requirements.2.2 Quality Assurance:- Implementing systematic activities to ensure that quality requirements are met throughout the product lifecycle.- Conducting audits, inspections, and tests to verify compliance.2.3 Quality Improvement:- Continuously monitoring and analyzing data to identify areas for improvement.- Implementing corrective and preventive actions to enhance overall quality and efficiency.III. Tools and Techniques used in Quality Control:3.1 Statistical Process Control (SPC):- SPC uses statistical methods to monitor and control production processes.- It helps in identifying variations and taking corrective actions to maintain quality standards.3.2 Six Sigma:- Six Sigma is a data-driven approach that aims to reduce defects and improve process efficiency.- It utilizes statistical tools and methodologies to achieve continuous improvement.3.3 Total Quality Management (TQM):- TQM is a management philosophy that focuses on customer satisfaction and continuous improvement.- It involves the active participation of all employees in quality-related activities.IV. Benefits of Implementing Effective Quality Control:4.1 Improved Productivity:- Effective quality control eliminates waste, rework, and inefficiencies, leading to improved productivity.- It streamlines processes and ensures that resources are utilized optimally.4.2 Enhanced Reputation and Brand Image:- Organizations that consistently deliver high-quality products or services gain a positive reputation and brand image.- This attracts more customers and provides a competitive advantage in the market.4.3 Increased Employee Morale:- Quality control fosters a culture of excellence and accountability within an organization.- Employees feel motivated and proud to be associated with a company that prioritizes quality.V. Conclusion:Quality control is essential for organizations to thrive in today's competitive market. By implementing robust quality control measures, businesses can enhance customer satisfaction, reduce costs, comply with regulations, and continuously improve their products and processes. It is crucial to utilize the right tools and techniques and involve all employees in quality-related activities to achieve long-term success.。
品质制度表格-KonicaCR数位乳房影像及X光摄影仪品质保证校验纪录表 精品
Konica CR數位乳房影像及X光攝影儀品質保證校驗紀錄表A.日常性(非年度)品質保證作業每週、每季及每半年實施:1.每日乳房攝影數位影像系統檢查(Daily Operational Checks)(RTQm-1) (2)2.假體影像品質控制表(Phantom Image Quality Chart) (RTQm-2) (3)3.影像板片匣檢視與清潔紀錄表(Image Cassette and Plate Check) (RTQm-3) (4)4.影像顯示器與閱片箱清潔紀錄表(Monitor and Viewbox Check Chart) (RTQm-4) (5)5.系統設備檢查與清潔品管表(Visual Inspection Chart) (RTQm-5) (6)6. 乳房攝影品管清單(A) (RTQc-1a)、(B) (RTQc-1b)……………………………….…...7、87.重照影像紀錄表、分析表(Repeat Analysis Chart) (RTQm-6a、RTQm-6b)……....…9、108.壓迫力測試表(pression Force Test Chart) (RTQm-7) (11)9. 每季每半年乳房攝影品管清單(RTQc-2) (12)B.定期性(年度)品質保證作業每年實施:10.房攝影單元組件檢查表(Physical Inspection Chart) (MPQm-8) (13)11.暗雜訊評估表(Dark Noise Check Chart) (MPQm-9) (14)12.殘影評估(Ghost Image Evaluation Chart) (MPQm-10) (15)13.管電壓準確性與再現性評估(kVp Accuracy and Reproducibility EvaluationChart) (MPQm-11) (16)14.自動曝光控制效能評估表(AEC Performance Check Chart) (MPQm-12) (17)15.系統假影評估表(System Artifact Evaluation Chart) (MPQm-13) (18)16.影像板感光均勻度評估表(Image Plate Response Uniformity Check Chart)(MPQm-14) (19)17.影像顯示器品質管制表(Monitor Quality Control Chart) (MPQm-15) (20)18.印像機品質管制表(Printer Quality Control Chart) (MPQm-16) (20)19.閱片裝置及閱片環境評估表 (ViewBoxes and Viewing Condition EvaluationChart) (MPQm-17) (20)20.解析度評估表(Spatial Resolution Evaluation Chart) (MPQm-18) (21)21.假體影像品質評估表(Phantom Image Quality Chart) (MPQm-19) (22)22.幾何失真測試表(Geometric Distortion Check Chart) (MPQm-20) (23)23.S值對應顯示測試(S-Value Response Indicator Check Chart) (MPQm-21) (24)24.準直儀狀況評估(Collimator Assessment Check) (MPQm-22) (25)25.射束品質的評估及半值層測定表(Beam Quality Evaluation and HVLMeasurement) (MPQm-23) (26)26.乳房入射曝露、自動曝露控制的再現性、平均乳腺劑量和輻射輸出評估(MPQm-24) (27)品質保證校驗紀基本資料一、數位影像系統︰製造廠商︰Konica-Minota 型號︰ ___________________二、X光攝影儀︰製造廠商︰型號︰ ___________________三、影像顯示器︰製造廠商︰型號︰ ___________________四、印相機︰製造廠商︰型號︰ ___________________ 每日乳房攝影數位影像系統檢查(Daily Operational Checks) ( RTQm-1)Site: Date:Equipment:X-ray unit manufacturer /Model :All evaluation items are met.All Cassette are returned.假體影像品質控制表(Phantom Image Quality Chart )(RTQm-2)影像板片匣檢視與清潔紀錄表(Image Cassette and Plate Check)(RTQm-3) Date IP# 1 IP# 2 IP# 3 IP# 4 IP#5 IP#6 IP#7 IP#8影像顯示器與閱片箱清潔紀錄表(Monitor and Viewbox Check Chart) (RTQm-4)(RTQm-5)乳房攝影品管清單(A)每日/每週檢視(RTQc-1a)乳房攝影品管清單(B)每月檢視(RTQc-1b)重照影像紀錄表(Repeat Analysis Chart-a)(RTQm-6a)重照影像分析表(Repeat Analysis Chart-b) (RTQm-6b)壓迫力測試表(pression Force Test Chart) (RTQm-7)Date Auto (11.4-20.4 kg)Manual (11.4-20.4 kg)Pass Fail Pass FailRemarks每季每半年乳房攝影品管清單 (RTQc-2)乳房攝影單元組件檢查表(Physical Inspection Chart) (MPQm-8) Site: Date:Equipment:X-ray unit manufacturer /Model :Performance Criteria: The unit is stable. All mechanical movements should be smooth and normal.Lock and release mechanisms operate properly. pression thickness display is accurate within 0.5cmof true value. Operator and patient safety are preserved during normal operation. All lights, indicators, and audio signals function properly. Patient Surfaces are clean and free from of excessive wear. No errors are displayed on the unit暗雜訊評估表(Dark Noise Check Chart) (MPQm-9)殘影評估表(Ghost Image Evaluation Chart) (MPQm-10) kVP: mAs:be no imaged object pattern recognizable from the erase 1 image present in the erase 2 image.管電壓準確性與再現性評估(kVp Accuracy and Reproducibility Evaluation Chart)(MPQm-11)Action Limit: If the mean kVp differs from the nominal by more than ±5% of the nominal kVp, or if the coefficient of variation exceeds 0.02, then seek service correction.自動曝光控制效能評估表(AEC Performance Check Chart) (MPQm-12)系統假影評估表(System Artifact Evaluation Chart) (MPQm-13)Attenuator規格 :Attenuator厚度:kVp設定:Density control 設定:如果假影足影響臨床影像診斷品質,則在未排除或改善以前該設備應停止使用,並聯絡相關廠商處理。
统计在质量保证中所扮演的角色
Introduction
Chemical measurements are made and data are accumulated to provide the basis for decisions on a myriad of matters affecting the health, welfare, and general well being of the population. Obviously, the quality of such data must be known before it can be used in any logical manner. Ordinarily, the concept of quality of data relates to its accuracy, relative to the criticality of the decision process. Data must be good enough for its intended purpose. Unfortunately, it is impossible to produce errorless data or to know its accuracy. However, it is possible to produce data so that the limits of uncertainty can be estimated. Because of the risk of wrong decisions, based on faulty data, it becomes the responsibility of the producer of the data to state explicitly the limits of uncertainty. Data users have the responsibility to critically examine all data used for purposes of decision and not to use any that do not meet minimum accuracy requirements. This paper describes a rational approach to evaluate the quality of data that may be used by producers and users alike in situations such as have been alluded to above.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Computational Statistics &Data Analysis 51(2007)3862–3870/locate/csdaThe quality control chart for monitoring multivariateautocorrelated processesJeffrey E.Jarrett a ,∗,Xia Pan ba University of Rhode Island,USAb University of Illinois at Springfield,USAReceived 13July 2005;received in revised form 15January 2006;accepted 17January 2006Available online 30March 2006AbstractPreviously,quality control and improvement researchers discussed multivariate control charts for independent processes and univariate control charts for autocorrelated processes separately.We combine the two topics and propose vector autoregressive (V AR)control charts for multivariate autocorrelated processes.In addition,we estimate AR(p )models instead of ARMA models for the systematic cause of variation.We discuss the procedures to construct the V AR chart.We examine the effects of parameter shifts and by example present procedures to show the feasibility of V AR control charts.We simulate the average run length to assess the performance of the chart.©2006Elsevier B.V .All rights reserved.Keywords:Quality control and improvement;V AR control charts;Multivariate autocorrelated processes1.Introduction and purposeShewhart (1931)developed statistical process control (SPC)techniques for the improvement and assurance of product and service quality.The assumptions of these methods include serial independence of successive samples taken from a process.Alwan and Roberts (1988)proposed modeling and filtering to monitor residuals by a one-step-forecast of autocorrelated process possessing systematic patterns.English and Sastri (1990)applied Kalman filter to monitoring univariate autoregressive (AR)(1)process.Wardell et al.(1994)derived the run length distribution of Shewhart chart on residuals.Montgomery and Mastrangelo (1991),Lu and Reynolds (1999)discussed some SPC charts for autocorrelated data.Runger and Willemain (1995)compared Shewhart charts based on several process transformations to eliminate autocorrelation.Snoussi et al.(2005)indicated that residuals control charts provide much better shift detection properties.Testik (2005)considered using an AR (1)process to modify control limits for residual based charts.Loredo et al.(2002)provided a method for monitoring autocorrelated processes based on Hawkins (1991,1993)regression adjustment.They examined the performance of residual based quality control charts in terms of the average run length to observation based control charts via Monte Carlo simulations.Their results indicate the superiority of residual based control in comparison with the observation based control charts when detecting a mean shift in short run∗Corresponding author.Tel.:+14018744169;fax:+14018744312.E-mail addresses:jejarrett@ (J.E.Jarrett),xpan1@ (X.Pan).0167-9473/$-see front matter ©2006Elsevier B.V .All rights reserved.doi:10.1016/j.csda.2006.01.020J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–38703863autocorrelated data.This is important because the i.i.d.assumptions of standard Shewhart control charts do not hold for large amounts of historical data.Kalgonda and Kulkarni (2003,2004)considered using the Hotelling T 2statistic to monitor several quality char-acteristics.Due to difficulties of this statistic in determining the factors responsible for out of control signals when considering changes in the process mean vector and/or process covariance matrix,they proposed a new diagnostic,“the D-technique”.Their analysis including a dummy variable multiple linear regression provided some evidence of usefulness of constructing multivariate control charts.Their second study (Kalgonda and Kulkarni,2004)extended the usefulness of multivariate control charts in detecting an out of control status and identifying variable(s)responsible for the out of control situation.Another study,Jaerkaporn et al.(2003)corroborated the usefulness of using average run length methods to the standard Shewhart control charts for individuals.Their method showed promise that average run length control charts are superior for detecting shifts in the mean than the traditional charts.Sliwa and Schmid (2005)extended the use of average run length to multivariate time series.Their study focused on the autocovariance and the cross-covariance structure of financial assets.Hence,monitoring the process control for new multivariate time series resulted from their approach.Finally,Cheng and Thaga (2005)produced a CUSUM control chart capable of detecting changes in the mean and standard deviation of autocorrelated data.Based on the average run length,they claim that their new control chart (MCAP)is useful for monitoring modern production processes where one produces high quality goods with a tiny fraction of nonconforming output units.We propose to continue the study of multivariate autocorrelated processes by proposing a vector autoregressive (V AR)control chart based on ARL for precision manufactured products that are now produced en masse in high technology oriented industries.One example of such production is optical communication products manufacturing where the output is a multivariate autocorrelated time series.One bases the production of fiber optic on SiO 2rod made from condensation of silicon and oxygen gases.The preparation of the SiO 2rod needs to control temperature,pressure and the concentrations of different components.We find similar processes in semiconductors where they prepare materials.In these processes,correlated variables are plentiful and the addition of multivariate analysis is necessary to monitor the process.In addition,these variables are cross-correlated with time leads and lags.Univariate quality control charts are effective for monitoring individually correlated variables but are not effective for services,which are cross-correlated.We propose to introduce (V AR)control charts designed to monitor multivariate processes of the type described.Shewhart control charts do not emphasize parameter estimation.This lack of concern emanates from using the rough criterion of average run length (ARL)to determine effectiveness.For autocorrelated processes,estimation is the key procedure for control chart construction.Some of the proposed control charts for autocorrelation are also not applicable if we ignore estimation.Hence,we will consider estimation issues associated with ARIMA modeling.We arrange the remaining parts of this paper as follows:In Section 2,we describe the principles and design of V AR control charts.In Section 3,we examine the effects of parameter shifts.In Section 4,we show an example V AR chart construction for a multiple variable AR (3)process.In turn,we examine the st,in Section 5,we summarize.2.V AR control chartWe propose using a V AR control chart (another title is MultivariateAutoregression (MAR)control chart).The process is required either stationary or we can achieve stationarity with the appropriate filtering process,i.e.differencing.For a multivariate autoregressive process of n variables,denote y t =(y 1t ,y 2t ,...,y nt ) as a (n ×1)vector.These cross-correlated variables contain autocorrelation of order p .The process follows a V AR modely t = c + 1L + 2L 2+···+ p L py t + e t = c + (L) y t + e t ,(1)where L is the backshift operator, c =(c 1,c 2,...,c n ) is the constant vector,and e t =(e 1t ,e 2t ,...,e nt ) is the vectorfor the error term.Each j is a (n ×n)coefficient matrix for lag j . e t contain no autocorrelation but does contain cross-sectional correlation.That is,E e t e t = is invariant about time but may not be a diagonal (n ×n)matrix.Some elements of the matrix j are zero when variables are uncorrelated.In this model,the AR coefficient matrix, = 1 2··· p,and the constant term ¯c represent systematic patterns.The error term vector e t represents nonsystematic disturbances.We monitor the process to filter the systematic element.In turn,we monitor the special-cause.To filter out and estimate the systematic element for a process that is in-control3864J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–3870requires multivariate regression,which,in turn,requires huge sample sizes for asymptotic estimation.To construct control charts by these methods,we implement a two-stage routine.For in-control cases,we estimate the systematic elements.We denote =( c )being an n ×(1+np)matrix,and x t = 1, y t −1, y t −2,..., y t −pbeing a 1×(1+np)vector.Then Eq.(1)becomesy t = x t + e t .(1)Due to the usual assumptions about e t ,we estimate the coefficient matrix n by ordinary least squares (OLS).ForGaussian AR(p )process, e t ∼i.i.d N 0, ,these OLS estimates are ˆ=T t =1y t xt Tt =1x t xt −1,(2)where T is the number of observations in Stage I.The estimated systematic model isˆ y t=ˆ x t .(3)In addition,we estimate error term as ˆ e t = y t −ˆ y t.We then develop the special-cause control chart based on e t .Maximum likelihood methods estimate the covariance of e t asˆ=(1/T )T t =1ˆ e t ˆ e tp→ .(4)If the process is in-control,the model in (1)is appropriate and the error term is uncorrelated and normal,the estimatederror e t should be also approximately normal and invariant with time.Thus,it is asymptotically N 0, .We now apply the multivariate control chart e t .In Stage I the Hotelling T 2statistic is,approximately 2(n)when T −n is large.T 2=ˆ e t −¯ˆ e ˆ −1 ˆ e t −¯ˆ e ∼ 2(n),(5)where ¯ˆ e is mean of Stage I,¯ˆ e = T t =1ˆ e t /T ,which should be close to zero.Since the estimates of the AR(p )model areasymptotically available,we use chi-square instead of Beta distribution.For Stage II observations,Y i ,(i >T ),we denote the first Stage II observation as the (T +1)st observation.We substitute the estimated error by the one-step-ahead forecast error,while we compare the first Stage II observation with the one-step-ahead forecast from Stage I.That is,from the known T observations in Stage I,we predict the first Stage II status asˆ y T +1=ˆ xT +1.(6)Moreover,the forecasting error is the difference between the real observation and the forecast,ˆ e T +1=ˆ y T +1− yT +1.(7)There are several possible schemes for Stage II chart.If we treat ˆas Wishart distribution,the chart statistic is T 2T +1=ˆ e T +1−¯ˆ e ˆ −1 ˆ e T +1−¯ˆ e ∼n(T +1)(T −1)T (T −n)F ,n,T −n .(8)However,in an autoregression environment,we only have asymptotic properties,ˆ→ .Therefore,the more appropriate way is to use the approximation:T 2T +1= ˆ e T +1−¯ˆ e ˆ −1 ˆ e T +1−¯ˆe∼ 2(n).(9)J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–38703865For the following observations,the forecasting errors are acquired recursively one-step-ahead each.Generally,forthe forecasting error of the i th observation,ˆe i =ˆ x i − y i ,the chart statistic is T 2i =ˆ e i −¯ˆ e ˆ −1 ˆ e i −¯ˆ e∼ 2(n).(10)An F distribution is asymptotically close to a chi-square distribution (divided by T ).The asymptotic distributions ofthe estimates provide,under the same confidence level,more narrow confident intervals for true parameters than the exact distribution for limited sample size T.Therefore,control charts using chi-square distributions are more sensitive than those using F distributions.Selecting statistic :One statistic is given in (10).By selecting the expression of the mean item of T 2i we can have morechart schemes.One option is directly choosing ¯ˆ e as its asymptotic value,zero.Then the item ¯ˆe in (10)will disappear:T 2i =ˆ e iˆ −1ˆ e i ∼ 2(n).(11)The corresponding Stage I statistic isT 2=ˆ e tˆ −1ˆ e t ∼ 2(n).(5)Another option is using recursive mean.This is corresponding to the chart of moving centerline in univariate case(Montgomery and Mastrangelo,1991).The mean for the (i +1)th observation’s statistic can be defined as ¯ˆ e i =ˆ e i +(i −1)ˆe i −1 /i so that the statistic is T 2i =ˆ e i −¯ˆ e i ˆ −1 ˆ e i −¯ˆ e i∼ 2(n).(12)Although the recursive mean varies every time when a new observation is added,the control limit of the chart doesnot change.This is much better than the moving center line in the univariate case.Note,all the above schemes have the same chart that we determine the control limit (UCL)by 2(n)say, 20.01(n).Only the statistic values are different for different schemes.Hence,the V AR chart is actually simple in its demonstration,and model estimation is relativelysimple.Among (10)–(12),the statistic in (11)is the most convenient.Because the asymptotic mean of ˆ¯e t is zero thus(11)is theoretically justified for large sample size.Determining the AR order :In practice,determining the autocorrelation order p may be the issue before chart setting.To find a parsimonious AR order,the null hypothesis is that the AR order is p 0as opposed to being p 1>p 0.The test statistic is a likelihood ratio:2(L 1−L 0)=T log ˆ 0 −log ˆ 1 ∼ 2 n 2(p 1−p 0) ,(13)where T is the sample size in Stage I. 0is the estimated covariance matrix of the error term given in (10)under the null hypothesis being true. 1is also from (10)but under the alternative hypothesis.The chi-square distribution has a degree of freedom n 2(p 1−p 0)because each variable has (p 1−p 0)less lags under the null hypothesis and each of the n equations include n variables and totally n 2restrictions.3.The effect of shiftThere are three classes of parameters in V AR models:the process mean ,the shift on covariance matrix of error term, ,and the shift autocorrelation structure of the model, .The most important shift of interest is the shift on the mean of the process.For a mean shift,the relationship between the mean of a stationary time series vector, is the expectation of Eq.(1).The following theorem gives the effects of mean shift on the V AR chart statistic.There are possibly two ways for a shift to build on the ARMA process.One is that the shift is added on the constant item,meaning there is really a physical3866J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–3870structure that the historical statuses are added on the constant.Another way is that the shift is added on the mean of the process,which is more an observed result.We here only consider the first situation.Theorem 1.For a process model in (1)and VAR chart in (10),a shiftin the process constant adds a normal distribution with mean of ˆ kˆ −1ˆ k and variance of 4ˆ k ˆ −1ˆ k on the in-control T 2.The effects depend on the shift magnitude and the estimates of VAR parameter matrices ,ˆ =(I n −ˆ (L)) .Proof.In the following proof,we use the estimated coefficients rather than the known coefficients.Denote the in-control residual here as ˆ e t ,and the out-of-control (due to shift)residuals as ˆ t .In addition,we use z t to denote theprocess after shift.These changes in denotation are not necessary but just for an alternative expression.The results for the shift effects are the same except that one is univariate ARMA and the other is multivariate AR,because the asymptotic estimates should be just the known parameters.The forecasting error without shift occurrence is ˆ e t = y t −ˆ y t.After the shift,the process status is z t rather than y t .A sudden shift at time just before t 0on mean for some of the variables impliesz t = yt + for t t 0.Since the shift is unknown before detection,we still base the one-step-ahead forecasting on the estimated coefficient matrix ˆ= ˆ c ˆ .Thus,for a V AR(p )process,ˆz t =ˆ c +ˆ (L) z t when t t 0+p .Then the forecasting error after the shift isˆ εt t= z t −ˆ z t = z t −ˆ c −ˆ (L) z t = y t + −ˆ c −ˆ (L) y t −ˆ (L) = y t −ˆ (L) −ˆ y t+ =ˆ e + I n −ˆ (L)=ˆ e t +ˆ.Here the ˆe t was the forecasting error at time t ,had the shift not occurred.With the shifted ˆ εt =ˆ e t −ˆ ,the Hotelling T 2statistic will be a noncentral chi-square distribution:shift T 2t=ˆ ε tˆ −1ˆ εt = ˆ e t −ˆ ˆ −1 ˆ e t −ˆ =ˆ e tˆ −1ˆ e t −2ˆ ˆ −1ˆ e t +ˆ ˆ −1ˆ =noshift T 2t −2ˆ ˆ −1ˆ e t +ˆˆ −1ˆ .The first term is the in-control Hotelling statistic noshift T 2t ∼ 2(n)with mean of n and variance of 2n .Since asymptotically ˆ e t ∼N 0, ,the second term −2ˆ ˆ −1ˆ e t is a linear combination of normal distributions so that it is normal with mean of 0and variance of 4ˆˆ −1ˆ ˆ −1ˆ =4ˆ ˆ −1ˆ .Its effect,we view that the first term increases variation but without shifting the mean.The third term is a positive definite scalar.The last two terms are normaldistribution with mean of ˆˆ −1ˆ and variance of 4ˆ ˆ −1ˆ .Therefore,we measure the total effect of the process shift ˆ on T 2by ˆˆ −1ˆ .When t 0 t <t 0+p ,let k =t −t 0.We have z t = y t +for t 0 t <k and k lags shift while p −k lags do not shift.The one-step-ahead prediction isˆz t =ˆ c +ˆ 1 z t −1+ˆ 2 z t −2+···+ˆ k z t −k +ˆ k +1 y t −k −1+···+ˆ p y t −p =ˆ c +ˆ 1L +ˆ 2L 2+···+ˆ k L k z t +ˆ k +1 y t −k −1+···+ˆ p y t −p .J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–38703867Thusˆ εt t= z t −ˆ z t = z t − ˆ c +ˆ 1L +ˆ 2L 2+···+ˆ k L k z t +ˆ k +1 y t −k −1+···+ˆ p y t −p= y t + − ˆ c +ˆ 1L +ˆ 2L 2+···+ˆ k L k yt +ˆ k +1 y t −k −1+···+ˆ p y t −p − ˆ 1L +ˆ 2L 2+···+ˆ k L k=ˆ e t +ˆ k,where ˆ k =I n −ˆ1−ˆ 2−···−ˆ k and k =0,1,2,...,(t −t 0).Therefore the effect on V AR chart statistic is,for t 0 t t 0+p ,shift T 2t =noshift T 2t−2ˆ k ˆ −1ˆ e t +ˆ kˆ −1ˆ k ,where k =t −t 0.This is still a positive shift on the mean of the in-control T 2and on the variance of the in-control T 2.From the definition of ˆ and ˆ k ,obviously ˆ =ˆ pfor t t 0+p ,because k =0for k >p ,and the estimates of k should have the same property asymptotically.The effects during t 0 t t 0+p can be either larger or smaller than theeffects during t t 0+p ,depending on the specific V AR structure ˆ(L)and ˆ . Other systematic shifts,such as the shift on the covariance matrix of error term, ,or the shift on the autocorrelationstructure of the model, ,will also violate the distributions of the chart statistic,hence out of control signals will be observed after the shifts.The larger the shift scale,the more serious the violation of the chi-square distribution.The out-of-control ARL,which determines when the V AR chart detects the shift,relates to the control limit and the scale of the shift.4.A simulated example of a V AR chartFollowing is an illustration showing the procedures and properties of a V AR chart.We specify three as both the order of autocorrelation and the number of variables.We design the covariance matrix of the error term vector as= 10.5−1.50.54.25−1.75−1.5−1.752.99.In this way,we keep the positive definite.The constant term is set to be (3 =(1.12.11.1),and the three coefficient matrices are as follows:1= 0.50.2−0.08−0.10.70.20.25−0.220.54 , 2= −0.250.23−0.1−0.340.320.120.43−0.180.15 , 3= 0.21−0.1−0.13−0.09−0.32−0.210.150.050.48.By this design,all of the characteristic values ofI n p − 1p −1− 2 p −2−··· p =0,lie in the unit circle,| i |<1,i =1,2,...,p .This setting guarantees a stationary model (p =3,n =3).In addition,the variable means are = cI n − 1L − 2L 2− 3L 3 −1=(0.498211.649915.082).With the above parameters,we sampled and experimented using Matlab.Fig.1(a)and (b)are the results for the two statistics in (5)and (5 )at Stage I,where the UCL was preset at =0.005.From the figures,all the 100observations fell within the UCL.Actually,if we repeat the same simulation,sometimes we found one or two observations fallout of UCL.This may imply the in-control ARL may be suitable.In fact,in Fig.1(c)and (d)if we try 500observations,we observed from one to five out UCL samples.Fig.1also showed that the statistics in (11)and (11 )at Stage II almost have no difference.To confirm the autocorrelation order p ,we run the likelihood ratio test in (13)for the hypotheses (p 0=2vs .p 1=3),(p 0=3vs .p 1=4),(p 0=3vs .p 1=6),and (p 0=4vs .p 1=6).At =0.05the null hypothesis was rejected for first test and cannot be rejected for the other three tests.This showed that the recommended method for selecting order p3868J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–3870STAGE I VAR CHART WITH MEAN ERRORS, alpha=0.005Observations H o t e l l i n g T -s q u a r e S t a t i s t i cSTAGE I VAR CHART WITHZERO MEAN, alpha=0.0027ObservationsH o t e l l i n g T -s q u a r e S t a t i s t i c 02468101214STAGE I VAR CHART WITH ZERO MEAN, alpha=0.005ObservationsH o t e l l i n g T -s q u a r e S t a t i s t i c0102030405060708090100024********STAGE I VAR CHART WITH MEANERRORS, alpha=0.005ObservationsH o t e l l i n g T -s q u a r e S t a t i s t i c(a)(b)(c)(d)Fig.1.(a)Stage |V AR chart with mean errors,alpha =0.005.(b)Stage |V AR chart with zero mean,alpha =0.005.(c)Stage |V AR chart with mean errors,alpha =0.005.(d)Stage |V AR chart with zero mean,alpha =0.0027.is valid for this model.It should be noted that not rejecting hypothesis (p 0=4vs .p 1=6)does not mean the selection is finished.Continuing searches occur until we reject the null hypothesis for (p 0=2vs .p 1=3).We examine the in-control ARL via experimental simulation.Observe the histogram of the run length distribution based on certain estimated in-control process parameters in Fig.2(a).The ARL is 215for =0.0027,and the respective standard deviation is 227.Hence,the UCL should be set higher than anticipated.Fig.2(b)shows the run length distribution at higher UCL, =0.0020.This ARL is 282.6and the standard deviation is 305.3.When a shift occurs on the variable means of the process,say,the constant term of the first and the third variable,c 1and c 3,are doubled,then c =(2.22.12.2),and the mean vector becomes 1 =[−0.619818.195027.5453].By comparison,this is a very large shift in mean and covariance matrix (about a one error-term sigma shift on Variable 1,half error-term-sigma shift on Variable 2,and four sigma shift in Variable 3).The result of the shift is the ARL =1.24and its standard deviation is 0.56.( =0.002).The V AR chart is thus very sensitive to shifts as shown in Fig.3at observation 80.J.E.Jarrett,X.Pan /Computational Statistics &Data Analysis 51(2007)3862–38703869100300500700900110013001500010********60Histogram of Run Length DistributionRun LengthF r e q u e n c y5015025035045055065075085095010501150125013501450050100150200250300350400Histogram of Run Length DistributionRun LengthF r e q u e n c y(a)(b)Fig.2.(a)Histogram of run length distribution.(b)Histogram of run length distribution at higher UCL.102030405060708090100010********60Run Chart for ShiftObservationsT -s q u a r e S t a t i s t i cFig.3.Run chart for shift.If a small shift occurs,for example,the constant term of the third variable increases by 50%,(corresponding to about 0.4error-term-sigma shift on Variable 2and 0.9error-term-sigma shift on Variable 3),the ARL is 104and standard deviation of ARL is 117(a =0.0020).Similarly,if the constant of the third variable decreases 50%,the effect on ARL is 113.Similar to the increase case,although the shift on the means are different (half error-term-sigma shift on Variable 1and one error-term-sigma shift on Variable 3).3870J.E.Jarrett,X.Pan/Computational Statistics&Data Analysis51(2007)3862–3870Since the simulations were based on certain estimates of the parameters instead of the true underlying parameters, the ARL values are different from the results using true parameters.For example,when true parameters were used,the mean shift effect in above give ARL=84.5with8.67standard error.ARL based on estimates may be larger or smaller than the ARL from true parameters,depending on whether overvaluing or undervaluing the estimates.As the system is dynamic,a given set of data can produce overestimation on one parameter and underestimation on the other.Since the true process is unknown,there is actually no way to assess if one overvalues or undervalues the ARL.The only prudent way is to collect as many data as possible in Phase I to acquire asymptotic estimates.5.SummaryVar control charts are a combination of univariate residual chart for autocorrelation and multivariate chart for independent processes.Based on our development and carefully explained methodology,one can model a multivariate process by AR equations describing its physical properties and estimate the AR(p)model by OLS procedures,and applies V AR control chart to monitoring autocorrelated multivariate processes.Hence,the V AR control chart is both useful as long as sample size are sufficient for OLS estimation.ReferencesAlwan,B.M.,Roberts,H.V.,1988.Time-series modeling for detecting level shifts of autocorrelated processes.J.Bus.Econ.Stat.6(1),87–96. Cheng,S.W.,Thaga,K.,2005.Max-Cusum chart for autocorrelated processes.Stat.Sin.15,527–546.English,J.R.,Sastri,T.,1990.Enhanced quality control in continuousflow put.Ind.Eng.19,258–262.Hawkins,D.M.,1991.Multivariate quality control based on regression-adjusted variables.Technometrics33(1),61–75.Hawkins,D.M.,1993.Regression adjustment for variables in multivariate quality control.J.Qual.Technol.25(3),170–182.Jaerkaporn,D.,et al.,2003.Process monitoring for correlated gamma-distributed data using generalized-linear-model-based control charts.Qual.Rel.Eng.Int.19(6),477–491.Kalgonda,A.A.,Kulkarni,S.R.,2003.Diagnosis of multivariate control chart signal based on dummy variable regression mun.Stat.: Theory and Methods32(8),1665–1684.Kalgonda,A.A.,Kulkarni,S.R.,2004.Multivariate quality control chart for autocorrelated process.J.Appl.Stat.31(3),317–327.Loredo,E.N.,Jaerkpaporn,D.,Borror,C.M.,2002.Model-based control chart for autoregressive and correlated data.Qual.Rel.Eng.Int.18(6), 489–496.Lu,C.W.,Reynolds,M.R.,1999.Control charts for monitoring the mean and variance of autocorrelated processes.J.Qual.Technol.31,259–274. Montgomery,D.C.,Mastrangelo,C.M.,1991.Some statistical process control methods for autocorrelated data.J.Qual.Technol.23(3),179–193. Sliwa,P.L.,Schmid,W.,2005.Monitoring the cross-covariances of a multivariate time series.Metrika61(1),89–115.Snoussi,A.,Ghourabi,M.E.,Limam,M.,2005.On SPC for short run autocorrelated mun.Stat.:Simulation and Computation34(1), 219–234.Testik,M.C.,2005.Model inadequacy and residuals control charts for autocorrelated processes.Qual.Rel.Eng.Int.21(2),115–130.Wardell,D.G.,Moskowitz,H.,Plante,R.D.,1994.Run-length distribution of special-cause control charts for correlated processes.Technometrics 36,1084–1105.。