电焊一体机技术参数
焊条电弧焊机的种类和主要技术参数
焊条电弧焊机的种类和主要技术参数1. 引言焊接是一种常见的金属连接技术,而焊条电弧焊机是常用的焊接设备之一。
本文将探讨焊条电弧焊机的种类和主要技术参数,以帮助读者更好地了解和选择适合自己需求的设备。
2. 焊条电弧焊机的种类焊条电弧焊机可以根据其工作原理和结构特点分为以下几种类型:2.1 手持式焊条电弧焊机手持式焊条电弧焊机是最常见的一种类型。
它具有体积小、重量轻、携带方便等特点,适用于小型焊接作业和维修工作。
手持式焊条电弧焊机通常采用交流供电,输出电流范围较窄。
2.2 半自动焊条电弧焊机半自动焊条电弧焊机是一种适用于大批量焊接作业的设备。
它可以实现焊接过程的自动化,提高焊接效率和质量。
半自动焊条电弧焊机通常采用直流供电,输出电流范围较宽。
2.3 气体保护焊条电弧焊机气体保护焊条电弧焊机是一种适用于焊接不锈钢、铝合金等特殊材料的设备。
它通过在焊接过程中喷射保护气体,防止熔池氧化和污染,提高焊接质量。
气体保护焊条电弧焊机通常采用直流供电。
3. 焊条电弧焊机的主要技术参数选择合适的焊条电弧焊机需要了解其主要技术参数,下面将介绍几个常见的参数:3.1 额定电流额定电流是焊条电弧焊机的最大输出电流。
根据焊接作业的需要,选择适当的额定电流非常重要。
过小的额定电流可能导致焊接质量不理想,而过大的额定电流可能导致设备过载。
3.2 电压范围电压范围是焊条电弧焊机的工作电压范围。
根据不同的焊接需求,选择适当的电压范围可以确保焊接稳定性和质量。
较宽的电压范围可以提供更大的适应性。
3.3 电极直径范围电极直径范围是焊条电弧焊机适用的电极直径范围。
不同直径的电极适用于不同的焊接作业,选择合适的电极直径范围可以确保焊接质量和效率。
3.4 工作周期工作周期是焊条电弧焊机的工作时间和休息时间的比例。
较长的工作周期可以提高焊接效率,但也需要注意设备的散热问题。
根据具体需求选择合适的工作周期非常重要。
4. 总结本文介绍了焊条电弧焊机的种类和主要技术参数。
BX型交流弧焊机技术参数
交流弧焊机技术要求:1. 负载持续率:是指实际工作时间在全部工作时间中(10分钟为1周期)所占比率。
例如,负载持续率60%是指焊接6分钟,接着空载4分钟。
额定负载持续率是相对于额定电流而言的,当在额定电流以下使用时,即使在高负载持续率下也可使用。
此时的负载持续率换算公式如下:实际所用电流的负载持续率=平方(实际所用输出电流)额定负载持续率额定输出电流)平方 (2. 接地:机壳后(外)侧板下部设有接地端子,请一定用14mm 2以上的铜线接地。
额定输入电压300~600V 接地电阻10Ω。
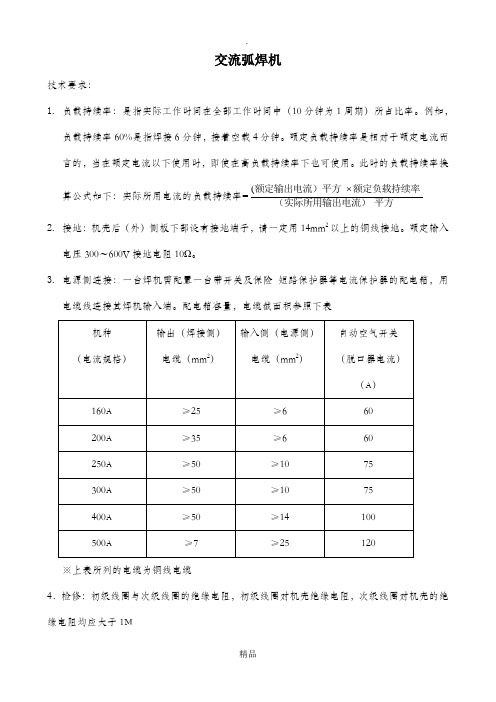
3. 电源侧连接:一台焊机需配置一台带开关及保险 短路保护器等电流保护器的配电箱,用电缆线连接其焊机输入端。
配电箱容量,电缆截面积参照下表※上表所列的电缆为铜线电缆4.检修:初级线圈与次级线圈的绝缘电阻,初级线圈对机壳绝缘电阻,次级线圈对机壳的绝缘电阻均应大于1MΩ。
避免过载使用,及时未烧损也会缩短寿命。
过载会引起噪音,使电流调节手轮转动困难等。
电缆过长,会导致电流流通不畅,增加电力损耗。
电缆过旧,表层绝缘被损坏,会引起电弧不稳。
5.BX1型焊机BX1型焊机是以JB/T7834-95和GB15579-1995为基准设计制造的。
规格参数外形尺寸BX6型焊机BX6型焊机是以JB/T3643-2000和GB15579-1995为基准设计制造的。
规格参数续上表BX6型焊机规格参数BX3型焊机BX3型焊机是以JB/T7834-95和GB15579-1995为基准设计制造的焊接电流大小受被焊物板厚、焊条粗细及种类、焊接姿势等因素影响。
焊条直径与电流值的关系大体如下表所示:如有侵权请联系告知删除,感谢你们的配合!如有侵权请联系告知删除,感谢你们的配合!。
对焊机参数规范范文
对焊机参数规范范文
焊接机参数规范
一.弧焊
1.焊接电流规范
(1)碳钢电弧焊采用交流电源,焊接电流一般采用200-500A。
特殊
情况采用500-800A/mm。
(2)低合金钢焊接采用直流电源,焊接电流一般采用200-400A/mm,特殊情况采用400-650A/mm。
(3)铝及其合金焊条焊接采用直流电源,焊接电流一般采用90-
350A。
2.焊接电压规范
(1)碳钢焊接电压一般采用20-30V。
(2)低合金钢焊接采用直流电源,焊接电压一般采用20-35V。
(3)铝及其合金焊接采用直流电源,焊接电压一般采用10-25V。
3.焊接速度规范
正常情况下,焊接速度应保持在2.5-5m/min左右,材料较薄时可提
高焊接速度。
二.气体保护焊
1.焊接电流规范
(1)用氢和氩助焊采用交流电源,焊接电流一般采用50-200A。
特殊情况采用50-400A。
(2)用氧和煤气助焊采用直流电源,焊接电流一般采用20-100A。
特殊情况采用20-150A。
2.焊接电压规范
(1)用氢和氩助焊电压一般采用14-20V。
(2)用氧和煤气助焊采用直流电源,焊接电压一般采用12-16V。
3.焊接速度规范
正常情况下,焊接速度应保持在2.5-5m/min左右。
三.钳焊
1.焊接电流规范
(1)碳钢电钳焊采用交流电源,焊接电流一般采用200-1000A。
点焊机技术参数
点焊机技术参数
牌:斯特杰能型号:ST-18501、性能特点:
A、采用精确的数字控制,并可随意更改、调用;
B、运用脉冲式可确保焊接牢固、焊点美观;
C、9段LED显示各焊接参数;
D、工作台升降手拧式锁紧,电极立体式调节,使操作者可以轻易地焊接各种形状、尺寸的电池;
E、对电网电压自动监测、跟踪补偿。
功率大、操作简单、焊接可靠。
2、电气参数:功率10KVA(最大)输入频率50/60 Hz输入电压220 V输入气源7~8 Bar(公斤/平方厘米)初级电流5~40 A次级短路电流1800 A次级空载电压5、5 V最大工作气压6 公斤/平方厘米最小工作气压0、5 公斤/平方厘米进气接头直插式3、机械结构:整机结构一体化结构焊臂结构伸缩摆动控制电极至机体距离80~95毫米(可伸缩调节)气缸直径25毫米气缸行程25毫米(最大)电极直径3、00毫米最小电极距离0、1毫米4、焊接控制:脉冲数0~9脉冲能量级0~999自动补偿范围+40V ~ -40V面板数字显示9段LED 显示系统主控电脑8位微处理器系统记忆器EEPROM参数调整按钮触摸按钮开关操作控制方式微动开关控制5、外围规格:外围尺寸458 X374 X267mm总重量40千克包装尺寸500 X400 X300mm深圳市斯特杰能机电设备有限公司
第 1 页共 1 页。
比特利器电焊机说明书

比特利器电焊机说明书第一章:产品概述比特利器电焊机是一种高性能的电焊设备,适用于金属材料的焊接和修复。
本产品采用先进的比特利器技术,具有稳定可靠的性能和高效的焊接效果。
本说明书将为用户详细介绍本产品的特点、使用方法和注意事项。
第二章:产品特点1. 高效节能:比特利器电焊机采用节能技术,功率利用率高,能耗低。
2. 稳定可靠:产品具有稳定的输出电流和电压,焊接效果稳定可靠。
3. 多功能:本产品支持多种焊接方式,包括手工焊接、自动焊接和半自动焊接。
4. 易于操作:本产品采用智能化设计,操作简便,适用于各类用户。
5. 安全可靠:本产品具有过载保护和短路保护等安全功能,使用过程中更加安全可靠。
第三章:产品规格1. 输入电压:220V±10%2. 频率:50/60Hz3. 额定输入功率:5.5kVA4. 额定输出电流范围:20-200A5. 额定输出电压范围:20-25V6. 重量:10kg7. 外形尺寸:300mm×150mm×250mm第四章:使用方法1. 准备工作:a. 确保电源接地良好,避免触电危险。
b. 检查输入电压和频率是否与产品要求一致。
c. 确保工作环境通风良好,避免产生有害气体。
2. 连接电源:a. 将电焊机的电源线插入标准的电源插座。
b. 检查电源线是否接触良好,避免电流不稳定。
3. 设置焊接参数:a. 根据焊接要求,选择适当的电流和电压。
b. 使用调节旋钮或按钮,设置所需的焊接参数。
4. 进行焊接:a. 将焊接材料正确接触到电极和工件上。
b. 按下焊接开关,开始焊接操作。
c. 注意焊接过程中的安全事项,避免触电和烫伤。
第五章:注意事项1. 在使用电焊机前,应仔细阅读本说明书,并按照要求正确操作。
2. 在焊接过程中,应佩戴防护眼镜、手套和防护服,确保人身安全。
3. 电焊机工作时会产生高温,应避免触碰焊接部位,防止烫伤。
4. 在使用电焊机时,应保持工作环境通风良好,避免产生有害气体。
下载-OTC焊机特点及参数
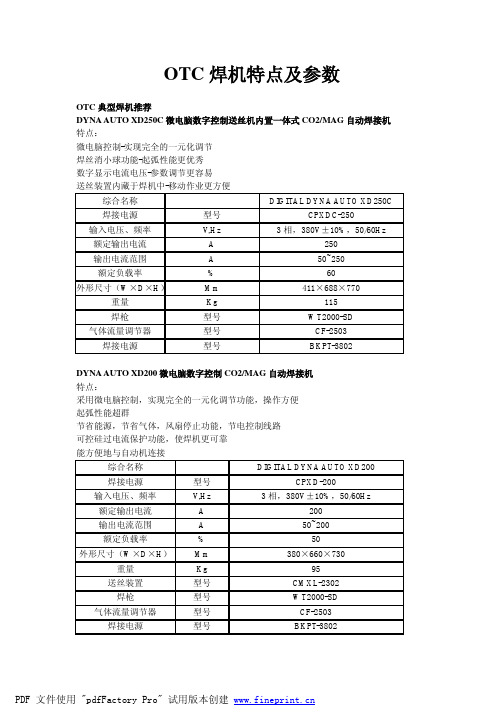
OTC焊机特点及参数OTC典型焊机推荐DYNA AUTO XD250C微电脑数字控制送丝机内置一体式CO2/MAG自动焊接机特点:微电脑控制-实现完全的一元化调节焊丝消小球功能-起弧性能更优秀数字显示电流电压-参数调节更容易送丝装置内藏于焊机中-移动作业更方便综合名称DIGITAL DYNA AUTO XD250C 焊接电源型号CPXDC-250输入电压、频率V,Hz3相,380V±10%,50/60Hz 额定输出电流A250输出电流范围A50~250额定负载率%60外形尺寸(W×D×H)Mm411×688×770重量Kg115焊枪型号WT2000-SD 气体流量调节器型号CF-2503焊接电源型号BKPT-3802DYNA AUTO XD200微电脑数字控制CO2/MAG自动焊接机特点:采用微电脑控制,实现完全的一元化调节功能,操作方便起弧性能超群节省能源,节省气体,风扇停止功能,节电控制线路可控硅过电流保护功能,使焊机更可靠能方便地与自动机连接综合名称DIGITAL DYNA AUTO XD200焊接电源型号CPXD-200输入电压、频率V,Hz3相,380V±10%,50/60Hz额定输出电流A200输出电流范围A50~200额定负载率%50外形尺寸(W×D×H)Mm380×660×730重量Kg95送丝装置型号CMXL-2302焊枪型号WT2000-SD 气体流量调节器型号CF-2503焊接电源型号BKPT-3802DYNA AUTO XD350S·500S微电脑数字控制CO2/MAG自动焊接机特点:熔深控制功能——即使焊丝伸出长度有变化,也能保护焊接电流稳定采用微电脑控制,实现完全的一元化调节功能,操作方便起弧性能超群节省能源,节省气体,风扇停止功能,节电控制线路可控硅过电流保护功能,使焊机更可靠能方便地与自动机连接综合名称焊接电源型号CPXDS-350CPXDS-500输入电压、频率V,Hz3相,380V±10%,50/60Hz额定输出电流A350500输出电流范围A50~35050~500额定负载率%5060外形尺寸(W×D×H)mm343×615×732400×607×850重量Kg110152送丝装置CMXL-2302焊枪型号WT3510-SD WT5000-SD 气体流量调节器型号CF-2503焊接电源型号BKPT-3802BKPT-6002DYNA AUTO XD600G微电脑数字控制多功能CO2/MAG自动焊接机特点:焊接条件设定完全的一元化调整,操作方便一机多用,同时实现CO2/MAG焊、气刨,手工焊接。
焊接机器人相关参数及设置

焊接相关参数及设置焊接相关参数及设置一:引言本文档旨在提供焊接相关参数及设置的详细信息,以便操作员正确配置和执行相应的焊接任务。
二:技术参数1. 型号:[型号]- 品牌:[品牌]- 最大负载能力:[负载能力]- 工作半径:[工作半径]- 电源:[电源要求]- 控制系统:[控制系统]- 运动范围及准确度:- 轴1:[范围],[准确度]- 轴2:[范围],[准确度]- 轴3:[范围],[准确度]- 轴4:[范围],[准确度]- 轴5:[范围],[准确度]- 轴6:[范围],[准确度]2. 焊接熔化相关参数- 焊接电流范围:[范围]- 焊接电压范围:[范围]- 焊接速度:[速度]- 熔化深度:[熔化深度]- 焊接材料:[材料]- 电极直径:[直径]3. 安全标准和防护措施- 围栏:[围栏类型和尺寸]- 安全光幕:[光幕类型和位置]- 紧急停止按钮:[按钮位置和数量]- 防火措施:[防火设备和操作指南]- 操作员培训:[操作员培训内容和要求]三:设置步骤1. 搬运与安装- 运输前准备:[运输前的检查和准备工作]- 安装:[安装步骤和要点]2. 控制系统设置- 控制系统连接:[连接步骤和相关设备]- 控制系统校准:[校准步骤和注意事项]3. 焊接系统设置- 焊接电流和电压调整:[调整步骤和参考值]- 焊接速度和熔化深度调整:[调整步骤和参考值] - 电极选择和更换:[选择和更换步骤和要点]- 焊接参数保存:[保存设置的步骤和方法]四:附件本文档包含以下附件:1. 焊接操作手册2. 技术说明书3. 焊接熔化参数表五:法律名词及注释1. 法律名词:在本文档中,涉及的法律名词被解释为:- [法律名词1]:[解释]- [法律名词2]:[解释]- [法律名词3]:[解释]2. 注释:以下是对一些术语和缩写的注释:- [术语1]:[解释]- [术语2]:[解释]- [术语3]:[解释]。
电焊机技术规格书

电焊机技术规格书一、使用条件用于室内场地,工作环境温度-15℃~+40℃,海拔小于<1000m。
二、设备名称及数量:设备名称:电焊机设备数量: 1套三、技术参数:1、额定输出电流:500(A)2、频率:50/60HZ3、额定输入容量:42(KVA)4、空载电压:76(V)5、额定负载持续率:35%6、额定负载电压:40V7、电流调节范围:100-500A8、使用焊条直径:3.2-5mm9、绝缘等级:F四、技术要求:1、焊接采用动绕组式高漏抗变压器;2、可通过转动手柄实现调节铁芯位置,无极调节电流大小;3、交流手工焊机可焊低碳钢、中碳钢、低合金钢等材料,可对焊、竖焊;4、供电电压的波动在额定值的±10%之间;5、工作场所风力低于1.5米/秒。
五、供货范围:1、电焊机1台,焊把线(含焊把钳)10米,接地线3米,其他安装附件按标准配备。
2、提供详细的供货清单和图纸资料清单1)常用备品备件清单、更换周期单、专用工具2)外型尺寸图、安装建议图、电气原理图;3)操作手册(包括图纸及工艺流程图);4)合格证、使用说明书(包括设备操作、维修手册);5)上述技术文件、资料随机提供纸质版三份及电子版一套;六、设计、制造和检验标准1、GB/T25311-2010《固定式电阻对焊机及闪光对焊机的通用技术要求、检验方法和检验规则》2、通过ISO9001(2000版)认证及强制产品CCC认证,产品严格按照标准设计制造;七、售后服务:产品质量保证期为自货到安装调试验收合格起12个月。
在质保期内若设备出现任何故障(含易损件、配件更换等),供货方保证赶到现场进行免费处理;在质保期之外, 供货方保证赶到现场进行有偿维修、更换损坏的设备及配件。
自动焊机参数表V1.1

编号 P000 P001 r002 P003 P004 P005 P006 P007 P008 P009 P100 P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 r201 r202 r203 r204 名 称 单位 默认值 第一组 参数 备 注 编号 r206 r209 r212 r213 r214 r205 r215 r216 P217 名 称 单位 默认值 备 注 升降位置 厘米 焊接模式 0:横纹;1:单道;2:坡度 行走器内温度 焊接方向 =1从左向右;=0从右向左 送丝电机输出 % 对应0~100占空比 故障代码 见报警代码表 横移电机输出 % 对应0~100占空比 横纹焊接宽度 厘米 从零点开始计 升降电机输出 % 对应0~100占空比 横纹横移速度 米/分 横移位置 厘米 水平跨越距离 厘米 自动计算秒表功能 水平焊接宽度 厘米 从零点开始计 自动计算 计算辊面速度和变频频率关系 垂直跨越距离 厘米 参数密码 0 第四组 参数(需输入密码才可进入) 垂直焊接宽度 厘米 特指坡度焊高度方向 横纹焊启弧联锁 0 0:不联锁;1:联锁 P300 50Hz对应辊面速度 米/分 第二组 参数 P305 升降电机升初始值 自动送丝速度 米/分 P306 升降电机降初始值 手动送丝初速 米/分 5秒后开始加速 P307 横移电机初始值 手动送丝末速 米/分 10秒后加到末速 P308 送丝电机初始值 自动升降速度 米/分 自动提枪的速度 P309 送丝电机速度系数 1 第五组 参数(需输入密码才可进入) 手动升降初速 米/分 3秒后开始加速 手动升降末速 米/分 5秒后加到末速 P400 单道跨越速度 米/分 自动回零横移速度 米/分 自动回零的速度 P401 侧面跨越速度 米/分 手动横移初速度 米/分 3秒后开始加速 P402 停弧回丝长度 厘米 手动横移末速度 米/分 加到末速 P403 启弧送丝加速时间 秒 手动辅传初速 米/分 P404 停弧填弧坑时间 秒 手动辅传末速 米/分 P405 停弧回烧时间 秒 辅传初速持续时间 秒 P406 自动提枪高度 厘米 自动辅传速度 米/分 P407 提枪回零 1自动;0手动 第三组 参数(该组均为实际显示值) P408 横移回零降枪 1自动;0手动 起弧条件 P409 无线信道 1 1~8 送丝速度 米/分 r410 电池电压 手操器电池电压 辊面速度 米/分 P411 设备类型 出厂设定好,不可修改 横移速度 米/分 P412 参数复位 0 参数复位为默认值,需重启 注:凡手操器中参数无法在表中找到定义的,均为未使用参数。
300A柴油发电电焊两用机详细配置介绍图片
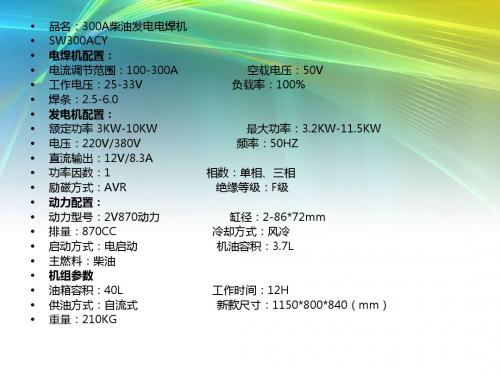
空载电压:50V 负载率:100%
最大功率:3.2KW-11.5KW 频率:50HZ 相数:单相、三相 绝缘等级:F级 缸径:2-86*72mm 冷却方式:风冷 机油容积:3.7L
工作时间:12H 新款尺寸:1150*800*840(mm)
图片
适用范围与电流调节对比表
• 适用范围:野外施工、抢修应急、油田、矿产、中铁等 • • • • • • 电流调节对比表 1、 2.0焊条~120A-130A 2、 3.2焊条~150A-190A 3、 4.0焊条~190A-220A 4、 5.0焊条~250A-300A 以上4种情况均可适用长时间工作
BX型交流弧焊机技术参数

交流弧焊机
技术要求:
1. 负载持续率:是指实际工作时间在全部工作时间中(10分钟为1周期)所占比率。
例如,
负载持续率60%是指焊接6分钟,接着空载4分钟。
额定负载持续率是相对于额定电流而言的,当在额定电流以下使用时,即使在高负载持续率下也可使用。
此时的负载持续率换算公式如下:实际所用电流的负载持续率=平方
(实际所用输出电流)额定负载持续率额定输出电流)平方 ( 2. 接地:机壳后(外)侧板下部设有接地端子,请一定用14mm 2以上的铜线接地。
额定输入
电压300~600V 接地电阻10Ω。
3. 电源侧连接:一台焊机需配置一台带开关及保险 短路保护器等电流保护器的配电箱,用
4.检修:初级线圈与次级线圈的绝缘电阻,初级线圈对机壳绝缘电阻,次级线圈对机壳的绝缘电阻均应大于1M Ω。
避免过载使用,及时未烧损也会缩短寿命。
过载会引起噪音,使电流调节手轮转动困难等。
电缆过长,会导致电流流通不畅,增加电力损耗。
电缆过旧,表层绝缘被损坏,会引起电弧不稳。
5.BX1型焊机
BX1型焊机是以JB/T7834-95和GB15579-1995为基准设计制造的。
BX6型焊机是以JB/T3643-2000和GB15579-1995为基准设计制造的。
BX3型焊机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
25-30V
23-38V
焊接电流调节范围
50-190A
50-250A
电极
1.6-4.0
额定转速
3000/3600
3000
励磁方式
自励恒压(AVR)
自励恒压(AVR)
整流方式
IGBT+三相整流桥
IGBT+三相整流桥
绝缘等级
F
F
极数
2
发动机型号
186FAE
型式
单缸.四冲程.风冷.直喷
立式,四冲程,风冷,直喷室式
18.0HP
机油容量
1.1L
1.1L
启动方式
手/电启动
手/电启动
其他
包装尺寸
775x535x540mm
净重
92kg
96kg
毛重
97kg
99kg
HDWG280电焊一体机技术数据
型号/项目
HDWG280
焊机输出功率(KW)
8.5
额定电流(A)
250
电流调节范围(A)
50-280
额定电压(V)
34
暂载率
50%
发电机
额定功率
5KW
6KW
额定频率
50HZ
50HZ/60HZ
额定电压
220V
110/220V
直流输出
12V/8.3A
相数
单
单燃料类型无Fra bibliotek汽油无铅汽油
发动机
型号
ST192F/FE
类型
四冲程风冷
四冲程风冷
缸径×行程
92×64mm
排量
389ml
420ml
额定功率
7.0kW/3000r/min
最大功率
9.5KW/3600r/min
排气量
418cc
418cc
缸径×冲程
86×72
86×72
压缩比
19
额定功率
5.7/3000.6.3/3600
启动方式
手/电启动
电启动
燃油类型
轻柴油
轻柴油
润滑油型号
CC级以上
CC级以上
燃油消耗
340g/kW.h
燃油箱容量
13.5L
12L
可持续运行时间
8
6
尺寸
720*485*600
760×480×630
净重
105kg
100kg
毛重
110kg
103kg
噪声
84-86db(A)/7m
HDWG电焊一体机技术数据
型号
项目
HDWG200
HDWG50
电焊机
额定功率
3.64KW
6KW
额定电流
140A
220A
额定电压
26V
26V
电流调节范围
50-200A
50-250A
焊条直径
φ2.5-4.0mm
φ2.5-5.0mm
HDWC电焊一体机技术数据
型号
项目
HDWC190
HDWC250
额定频率
50HZ
50HZ
额定功率
2.0KW
3.7KW
额定电压
120/240/230V
230/380V
额定电流
8.7/9.2/18.3A
140A(DC)
相数
单相
三相/单相
功率因数
1
0.8
空载焊接电压
65-70V
80V
额定焊接直流电流
160A
焊条直径(毫米)
2.6-6
发电机功率(Kw)
5
发电类型
直流发电
额定电压/频率(V/Hz)
220/50
功率因数(COS)
1
发动机型号
GX620
发动机最大输出(Kw/3600rpm)
14.6
启动方式
手/电启动
机油容量(L)
1.5
燃油箱容量(L)
30
净重/毛重(Kg)
185
外形尺寸(毫米)
950X600X630